Table of Contents. Table of Contents Page AWS Werkstoff Nr. ISO No.
|
|
|
- Morgan Ross
- 6 years ago
- Views:
Transcription
1

2 Special Metals Welding Products Company is the world s leading developer and manufacturer of wrought nickel alloys and nickel based welding consumables for joining nickel alloys, high performance steels, cast irons and dissimilar metals as well as overlaying on steel for corrosion or erosion protection. It offers industry the widest range of welding consumables, supported by over 100 years experience in nickel alloy technology. Product trademarks such as MONEL, INCO-WELD, NI-ROD, INCONEL, INCOLOY, INCO-CORED, and INCOFLUX have earned worldwide recognition as the standard for quality and product performance. Special Metals Welding Products Company operates a fully integrated manufacturing facility that encompasses every step from acquisition of raw materials to packaging of the finished products. This melting-pot-to-weld-puddle control provides complete traceability and control of product quality. Rigorous quality control is applied at every production step using quality systems such as ISO 9001, ASME Section III NC3800, and TUV. In support of this comprehensive product line is a tradition of first class techinical service and customer support made available through our extensive gobal distribution network. Direct access to additional information is available through our websites and in chinese Table of Contents Page AWS Werkstoff Nr. ISO No. Welding Electrodes Ni Nickel Welding Electrode A5.11 ENi ENi2061 Ni-Cu MONEL Welding Electrode A5.11 ENiCu ENi4060 Cu-Ni MONEL Welding Electrode 1875 A5.6 ECuNi ECu 7158 Ni-Cr-Fe INCO-WELD A Welding Electrode 6 A5.11 ENiCrFe ENi6092 INCONEL Welding Electrode 152 7A5.11 ENiCrFe-7 ENi6152 INCONEL Welding Electrode A5.11 ENiCrFe ENi6182 Ni-Cr-Mo INCONEL Welding Electrode A5.11 ENiCrMo ENi6625 INCONEL Welding Electrode A5.11 ENiCrMo-10 ENi6022 INCO-WELD C-276 Welding Electrode 11 A5.11 ENiCrMo ENi6276 INCO-WELD 686CPT Welding Electrode 12 A5.11 ENiCrMo-14 ENi6686 Ni-Cr-Co-Mo INCONEL Welding Electrode A5.11 ENiCrCoMo ENi6617 Ni-Fe-Cr INCO-WELD C Welding Electrode 14 Cast Iron Welding Electrodes Ni NI-ROD Welding Electrode 15 A5.15 ENi-CI E C Ni-CI NI-ROD 99X Welding Electrode 16 Ni-Fe NI-ROD 55 Welding Electrode 17A5.15 ENiFe-CI E C NiFe-CI NI-ROD 55X Welding Electrode 18 Filler Metals & Flux Cored Ni Nickel Filler Metal A5.14 ERNi SNi2061 Ni-Cu MONEL Filler Metal A5.14 ERNiCu SNi4060 Cu-Ni MONEL Filler Metal 6721 A5.7ERCuNi SCu 7158 Ni-Cr INCONEL Filler Metal A5.14 ERNICr-4 SNi6072 NC 80/20 Filler Metal INCONEL Filler Metal A5.14 ERNiCr SNi6082 INCO-CORED Flux-Cored 82AP 25 A5.34 ENiCr3T1-4 INCO-CORED Flux-Cored 82DH 25 A5.34 ENiCr3T0-4 Ni-Cr-Mo INCONEL Filler Metal A5.14 ERNiCrMo-10 SNi6022 INCONEL Filler Metal A5.14 ERNiCrMo SNi6625 INCO-WELD 686CPT Filler Metal 28 A5.14 ERNiCrMo-14 SNi6686 INCO-WELD Filler Metal 725NDUR 29 A5.14 ERNiCrMo-15 SNi7725 INCO-WELD Filler Metal C A5.14 ERNiCrMo SNi6276 INCO-WELD Filler Metal HX 31 A5.14 ERNiCrMo-2 SNi6002 INCO-CORED Flux-Cored 625AP 32 A5.34 ENiCrMo3T1-4 INCO-CORED Flux-Cored 625DH 32 A5.34 ENiCrMo3T0-4 Table of Contents 1
3 Table of Contents Page AWS Werkstoff Nr. ISO No. Ni Welding Electrode Filler Metals (continued) Ni-Cr-Fe INCONEL Filler Metal A5.14 ERNiCrFe-7SNi6052 INCONEL Filler Metal 52M 34 A5.14 ERNiCrFe-7A INCONEL Filler Metal A5.14 ERNiCrFe SNi6601 INCONEL Filler Metal A5.14 ERNiCrFe-6 SNi7092 Nickel Welding Electrode 141 Table of Contents, Continued Ni-Cr-Co-Mo INCONEL Filler Metal 61737A5.14 ERNiCrCoMo-1 Ni-Fe NILO Filler Metal CF36 38 NILO Filler Metal CF SNi6617 Ni-Fe-Cr INCOLOY Filler Metal A5.14 ERNiFeCr-1 SNi8065 INCONEL Filler Metal A5.14 ERNiFeCr SNi7718 Cast Iron Filler Metals NI-ROD Filler Metal A5.15 ERNiFeMn-CI S C NiFeMn-CI NI-ROD FC 55 Cored Wire 43 A5.15 ENiFeT3-CI T C NiFe-1 NI-ROD Filler Metal A5.15 ERNi-CI S C Ni-CI Submerged Arc Fluxes INCOFLUX 4 45 INCOFLUX 5 46 INCOFLUX 6 47 INCOFLUX 748 INCOFLUX 8 49 INCOFLUX 9 50 INCOFLUX ESS1 51 INCOFLUX ESS2 52 INCOFLUX ESS10 53 INCOFLUX NT INCOFLUX NT INCOFLUX NT INCOFLUX SAS1 57 INCOFLUX SAS2 58 Weldstrip 59 Thermal Spray Wires 60 Appendix 61 Welding Products Selector Chart Conversion Factors for Units of Measure Conversions 64 Hardness Conversions 65 Comparison of Gauges 66 Standard Pipe Sizes 66 Temperature Conversions 67 Storage and Rebaking 68 Nickel Welding Electrode 141 is used for shielded-metal-arc welding of Nickel 200 and Nickel 201, welding the clad side of nickel-clad steel, and surfacing of steel. The reaction of titanium with carbon in the weld metal holds free carbon to a low level so that the electrode can be used with low-carbon nickel (Nickel 201). The weld metal has good corrosion resistance, especially in alkalies. The electrode is also used for dissimilar welding, including joints between Nickel 200 or 201 and various iron-base and nickel-base alloys. Nickel Welding Electrode 141 can be operated in all welding positions. Power supply: direct current, electrode positive. Specifications AWS A5.11, ENi-1 UNS W82141 ASME II, SFA-5.11, ENi-1 Werkstoff Nr ASME IX, F-No. 41 ISO ENi2061 DIN 1736 EL-NiTi3 Europe ENiTi3 VdTÜV Limiting Ni+Co min. Cu max. Chemical C max. Al max. Composition Mn max. Ti Fe max. P max. S max. Others max. Si max. Minimum Tensile Strength, psi 60,000 Mechanical MPa 414 Properties Elongation, (4d) % 20 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in Current A Nickel Welding Electrode
4 Ni-Cu Welding Electrode Cu-Ni Welding Electrode MONEL Welding Electrode 190 MONEL Welding Electrode 187 MONEL Welding Electrode 190 MONEL Welding Electrode 190 is used for shielded-metal-arc welding of MONEL alloys 400, R-405, and K-500. It is also used for surfacing of steel. The weld metal is resistant to corrosion by sea water, salts, and reducing acids. The electrode is capable of producing weld deposits that meet stringent radiographic requirements. Although the electrode produces sound joints in MONEL alloy K-500, the weld metal has lower strength since, unlike the base metal, it is not age hardenable. Dissimilar-welding applications for MONEL Welding Electrode 190 include joints between MONEL nickel-copper alloys and carbon steel, low-alloy carbon steel, copper, and copper-nickel alloys. MONEL Welding Electrode 190 can be operated in all positions. Power supply: direct current, electrode positive. Specifications AWS A5.11, ENiCu-7 DIN 1736 EL-NiCu30Mn MIL-E-22200/3 Type MIL-9N10 UNS W84190 ASME II, SFA-5.11, ENiCu-7 Werkstoff Nr ASME IX, F-No. 42 ISO ENi4060 VdTÜV Europe ENiCu30Mn3Ti Limiting Ni+Co Cu... Remainder Chemical C max. Al max. Composition Mn max. Ti max. Fe max. P max. S max. Others max. Si max. Minimum Tensile Strength, psi 70,000 Mechanical MPa 483 Properties Elongation, (4d) % 30 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in MONEL Welding Electrode 187 is used for shielded-metal-arc welding of wrought or cast 70/30, 80/20, and 90/10 copper-nickel alloys. Like the base metals with which it is used, the weld metal resists fouling and corrosion in sea water and is useful for many marine and desalination applications. Dissimilar joints welded with the electrode include those between copper-nickel alloys and MONEL alloy 400 or Nickel 200. MONEL Welding Electrode 187 can be operated in all positions. Power supply: direct current, electrode positive. Specifications AWS A5.6, ECuNi Werkstoff Nr MIL-E-22200/4 Type MIL-CuNi(70:30) UNS W60715 ASME II, SFA-5.6, ECuNi ISO ECu 7158 ASME IX, F-No. 34 Europe ECu 7158 DIN 1733 S-CuNi30Mn Limiting Ni+Co min. Si max. Chemical C max. Cu... Remainder Composition Mn Ti max. Fe P max S max. Others max. Minimum Tensile Strength, psi 50,000 Mechanical MPa 345 Properties Elongation, (4d) % 30 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in MONEL Welding Electrode 187 Current A Current A
5 Ni-Cr-Fe Welding Electrode Ni-Cr-Fe Welding Electrode INCO-WELD A Welding Electrode INCONEL Welding Electrode 152 INCO-WELD A Welding Electrode INCO-WELD A Welding Electrode is used for shielded-metal-arc welding of INCOLOY alloys 800 and 800HT, INCONEL alloys 600 and 601, and nickel steels. The weld metal has excellent strength and oxidation resistance at high temperatures and retains impact resistance at cryogenic temperatures. The electrode is an exceptionally versatile product for dissimilar welding. It can be used on a variety of austenitic and ferritic steels and nickel alloys. Examples are combinations of stainless steels, carbon steels, INCONEL alloys, INCOLOY alloys, MONEL alloys, and copper-nickel alloys. Because of its versatility, INCO-WELD A Welding Electrode is especially useful for general maintenance welding of equipment exposed to strenuous service conditions. INCO-WELD A Welding Electrode can be operated in all welding positions. Power supply: direct current, electrode positive. Specifications AWS A5.11, ENiCrFe-2 Werkstoff Nr ASME II, SFA-5.11, ENiCrFe-2 DIN 1736 EL-NiCr15FeNb UNS W86133 ISO ENi6092 ASME IX, F-No. 43 Europe ENiCr16Fe9NbMo VdTÜV Limiting Ni+Co min. Cu max. Chemical C max. Cr Composition Mn Nb+Ta Fe max. Mo S max. P max. Si max. Others max. Minimum Tensile Strength, psi 80,000 Mechanical MPa 552 Properties Elongation, (4d) % 30 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in INCONEL Welding Electrode 152 is used for shielded-metal-arc welding of INCONEL alloy 690. It has a higher chromium content which improves resistance to stress-corrosion cracking in the nuclear, pure water environment. It was designed to produce high quality welds in all positions. This electrode also produces corrosion-resistant overlays on most low-alloy and stainless steels. Other uses include applications requiring INCONEL alloy 690 "glass melters" used for the disposal of nuclear waste. It is also useful for dissimilar joints involving INCONEL and INCOLOY alloys, and stainless, low-alloy and carbon steels. INCONEL Welding Electrode 152 can be operated in all welding positions. Power supply: direct current, electrode positive. Specifications AMSE Boiler & Pressure Vessel Code Case 2143 AWS A5.11, ENiCrFe-7 UNS W86152 ASME II, SFA-5.11, ENiCrFe-7 ISO ENi 6152 ASME IX, F-No. 43 Europe ENiCr30Fe9Nb Limiting Ni+Co... Remainder Cu max. Chemical C max. Cr Composition Mn max. Ti max. Fe Al max. S max. P max. Si max. Nb+Ta Mo max. Others max. Minimum Tensile Strength, psi 80,000 Mechanical MPa 552 Properties Elongation, (4d) % 30 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in INCONEL Welding Electrode 152 Current A Current A
6 Ni-Cr-Fe Welding Electrode Ni-Cr-Mo Welding Electrode INCONEL Welding Electrode 182 INCONEL Welding Electrode 112 INCONEL Welding Electrode 182 INCONEL Welding Electrode 182 is used for shielded-metal-arc welding of INCONEL alloys 600, 601 and 690. The weld metal has excellent high-temperature strength and oxidation resistance and can meet stringent radiographic requirements. Dissimilar welds for which the electrode are used include INCONEL alloys and INCOLOY alloys joined to carbon steels, stainless steels, nickel and MONEL alloys, MONEL alloys joined to carbon steels; nickel joined to stainless steels; and stainless steels joined to carbon steels. INCONEL Welding Electrode 182 can be operated in all welding positions. Power supply: direct current, electrode positive. Specifications AWS A5.11, ENiCrFe-3 DIN 1736 EL-NiCr15FeMn ASME II, SFA-5.11, ENiCrFe-3 Werskoff Nr ASME IX, F-No. 43 ISO ENi6182 UNS W86182 Europe ENiCr15Fe6Mn VdTÜV MIL-E-22200/3 Types MIL-8N12, MIL-8N12H Limiting Ni a min. Cu max. Chemical C max. Cr Composition Mn Ti max. Fe max. Nb b S max. P max. Si max. Others max. a Plus Co. Co 0.12 max. when specified b Plus Ta. Ta 0.30 max. when specified Minimum Tensile Strength, psi 80,000 Mechanical MPa 552 Properties Elongation, (4d) % 30 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in INCONEL Welding Electrode 112 is used for shielded-metal-arc welding of INCONEL alloy 625, INCOLOY alloy 825, INCOLOY alloy 25-6MO, and other molybdenum-containing stainless steels. It is also used for surfacing of steel and for welding various corrosion- resistant alloys such as alloy 20. The weld metal has high strength at room and elevated temperatures and has exceptional corrosion resistance, including resistance to pitting, crevice corrosion, and polythionic acid stress-corrosion cracking. INCONEL Welding Electrode 112 is useful for many dissimilar joints involving INCONEL alloys, INCOLOY alloys, stainless steels, lowalloy steels, and carbon steels. INCONEL Welding Electrode 112 can be operated in all welding positions. Power supply: direct current, electrode positive. Specifications AWS A5.11, ENiCrMo-3 DIN 1736 EL-NiCr20Mo9Nb ASME II, SFA-5.11, ENiCrMo-3 Werkstoff Nr ASME IX, F-No. 43 ISO ENi6625 MIL-E-22200/3 Type MIL-IN12 Europe ENiCr22Mo9Nb UNS W86112 Limiting Ni+Co min. Si max. Chemical C max. Cr Composition Mn max. Nb+Ta Fe max. Mo S max. P max. Cu max. Others max. Minimum Tensile Strength, psi 110,000 Mechanical MPa 758 Properties Elongation, (4d) % 30 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in INCONEL Welding Electrode 112 Current A Current A
7 INCONEL Welding Electrode 122 INCONEL Welding Electrode 122 INCONEL Welding Electrode 122 is used for shielded-metal-arc welding of INCONEL alloys 622 and 625, INCOLOY alloy 25-6MO, and INCOLOY alloy 825. This is an excellent dissimilar metal welding electrode that offers protection against preferential weld metal corrosion when used for joining molybdenum-containing stainless steels, INCONEL alloy C-276, and INCONEL alloy 625. It is a versatile welding product for the chemical, power, petroleum, and marine industries. INCONEL Welding Electrode 122 can be operated in all positions. Power supply: direct current, electrode positive. Specifications AWS A5.11, ENiCrMo-10 ISO ENi6022 ASME II, SFA-5.11, ENiCrMo-10 Europe ENiCr21Mo13W3 UNS W86022 ASME IX, F-No. 43 Limiting Ni... Remainder Cu max. Chemical C max. Co max. Composition Mn max. Cr Fe Mo P max. V max. S max. W Si max. Others max. Minimum Tensile Strength, psi 100,000 Mechanical MPa 690 Properties Elongation, (4d) % 25 Ni-Cr-Mo Welding Electrode Diameter mm in 3/32 1/8 5/32 3/16 Length mm in Ni-Cr-Mo Welding Electrode INCO-WELD C-276 Welding Electrode INCO-WELD C-276 Welding Electrode is used for shielded-metal-arc welding of INCONEL alloy C-276 and other nickel-chromium-molybdenum alloys. It is also used for surfacing of steel. The weld metal has excellent corrosion resistance in many media and is especially resistant to pitting and crevice corrosion. INCO-WELD C-276 Welding Electrode is useful for various dissimilar joints involving nickel alloys, stainless steels, and low-alloy steels. INCO-WELD C-276 Welding Electrode can be operated in all welding positions. Power supply: direct current, electrode positive. Specifications AWS A5.11, ENiCrMo-4 DIN 1736 SG-NiMo16Cr16W ASME II, SFA-5.11, ENiCrMo-4 Werkstoff Nr ASME IX, F-No. 43 ISO ENi6276 UNS W80276 Europe ENiCr15Mo15W Limiting Ni+Co... Remainder Cu max. Chemical C max. Co max. Composition Mn max. Cr Fe Mo P max. V max. S max. W Si max. Others max. Minimum Tensile Strength, psi 100,000 Mechanical MPa 690 Properties Elongation, (4d) % 25 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in INCO-WELD C-276 Welding Electrode Current A Current A
