Emitter-Material A complex system. Marios Constantinou, M.Sc. Professorship of Plastics Engineering Technische Universität Chemnitz
|
|
|
- Anastasia Phillips
- 6 years ago
- Views:
Transcription

1 Emitter-Material A complex system Presenter: Marios Constantinou, M.Sc. Professorship of Plastics Engineering Technische Universität Chemnitz 1
2 Agenda 1. The infrared (IR) welding process 2. Interactions between emitter and material 3. Approach to the IR-welding of plastics 4. Summary 5. Outlook / Current research 2
3 Joining pressure Joining path Joining path The infrared (IR) welding process Process phases IR welding I. Radiation II. Changeover III. Joining I II III I II III Joining path Time Time 3
4 The IR-welding process Process comparison Relevant parameters IR-welding Hot plate welding Emission behaviour - Emitter: Type of emitter (short-, midwave) Hot plate temperature Power of emitter Emitter distance Absorption behaviour - Material: Absorption Heat conduction Reflection Heat conduction Heating time Joining pressure Joining path Hold phase Heating time Joining pressure Joining path Hold phase 4



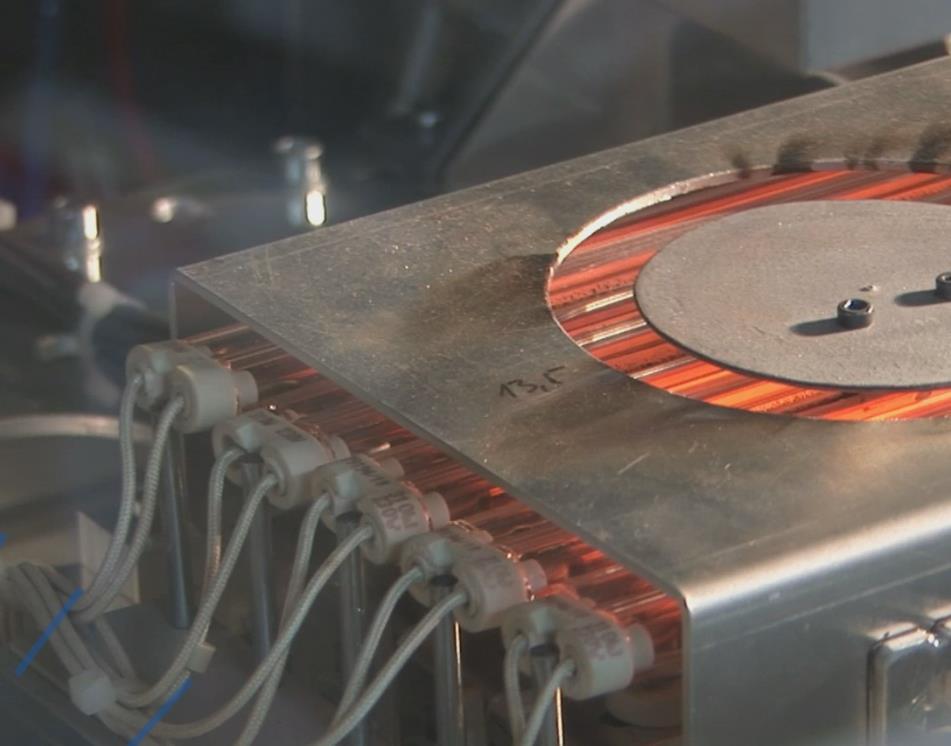
5 The IR-welding process Common infrared emitters used for the welding of plastics Medium-wave metal strip radiator Surface temperature C Usual Components : Aluminum housing Ceramic carrier Metal foil MW Short-wave twin tube quartz glass radiator Surface temperature C Usual Components : Evacuated quartz glass tube Gold reflector Metal wire SW 5


6 The IR-welding process Applications Source: Frimo Source: Frimo Source: Frimo 6 Source: Odelo
7 Agenda 1. The infrared (IR) welding process 2. Interactions between emitter and material 3. Approach to the IR-welding of plastics 4. Summary 5. Outlook / Current research 7
8 Emitter-material interactions Main influences on emitter-material