8 Ni-Cr-Mo Welding Electrode Ni-Cr-Co-Mo Welding Electrode INCO-WELD 686CPT Welding Electrode INCONEL Welding Electrode 117 INCO-WELD 686CPT Electrode INCO-WELD 686CPT Welding Electrode is an all-position shielded-metal-arc welding electrode used to join duplex, super-duplex and super-austenitic stainless steels, as well as nickel alloys such as UNS N06059 and N06022, INCONEL alloy C-276, and INCONEL alloys 622, 625 and 686. INCO-WELD 686CPT Welding Electrode offers a level of corrosion-resistance attractive for welding operations in pollution control engineering as well as the chemical, process, petrochemical, oil and gas, and marine industries. INCO-WELD 686CPT Welding Electrode can be operated in all welding positions. Power supply: direct current, electrode positive. Specifications AWS A5.11, ENiCrMo-14 UNS W86026 ASME II, SFA-5.11, ENiCrMo-14 ISO ENi6686 ASME IX, F-No. 43 Europe NiCr21Mo16W4 Limiting Nickel... Remainder Si max. Chemical C max. Ti max. Composition Mn max. Cr Fe max. Mo P max. W Cu max. Others max. Typical Tensile Strength, psi 110,000 Mechanical MPa 758 Properties Elongation, (4d) % 35 Hardness. HRB 95 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in INCONEL Welding Electrode 117 is used for shielded-metal-arc welding of INCONEL alloy 617. The weld metal has high strength, good metallurgical stability and excellent resistance to corrosion and high-temperature oxidation. INCONEL Welding Electrode 117 also gives good results in welding many dissimilar materials, especially for high-temperature applications. Examples are INCONEL alloys 600 and 601, INCOLOY alloys 800HT and 802, and cast alloys such as HK-40, HP and HP-45 Modified. INCONEL Welding Electrode 117 can be operated in all welding positions. Power supply: direct current, electrode positive. Specifications AWS A5.11, ENiCrCoMo-1 DIN 1736 ENiCr21Co12Mo ASME II, SFA-5.11, ENiCrCoMo-1 Werkstoff Nr UNS W86117 ISO ENi6617 ASME IX, F-No. 43 Europe ENiCr22Co12Mo Limiting Ni... Remainder Nb+Ta max. Chemical C S max. Composition Co Si max. Mo Cu max. C P max. Fe max. Others max. Mn Minimum Tensile Strength, psi 90,000 Mechanical MPa 620 Properties Elongation, (4d) % 25 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in INCONEL Welding Electrode 117 Current A Current A
9 Ni-Fe-Cr Welding Electrode Cast Iron Nickel Welding Electrode INCO-WELD C Welding Electrode NI-ROD Welding Electrode INCO-WELD C Welding Electrode INCO-WELD C Welding Electrode is a stainless-alloy electrode especially designed for shielded-metal-arc welding of a broad range of materials, including many difficult-to-weld compositions. It can be used on stainless steels, mild and medium-carbon steels, and spring steels. The weld metal can accept a wide range of dilution; its high ferrite content provides exceptional cracking resistance. Weld deposits have high tensile and impact strength along with good resistance to heat and corrosion. The electrode's characteristics make it outstanding for general-purpose maintenance welding of machinery and process equipment. The weld metal is also a good buffer or padding for hard-facing alloys. INCO-WELD C Welding Electrode can be operated in all welding positions. Power supply: direct current, electrode positive is preferred although alternating current can be used. Specifications UNS W31310 Typical Tensile Strength, psi 110, ,000 Mechanical MPa Properties Elongation, (4d) % Diameter mm in 3/32 1/8 5/32 3/16 Length mm in Current A NI-ROD Welding Electrode is used for shielded-metal-arc welding of gray, ductile, and malleable cast irons. It is also used for joints between cast irons and carbon steel or low-alloy steel. The electrode is particularly useful for thin sections and for joints to be machined. NI-ROD Welding Electrode can be operated in all welding positions. Power supply: direct current, electrode positive is preferred although alternating current can be used. Specifications AWS A5.15, ENi-CI ISO E C Ni-CI UNS N82001 Europe E C Ni-CI ASME II, SFA-5.15, ENi-CI Typical Ni+Co S Chemical C Si Composition Mn Cu Fe Typical Tensile Strength, psi 40,000 Mechanical MPa 276 Properties Elongation, (4d) % 4 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in Current A DC AC NI-ROD Welding Electrode 14 15
10 Cast Iron Nickel Welding Electrode Cast Iron Nickel Iron Welding Electrode NI-ROD 99X Welding Electrode NI-ROD 55 Welding Electrode NI-ROD 99X Welding Electrode NI-ROD 99X Welding Electrode is a premium quality consumable for cast iron, offering true out-of-position welding capability with an ease of operation rivalling carbon steel electrodes. 99X Electrode has a commercially pure nickel core, and is recommended for welding thin cast iron sections and for where optimum machinability of single-pass or single-layer weldments is required. NI-ROD 99X Welding Electrode is used for joining gray iron, ductile iron, compacted graphite iron, malleable iron and various alloyed irons to themselves, to each other, to steels, to stainless steels, and to nickel alloys. NI-ROD 99X Welding Electrode can be operated in all welding postions. Power supply: direct current, electrode positive is preferred although alterating current can be used. Specifications None Limiting Ni min. S max. Chemical C max. Si max. Composition Mn max. Cu max. Fe max. Typical Tensile Strength, psi 55,000 Mechanical MPa 378 Properties Elongation, (4d) % 8 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in Current A DC AC NI-ROD 55 Welding Electrode is used for shielded-metal-arc welding of gray, ductile, malleable, and Ni-Resist cast irons. It is also used for welding cast irons to various wrought materials, including carbon steels, low-alloy steels, and nickel alloys. The electrode is especially useful for welding heavy sections and high-phosphorus irons. NI-ROD 55 Welding Electrode can be operated in all welding positions. Power supply: direct current, electrode positive is preferred although alternating current can be used. Specifications AWS A5.15, ENiFe-CI ISO E C NiFe-CI ASME II, SFA-5.15, ENiFe-CI Europe E C NiFe-CI UNS W82002 Typical Ni+Co S Chemical C Si Composition Mn Cu Fe Typical Tensile Strength, psi 57,000-84,000 Mechanical MPa Properties Elongation, (4d) % 6-13 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in Current A DC AC NI-ROD 55 Welding Electrode 16 17
11 Cast Iron Ni-Fe Welding Electrode Ni Filler Metals NI-ROD 55X Welding Electrode Nickel Filler Metal 61 NI-ROD 55X Welding Electrode NI-ROD 55X Welding Electrode is a premium quality consumable for cast iron, offering true out-of-position welding capability with an ease of operation rivalling carbon steel electrodes. NI-ROD 55X Electrode has a nickel-iron core wire to produce strong welds with low residual shrinkage stresses, and is well suited for welding thick sections. It has high tolerance for phosphorus and other contaminants in the base metal, so high strength, good ductile welds can be made in low-grade cast irons. NI-ROD 55X Welding Electrode is used for joining gray iron, ductile iron, compacted graphite iron, malleable iron and various alloyed irons to themselves, to each other, to steels, to stainless steels, and to nickel alloys. NI-ROD 55X Welding Electrode can be operated in all welding positions. Power supply: direct current, electrode positive is preferred although alternating current can be used. Specifications None Limiting Ni S max. Chemical C max. Si max. Composition Mn max. Cu max. Fe... Remainder Typical Tensile Strength, psi 75,000 Mechanical MPa 517 Properties Elongation, (4d) % 22 Diameter mm in 3/32 1/8 5/32 3/16 Length mm in Current A DC AC Nickel Filler Metal 61 is used for gas-tungsten-arc, gas-metal-arc, and submerged-arc welding of Nickel 200 and 201. It is also used for surfacing of steel. INCOFLUX 6 Submerged Arc Flux is used with the submerged-arc process. The reaction of titanium with carbon maintains a low level of free carbon and enables the filler metal to be used with Nickel 201. The weld metal has good corrosion resistance, particularly in alkalies. Dissimilar-welding applications for Nickel Filler Metal 61 include joining Nickel 200 and 201 to stainless steels, carbon steels, INCONEL alloys, INCOLOY alloys, copper-nickel alloys, and MONEL alloys. It is also used for joining MONEL alloys and copper-nickel alloys to carbon steels, and for joining copper-nickel alloys to INCONEL and INCOLOY alloys. Specifications AWS A5.14, ERNi-1 DIN 1736 SG-NiTi4 MIL-E Types MIL-RN61, MIL-EN61 Werkstoff Nr ASME II, SFA-5.14, ERNi-1 UNS N02061 ASME IX, F-No. 41 ISO SNi2061 VdTÜV ; Europe NiTi3 BS 2901 (NA32) Limiting Ni+Co min. Si max. Chemical C max. Al max. Composition Mn max. Ti Fe max. P max. S max. Others max. Cu max. Minimum Tensile Strength, psi 60,000 Mechanical MPa 414 Properties Elongation, (4d) % 20 Nickel Filler Metal
12 Ni-Cu Filler Metal Cu-Ni Filler Metals MONEL Filler Metal 60 MONEL Filler Metal 67 MONEL Filler Metal 60 MONEL Filler Metal 60 is used for gas-tungsten-arc, gas-metal-arc, and submerged-arc welding of MONEL alloys 400, R404, and K-500. It is also used for surfacing of steel by the gas-metal-arc or submerged-arc processes. For certain gas-metal-arc conditions, a barrier layer of Nickel Filler Metal 61 is recommended. Submerged-arc welding with MONEL Filler Metal 60 is done with INCOFLUX 5 Submerged Arc Flux. Weld metal deposited by MONEL Filler Metal 60 has properties similar to those of MONEL alloy 400. It has good strength and resists corrosion in many media, including sea water, salts, and reducing acids. The weld metal is not age hardenable and when used to join MONEL alloy K-500 has lower strength than the base metal. Specifications AWS A5.14, ERNiCu-7 DIN 1736 SG-NiCu30MnTi MIL-E Types MIL-RN60, MIL-EN60 Werkstoff Nr ASME II, SFA-5-14, ERNiCu-7 UNS N04060 ASME IX, F-No. 42 ISO SNi4060 VdTÜV ; Europe NiCu30Mn3Ti BS 2901 (NA33) Limiting Ni+Co Cu... Remainder Chemical C max. Al max. Composition Mn max. Ti Fe max. P max. S max. Others max. Si max. Minimum Tensile Strength, psi 70,000 Mechanical MPa 483 Properties Elongation, (4d) % 30 MONEL Filler Metal 67 is used for oxyacetylene, gas-tungsten-arc, gas-metal-arc, and submerged-arc welding of MONEL alloy 450 (70/30 Copper-Nickel) and other copper-nickel alloys. It is used for surfacing of steel if a barrier layer of Nickel Filler Metal 61 is first applied. If applied by the submerged-arc process, MONEL Filler Metal 60 can be used for the barrier layer. Submerged-arc welding with MONEL Filler Metal 67 is done with INCOFLUX 8 Submerged Arc Flux. The copper-nickel weld metal has excellent resistance to corrosion in sea water, and is widely used for marine and desalination applications. Dissimilar-welding applications for MONEL Filler Metal 67 are joints between MONEL alloys or Nickel 200 and copper-nickel alloys. Specifications AWS A5.7, ERCuNi DIN 1733 S-CuNi30Fe MIL-E Types MIL-RN67, MIL-EN67 Werkstoff Nr ASME II, SFA-5.7, ERCuNi UNS C71581 ASME IX, F-No. 34 ISO S Cu 7158 BS 2901 (C18) Europe S Cu 7158 (CuNi30) Limiting Ni+Co Si max. Chemical C max. Ti Composition Mn max. P max. Fe Pb max. S max. Others max. Cu... Remainder Minimum Tensile Strength, psi 50,000 Mechanical MPa 345 Properties Elongation, (4d) % 30 MONEL Filler Metal
13 Ni-Cr Filler Metals Ni-Cr Filler Metals INCONEL Filler Metal 72 NC 80/20 Filler Metal INCONEL Filler Metal 72 is used for the gas-tungsten-arc welding of INCONEL alloy 671 cladding on INCO-CLAD 671/800HT Clad Tubing. INCONEL Filler Metal 72 is also used for the overlaying of carbon steels and stainless steels to provide a nickel-chromium alloy corrosion resistant surface. The high chromium level provides excellent resistance to high temperature corrosion, including fuel-ash atmospheres containing sulfur and vanadium. NC 80/20 Filler Metal Wire is a Nickel Chromium material used for the inert gas welding of INCONEL alloy 600, NIMONIC 75, INCOLOY alloys 800 and DS, and the Brightray alloys to themselves and to each other. The shielding gas should be Argon, Helium, or a mixture of the two. It may also be used in many dissimilar metal applications, especially where carbon steels are joined to stainless steels and to Nickel-based alloys. Weld overlaying of carbon and low alloy steels is another popular application. INCONEL Filler Metal 72 Specifications AWS A5.14, ERNiCr-4 ASME IX, F-No. 43 ASME II, SFA-5.14, ERNiCr-4 ISO SNi6072 Europe NiCr44Ti UNS N06072 Limiting Ni S Chemical Cr Si Composition (%) Ti Ci Mn Fe Minimum Tensile Strength, psi 106,000 Mechanical MPa 731 Properties Yield Strength (0.2% offset), psi 72,000 MPa 496 Elongation, (4d) % 30 Available Spool Sizes:.045 (1.14 mm) Cut Length Size: 3/32 x 36 (2.4 mm x 915 mm) Specifications BS 2901 (NA34) DIN 1736 SG-NiCr20 Werkstoff Nr Limiting Ni min. Cu max. Chemical Cr to 21 S max. Composition Mn max. Others max. Co max. Fe max. Si max. C max. Minimum Tensile Strength, psi 80,000 Mechanical MPa 552 Properties Elongation, (4d) % 25 NC 80/20 Filler Metal 22 23
14 INCONEL Filler Metal 82 INCONEL Filler Metal 82 Minimum Tensile Strength, psi 80,000 Mechanical MPa 552 Properties Elongation, (4d) % 30 INCONEL Filler Metal 82 is used for gas-tungsten-arc, gas-metal-arc and submerged-arc welding of INCONEL alloys 600, 601 and 690, INCOLOY alloys 800 and 800HT, and INCOLOY alloy 330. It is also used for surfacing of steel. Submerged-arc welding is done with INCOFLUX 4 Submerged Arc Flux. For submerged-arc surfacing INCOFLUX 6 Submerged Arc Flux can be used to a maximum of three layers. Weld metal deposited by INCONEL Filler Metal 82 has high strength and good corrosion resistance, including oxidation resistance and creep-rupture strength at elevated temperatures. Dissimilar-welding applications include joining INCONEL alloys, INCOLOY alloys and INCOLOY alloy 330 to nickel, MONEL alloys, stainless steels, and carbon steels. It is also used to join stainless steels to nickel alloys and carbon steels. Specifications AWS A5.14, ERNiCr-3 VdTÜV ; , ASME II, SFA-5.14, ERNiCr ; MIL-E DIN 1736 SG-NiCr20Nb Types MIL-RN82, MIL-EN82, Werkstoff Nr MIL-RN82H, MIL-EN82H UNS N06082 ASME IX, F-No. 43 ISO SNi6082 BS 2901 (NA35) Europe NiCr20Mn3Nb Limiting Ni a min. Si max. Chemical C max. Cr Composition (%) Mn Ti max. Fe max. Nb b S max. P max. Cu max. Others max. a Plus Co. Co 0.12 max. when specified. b Plus Ta. Ta 0.30 max. when specified. Ni-Cr Filler Metals Ni-Cr Filler Metals INCO-CORED FC82DH & FC82AP Flux Cored Wire INCO-CORED FC82DH and FC82AP Flux Cored Wires are identical in chemistry and properties to the bare wire INCONEL Filler Metal 82. They have excellent weldability, and benefit from the higher deposition rates associated with flux-cored wires. Both use a shielding gas of 75% Argon and 25% Carbon Dioxide. The products are used to weld INCONEL alloys 600 and 601, INCOLOY alloys 800 and 800HT, and INCO alloy 330. They are also used in many dissimilar metal applications, especially where carbon steels are joined to stainless steels and to nickel-based alloys. Weld overlaying of carbon and low alloy steels is another popular application for INCO-CORED 82DH and 82AP Flux Cored Wire. Power supply: direct current, electrode positive. Specifications The products have been proposed to AWS and are expected to be listed in AWS A5.34 as ERNiCr3T0-4 and ENiCr3T1-4. Other specifications will follow. Typical Ni C Chemical Cr Ti Composition (%) Mn... 3 S... <0.01 Nb Si Fe P... <0.01 Al Others... <0.5 Cu Minimum Tensile Strength, psi 80,000 Mechanical MPa 552 Properties Elongation, (4d) % (1.14 mm) and (1.6 mm) x spool INCO-CORED FC82DH & FC82AP Flux Cored Wire 24 25
15 Ni-Cr-Mo Filler Metals Ni-Cr-Mo Filler Metals INCONEL Filler Metal 622 INCONEL Filler Metal 625 INCONEL Filler Metal 622 is used for gas-tungsten-arc and gas-metal-arc welding of INCONEL alloys 22, 622 and 625, INCOLOY alloy 25-6MO, and INCOLOY alloy 825. This is also an excellent dissimilar metal welding product that offers protection against preferential weld metal corrosion when used for joining molybdenum-containing stainless steels, INCONEL alloy C-276, and INCONEL alloy 625. The high chromium content, along with the molybdenum, give good resistance to pitting and crevice corrosion. INCONEL Filler Metal 622 is useful for many dissimilar joints involving INCONEL and INCOLOY alloys, and carbon, low-alloy and stainless steels. Submerged arc welding can be done with INCOFLUX NT120 Submerged Arc Flux. INCONEL Filler Metal 625 is used for gas-metal-arc and gas-tungsten-arc welding of INCONEL alloy 625, INCOLOY alloy 825, INCOLOY alloy 25-6MO, and molybdenum-containing stainless steels. It is also used for surfacing of steel, for welding nickel steels, and for welding various corrosion-resistant alloys such as alloy 20. The submerged-arc process can be used for welding INCONEL alloy 625 and nickel steels, and for surfacing of steel. Submergedarc welding is done with INCOFLUX 7 Submerged Arc Flux. The weld metal has high strength over a broad temperature range and has resistance to localized attack such as pitting and crevice corrosion. INCONEL Filler Metal 622 Specifications AWS A5.14, ERNiCrMo-10 UNS N06022 ASME II, SFA-5.14, ERNiCrMo-10 ISO SNi6022 ASME IX, F-No. 43 Europe NiCr21Mo13Fe4W3 Limiting Nickel... Remainder Cu max. Chemical C max. Co max. Composition Mn max. Cr Fe Mo P max. V max. S max. W Si max. Others max. Typical Tensile Strength, psi 115,000 Mechanical MPa 793 Properties Elongation, (4d) % 40 Hardness, HRB 100 INCONEL Filler Metal 625 is useful for many dissimilar joints involving INCONEL and INCOLOY alloys, carbon steels, low-alloy steels, and stainless steels. Specifications AWS A5.14, ERNiCrMo-3 Werkstoff Nr ASME II, SFA-5.14, ERNiCrMo-3 DIN 1736 EL-NiCr20Mo9Nb ASME IX, F-No. 43 AMS 5837 UNS N06625 ISO SNi6625 MIL-E Types MIL-RN625, MIL-EN625 Europe NiCr22Mo9Nb Limiting Ni+Co min. Al max. Chemical C max. Ti max. Composition Mn max. Cr Fe max. Nb+Ta S max. Mo Cu max. P max. Si max. Others max. Minimum Tensile Strength, psi 105,000 Mechanical MPa 724 Properties Elongation, (4d) % 30 INCONEL Filler Metal
16 Ni-Cr-Mo Filler Metals Ni-Cr-Mo Filler Metals INCO-WELD 686CPT Filler Metal INCO-WELD 686CPT Filler Metal INCO-WELD 686CPT Filler Metal is used for gas-tungsten-arc and gas-metal-arc welding of duplex, super-duplex and super-austenitic stainless steels, as well as nickel alloys such as UNS N06059 and N06022, INCONEL alloy C-276, and INCONEL alloys 622, 625, and 686. It is also capable of being used to deposit overlays of outstanding corrosion-resistance onto a range of steels. The high alloy levels (of Cr + Mo + W) result in increased resistance to pitting, crevice and general corrosion. INCO-WELD 686CPT Filler Metal is of great value for service environments requiring general corrosion-resistance in HCI or sulfuric acid; for resistance to crevice corrosion in hot, concentrated acid chloride solutions such as sulfur dioxide, saturated NaCl solutions and oxidizing chloride solutions; and for resistance to intergranular attack, and for resistance to intergranular attack, after sensitization, in highly oxidizing environments. Submerged arc welding can be done with INCOFLUX NT120 Submerged Arc Flux. Specifications AWS A5.14, ERNiCrMo-14 UNS N06686 ASME II, SFA-5.14, ERNiCrMo-14 ISO SNi6686 ASME IX, F-No. 43 Europe NiCr21Mo-14 Limiting Ni+Co... Remainder Cu max. Chemical C max. Si max. Composition Mn max. Ti max. Fe max. Cr P max. Mo S max. W Al max. Others max. Typical Tensile Strength, psi 110,000 Mechanical MPa 758 Properties Elongation, (4d) % 35 Hardness, HRB 95 INCO-WELD Filler Metal 725NDUR is an age hardenable version of INCONEL Filler Metal 625. After post-weld heat treatment it combines the excellent corrosion resistance of INCONEL Filler Metal 625 with higher strength and hardness. Oil patch applications require the same temperature ranges for stress relieving of low alloy steels (such as AISI 4130) as the temperature range required for age hardening INCO-WELD Filler Metal 725NDUR. If postweld annealing is followed by the aging treatment, even higher strength is achieved. The filler metal can be used with both the gas metal arc and gas tungsten arc processes, strength and hardness values are obtained. Specifications INCO-WELD 725NDUR Filler Metal AWS A5.14, ERNiCrMo-15 ASME II, SFA5.14, ERNiCrMo-15 UNS N07725 ISO SNi7725 Europe NiCr21Mo8Nb3Ti Limiting Ni+Co to 59.0 Ti to 1.7 Chemical C max. Cr to 22.5 Composition Mn max. Nb + Ta to 4.00 Fe... Remainder Mo to 9.5 S max. P max. Si max. Others max. Al max. Typical Tensile Strength, psi 174,000 Mechanical MPa 1200 Properties Elongation, (4d) % none (Age hardened condition: 1900 F/1 hour plus 1350 /8 hours, FC to 1150 F/8 hours, AC) INCO-WELD 725NDUR Filler Metal 28 29
17 Ni-Cr-Mo Filler Metals Ni-Cr-Mo Filler Metals INCO-WELD Filler Metal C-276 INCO-WELD Filler Metal HX INCO-WELD Filler Metal C-276 INCO-WELD Filler Metal C-276 is used for gas-tungsten-arc and gas-metal-arc welding of INCONEL alloy C-276 and other nickel-chromium-molybdenum alloys. It is also used for surfacing of steel. The weld metal has excellent corrosion resistance in many aggressive media and is especially resistant to pitting and crevice corrosion. Dissimilar-welding applications include welding INCONEL alloy C-276 to other nickel alloys, to stainless steels, and to low-alloy steels. Submerged arc welding can be done with INCOFLUX NT120 Submerged Arc Flux. Specifications AWS A5.14 ERNiCrMo-4 Werkstoff Nr ASME II, SFA-5.14, ERNiCrMo-4 UNS N10276 ASME IX, F-No. 43 ISO SNi6276 Europe NiCrMo16Fe6W4 Limiting Ni+Co... Remainder Cu max. Chemical C max. Co max. Composition Mn max. Cr Fe Mo P max. V max. S max. W Si max. Others max. Minimum Tensile Strength, psi 100,000 Mechanical MPa 690 Properties Elongation, (4d) % 30 INCO-WELD Filler Metal HX is used for gas-tungsten-arc and gas-metal-arc welding of INCONEL alloy HX and similar nickel-chromium-molybdenum alloys. It is also used for surfacing of steel. The weld metal has outstanding strength and oxidation resistance at temperatures up to 2200 F (1200 C). Dissimilar-welding applications for INCO-WELD Filler Metal HX include welding INCONEL alloy HX to other nickel alloys, to stainless steels, and to carbon and low-alloy steels. Specifications AWS A5.14, ERNiCrMo-2 AMS 5798 ASME II, SFA-5.14, ERNiCrMo-2 UNS N06002 ASME IX, F-No. 43 ISO SNi6002 BS2901 (NA40) Europe NiCr21Fe18Mo9 Limiting Ni+Co... Remainder Cu max. Chemical C Co Composition Mn max. Cr Fe Mo P max. W S max. Others max. Si max. Minimum Tensile Strength, psi 100,000 Mechanical MPa 660 Properties INCO-WELD Filler Metal HX 30 31
18 INCO-CORED Flux Cored 625DH & 625AP INCO-CORED Flux Cored 625DH & 625AP INCO-CORED 625DH and 625AP flux-cored wires are companions to INCONEL Filler Metal 625 and INCONEL Welding Electrode 112. They offer excellent weldability in addition to the higher deposition rates associated with flux-cored wires. The INCO-CORED Flux Cored 625DH is designed for flat and horizontal position welding, and the INCO-CORED Flux Cored 625AP is designed for all-position operability. The recommended shielding gas is 75% Argon / 25% Carbon Dioxide. These products provide a deposited weld chemistry equivalent to that achieved with INCONEL Filler Metal 625. The integrity of the weld deposit chemistry is assured by the fact that INCO-CORED Flux Cored 625 wires have a full alloy sheath. The products are used to weld INCONEL alloy 625, INCOLOY alloy 825, INCOLOY alloy 25-6MO, and other molybdenum-containing stainless steels. They are also used for surfacing steel, the welding of nickel steels, and for welding various corrosion-resisting alloys such as alloy 20. The weld metal has high strength, and exceptional corrosion resistance, including resistance to localized attack such as pitting and crevice corrosion. The INCO-CORED Flux Cored 625DH and 625AP products are useful for making dissimilar metal welds involving INCONEL and INCOLOY alloys, carbon steels, low-alloy steels, and stainless steels. Power supply: direct current, electrode positive. Specifications The products have been proposed to AWS and are expected to be listed in AWS A5.34 as ENiCrMo3T0-4 and ENiCrMo3T1-4. Other specifications will follow. Typical Ni C Chemical Cr Ti Composition (%) Mo... 9 S... <0.015 Nb Al Fe P... <0.02 Si Cu Mn Others... <0.5 Typical Tensile Strength, psi 110,000 Mechanical MPa 758 Properties Elongation, (4d) % 45 Impact 70 F (20 a C) ft-lbs Joules Impact F (-196 a C) ft-lbs Joules Ni-Cr-Mo Filler Metals (1.14 mm) and (1.6 mm) x spool Ni-Cr-Fe Filler Metals INCONEL Filler Metal 52 INCONEL Filler Metal 52 is used for gas-tungsten-arc and gas-metal welding of INCONEL alloy 690. This NiCr welding product was developed to meet the changing needs of the nuclear industry, the higher chromium level providing greater resistance to stress-corrosion cracking in the nuclear, pure water environment. INCONEL Filler Metal 52 produces corrosionresistant overlays on most low-alloy and stainless steels. It can also be used in applications requiring resistance to oxidizing acids. It is useful for dissimilar joints involving INCONEL and INCOLOY alloys, and carbon, low-alloy and stainless steels. Specifications ASME Boiler & Pressure Vessel Code Case 2142 ASME IX, F-No. 43 UNS N06052 ASME II SFA-5.14, ERNiCrFe-7 ISO SNi6052 AWS A5.14, ERNiCrFe-7 Europe NiCr30Fe9 Limiting Ni+Co... Remainder Cr Chemical C max. Ti max. Composition Mn max. Al max. Fe P max. S max. Nb+Ta max. Si max. Al + Ti max. Mo max. Others max. Cu max. Minimum Tensile Strength, psi 80,000 Mechanical MPa 552 Properties Elongation, (4d) % 30 INCONEL Filler Metal
19 Ni-Cr-Fe Filler Metals Ni-Cr-Fe Filler Metals INCONEL Filler Metal 52M INCONEL Filler Metal 601 INCONEL Filler Metal 52M is used for the gas-tungsten-arc and gas-metal-arc welding of INCONEL alloy 690, and the overlaying of carbon steels and stainless steels to provide a nickel-chromium alloy corrosion resistant surface. The high chromium level provides excellent resistance to stress corrosion cracking in the nuclear, pure water environment. The product can also be used in applications requiring resistance to oxidizing acids. It is useful for dissimilar joints involving INCONEL and INCOLOY alloys. INCONEL Filler Metal 601 is used for gas-tungsten-arc welding of INCONEL alloy 601. It is the preferred welding product for all gas-tungsten-arc welding of INCONEL alloy 601. The GTAW process with INCONEL Filler Metal 601 is the only recommended joining method for applications involving temperatures over 2100 F (1150 C) or for applications at lower temperatures involving exposure to hydrogen sulfide or sulfur dioxide. The weld metal is comparable to the base metal in resistance to corrosion and oxidation. INCONEL Filler Metal 52M This product contains Boron and Zirconium to minimize the tendency for ductility-dip cracking, while it is especially resistant to oxide "floaters" and inclusions. Specifications The product has been proposed to AWS and is listed in AWS A5.14 as ERNiCrFe-7A. Other specifications will follow. UNS N06054 Limiting Ni... Remainder Ti max. Chemical C max. Al+Ti max. Composition (%) Mn max. Co max. Fe to 11.0 Nb to 1.0 S max. P max. Si max. Zr max. Cu max. B max. Cr to 31.5 Mo max. Al max. Others max. Minimum Tensile Strength, psi 80,000 Mechanical MPa 552 Properties Elongation, (4d) % 30 Specifications AWS A5.14, ERNiCrFe-11 Werkstoff Nr ASME II, SFA-5.14, ERNiCrFe-11 UNS N06601 ASME IX, F-No. 43 ISO SNi6601 DIN 1736 SG-NiCr23Al Europe NiCr23Fe15A1 Limiting Ni+Co Mn max. Chemical Cr S max. Composition Fe... Remainder Si max. Al Cu max. C max. Others max. P max. Typical Tensile Strength, psi 94,000 Mechanical MPa 648 Properties Elongation, (4d) % 42 INCONEL Filler Metal
20 Ni-Cr-Fe Filler Metals Ni-Cr-Co-Mo Filler Metals INCONEL Filler Metal 92 INCONEL Filler Metal 617 INCONEL Filler Metal 92 is used for gas-tungsten-arc and gas-metal-arc welding of austenitic and ferritic steels and nickel alloys. Applications include joining INCONEL and INCOLOY alloys to stainless steels, carbon steels, and MONEL alloys; joining MONEL alloys and Nickel 200 to stainless steels; and joining stainless steels to carbon steels. The filler metal is also used for welding nickel steels. INCONEL Filler Metal 617 is used for gas-tungsten-arc and gas-metal-arc welding of INCONEL alloy 617. Because of the weld metal s high temperature strength, oxidation resistance, and metallurgical stability, the filler metal is also used for joining various dissimilar hightemperature alloys. Examples are INCOLOY alloys 800HT and 802 and cast alloys such as HK-40, HP, and HP-45 Modified. INCONEL Filler Metal 92 INCONEL Filler Metal 92 provides high strength and corrosion resistance at temperatures ranging from the cryogenic region to over 1800 F (980 C). Weld deposits can be age hardened for greater strength at temperatures to about 1300 F (700 C). Specifications AWS A5.14, ERNiCrFe-6 AMS 5675 ASME II, SFA-5.14, ERNiCrFe-6 UNS N07092 ASME IX, F-No. 43 ISO SNi7092 MIL-E Types MIL-RN6A, MIL-EN6A Limiting Ni+Co min. Cu max. Chemical C max. Cr Composition Mn Ti Fe max. P max. S max. Others max. Si max. Minimum Tensile Strength, psi 80,000 Mechanical MPa 552 Properties Elongation, (4d) % 30 Specifications AWS A5.14, ERNiCrCoMo-1 DIN 1736 SG-NiCr22Co12Mo ASME II, SFA-5.14, ERNiCrCoMo-1 Werkstoff Nr UNS N06617 ISO SNi6617 ASME IX, F-No. 43 Europe NiCr22Co12 Mo9 Limiting Ni... Remainder Mn max. Chemical Cr Si max. Composition Co S max. Mo Ti max. Al Cu max. C P max. Fe max. Others max. Minimum Tensile Strength, psi 90,000 Mechanical MPa 620 Properties Elongation, (4d) % 25 INCONEL Filler Metal
21 Ni-Fe Filler Metals Ni-Fe Filler Metals NILO Filler Metal CF36 NILO Filler Metal CF42 NILO Filler Metal CF36 is used for the Gas-Metal-Arc, Gas-Tungsten-Arc, and Submerged- Arc welding of NILO alloy 36. Filler Metal CF36 is formulated to have low thermal expansion characteristics similar to NILO alloy 36, while providing freedom from solidification and reheat cracking. Argon is recommended for the GMAW-Spray process, Argon/25% helium for the GMAW-Pulsed Arc and Short-Arc processes, and INCOFLUX 6 for the SAW process. NILO Filler Metal CF42 is used for the Gas-Metal-Arc, Gas-Tungsten-Arc, and Submerged-Arc welding of NILO alloy 42. NILO Filler Metal CF42 is formulated to have low thermal expansion characteristics similar to NILO alloy 42, while providing freedom from solidification and reheat cracking. Argon is recommended for the GMAW-Spray process, Argon/25% helium for the GMAW-Pulsed Arc and Short-Arc processes, and INCOFLUX 6 for the SAW process. NILO Filler Metal CF36 Specifications none Typical Ni Chemical Fe Composition C Mn Nb Typical Tensile Strength, psi 80,000 Mechanical MPa 550 Properties Yield Strength (0.2% offset), psi 60,000 MPa 414 Elongation, (4d%) 25 Impact Strength (ft-lbs) 41 (70 F) (Joules) x spool, 3/32 straight lengths Specifications none Typical Ni Chemical Fe Composition C Mn Nb Typical Tensile Strength, psi 80,000 Mechanical MPa 550 Properties Yield Strength (0.2 % offset), psi 60,000 MPa 414 Elongation, (4d) % 25 Impact Stength (ft-lbs) 41 (70 F) (Joules) x spool, 3/32 straight lengths NILO Filler Metal CF
22 Ni-Fe-Cr Filler Metals Ni-Fe-Cr Filler Metals INCOLOY Filler Metal 65 INCONEL Filler Metal 718 INCOLOY Filler Metal 65 is used for gas-tungsten-arc welding of INCOLOY alloy 825 and other nickel-iron-chromium-molybdenum-copper alloys of similar composition. The weld metal is highly corrosion resistant, particularly in reducing chemicals such as sulphuric and phosphoric acids. INCONEL Filler Metal 718 is used for gas-tungsten-arc welding of INCONEL alloys 718, 706 and X-750. The weld metal is age hardenable and has mechanical properties comparable to those of the base metals. INCOLOY Filler Metal 65 Specifications AWS A5.14, ERNiFeCr-1 VdTÜV ; MIL-E Type MIL-RN65 BS 2901 (NA41) ASME II, SFA-5.14, ERNiFeCr-1 UNS N08065 ASME IX, F-No. 45 ISO SNi8065 Europe NiFe30Cr21Mo3 Limiting Ni+Co Cr Chemical C max. Al max. Composition Mn max. Ti Fe min. Mo S max. P max. Si max. Others max. Cu Minimum Tensile Strength, psi 80,000 Mechanical MPa 552 Properties Elongation, (4d) % 25 Specifications AWS A5.14 ERNiFeCr-2 Werkstoff Nr ASME II, SFA-5.14, ERNiFeCr-2 UNS N07718 AMS 5832 ISO SNi7718 DIN 1736 SG-NiCr19NbMoTi Europe NiFe19Cr19Nb5Mo3 Limiting Ni Al Chemical C max. Ti Composition Mn max. Nb+Ta Fe... Remainder Mo S max. P max. Si max. B max. Cu max. Co max. Cr Minimum Tensile Strength, psi 165,000 Mechanical MPa 1138 Properties (Age - Hardened b ) b 1325 F (720 C)/8h, F.C. 100 F (55 C)/h to 1150 F (620 C)/8h, A.C. INCONEL Filler Metal
23 Cast Iron Filler Metals Cast Iron Filler Metals NI-ROD Filler Metal 44 NI-ROD FC 55 Cored Wire NI-ROD Filler Metal 44 NI-ROD Filler Metal 44 offers high-speed, high-quality welds, and can be used with all robotics, automatic and semi-automatics processes, and in all positions. It provides the wetting and crack-resistant weldability that allows steel forgings and castings to be re-designed in less expensive ductile iron and welded automatically. NI-ROD Filler Metal 44 is a solid, nickel-iron-manganese wire designed for automatic and semi-automatic welding of ductile, malleable and gray cast irons in all positions. Deposition rates as high as 18 lb (8 kg) per hour and travel speeds up to 50 inches (1270 mm) per minute may be used in robotic welding. Submerged-arc welding is done with INCOFLUX 6 Submerged Arc Flux. Pre- and post-weld heat treatments are not usually required but may be advantageous for heavy section, fully restrained joints in low ductility castings. Specifications AWS A5.15 ERNiFeMn-Cl ISO S C NiFeMn-CI UNS NO2216 Europe S C NiFeMn-CI Typical Ni Mn Chemical C Fe Composition Typical Tensile Strength, psi 100,000 Mechanical MPa 690 Properties Elongation, (4d) % 35 NI-ROD FC 55 Cored Wire is used for flux-cored-arc and submerged-arc welding of gray, malleable, and ductile cast irons. It is also used for surfacing of cast irons and for joining cast irons to various wrought materials such as carbon steels and low-alloy steels. The cored wire combines the desirable features of NI-ROD 55 Welding Electrode with the speed and economy of automatic or semi-automatic welding. Submerged-arc welding with the cored wire is done with INCOFLUX 5 Submerged Arc Flux. Specifications AWS A5.15, ENiFeT3-CI ISO T C NiFe-1 UNS N82032 Europe T C NiFe-1 ASME II, SFA-5.15, ENiFeT3-CI Typical Ni+Co a Mn Chemical C Fe Composition Si a Not affected by dilution Typical Tensile Strength, psi 69,000 Mechanical MPa 476 Properties Elongation, (4d) % 15.5 Filler metals available on traverse-wound coils. mm in NI-ROD FC 55 Cored Wire 42 43
24 Cast Iron Filler Metals Submerged Arc Fluxes NI-ROD Filler Metal 99 NI-ROD Filler Metal 99 NI-ROD Filler Metal 99 is used for gas-metal-arc, gas-tungsten-arc. and submerged-arc welding of ductile, malleable, and gray cast irons. It is a solid nickel alloy wire designed for making easily machined welds by automatic and semi-automatic processes. In highly diluted, single-layer deposits, pure nickel weld metal has better machinability than other welding products for cast irons. Submerged-arc welding is done with INCOFLUX 6 Submerged Arc Flux. Disimilar-welding applications include gas-metal-arc welding of cast irons to low-alloy and carbon steels. Specifications AWS A5.15, ERNi-CI ISO S C Ni-CI UNS N02215 Europe S C Ni-CI ASME II, SFA-5.15, ERNi-CI Limiting Ni+Co min. Cu max. Chemical Fe min. C max. Composition Mn max. S max. Si max. Others max. Typical Tensile Strength, psi 71,000 Mechanical MPa 490 Properties Elongation, (4d) % 12 INCOFLUX 4 Submerged Arc Flux (SAW) is an agglomerated flux designed for wire welding with INCONEL Filler Metal 82, the high Nickel, 20% Chromium alloy. Typical applications are groove welding INCONEL alloys 600 and 601, INCOLOY alloy 800, to themselves and to ferritic materials. The flux and wire combination is preferred when joining carbon steels to stainless steeels because it provides optimum coefficient of thermal expansion properties. One major application is for overlaying carbon steels with the corrosion and oxidation resistant 82 filler metal. Welding Parameters: Groove and Overlay Welding: Use DCEP with stringer beads. Storage and Drying Conditions The flux in unopened containers can be stored indefinitely. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F for 2 hours or 600 for one hour. Particle Size Tyler Mesh: 10 x 100 Mesh INCOFLUX 4 Submerged Arc Flux Diameter Amperes Volts Travel Extension Flux Speed Burden in in / min. 7/8-1 in 1/2-1 in 1.6 mm mm mm mm in in / min. 7/8-1 in. 3/4-5/4 in 2.4 mm mm mm mm Overlay Welding with Oscillation: Use DCEN current and Oscillation Frequency of cycles/min for and for in in/min. 7/8-1 in. 1/2-1 in. 1.6mm 100 mm/min mm mm in in./min. 7/8-1 in. 3/4-1 1/4 in. 2.4 mm 100 mm/min mm mm Packaging 60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasket seal. INOCFLUX 4 Submerged Arc Flux 44 45
25 Submerged Arc Fluxes Submerged Arc Fluxes INCOFLUX 5 Submerged Arc Flux INCOFLUX 5 Submerged Arc Flux INCOFLUX 5 Submerged Arc Welding (SAW) Flux is designed for wire welding with MONEL Filler Metal 60, the high Nickel, 30% Copper alloy. Typical applications are groove welding MONEL alloy 400 to itself and to ferritic materials. A major application is for overlaying carbon steels with the corrosion resistant MONEL 60 Filler Metal. The flux is also used with Ni- Rod FC 55 Flux Cored wire for welding cast irons to themselves or to carbon steels, and for surfacing of cast irons. Welding Parameters: Groove and Overlay Welding Using DCEP current with stringer beads. Diameter Amperes Volts Travel Extension Flux Speed Burden in in/min. 7/8-1 in 1/2-1 in 1.6 mm mm mm mm in in/min. 7/8-1 in. 3/4-1-1/4 in 2.4 mm mm mm mm Overlay Welding with Oscillation: Use DCEN current and Oscillation Frequency of cycles/min for and for in in / min. 7/8-1 in. 1/2-1 in. 1.6mm 100 mm/min mm mm in in./min. 7/8-1 in. 3/4-1 1/4 in. 2.4 mm 100 mm/min mm mm Storage and Drying Conditions The flux in unopened containers can be stored indefinitely. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F. for 2 hours or 600 for one hour. Particle Size Tyler Mesh: 10 x 100 Mesh Packaging 60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasket seal. INCOFLUX 6 Submerged Arc Flux (SAW) is an agglomerated flux designed for wire welding with INCONEL Filler Metal 61, INCONEL Filler Metal 82, NI-ROD Filler Metal 44 and NILO Filler Metal CF36. Typical applications are groove welding Nickel 200 alloy to itself and to steels, and overlaying carbon streels with the Nickel Filler Metal 61. The flux is also suitable to use with INCONEL Filler Metal 82 for overlaying up to three layers. (Note: Use INCOFLUX 4 and INCONEL Filler Metal 82 if more layers are needed). NI-ROD Filler Metal 44 and INCOFLUX 6 are used to submerged arc weld cast irons to themselves and to steels. INCOFLUX 6 is also used with NILO Filler Metal CF36 to join INVAR and NILO 36. Welding Parameters: Groove and Overlay Welding Using DCEP current with stringer beads. Storage and Drying Conditions The flux can be stored indefinitely in unopened containers. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F. for 2 hours or 600 for one hour. Particle Size Tyler Mesh: 10 x 100 Mesh INCOFLUX 6 Submerged Arc Flux Diameter Amperes Volts Travel Extension Flux Speed Burden in in/min. 7/8-1 in 1/2-1 in 1.6 mm mm/min mm mm in in./min. 7/8-1 in. 3/4-1-1/4 in 2.4 mm mm mm mm Overlay Welding with Oscillation: Use DCEN current and Oscillation Frequency of cycles/min for and for in in/min. 7/8-1 in. 1/2-1 in. 1.6mm 100 mm/min mm mm in in./min. 7/8-1 in. 3/4-1 1/4 in. 2.4 mm 100 mm/min mm mm Packaging 60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasket seal. INCOFLUX 6 Submerged Arc Flux 46 47
26 Submerged Arc Fluxes Submerged Arc Fluxes INCOFLUX 7 Submerged Arc Flux INCOFLUX 8 Submerged Arc Flux INCOFLUX 7 Submerged Arc Flux INCOFLUX 7 Submerged Arc Flux (SAW) is an agglomerated flux designed for wire welding with INCONEL Filler Metal 625, a corrosion resistant Nickel-Chromium-Molybdenum alloy. Typical applications are groove welding INCONEL alloy 625 and INCOLOY alloy 825 to themselves and to ferritic materials. The flux and wire combination is used for welding a range of corrosion resistant, molybdenum containing alloys such as 904L, 316, 317, and duplex stainless steels. One major application is for overlaying carbon steels with the corrosion and oxidation resistant INCONEL Filler Metal 625. Welding Parameters: Groove and Overlay Welding Using DCEP current with stringer beads. Diameter Amperes Volts Travel Extension Flux Speed Burden in in/min. 7/8-1 in 1/2-1 in 1.6 mm mm/min mm mm in in./min. 7/8-1 in. 3/4-1-1/4 in 2.4 mm mm mm mm Overlay Welding with Oscillation: Use DCEN current and Oscillation Frequency of cycles/min for and for in in/min. 7/8-1 in. 1/2-1 in. 1.6mm 100 mm/min mm mm in in./min. 7/8-1 in. 3/4-1 1/4 in. 2.4 mm 100 mm/min mm mm Storage and Drying Conditions The flux in unopened containers can be stored indefinitely. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F. for 2 hours or 600 for one hour. Particle Size Tyler Mesh: 10 x 100 Mesh Packaging 60 pound polyethylene bucket with a lid hermetically sealed with a rubber gasket. INCOFLUX 8 Submerged Arc (SAW) Flux is designed for wire welding with MONEL Filler Metal 67, the high Copper, 30% Nickel alloy. Typical applications are groove welding MONEL alloy 450 (70/30) Copper-Nickel) and other copper-nickel alloys. It can also be used for overlaying carbon steels, but requires a buffer layer of either Nickel Filler Metal 61 or MONEL Filler Metal 60 in order to prevent excess iron dilution that can embrittle the copper-nickel deposit. Welding Parameters: Groove and Overlay Welding Using DCEP current with stringer beads. Diameter Amperes Volts Travel Extension Flux Speed Burden in in/min. 7/8-1 in 1/2-1 in 1.6 mm mm/min mm mm in in./min. 7/8-1 in. 3/4-1-1/4 in 2.4 mm mm mm mm Overlay Welding with Oscillation: Use DCEN current and Oscillation Frequency of cycles/min for and for in in/min. 7/8-1 in. 1/2-1 in. 1.6mm 100 mm/min mm mm in in./min. 7/8-1 in. 3/4-1 1/4 in. 2.4 mm 100 mm/min mm mm Storage and Drying Conditions The flux in unopened containers can be stored indefinitely. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F. for 2 hours or 600 for one hour. Particle Size Tyler Mesh: 10 x 100 Mesh Packaging 60 pound polyethylene bucket with a hermetically lid sealed that has a rubber gasket seal. INCOFLUX 8 Submerged Arc Flux 48 49
27 Submerged Arc Fluxes Submerged Arc Fluxes INCOFLUX 9 Submerged Arc Flux INCOFLUX 9 Submerged Arc Flux INCOFLUX 9 Submerged Arc (SAW) Flux is designed for wire welding with INCONEL Filler Metal 625 (AWS ERNiCrMo-3) and INCO-WELD C-276 Filler Metal (ERNiCrMo-4), corrosion resistant Nickel-Chromium-Molybdenum alloys. Typical applications are for groove welding INCONEL alloy 625 and INCONEL C-276 to themselves and to ferritic materials with the matching filler metal. INCOFLUX 9 is also recommended for use with the INCONEL 625 Filler Metals to weld INCOLOY alloy 825 to itself and to ferritic materials, as well as for welding a range of corrosion resistant, molybdenum containing alloys such as 904L, 316, 317, and duplex stainless steels. Another major application is for overlaying carbon steels with the corrosion and oxidation resistant filler metals, and for groove welding. Welding Parameters: Groove and Overlay Welding Using DCEP with stringer beads. Diameter Amperes Volts Travel Extension Flux Speed Burden in in/min. 7/8-1 in 1/2-1 in 1.6 mm mm/min mm mm in in./min. 7/8-1 in. 3/4-1-1/4 in 2.4 mm mm mm mm Overlay Welding with Oscillation: Use DCEN current and Oscillation Frequency of cycles/min for and for in in/min. 7/8-1 in. 1/2-1 in. 1.6mm 100 mm/min mm mm in in./min. 7/8-1 in. 3/4-1 1/4 in. 2.4 mm 100 mm/min mm mm Storage and Drying Conditions The flux in unopened containers can be stored for five (5) years after delivery in dry storage rooms. Flux that has been exposed to possible moisture pick-up can be re-dried at 300 F for 2 hours or 500 for one hour. Particle Size Tyler Mesh: 10 x 150 Mesh Packaging 44 pound (20 kg) polyethylene bags. INCOFLUX ESS1 Electroslag Strip Flux INCOFLUX ESS1 Electroslag StripWelding (ESSW) Flux is designed for strip welding with INCONEL Weldstrips 82 and 625. It is used for overlaying carbon steels with the two alloys. The agglomerated, neutral flux provides the ability to achieve a chemical composition nearly matching the weldstrip in the second layer. The smooth, tight ripples and excellent wetting provide the ability to make, without magnetic steering, flat overlays that may be used in the as-welded condition. Welding Parameters: DCEP current. Diameter Amperes Volts Travel Extension Flux Speed Burden 0.5 x 60 mm in/min in in mm/min mm mm 0.5 x 30 mm in/min in in mm/min mm mm Storage and Drying Conditions The flux in unopened containers can be stored indefinitely. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F. for 2 hours or 600 for one hour. Unfused used flux should be blended in a 1/1 ratio with new flux before reusing. Particle Size Tyler Mesh: 10 x 100 Mesh Packaging 60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasket seal. INCOFLUX ESS1 Electroslag Strip Flux 50 51
28 INCOFLUX ESS2 Electroslag Strip Flux INCOFLUX ESS2 Electroslag Strip Flux Welding Parameters: DCEP current. Storage and Drying Conditions The flux in unopened containers can be stored indefinitely. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F for 2 hours or 600 for one hour. Unfused used flux should be blended in a 1/1 ratio with new flux before reusing. Particle Size Tyler Mesh: 10 x 100 Mesh Submerged Arc Fluxes INCOFLUX ESS2 Electroslag StripWelding (ESSW) Flux is designed for strip welding with INCONEL Weldstrips 52 and 52M. It is used for overlaying carbon steels with the two alloys. The agglomerated, neutral flux provides the ability to achieve a chemical composition nearly matching the weldstrip in the second layer. The smooth, tight ripples and excellent wetting provide the ability to make, without magentic steering, flat overlays that may be used in the aswelded condition. Diameter Amperes Volts Travel Extension Flux Speed Burden 0.5 x 60 mm in/min in in mm/min mm mm 0.5 x 30 mm in/min in in mm/min mm mm Packaging 60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasket seal. Submerged Arc Fluxes INCOFLUX ESS10 Electroslag Strip Flux INCOFLUX ESS10 Electroslag Strip Welding (ESSW) Flux is designed for strip welding with the INCONEL Weldstrips 82, 622 and 625, and INCO-WELD Weldstrips C-276 and 686CPT. It is used for electroslag overlaying of carbon steels with these alloys. The agglomerated, neutral flux and the electroslag process provide the ability to achieve a low dilution composition nearly martching the weldstrip in the second layer. The smooth, tight ripples and excellent wetting provide the ability to make, without magnetic steering, flat overlays that may be used in the as-welded condition. Welding Parameters: DCEP current. Diameter Amperes Volts Travel Extension Flux Speed Burden 0.5 x 60 mm in/min in in mm/min mm mm 0.5 x 30 mm in/min in in mm/min mm mm Storage and Drying Conditions The flux in unopened containers can be stored in a dry strorage room. Flux that has been exposed to possible moisture pick-up can be dried at 400 F for 2 hours or 500 for one hour. Particle Size Tyler Mesh: 12 x 68 Mesh Packaging 88 pound (40 Kg) polyethelene bags. INCOFLUX ESS10 Electroslag Strip Flux 52 53
29 INCOFLUX NT100 Submerged Arc Welding Flux INCOFLUX NT100 Submerged Arc Welding Flux INCOFLUX NT100 Submerged Arc Flux is a neutral, agglomerated flux designed for wire welding with Nickel Filler Metal 61, INCONEL Filler Metal 82, NI-ROD Filler Metal 44 and NILO Filler Metal CF36.Typical applications are groove welding Nickel 200 alloy to itself and to steels, and overlaying carbon steels with the Nickel 61 filler metal. The flux is also suitable to use with INCONEL Filler Metal 82 for overlaying up to three layers. (Note: Use INCOFLUX 4 and INCONEL Filler Metal 82 if more layers are needed). NI-ROD Filler Metal 44 and INCOFLUX NT100 are used to submerged arc weld cast irons to themselves and to steels. INCOFLUX NT100 is also used with NILO Filler Metal CF36 to join Invar and NILO 36. Welding Parameters: Groove and Overlay Welding Using DCEP current with stringer beads. Storage and Drying Conditions The flux can be stored indefinitely in unopened containers. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F. for 2 hours or 600 for one hour. Particle Size Tyler Mesh: 10 x 100 Mesh Submerged Arc Fluxes Diameter Amperes Volts Travel Extension Flux Speed Burden Nickel in in/min. 7/8-1 in. 1/2-1 in. 1.6 mm mm/min mm mm in in./min. 7/8-1 in. 3/4-1 1/4 in. 2.4 mm mm/min mm mm Overlay Welding with Oscillation: Use DCEN current and Oscillation Frequency of cycles / min for and for in in/min. 7/8-1 in. 1/2-1 in. 1.6 mm 100 mm/min mm mm in in./min. 7/8-1 in. 3/4-1 1/4 in. 2.4 mm 100 mm/min mm mm Packaging 50 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasket seal. Submerged Arc Fluxes INCOFLUX NT110 Submerged Arc Welding Flux INCOFLUX NT110 Submerged Arc Welding (SAW) Flux is designed for wire welding with MONEL Filler Metal 60, the 70% Nickel, 30% Copper alloy, and MONEL Filler Metal 67 (70/30 Copper-Nickel). Typical applications with MONEL Filler Metal 60 are groove welding MONEL alloy 400 to itself and to ferritic materials. A major application is for overlaying carbon steels with the corrosion resistant MONEL Filler Metal 60. The flux is used with MONEL Filler Metal 67 to join MONEL alloy 450 and other Copper-Nickel alloys (90/10, 80/20 and 70/30). Overlays on steels require a buffer layer of Nickel Filler Metal 61 or MONEL Filler Metal 60. Welding Parameters: Groove and Overlay Welding Using DCEP current and stringer beads. Diameter Amperes Volts Travel Extension Flux Speed Burden in in/min. 7/8-1 in. 1/2-1-1/2 in. 1.6 mm mm/min mm mm in in./min. 7/8-1 in. 3/4-1-1/4 in. 2.4 mm mm/min mm mm Overlay Welding with Oscillation: Use DCEN current and Oscillation Frequency of cycles/min for and for in in/min. 7/8-1 in. 1/2-1 in. 1.6 mm 100 mm/min mm mm in in./min. 7/8-1 in. 3/4-1-1/4 in. 2.4 mm 100 mm/min mm mm Storage and Drying Conditions The agglomerated flux in unopened containers can be stored indefinitely. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F for 2 hours or 600 for one hour. Particle Size Tyler Mesh: 10 x 100 Mesh Packaging 60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasket seal. INCOFLUX NT110 Submerged Arc Welding Flux 54 55
30 INCOFLUX NT120 Submerged Arc Welding Flux INCOFLUX NT120 Submerged Arc Welding Flux INCOFLUX NT120 Submerged Arc Welding (SAW) Flux is an agglomerated flux designed for wire welding with the corrosion resistant Nickel-Chromium-Molybdenum-Tungsten alloys INCONEL Filler Metal 622, INCO-WELD Filler Metal C-276, and INCO-WELD Filler Metal 686CPT. Typical applications are groove welding matching chemistry base metals to themselves and to ferritic materials. The flux and wire combinations are used for welding a range of corrosion resistant, molybdenum containing alloys such as 904L, 316, 317, duplex stainless steels, as well as alloys C-276, C-22, 622, 59, and C A major application is for overlaying carbon steels with the corrosion and oxidation resistant NiCrMoW filler metals. Welding Parameters: Groove and Overlay Welding: Use DCEP with stringer beads Storage and Drying Conditions The flux in unopened containers can be stored indefinitely. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F for 2 hours or 600 for one hour. Particle Size Tyler Mesh: 10 x 60 Mesh Submerged Arc Fluxes Diameter Amperes Volts Travel Extension Flux Speed Burden in in/min. 7/8-1 in. 1/2-1 in. 1.6 mm mm/min mm mm in in./min. 7/8-1 in. 3/4-1-1/4 in. 2.4 mm mm/min mm mm Overlay Welding with Oscillation: Use DCEN current and Oscillation Frequency of cycles/min for and for in in/min. 7/8-1 in. 1/2-1 in. 1.6 mm 100 mm/min mm mm in in./min. 7/8-1 in. 3/4-1-1/4 in. 2.4 mm 100 mm/min mm mm Packaging 60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasket seal. Submerged Arc Fluxes INCOFLUX SAS1 Submerged Arc Strip Flux INCOFLUX SAS1 Submerged Arc StripWelding (SASW) Flux is designed for strip welding with INCONEL Weldstrips 82 and 625. It is used for overlaying carbon steels with the two alloys. The agglomerated, neutral flux provides the ability to achieve a chemical composition nearly matching the Weldstrip in the second layer. The smooth, tight ripples and excellent wetting provide the ability to make, without magnetic steering, flat overlays that may be used in the as-welded condition. Welding Parameters: DCEP current. Diameter Amperes Volts Travel Extension Flux Speed Burden 0.5 x 60 mm in/min in in mm/min mm mm 0.5 x 30 mm in/min in in mm/min mm mm Storage and Drying Conditions The flux in unopened containers can be stored indefinitely. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F for 2 hours or 600 for one hour. Unfused used flux should be blended in a 1/1 ratio with new flux before reusing. Particle Size Tyler Mesh: 10 x 100 Mesh Packaging 60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasket seal. INCOFLUX SAS1 Submerged Arc Strip Flux 56 57
31 Submerged Arc Fluxes Weldstrip INCOFLUX SAS2 Submerged Arc Strip Flux INCOFLUX SAS2 Submerged Arc Strip Flux INCOFLUX SAS2 Submerged Arc StripWelding (SASW) Flux is designed for strip welding with INCONEL Weldstrips 52 and 52M. It is used for overlaying carbon steels with the two alloys. The agglomerated, neutral flux provides the ability to achieve a chemical composition nearly matching the Weldstrip in the second layer. The smooth, tight ripples and excellent wetting provide the ability to make, without magnetic steering, flat overlays that may be used in the as-welded condition. Welding Parameters: DCEP current. Diameter Amperes Volts Travel Extension Flux Speed Burden 0.5 x 60 mm in/min in in mm/min mm mm 0.5 x 30 mm in/min in in mm/min mm mm Storage and Drying Conditions The flux in unopened containers can be stored indefinitely. Flux that has been exposed to possible moisture pick-up can be re-dried at 500 F for 2 hours or 600 for one hour. Unfused used flux should be blended in a 1/1 ratio with new flux before reusing. Particle Size Tyler Mesh: 10 x 100 Mesh Packaging 60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasket seal. Weldstrip Special Metals Welding Products Company, a division of Huntington Alloys, long recognized as the industry leader in nickel-base welding electrodes and filler metals, also supplies nickelbase wires to the Submerged Arc and Electroslag Welding industry. The Welding Products Company is a fully integrated manufacturer from raw materials to distribution of finished products. This provides complete traceability of product from melt-to-spray-deposit. These strips have been processed to ensure optimum performance in both submerged arc and electroslag welding applications. The Welding Products Company is ISO 9002 approved and its quality systems also meet the ASME, MIL, and TUV standards to ensure that products meet or exceed the specification requirements of AWS, ASME, MIL, and DIN. A list of nickel-base alloys manufactured by the Welding Products Company for use in the submerged arc and electroslag strip welding applications include: Packaging 12 ID, 60 lb coil AWS Class Special Metals Welding Products Designations EQNi-1 Nickel Weldstrip 61 EQNiCu-7 MONEL Weldstrip 60 EQCuNi MONEL Weldstrip 67 EQNiCr-3 INCONEL Weldstrip 82 EQNiCrMo-3 INCONEL Weldstrip 625 EQNiCrMo-14 INCO-WELD Weldstrip 686CPT Weldstrip 58 59

32 Thermal Spray Wires Thermal Spray Wires Appendix / Table of Contents Special Metals Welding Products Company, a division of Huntington Alloys, long recognized as the industry leader in nickel-base welding electrodes and filler metals, also supplies nickelbase wires to the thermal spray industry. The Welding Products Company is a fully integrated manufacturer from raw materials to distribution of finished products. This provides complete traceability of product from melt-to-spray-deposit. Thermal Spray Wires These wires have been processed to ensure optimum performance in both Metal Arc Spray System and the Wire Combustion Flame Spray Process. An exceptionally clean surface ensures minimum contact tip wear and precludes contamination of the spray deposit from drawing lubricants. The Welding Products Company is ISO 9002 approved and its quality systems also meet the ASME, MIL, and TUV standards to ensure that products meet or exceed the specification requirements of AWS, ASME, MIL, and DIN. A list of nickel-base alloys manufactured by the Welding Products Company for use in the thermal spray applications includes: Nominal AWS Class Special Metals Composition Welding Products Designations 95 Ni - 5-Al DURANICKEL Thermal Spray 301TSW* NiCrMoNb A5.14 ERNiCrMo-3 INCONEL Thermal Spray 625TSW NiFeCrNbMo A5.14 ERNiFeCr-2 INCONEL Thermal Spray 718TSW Ni - 43 Cr A5.14 ERNiCr-4 INCONEL Thermal Spray 72TSW 80Ni-20Cr M INCONEL Thermal Spray 8020M 80Ni-20Cr INCONEL Thermal Spray 8020TSW NiCrMoW A5.14 ERNiCrMo-4 INCONEL Thermal Spray C276TSW 70 Ni - 30 Cu A5.14 ERNiCu-7 MONEL Thermal Spray 60TSW * Pratt & Whitney Specification for 301TSW-PWA Rev. D Table of Contents Welding Products Selector Chart 64 Conversion Factors for Units of Measure 65 Hardness Conversions 66 Comparison of Gauges 66 Standard Pipe Sizes 67 Temperature Conversion Chart 68 Storage and Rebaking Appendix / Table of Contents 60 61
33 Appendix Welding Products Selector Chart Appendix Welding Products Selector Chart Welding Products Selector Chart Nickel Alloy Welding Consumables SUGGESTED SELECTIONS Nickel 200 MONEL INCONEL INCONEL INCONEL INCOLOY INCOLOY Carbon, 3-30% Austenitic Duplex and Cast high- Copper-Nickel alloy 400 alloy 600 alloy 625 alloy 686 alloys alloy 825 Low alloy Chromium Stainless Super Duplex temperature alloys 803, 800 and & Nickel Steels Steels Stainless Steels alloys 800H/HT Steels Nickel 200 Nickel 61 MONEL 60 INCONEL 82 INCONEL 625 I-W 686CPT INCONEL 82 INCONEL 625 INCONEL 82 INCONEL 82 INCONEL 82 I-W 686CPT INCONEL 82 MONEL 60 Nickel 61 Nickel 61 INCONEL 82 INCONEL 625 Nickel 61 INCONEL 82 Nickel 61 Nickel 61 Nickel 61 INCONEL 82 Nickel 61 MONEL 67 Nickel 141 Nickel 61 INCONEL 82 Nickel 61 Nickel 61 Nickel 61 MONEL MONEL190 MONEL 60 INCONEL 625 INCONEL 625 I-W 686CPT INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 625 I-W 686CPT INCONEL 625 MONEL 60 alloy 400 Nickel 141 INCONEL 625 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 MONEL 67 INCONEL 112 Nickel 61 INCONEL 82 MONEL 60 MONEL 60 INCONEL 82 Nickel 61 MONEL 190 INCONEL INCO-WELD A INCO-WELD A INCONEL 82 INCONEL 625 I-W 686CPT INCONEL 617 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 617 I-W 686CPT INCONEL 617 INCONEL 82 alloy 600 INCONEL 112 INCONEL 112 INCONEL 82 INCONEL 625 INCONEL 625 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 INCONEL 625 Nickel 61 INCONEL 182 INCONEL 182 INCO-WELD A INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 Nickel 141 INCONEL 182 INCONEL INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 625 I-W 686CPT INCONEL 617 INCONEL 625 INCONEL 625 I-W 686CPT I-W 686CPT I-W 686CPT INCONEL 617 INCONEL 625 alloy 625 INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 625 INCONEL 625 INCONEL 82 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 82 INCONEL 182 Nickel 141 INCONEL 182 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 Nickel 61 Nickel 141 INCONEL 112 INCONEL INCO-WELD A I-W 686CPT INCO-WELD A I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT alloy 686 I-W 686CPT INCO-WELD A INCONEL 82 INCONEL 112 INCONEL 617 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 617 INCONEL 625 Nickel 141 INCONEL 112 I-W 686CPT INCONEL 625 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 Nickel 61 I-W 686CPT INCONEL 82 INCOLOY INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 617 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 617 I-W 686CPT INCONEL 617 INCONEL 82 alloys INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 112 I-W 686CPT INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 INCONEL 625 Nickel , 803 and INCONEL 182 INCONEL 182 INCONEL 117 INCONEL 117 INCO-WELD A 800H/HT Nickel 141 INCONEL 182 INCONEL 117 INCONEL 82 INCONEL 82 INCOLOY INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 112 I-W 686CPT INCO-WELD A INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 625 I-W 686CPT INCONEL 625 INCONEL 82 alloy 825 Nickel 141 INCONEL 112 INCONEL 112 INCONEL 122 INCONEL 112 INCONEL 112 I-W 686CPT INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 Nickel 61 & Super Austenitic INCONEL 182 INCONEL 182 I-W 686CPT INCONEL 122 INCONEL 112 INCONEL 622 Stainless Steel I-W 686CPT Carbon, INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 112 INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 625 INCONEL 625 INCONEL 625 I-W 686CPT INCONEL 625 INCONEL 82 Low alloy INCONEL 112 INCONEL 112 INCONEL 112 INCO-WELD A I-W 686CPT INCONEL 117 INCONEL 112 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 Nickel 61 & Nickel INCONEL 182 INCONEL 182 INCONEL 182 INCONEL 112 INCONEL 182 INCO-WELD A Steels Nickel 141 MONEL 190 INCONEL 182 INCONEL % INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 112 INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 625/52 INCONEL 625 I-W 686CPT INCONEL 625 INCONEL 82 Chromium INCONEL 112 INCONEL 112 INCONEL 112 INCO-WELD A I-W 686CPT INCONEL 117 INCONEL 112 INCO-WELD 112 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 Nickel 61 Steels INCONEL 182 INCONEL 182 INCONEL 117 INCONEL 112 INCONEL 182 INCO-WELD A INCONEL 82 INCONEL 617 Nickel 141 INCONEL 182 INCONEL 112/152 Austenitic INCO-WELD A INCO-WELD A INCO-WELD A I-W 686CPT INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A I-W 686CPT I-W 686CPT INCONEL 82 INCONEL 82 Stainless INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 112 I-W 686CPT INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 82/625 INCONEL 82 Nickel 61 Steels INCONEL 182 INCONEL 182 INCONEL 117 INCONEL 112 INCONEL 117 INCONEL 182 INCONEL 182 INCONEL 182 I-W A/686CPT Nickel 141 MONEL 190 INCONEL 182 INCONEL 182 INCONEL 112 Duplex and I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT Super Duplex INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 112 INCO-WELD A INCONEL 112 INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 82 INCONEL 82 Stainless Nickel 141 Steels I-W 686CPT Cast high- INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A I-W 686CPT INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A I-W 686CPT INCONEL 617 INCONEL 82 temperature INCONEL 112 INCONEL 112 INCONEL 117 INCONEL 117 INCONEL 117 INCONEL 117 INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 112 INCO-WELD A INCONEL 82 Nickel 61 alloys INCONEL 182 INCONEL 182 INCONEL 182 INCONEL 117 INCONCEL 117 INCO-WELD A Nickel 141 MONEL 190 INCONEL 117 Copper-Nickel MONEL 187 MONEL 187 INCO-WELD A INCO-WELD A I-W 686CPT INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A I-W 686CPT INCO-WELD A MONEL 67 alloys MONEL 190 MONEL 190 INCONEL 182 INCONEL 112 Nickel 141 INCONEL 182 INCONEL 182 INCONEL 182 INCONEL 182 INCONEL 182 INCO-WELD A INCONEL 182 Nickel 141 Nickel 141 Nickel 141 Nickel 141 Nickel 141 Nickel 141 MONEL 190 Nickel 141 Nickel 141 Nickel 141 Nickel 141 MONEL 187 Electrodes For Shielded Metal Arc Welding Data contained in this chart is for information only and should not be used for specification purposes. Filler Metals For Gas Metal Arc, Gas Tungsten Arc and Submerged-Arc Welding Welding Products Selector Chart 62 63

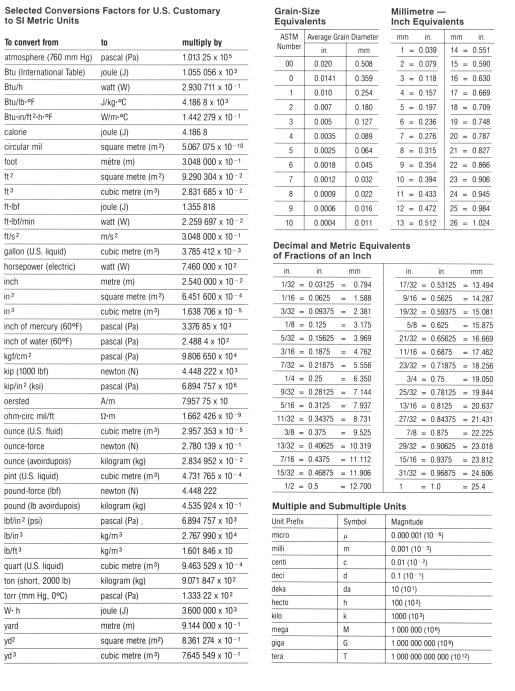
34 Conversion Factors for Units of Measure Hardness Conversions Conversion Factors for Units of Measure Hardness Conversions 64 65


35 Comparison of Gauges & Standard Pipe Sizes Comparison of Gauges & Standard Pipe Sizes Temperature Conversions Temperature Conversions 66 67
 higher than the highest expected ambient temperature.")
36 Storage and Rebaking Welding Electrodes The flux covered welding electrodes in the original sealed containers can be stored indefinitely in a dry storage room. Electrodes that have been removed from their containers should be held in a cabinet heated to a temperature F (6-8 C) higher than the highest expected ambient temperature. Rebaking can reclaim electrodes that have possibly absorbed moisture. Electrodes should be rebaked at 600 F (316 C) for 1 hour or 500 F (260 C) for 2 hours. Rebaking should be done in a vented oven, and the electrodes must be removed from the containers. Flux Cored Wires Flux cored wires are packaged on spools and hermetically sealed in a polyethylene bag. They should be stored in the unopened packages in a dry storage room. Product that has been exposed to high humidity can be baked at 500 F for 1 hour or 400 F for 2 hours. Storage and Rebaking Submerged Arc Flux Unopened bucket containers can be stored indefinitely. Exposed flux can be re-dried at 500 F for 2 hours, or 600 F for 1 hour. WARNING POSSIBLE CANCER HAZARD OR LUNG DAMAGE IF INHALED - MAY CAUSE ALLERGIC REACTION - MAY CONTAIN FLUORIDES. PROTECT YOURSELF AND OTHERS - Before use read, and understand this information, the manufacturer s instructions, Material Safety Data Sheets (MSDS), and your employer s safety practices. See American National Standard Z49.1, Safety in Welding and Cutting and OSHA Safety and Health Standards 29CFR1910. FUMES AND GASES can be hazardous to your health. Skin sensitization, irritation of skin, eye and respiratory tract, neurological damage or death can result from over exposure. Keep your head out of the fume. Use ventilation, preferably local exhaust ventilation, adequate to keep the concentration of the fumes and gases below the exposure limits. Special attention to ventilation is required in confined, small or crowded spaces. If adequate ventilation is not available, wear appropriate respiratory protection. Wash skin after contact with dust or fume. ARC RAYS can injure eyes and burn skin - ELECTRIC SHOCK can kill. Do not touch live electrical parts - WEAR correct eye, ear and body protection. 68




37 INCONEL INCOLOY INCOFLUX INCO-CORED INCO-WELD MONEL NI-ROD NIMONIC DURANICKEL 686CPT 725NDUR are Special Metals Welding Products Company trademarks. ISO CERTIFICATE # Special Metals Welding Products Company 1401 Burris Road Newton, NC 28658, U.S.A. Telephone Fax Special Metals Welding Products Company Canada House, Bidavon Industrial Estate, Waterloo Road, Bidford-On-Avon Warwickshire, England B50 4JN Telephone +44 (0) Fax +44 (0) Controlled Products Group Seaman Street Stoney Creek, Ontario L8E 4H1, Canada Telephone Fax Unit 9, th Avenue Northeast Calgary, Alberta T2E 7E1, Canada Telephone Fax Gay-Lussac Local 203 Bouchervillle, Quebec J4B 7G Fax Asia-Pacific Najing Road West, Rooms Shanghai PF China Telephone #222 Fax Special Metals Products Company
PRODUCT CATALOGUE NICKEL ALLOY WELDING.
 INCONEL INCOLOY INCOFLUX INCO-CORED INCO-WELD MONEL NI-ROD NIMONIC DURANICKEL 686CPT 725NDUR NICKEL ALLOY WELDING PRODUCT CATALOGUE www.specialmetalswelding.com Table of Contents Page AWS Werkstoff Nr.
INCONEL INCOLOY INCOFLUX INCO-CORED INCO-WELD MONEL NI-ROD NIMONIC DURANICKEL 686CPT 725NDUR NICKEL ALLOY WELDING PRODUCT CATALOGUE www.specialmetalswelding.com Table of Contents Page AWS Werkstoff Nr.
Arcos Has You Covered
 Arcos is the company with the reputation and experience you can rely on for a comprehensive line of superior quality bare and covered electrodes for high nickel alloys. Our wide selection of high nickel
Arcos is the company with the reputation and experience you can rely on for a comprehensive line of superior quality bare and covered electrodes for high nickel alloys. Our wide selection of high nickel
Arcos Has You Covered
 Arcos is the company with the reputation and experience you can rely on for a comprehensive line of superior quality bare wire, covered and tubular electrodes for high nickel alloys. Our wide selection
Arcos is the company with the reputation and experience you can rely on for a comprehensive line of superior quality bare wire, covered and tubular electrodes for high nickel alloys. Our wide selection
REFERENCE GUIDE PERFORMANCE WELDING PRODUCTS
 F I L L E R M E TA L REFERENCE GUIDE PERFORMANCE WELDING PRODUCTS SPECIAL PURPOSE GRADES COPPER FREE Mild steel and low-alloy GTAW, GMAW and SAW for excellent x-ray quality welds and lower welding fumes.
F I L L E R M E TA L REFERENCE GUIDE PERFORMANCE WELDING PRODUCTS SPECIAL PURPOSE GRADES COPPER FREE Mild steel and low-alloy GTAW, GMAW and SAW for excellent x-ray quality welds and lower welding fumes.
INDEX. Aluminum Welding Wire & Electrodes Bare, Coated & Flux-cored Cobalt ... Chrome Moly Welding Wire ... Copper & Copper Alloys ...
 INDEX Aluminum Welding Wire & Electrodes Bare, Coated & Flux-cored Cobalt Chrome Moly Welding Wire Copper & Copper Alloys Flux Cored Stainless Electrodes Flux Cored Steel Nickel & Nickel Alloys (E) Nickel
INDEX Aluminum Welding Wire & Electrodes Bare, Coated & Flux-cored Cobalt Chrome Moly Welding Wire Copper & Copper Alloys Flux Cored Stainless Electrodes Flux Cored Steel Nickel & Nickel Alloys (E) Nickel
Welding Consumables Nickel
 Afrox Product Reference Manual Nickel 1 Nickel Section - Nickel 1 Welding of Nickel-Based Alloys 2 Nickel Electrodes 5 Nickel MIG & TIG Wires 14 Nickel Submerged Arc Wires 23 Nickel 2 Afrox Product Reference
Afrox Product Reference Manual Nickel 1 Nickel Section - Nickel 1 Welding of Nickel-Based Alloys 2 Nickel Electrodes 5 Nickel MIG & TIG Wires 14 Nickel Submerged Arc Wires 23 Nickel 2 Afrox Product Reference
W E L D I N G W I R E
 WELDING WIRE a n d E L ECTRODES 1 WELDING WIRE a n d ELECTRODES Quality it s what we re all about. The company that is today known as Techalloy Welding Products was founded in 1919 and is devoted to the
WELDING WIRE a n d E L ECTRODES 1 WELDING WIRE a n d ELECTRODES Quality it s what we re all about. The company that is today known as Techalloy Welding Products was founded in 1919 and is devoted to the
Nonferrous Metal Welding Consumables
 Nonferrous Metal Welding Consumables COVERED ELECTRODES TIG WELDING CONSUMABLES MIG WELDING CONSUMABLES Covered Electrodes KNCF-3 For nickel alloy (Inconel 600, 601) EN ISO 14172:2004 : E Ni 6182 AWS
Nonferrous Metal Welding Consumables COVERED ELECTRODES TIG WELDING CONSUMABLES MIG WELDING CONSUMABLES Covered Electrodes KNCF-3 For nickel alloy (Inconel 600, 601) EN ISO 14172:2004 : E Ni 6182 AWS
METRODE WELDING CONSUMABLES
 A182 NICKEL BASE 182 CONSUMABLES Alloy type Inconel type consumables with manganese and niobium additions. Materials to be welded Nickel alloys such as Inconel 600, Nimonic 75. Nickel base alloys to themselves
A182 NICKEL BASE 182 CONSUMABLES Alloy type Inconel type consumables with manganese and niobium additions. Materials to be welded Nickel alloys such as Inconel 600, Nimonic 75. Nickel base alloys to themselves
AC or DC + C Si Mn P S Ni Cr Na+Ta Fe TS EL Temp. CVN-Impact Value MPa(lbs/in 2 ) (%) ( ) J (ft lbs)
 (%) ( ) J (ft lbs)") SR-182 TYPE : Basic AWS A5.11 SFA 5.11 ENiCrFe-3 JIS Z3224 DNiCrFe-3 SR-182 is designed for welding of Inconel 600 + 601 and dissimilar welding of stainless steels and low-alloyed steel & Nickl-alloyed
SR-182 TYPE : Basic AWS A5.11 SFA 5.11 ENiCrFe-3 JIS Z3224 DNiCrFe-3 SR-182 is designed for welding of Inconel 600 + 601 and dissimilar welding of stainless steels and low-alloyed steel & Nickl-alloyed
Heat and corrosion resistant alloys for chemical processing systems
 Heat and corrosion resistant alloys for chemical processing systems Regular advancement in metallurgical and fabrication procedures had led to the development of broad range of nickel alloys and their
Heat and corrosion resistant alloys for chemical processing systems Regular advancement in metallurgical and fabrication procedures had led to the development of broad range of nickel alloys and their
QUICK REFERENCE GUIDE THE ALLOY SPECIALISTS
 QUICK REFERENCE GUIDE THE ALLOY SPECIALISTS CONTENTS SOLUTIONS TO MATERIALS PROBLEMS Corrosion-Resistant Alloys...4 Heat-Resistant Alloys...7 High-Performance & Special Purpose Alloys... 10 Special Metals
QUICK REFERENCE GUIDE THE ALLOY SPECIALISTS CONTENTS SOLUTIONS TO MATERIALS PROBLEMS Corrosion-Resistant Alloys...4 Heat-Resistant Alloys...7 High-Performance & Special Purpose Alloys... 10 Special Metals
Density, lb/in g/cm Table 3 - Thermal and Electrical Properties
 www.specialmetals.com INCONEL alloy 686 (UNS N6686/W.Nr. 2.466) is a single-phase, austenitic Ni-Cr-Mo-W alloy offering outstanding corrosion-resistance in a range of severe environments. Its high nickel
www.specialmetals.com INCONEL alloy 686 (UNS N6686/W.Nr. 2.466) is a single-phase, austenitic Ni-Cr-Mo-W alloy offering outstanding corrosion-resistance in a range of severe environments. Its high nickel
Nickel & Stainless Steel. Product Range
 Nickel & Stainless Steel Product Range General Index ITEM BRAND SIZE Inconel 600 Inconel 601 Inconel alloy Inconel 625 Inconel 718 Monel 400 Monel alloy Monel K500 Nickel 52 Nickel alloy Nickel 200 Nickel
Nickel & Stainless Steel Product Range General Index ITEM BRAND SIZE Inconel 600 Inconel 601 Inconel alloy Inconel 625 Inconel 718 Monel 400 Monel alloy Monel K500 Nickel 52 Nickel alloy Nickel 200 Nickel
Table 2 - Physical Properties. Table 3 - Thermal and Electrical Properties. a Mean coefficient of linear expansion between room temperature and
 www.specialmetals.com INCONEL alloy 686 (UNS N6686/W.Nr. 2.466) is a single-phase, austenitic Ni-Cr-Mo-W alloy offering outstanding corrosion-resistance in a range of severe environments. Its high nickel
www.specialmetals.com INCONEL alloy 686 (UNS N6686/W.Nr. 2.466) is a single-phase, austenitic Ni-Cr-Mo-W alloy offering outstanding corrosion-resistance in a range of severe environments. Its high nickel
SANDVIK 3R65 TUBE AND PIPE, SEAMLESS
 SANDVIK 3R65 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R65 is a molybdenum-alloyed austenitic stainless chromium-nickel steel with a low carbon content. STANDARDS ASTM: TP316L, TP316 UNS: S31603, S31600
SANDVIK 3R65 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R65 is a molybdenum-alloyed austenitic stainless chromium-nickel steel with a low carbon content. STANDARDS ASTM: TP316L, TP316 UNS: S31603, S31600
NERTALIC 210. MIG/MAG solid wires-tig rods Nickel and Copper alloys. Shielding Gas - EN ISO : I1, I3
 NERTALIC 210 NERTALIC 210 is an S Ni 6082 / ER NiCr-3 type solid MlG welding wire, supplied precision layer wound, depositing Ni-20Cr3Mn2.5Nb weld metal. Suitable for use with inert shielding gases. NERTALIC
NERTALIC 210 NERTALIC 210 is an S Ni 6082 / ER NiCr-3 type solid MlG welding wire, supplied precision layer wound, depositing Ni-20Cr3Mn2.5Nb weld metal. Suitable for use with inert shielding gases. NERTALIC
Incoloy Alloy 800H/800HT (UNS N08810/088011)
") Incoloy 800H/800HT (UNS N08810/088011) Incoloy 800H/HT is an outstanding corrosion resistant alloy that is recommended for use in the high temperature industrial conditions. It has higher strength than
Incoloy 800H/800HT (UNS N08810/088011) Incoloy 800H/HT is an outstanding corrosion resistant alloy that is recommended for use in the high temperature industrial conditions. It has higher strength than
SANDVIK 3R60 TUBE AND PIPE, SEAMLESS
 SANDVIK 3R60 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R60 is an austenitic chromium-nickel steel with minimum 2.5% molybdenum and a low carbon content. Sandvik 3R60 is also available in a variant for
SANDVIK 3R60 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R60 is an austenitic chromium-nickel steel with minimum 2.5% molybdenum and a low carbon content. Sandvik 3R60 is also available in a variant for
Nickel Based Superalloy Incoloy 800 (UNS N08800)
") Nickel Based Superalloy Incoloy 800 (UNS N08800) Nickel-Iron-Chromium alloy Incoloy 800 has fine strength and suitable resistance to oxidation and carburization at high temperatures. It offers elevated
Nickel Based Superalloy Incoloy 800 (UNS N08800) Nickel-Iron-Chromium alloy Incoloy 800 has fine strength and suitable resistance to oxidation and carburization at high temperatures. It offers elevated
ATI 601 ATI 601. Technical Data Sheet. Nickel-base Alloy INTRODUCTION PRODUCT FORMS SPECIFICATIONS & CERTIFICATES (UNS N06601)
") Nickel-base Alloy (UNS N06601) INTRODUCTION alloy (UNS Designation N06601) is an austenitic nickel-chromium-iron alloy designed for both heat and corrosion resistance. As compared to ATI 600 alloy (UNS
Nickel-base Alloy (UNS N06601) INTRODUCTION alloy (UNS Designation N06601) is an austenitic nickel-chromium-iron alloy designed for both heat and corrosion resistance. As compared to ATI 600 alloy (UNS
DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS ALLOYS AND PROCESSING
 DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS ALLOYS AND PROCESSING ZERON 100 Data Sheet Contents Specifications, Chemical Composition, Applications and Features...2 Performance
DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS ALLOYS AND PROCESSING ZERON 100 Data Sheet Contents Specifications, Chemical Composition, Applications and Features...2 Performance
Stainless Steel 310/310S (UNS S31000/ UNS S31008)
") Stainless Steel 310/310S (UNS S31000/ UNS S31008) Austenitic Stainless Steel 310/310S offers excellent resistance to oxidation up to 2000oF. It is a low grade steel that prevents embrittlement and sensitization.
Stainless Steel 310/310S (UNS S31000/ UNS S31008) Austenitic Stainless Steel 310/310S offers excellent resistance to oxidation up to 2000oF. It is a low grade steel that prevents embrittlement and sensitization.
DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS
 DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS corrosion resistant alloys ZERON 100 Data Sheet Contents Specifications, Chemical Composition, Applications and Features...2 Performance
DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS corrosion resistant alloys ZERON 100 Data Sheet Contents Specifications, Chemical Composition, Applications and Features...2 Performance
ATI 332 ATI 332. Technical Data Sheet. Stainless Steel: Austenitic GENERAL PROPERTIES TYPICAL ANALYSIS PHYSICAL PROPERTIES
 ATI 332 Stainless Steel: Austenitic (UNS N08800) GENERAL PROPERTIES ATI 332 alloy is a nickel and chromium austenitic stainless steel designed to resist oxidation and carburization at elevated temperatures.
ATI 332 Stainless Steel: Austenitic (UNS N08800) GENERAL PROPERTIES ATI 332 alloy is a nickel and chromium austenitic stainless steel designed to resist oxidation and carburization at elevated temperatures.
3. Stick electrodes for welding of heat resistant and high temperature steels
 3. Stick electrodes for welding of heat resistant and high temperature steels Part number 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stick electrodes for welding of heat resistant
3. Stick electrodes for welding of heat resistant and high temperature steels Part number 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stick electrodes for welding of heat resistant
WELDING WIRES FOR MAG(CO 2 ) WELDING
 WELDING") WELDING WIRES FOR MAG(CO 2 ) WELDING Classification: EN 440 G4Si1 EN1668 WSG2 DIN 8559 SG 2 ASME/AWS/A 5.18 ER70S6 Description and Application: Solid copper coated welding wire for welding in gas shielding
WELDING WIRES FOR MAG(CO 2 ) WELDING Classification: EN 440 G4Si1 EN1668 WSG2 DIN 8559 SG 2 ASME/AWS/A 5.18 ER70S6 Description and Application: Solid copper coated welding wire for welding in gas shielding
SANDVIK 6R44 TUBE AND PIPE, SEAMLESS
 SANDVIK 6R44 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 6R44 is an austenitic, niobium-stabilized stainless chromium-nickel steel for use at temperatures up to 850 C (1560 F). STANDARDS ASTM: TP347, TP347H
SANDVIK 6R44 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 6R44 is an austenitic, niobium-stabilized stainless chromium-nickel steel for use at temperatures up to 850 C (1560 F). STANDARDS ASTM: TP347, TP347H
Nickel & Nickel Alloys
 Nickel & Nickel Alloys Gebauer & Griller Quality Founded in 1946 as a small production unit to draw copper wires our company has grown into a respected supplier for customers in more than 50 countries
Nickel & Nickel Alloys Gebauer & Griller Quality Founded in 1946 as a small production unit to draw copper wires our company has grown into a respected supplier for customers in more than 50 countries
family of stainless steels can be divided into five (5) categories:
 categories:") Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Part catalogue. 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys. special applications
 Part catalogue 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys as well as for special applications 6 Welding consumables for welding of cast iron, Cu- and Albase-alloys as well as
Part catalogue 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys as well as for special applications 6 Welding consumables for welding of cast iron, Cu- and Albase-alloys as well as
Problem Steels 1. Welding Consumables Problem Steels. Section 12 - Welding Consumables. 12 Problem Steels. Welding of Problem Steels 2
 Problem Steels 1 Afrox Product Reference Manual Problem Steels Section - Problem Steels 1 Welding of Problem Steels 2 Problem Steels Electrodes 3 Problem Steels MIG & TIG Wires 7 Problem Steels Flux Cored
Problem Steels 1 Afrox Product Reference Manual Problem Steels Section - Problem Steels 1 Welding of Problem Steels 2 Problem Steels Electrodes 3 Problem Steels MIG & TIG Wires 7 Problem Steels Flux Cored
Inconel Ni-Cr-Fe Alloys Incoloy Fe-Ni-Cr Alloys Monel Ni-Cu alloys
 Corrosion resistant alloys for oil and gas industry Inconel Ni-Cr-Fe Alloys Incoloy Fe-Ni-Cr Alloys Monel Ni-Cu alloys Heanjia Super-Metals Co., Ltd was established in 1984 in Beijing, China. With the
Corrosion resistant alloys for oil and gas industry Inconel Ni-Cr-Fe Alloys Incoloy Fe-Ni-Cr Alloys Monel Ni-Cu alloys Heanjia Super-Metals Co., Ltd was established in 1984 in Beijing, China. With the
a Amendments for nuclear applications: Cr, 0.04 max. C, 0.10 max. Co.
 www.specialmetals.com INCONEL alloy 69 (UNS N669/W. Nr. 2.4642) is a high-chromium nickel alloy having excellent resistance to many corrosive aqueous media and hightemperature atmospheres. In addition
www.specialmetals.com INCONEL alloy 69 (UNS N669/W. Nr. 2.4642) is a high-chromium nickel alloy having excellent resistance to many corrosive aqueous media and hightemperature atmospheres. In addition
SANDVIK 3R12 FOR MEDICAL APPLICATIONS TUBE AND PIPE, SEAMLESS
 SANDVIK 3R12 FOR MEDICAL APPLICATIONS TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R12 is an austenitic stainless chromium-nickel steel with a low carbon content used for medical and dental instruments.
SANDVIK 3R12 FOR MEDICAL APPLICATIONS TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R12 is an austenitic stainless chromium-nickel steel with a low carbon content used for medical and dental instruments.
DW For Super duplex stainless ASTM3275 and ASTM32760 grade. AWS A5.22 E2594T1-1,-4 DW-N625
 KOBE STEEL GROUP Spring 2010 products NEW PRODUCTS Super Duplex Stainless Flux Cored Wire DW-2594 For Super duplex stainless ASTM3275 and ASTM32760 grade. AWS A5.22 E2594T1-1,-4 Nickel Based Alloy Flux
KOBE STEEL GROUP Spring 2010 products NEW PRODUCTS Super Duplex Stainless Flux Cored Wire DW-2594 For Super duplex stainless ASTM3275 and ASTM32760 grade. AWS A5.22 E2594T1-1,-4 Nickel Based Alloy Flux
Welding wire. Wire types and designations
 Features Consumables for welding stainless steels and nickel-based alloys Welding wire for optimum corrosion properties MIG/MAG (GMAW) TIG (GTAW) Submerged arc (SAW) Product range Avesta Welding supplies
Features Consumables for welding stainless steels and nickel-based alloys Welding wire for optimum corrosion properties MIG/MAG (GMAW) TIG (GTAW) Submerged arc (SAW) Product range Avesta Welding supplies
Born from fire, made to endure NICKEL ALLOYS
 Born from fire, made to endure NICKEL ALLOYS Acroni is the largest slovenian steel manufacturer, which in order to produce steel recycles scrap in an electric arc furnace, casts it on continuous caster
Born from fire, made to endure NICKEL ALLOYS Acroni is the largest slovenian steel manufacturer, which in order to produce steel recycles scrap in an electric arc furnace, casts it on continuous caster
Hastelloy C-2000 (UNS N06200)
") Hastelloy C-2000 (UNS N06200) Hastelloy C-2000 is a versatile alloy that provides high resistance to variety of chemicals including sulfuric acid, hydrochloric acid and other strong acidic media. It offers
Hastelloy C-2000 (UNS N06200) Hastelloy C-2000 is a versatile alloy that provides high resistance to variety of chemicals including sulfuric acid, hydrochloric acid and other strong acidic media. It offers
ATI 825 ATI 825. Technical Data Sheet. Nickel-base Alloy INTRODUCTION PRODUCT FORMS SPECIFICATIONS & CERTIFICATES (UNS N08825)
") ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
Nickel Based Superalloy Hastelloy B-3 (UNS N10675)
") Nickel Based Superalloy Hastelloy B-3 (UNS N10675) Hastelloy B-3 is manufactured for providing excellent resistance to reducing acids at the different content %s and temperature limits. It shows better
Nickel Based Superalloy Hastelloy B-3 (UNS N10675) Hastelloy B-3 is manufactured for providing excellent resistance to reducing acids at the different content %s and temperature limits. It shows better
Specialty Metals are suppliers to the energy, mining, chemical, marine and pulp and paper industries.
 2015 Catalogue Specialty Metals are suppliers to the energy, mining, chemical, marine and pulp and paper industries. With well over 25 years of realiablity and service, we are your partner in procurement.
2015 Catalogue Specialty Metals are suppliers to the energy, mining, chemical, marine and pulp and paper industries. With well over 25 years of realiablity and service, we are your partner in procurement.
More than half a century of professional competence in welding. Made in Germany
 More than half a century of professional competence in welding Capilla special welding consumables Made in Germany Capilla Schweissmaterialien GmbH Industriegebiet Asemissen Westring 48 50 D-33818 Leopoldshoehe
More than half a century of professional competence in welding Capilla special welding consumables Made in Germany Capilla Schweissmaterialien GmbH Industriegebiet Asemissen Westring 48 50 D-33818 Leopoldshoehe
SANICRO 30 TUBE AND PIPE, SEAMLESS
 SANICRO 30 TUBE AND PIPE, SEAMLESS DATASHEET Sanicro 30 is a low-carbon version of Alloy 800 austenitic nickel-iron-chromium alloy. The grade is used for steam generator tubing in nuclear stations (PWR)
SANICRO 30 TUBE AND PIPE, SEAMLESS DATASHEET Sanicro 30 is a low-carbon version of Alloy 800 austenitic nickel-iron-chromium alloy. The grade is used for steam generator tubing in nuclear stations (PWR)
Sandvik 316 (Plate and sheet)
") Datasheet updated 2014 01 29 12:21:53 (supersedes all previous editions) Sandvik 316 (Plate and sheet) Sandvik 316 is a molybdenum alloyed austenitic chromium nickel steel. STANDARDS ASTM 316 UNS S31600
Datasheet updated 2014 01 29 12:21:53 (supersedes all previous editions) Sandvik 316 (Plate and sheet) Sandvik 316 is a molybdenum alloyed austenitic chromium nickel steel. STANDARDS ASTM 316 UNS S31600
Outokumpu 2507 UNS S32750
 UNS S32750 North American Version Imperial Units Design Features Very high strength High resistance to pitting, crevice, and general corrosion Very high resistance to chloride stress corrosion cracking
UNS S32750 North American Version Imperial Units Design Features Very high strength High resistance to pitting, crevice, and general corrosion Very high resistance to chloride stress corrosion cracking
SEASTROM Manufacturing Co., Inc Seastrom Street Twin Falls, Idaho Fax (208)
") MATERIAL CHARACTERISTICS - METAL Aluminum 2024 Aircraft Grade 1/3 the weight of steel Heat treat to increase hardness Good electrical conductivity (30% of copper) Good heat conductivity (70 btu/hr/ft²/
MATERIAL CHARACTERISTICS - METAL Aluminum 2024 Aircraft Grade 1/3 the weight of steel Heat treat to increase hardness Good electrical conductivity (30% of copper) Good heat conductivity (70 btu/hr/ft²/
71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding. Weld Metal - Chemistry
 Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
WELDING WIRES FOR MAG(CO 2 ) WELDING
 WELDING") WELDING WIRES FOR MAG(CO 2 ) WELDING Classification: EN 440 G4Si1 EN1668 WSG2 DIN 8559 SG 2 AWMES/AWS A 5.18 ER70S6 Description and Application: Solid copper coated welding wire for welding in gas shielding
WELDING WIRES FOR MAG(CO 2 ) WELDING Classification: EN 440 G4Si1 EN1668 WSG2 DIN 8559 SG 2 AWMES/AWS A 5.18 ER70S6 Description and Application: Solid copper coated welding wire for welding in gas shielding
Additional information regarding fabrication can be in the Welding and Fabrication brochrue.
 HASTELLOY X alloy Principal Features Strong and Oxidation Resistance HASTELLOY X alloy (UNS N06002 (W86002) is a nickel-chromium-iron-molybdenum alloy that possesses an exceptional combination of oxidation
HASTELLOY X alloy Principal Features Strong and Oxidation Resistance HASTELLOY X alloy (UNS N06002 (W86002) is a nickel-chromium-iron-molybdenum alloy that possesses an exceptional combination of oxidation
Rev. 02 SMT-625. AWS A5.14/ ASME SFA5.14 ERNiCrMo-3 JIS Z3334 YNiCrMo-3 EN ISO Ni 6625 (NiCr22Mo9Nb) HYUNDAI WELDING CO., LTD.
 HYUNDAI WELDING CO., LTD.") Rev. 02 AWS A5.14/ ASME SFA5.14 ERNiCrMo-3 JIS Z3334 YNiCrMo-3 EN ISO 18274 Ni 6625 (NiCr22Mo9Nb) HYUNDAI WELDING CO., LTD. 1/10 Specification AWS A5.14/ ASME SFA5.14 ERNiCrMo-3 JIS Z3334 YNiCrMo-3 EN
Rev. 02 AWS A5.14/ ASME SFA5.14 ERNiCrMo-3 JIS Z3334 YNiCrMo-3 EN ISO 18274 Ni 6625 (NiCr22Mo9Nb) HYUNDAI WELDING CO., LTD. 1/10 Specification AWS A5.14/ ASME SFA5.14 ERNiCrMo-3 JIS Z3334 YNiCrMo-3 EN
Austarc 12P. Austarc 13S GENERAL PURPOSE ELECTRODES - MILD STEEL GENERAL PURPOSE ELECTRODES - MILD STEEL 76 CONTENTS CLASSIFICATION: DESCRIPTION:
 GENERAL PURPOSE S - MILD STEEL Austarc 12P AS/NZS 4855-B E43 13 A AWS A5.1: E6013 A popular, easy starting, smooth running, all positional mild steel general purpose electrode. Austarc 12P has the extra
GENERAL PURPOSE S - MILD STEEL Austarc 12P AS/NZS 4855-B E43 13 A AWS A5.1: E6013 A popular, easy starting, smooth running, all positional mild steel general purpose electrode. Austarc 12P has the extra
SANDVIK 254 SMO TUBE AND PIPE, SEAMLESS
 SANDVIK 254 SMO TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 254 SMO is a high-alloy austenitic stainless steel developed for use in seawater and other aggressive chloride-bearing media. The steel is characterized
SANDVIK 254 SMO TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 254 SMO is a high-alloy austenitic stainless steel developed for use in seawater and other aggressive chloride-bearing media. The steel is characterized
ATI 718 ATI 718. Technical Data Sheet. Nickel-Base Superalloy INTRODUCTION FORMS AND CONDITIONS AVAILABLE SPECIFICATIONS. (UNS Designation N07718)
") ATI 718 Nickel-Base Superalloy (UNS Designation N07718) INTRODUCTION ATI 718 alloy (N07718) is an austenitic nickel-base superalloy which is used in applications requiring high strength to approximately
ATI 718 Nickel-Base Superalloy (UNS Designation N07718) INTRODUCTION ATI 718 alloy (N07718) is an austenitic nickel-base superalloy which is used in applications requiring high strength to approximately
SPECIAL STAINLESS STEELS 2205, 253MA, 254SMO, 904L
 SPECIAL STAINLESS STEELS 2205, 253MA, 254SMO, 904L Alloy 2205 (UNS S31803) Alloy 253MA (UNS S30815) Alloy 254SMO (UNS N08904) 904L (UNS S31254) A ferretic-austenitic stainless steel with a duplex structure
SPECIAL STAINLESS STEELS 2205, 253MA, 254SMO, 904L Alloy 2205 (UNS S31803) Alloy 253MA (UNS S30815) Alloy 254SMO (UNS N08904) 904L (UNS S31254) A ferretic-austenitic stainless steel with a duplex structure
HIGH QUALITY PRODUCTS FOR WELDING AND CLADDING
 HIGH QUALITY PRODUCTS FOR WELDING AND CLADDING DAIKO WELDING CONSUMABLES SPECIALIZED IN HIGH QUALITY PRODUCTS A COMPLETE RANGE OF CONSUMABLES FOR WELDING AND CLADDING: 2 3 The development of Daiko brand
HIGH QUALITY PRODUCTS FOR WELDING AND CLADDING DAIKO WELDING CONSUMABLES SPECIALIZED IN HIGH QUALITY PRODUCTS A COMPLETE RANGE OF CONSUMABLES FOR WELDING AND CLADDING: 2 3 The development of Daiko brand
ATI 321 /ATI 347 /ATI 348
 ATI 321 /ATI 347 /ATI 348 Stainless Steel: Austenitic (UNS S32100, S34700, S34800) GENERAL INFORMATION ATI 321 (UNS S32100), ATI 347 (UNS S34700), and ATI 348 (UNS S34800) alloys are stabilized stainless
ATI 321 /ATI 347 /ATI 348 Stainless Steel: Austenitic (UNS S32100, S34700, S34800) GENERAL INFORMATION ATI 321 (UNS S32100), ATI 347 (UNS S34700), and ATI 348 (UNS S34800) alloys are stabilized stainless
RA17-4 stainless. Introduction
 RA17-4 stainless Introduction RA17-4 is an age-hardening martensitic alloy combining high strength with the corrosion resistance of stainless steel. Hardening is achieved by a short-time, simple lowtemperature
RA17-4 stainless Introduction RA17-4 is an age-hardening martensitic alloy combining high strength with the corrosion resistance of stainless steel. Hardening is achieved by a short-time, simple lowtemperature
Tailor-Made Protectivity Cladding Filler Metals against Corrosion
 Tailor-Made Protectivity Cladding Filler Metals against Corrosion voestalpine Böhler Welding www.voestalpine.com/welding Cladding Product Line High-quality industrial-use cladding filler metals for anti-corrosion
Tailor-Made Protectivity Cladding Filler Metals against Corrosion voestalpine Böhler Welding www.voestalpine.com/welding Cladding Product Line High-quality industrial-use cladding filler metals for anti-corrosion
Matching consumables for type 800 alloys. Development history, metallurgy and performance. A W Marshall and J C M Farrar
 Matching consumables for type 800 alloys Development history, metallurgy and performance A W Marshall and J C M Farrar Page 1 of 13 Matching consumables for type 800 alloys Development history, metallurgy
Matching consumables for type 800 alloys Development history, metallurgy and performance A W Marshall and J C M Farrar Page 1 of 13 Matching consumables for type 800 alloys Development history, metallurgy
WELDING WIRES. Stainless Steel
 BARS WIRES WELDING WIRES Stainless Steel WELDING WIRES Company Profile The Journey of Venus Group Branched out from its domestic trading division, in 1990, Venus started production of stainless steel bars
BARS WIRES WELDING WIRES Stainless Steel WELDING WIRES Company Profile The Journey of Venus Group Branched out from its domestic trading division, in 1990, Venus started production of stainless steel bars
Additional information regarding fabrication can be in the Welding and Fabrication brochrue.
 HASTELLOY X alloy Principal Features Strong and Oxidation Resistance HASTELLOY X alloy (UNS N06002 (W86002) is a nickel-chromium-iron-molybdenum alloy that possesses an exceptional combination of oxidation
HASTELLOY X alloy Principal Features Strong and Oxidation Resistance HASTELLOY X alloy (UNS N06002 (W86002) is a nickel-chromium-iron-molybdenum alloy that possesses an exceptional combination of oxidation
Welding Electrodes & Alloys MADE IN THE UK PRODUCT GUIDE
 Welding Electrodes & Alloys MADE IN THE UK PRODUCT GUIDE MWA International - A division of Weldfast UK Ltd Company Profile: MWA international have been manufacturing welding rods in the United Kingdom
Welding Electrodes & Alloys MADE IN THE UK PRODUCT GUIDE MWA International - A division of Weldfast UK Ltd Company Profile: MWA international have been manufacturing welding rods in the United Kingdom
AL 29-4C AL 29-4C. Technical Data Sheet. Stainless Steel: Superferritic INTRODUCTION (UNS S44735)
") AL 29-4C Stainless Steel: Superferritic (UNS S44735) INTRODUCTION AL 29-4C alloy, is a superferritic stainless steel developed by ATI in the early 1980s specifically for power plant surface condenser tubing.
AL 29-4C Stainless Steel: Superferritic (UNS S44735) INTRODUCTION AL 29-4C alloy, is a superferritic stainless steel developed by ATI in the early 1980s specifically for power plant surface condenser tubing.
Special Metals Co., 3200 Riverside Dr., Huntington, WV U.S.A.
 A Comparison of the Properties of Corrosion-Resistant Alloys and : An Aid for Specifying the Most Cost Effective Materials for Demanding Applications (Revision 2, August 30, 2005) While commercially pure
A Comparison of the Properties of Corrosion-Resistant Alloys and : An Aid for Specifying the Most Cost Effective Materials for Demanding Applications (Revision 2, August 30, 2005) While commercially pure
Alloy Performance Guide
 Alloy Performance Guide People. Service. Expertise. I n v e n t o r y. People. Service. Expertise. Inventory. Table of Contents, Who We Are 2 Application Engineers 2 Heat Resistant Alloys 3 Corrosion Resistant
Alloy Performance Guide People. Service. Expertise. I n v e n t o r y. People. Service. Expertise. Inventory. Table of Contents, Who We Are 2 Application Engineers 2 Heat Resistant Alloys 3 Corrosion Resistant
BÖHLER WELDING FILLER MATERIAL SELECTION
 Lasting Connections BÖHLER WELDING FILLER MATERIAL SELECTION voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER SELECTION AWS COVERED ELECTRODES, TIG RODS, SOLID WIRES AND CORED WIRES Under
Lasting Connections BÖHLER WELDING FILLER MATERIAL SELECTION voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER SELECTION AWS COVERED ELECTRODES, TIG RODS, SOLID WIRES AND CORED WIRES Under
SANDVIK 3RE60 TUBE AND PIPE, SEAMLESS
 SANDVIK 3RE60 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3RE60 is a duplex (austenitic-ferritic) stainless steel characterized by the following properties: High resistance to stress corrosion cracking (SCC)
SANDVIK 3RE60 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3RE60 is a duplex (austenitic-ferritic) stainless steel characterized by the following properties: High resistance to stress corrosion cracking (SCC)
Sandvik SAF 2205 (Billets)
") Datasheet updated 2013 11 28 14:13:21 (supersedes all previous editions) Sandvik SAF 2205 (Billets) Sandvik SAF 2205 is a duplex (austenitic ferritic) stainless steel characterized by: High resistance
Datasheet updated 2013 11 28 14:13:21 (supersedes all previous editions) Sandvik SAF 2205 (Billets) Sandvik SAF 2205 is a duplex (austenitic ferritic) stainless steel characterized by: High resistance
Specification Product Form ASTM ASME AMS Federal or Military Plate, Sheet and Strip B 127 SB QQ-N-281 B 163 B165 B164 B564
 ATI 400 Nickel-Base Alloy (UNS N04400) INTRODUCTION ATI 400 alloy (UNS N04400) is a ductile nickel-copper alloy with resistance to a variety of corrosive conditions. The alloy is most frequently applied
ATI 400 Nickel-Base Alloy (UNS N04400) INTRODUCTION ATI 400 alloy (UNS N04400) is a ductile nickel-copper alloy with resistance to a variety of corrosive conditions. The alloy is most frequently applied
THE MISSING ELEMENT IS. Your single source for alloy consumables.
 THE MISSING ELEMENT IS Your single source for alloy consumables. ALUMINUM From the first stages of the manufacturing process to the last, Lincoln Electric is commited to producing the highest quality aluminum
THE MISSING ELEMENT IS Your single source for alloy consumables. ALUMINUM From the first stages of the manufacturing process to the last, Lincoln Electric is commited to producing the highest quality aluminum
316/316L STAINLESS STEEL
 316/316L STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Valve and Pump Trim Digesters Chemical Equipment Evaporators Pharmaceutical and Photographic Equipment Applications Potential Type 316 Stainless
316/316L STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Valve and Pump Trim Digesters Chemical Equipment Evaporators Pharmaceutical and Photographic Equipment Applications Potential Type 316 Stainless
ESSHETE 1250 TUBE AND PIPE, SEAMLESS
 ESSHETE 1250 TUBE AND PIPE, SEAMLESS DATASHEET Esshete 1250 is a fully austenitic chromium-nickel steel with excellent high- temperature strength and good resistance to corrosion in boiler applications.
ESSHETE 1250 TUBE AND PIPE, SEAMLESS DATASHEET Esshete 1250 is a fully austenitic chromium-nickel steel with excellent high- temperature strength and good resistance to corrosion in boiler applications.
Cast Irons, Ductile Irons & Malleable Irons
 Cast Irons, Ductile Irons & Malleable Irons CAST IRONS mium Sulfur Silicon Nickel Chro- Copper Alloying Elements TransverseTest Load Transverse Test Deflection at Center ksi Mpa Lbs. kn in. mm. HI-STRENGTH
Cast Irons, Ductile Irons & Malleable Irons CAST IRONS mium Sulfur Silicon Nickel Chro- Copper Alloying Elements TransverseTest Load Transverse Test Deflection at Center ksi Mpa Lbs. kn in. mm. HI-STRENGTH
CONTENTS. Foreword... xi Statements of Policy... xv Personnel... xvii Summary of Changes... xxvii
 CONTENTS Foreword... xi Statements of Policy... xv Personnel... xvii Summary of Changes... xxvii SUBPART 1 STRESS TABLES... 1 Statement of Policy on Information Provided in the Stress Tables... 1 Guideline
CONTENTS Foreword... xi Statements of Policy... xv Personnel... xvii Summary of Changes... xxvii SUBPART 1 STRESS TABLES... 1 Statement of Policy on Information Provided in the Stress Tables... 1 Guideline
Overmatching Superalloy Consumable Inco-weld 686CPT Broadens its Applications to Include Welding Super Austenitic and Super Duplex Stainless Steels
 Overmatching Superalloy Consumable Inco-weld 686CPT Broadens its Applications to Include Welding Super Austenitic and Super Duplex Stainless Steels P0468 Authors: Ph.D C. Thornton, B.Sc C. Cooper Special
Overmatching Superalloy Consumable Inco-weld 686CPT Broadens its Applications to Include Welding Super Austenitic and Super Duplex Stainless Steels P0468 Authors: Ph.D C. Thornton, B.Sc C. Cooper Special
Hot Tensile Testing of Dissimilar Welding of SA213TP-347H with SA213 T23
 Hot Tensile Testing of Dissimilar Welding of SA213TP-347H with SA213 T23 O. K. Thirugnanasambandam 1, Dr. T. Senthil Kumar 2 1 PG Student, University College of Engineering (BIT Campus), Trichy, India
Hot Tensile Testing of Dissimilar Welding of SA213TP-347H with SA213 T23 O. K. Thirugnanasambandam 1, Dr. T. Senthil Kumar 2 1 PG Student, University College of Engineering (BIT Campus), Trichy, India
Contents. 3.Main Production Equipment. 2.Product Introduction. 1.Company Profile
 Product Introduction Contents 1.Company Profile 2.Product Introduction 3.Main Production Equipment Marketing EUROPE ASIA N. AMERICA SUNE AFRICA S. AMERICA OCEANIA Hastelloy Series Hastelloy B Hastelloy
Product Introduction Contents 1.Company Profile 2.Product Introduction 3.Main Production Equipment Marketing EUROPE ASIA N. AMERICA SUNE AFRICA S. AMERICA OCEANIA Hastelloy Series Hastelloy B Hastelloy
!!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH.
 !!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL AND MATERIAL SAFETY
!!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL AND MATERIAL SAFETY
Filler Metals for Oil & Gas Downstream. voestalpine Böhler Welding.
 Filler Metals for Oil & Gas Downstream www.voestalpine.com/welding Joining 1/4 Unalloyed Steels Low-alloyed Pressure Vessel Steels Alloy Group Base Material Examples Welding Process Product Name Classification
Filler Metals for Oil & Gas Downstream www.voestalpine.com/welding Joining 1/4 Unalloyed Steels Low-alloyed Pressure Vessel Steels Alloy Group Base Material Examples Welding Process Product Name Classification
Hastelloy G-30 (UNS N06030) Chemical Composition
 Chemical Composition") Hastelloy G-30 (UNS N06030) Hastelloy G-30 is commonly used for providing excellent resistance to chemical conditions. It offers resistance to nitric acid, phosphoric acid, hydrochloric acid and hydrofluoric
Hastelloy G-30 (UNS N06030) Hastelloy G-30 is commonly used for providing excellent resistance to chemical conditions. It offers resistance to nitric acid, phosphoric acid, hydrochloric acid and hydrofluoric
PAGE 1/6 ZAPP PRECISION WIRE INCOLOY ALLOY 27-7MO (UNS S31277)
") ZAPP PRECISION WIRE INCOLOY ALLOY (UNS S31277) QUALITY SYSTEM CERTIFIED TO ISO 9001:2008 INCOLOY ALLOY (UNS S31277) WIRE FOR: _ Armoring applications on electromechanical cables _ Wirelines for down hole
ZAPP PRECISION WIRE INCOLOY ALLOY (UNS S31277) QUALITY SYSTEM CERTIFIED TO ISO 9001:2008 INCOLOY ALLOY (UNS S31277) WIRE FOR: _ Armoring applications on electromechanical cables _ Wirelines for down hole
Identification. Type Analysis
 Page 1 of 12 Unit Display: English Print Now Custom 455 Stainless E-Mail Datasheet Add to My Materials UNS Number S45500 Identification Type Analysis Carbon 0.05 % Manganese 0.50 % Phosphorus 0.040 % Sulfur
Page 1 of 12 Unit Display: English Print Now Custom 455 Stainless E-Mail Datasheet Add to My Materials UNS Number S45500 Identification Type Analysis Carbon 0.05 % Manganese 0.50 % Phosphorus 0.040 % Sulfur
HASTELLOY B-3 alloy Principal Features
 HASTELLOY B-3 alloy Principal Features Exceptional resistance to HCl and H 2 SO 4 and enhanced structural stability HASTELLOY B-3 alloy (UNS N10675) exhibits extremely high resistance to pure hydrochloric,
HASTELLOY B-3 alloy Principal Features Exceptional resistance to HCl and H 2 SO 4 and enhanced structural stability HASTELLOY B-3 alloy (UNS N10675) exhibits extremely high resistance to pure hydrochloric,
These elements are in carbon steels in minimal amounts, usually less than 1%.
 Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
short name: NR* technical product sheet created :57 1/10 seamless tube EN tol. acc. EN/ISO 1127 NR ,0 0,075 4,0 0,125
 technical product sheet short name: NR* seamless tube EN 10216-5 tol. acc. EN/ISO 1127 Art.-Nr. kg s D NR-033-020 NR-030-040 NR-030-030 NR-030-020 NR-030-016 NR-028-035 NR-026-032 NR-026-026 NR-026-023
technical product sheet short name: NR* seamless tube EN 10216-5 tol. acc. EN/ISO 1127 Art.-Nr. kg s D NR-033-020 NR-030-040 NR-030-030 NR-030-020 NR-030-016 NR-028-035 NR-026-032 NR-026-026 NR-026-023
Forta SDX 2507 EN , ASTM UNS S32750
 Forta SDX 2507 EN 1.4410, ASTM UNS S32750 General characteristics Forta SDX 2507 is a super duplex product with higher corrosion resistance and mechanical strength than Forta DX 2205. Often used in extremely
Forta SDX 2507 EN 1.4410, ASTM UNS S32750 General characteristics Forta SDX 2507 is a super duplex product with higher corrosion resistance and mechanical strength than Forta DX 2205. Often used in extremely
2YEARS. A Single Source for Welding Solutions. Panasonic PRODUCT CATALOGUE. iabco Q u a l i t y A s s u r e d. ideas for l ife
 A Single Source for Welding Solutions A forerunner in supporting services to the. Importers & Distributors of International Quality Welding Products Welding Products Company Panasonic ideas for l ife HUNTINGDON
A Single Source for Welding Solutions A forerunner in supporting services to the. Importers & Distributors of International Quality Welding Products Welding Products Company Panasonic ideas for l ife HUNTINGDON
Repair Ability of Incoloy 800 in Vent Gas Wash Tower Pipe System
 AIJSTPME (2012) 5(2): 39-44 Repair Ability of Incoloy 800 in Vent Gas Wash Tower Pipe System Poopat B. Department of Production Engineering, Faculty of Engineering, KMUTT, Bangkok, Thailand Warinsiriruk
AIJSTPME (2012) 5(2): 39-44 Repair Ability of Incoloy 800 in Vent Gas Wash Tower Pipe System Poopat B. Department of Production Engineering, Faculty of Engineering, KMUTT, Bangkok, Thailand Warinsiriruk
Setting the Standard for Excellence.
 Setting the Standard for Excellence. Williams Metals and Welding Alloys, Inc. Providing Welding & Metals Solutions for Over 0 Years Williams Metals and Welding Alloys is a multi-location supplier of welding
Setting the Standard for Excellence. Williams Metals and Welding Alloys, Inc. Providing Welding & Metals Solutions for Over 0 Years Williams Metals and Welding Alloys is a multi-location supplier of welding
GTAW Wires for Stainless Steel
 GTAW Wires for Stainless Steel Products Classification Typical chemical composition (wt %) AWS JIS EN C Mn Si Cr Ni Mo others KTS-307Si W 18 8 Mn 0.06 6.20 0.41 19.30 8.10 KTS-307HM W 18 8 Mn 0.06 6.20
GTAW Wires for Stainless Steel Products Classification Typical chemical composition (wt %) AWS JIS EN C Mn Si Cr Ni Mo others KTS-307Si W 18 8 Mn 0.06 6.20 0.41 19.30 8.10 KTS-307HM W 18 8 Mn 0.06 6.20
VDM Alloy 80 A Nicrofer 7520 Ti
 VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
World's Largest Inventory of Heat- and Corrosion-Resistant Alloys
 World's Largest Inventory of Heat- and Corrosion-Resistant Alloys Thousands of Combinations of Alloy, Forms and Sizes in Stock! We are stocked and staffed to give you unequaled service in supplying your
World's Largest Inventory of Heat- and Corrosion-Resistant Alloys Thousands of Combinations of Alloy, Forms and Sizes in Stock! We are stocked and staffed to give you unequaled service in supplying your
Nominal Composition. Weight %
 HASTELLOY HYBRID-BC1 Principal Features High Resistance to Hydrochloric Acid, Sulfuric Acid, Pitting, and Crevice Corrosion HASTELLOY HYBRID-BC1 (UNS N10362) alloy possesses much higher resistance to hydrochloric
HASTELLOY HYBRID-BC1 Principal Features High Resistance to Hydrochloric Acid, Sulfuric Acid, Pitting, and Crevice Corrosion HASTELLOY HYBRID-BC1 (UNS N10362) alloy possesses much higher resistance to hydrochloric
NITRONIC 19D LEAN DUPLEX STAINLESS STEEL
 Chemical Processing Desalination/Water Treatment Oil Field Undersea Tubing AK STEEL NITRONIC 19D STAINLESS STEEL is a molybdenum-free, low nickel lean duplex stainless steel. The combination of strength,
Chemical Processing Desalination/Water Treatment Oil Field Undersea Tubing AK STEEL NITRONIC 19D STAINLESS STEEL is a molybdenum-free, low nickel lean duplex stainless steel. The combination of strength,
HASTELLOY G-30 alloy Principal Features
 HASTELLOY G-30 alloy Principal Features 30 years of proven performance in wet process phosphoric acid HASTELLOY G-30 alloy (UNS # N06030) is a nickel-chromium-iron material highly resistant to wet process
HASTELLOY G-30 alloy Principal Features 30 years of proven performance in wet process phosphoric acid HASTELLOY G-30 alloy (UNS # N06030) is a nickel-chromium-iron material highly resistant to wet process
HASTELLOY G-35 alloy. Nominal Composition. Weight % O 5
 HASTELLOY G-35 alloy Principal Features A nickel alloy with exceptional resistance to wet process phosphoric acid HASTELLOY G-35 alloy (UNS N06035) was designed to resist wet process phosphoric acid (P
HASTELLOY G-35 alloy Principal Features A nickel alloy with exceptional resistance to wet process phosphoric acid HASTELLOY G-35 alloy (UNS N06035) was designed to resist wet process phosphoric acid (P
MICROFUSION Maintenance Welding Alloys DM - 6
 MICROFUSION STEEL DM - 6 FERRITE BALANCED ALLOY FOR ALL STEELS GIVING SUPER STRENGTH Provides exceptional strength A non-cracking alloy for all steels Special "Ionized Arc Transfer drastically reduces
MICROFUSION STEEL DM - 6 FERRITE BALANCED ALLOY FOR ALL STEELS GIVING SUPER STRENGTH Provides exceptional strength A non-cracking alloy for all steels Special "Ionized Arc Transfer drastically reduces
15 Cr-Cb ULTRA FORM STAINLESS STEEL
 15 Cr-Cb ULTRA FORM STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Good Elevated Temperature Strength Weldable Oxidation Resistance Resistant to Intergranular Corrosion Fine Uniform Formable Grain
15 Cr-Cb ULTRA FORM STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Good Elevated Temperature Strength Weldable Oxidation Resistance Resistant to Intergranular Corrosion Fine Uniform Formable Grain
INCONEL alloy 693. Publication Number SMC-043 Copyright Special Metals Corporation, 2005 (Feb 05)
") www.specialmetals.com alloy 693 - Excellent Resistance to Metal Dusting and High Corrosion alloy 693 (UNS N6693) is a new alloy from Special Metals which offers resistance to high temperature corrosion
www.specialmetals.com alloy 693 - Excellent Resistance to Metal Dusting and High Corrosion alloy 693 (UNS N6693) is a new alloy from Special Metals which offers resistance to high temperature corrosion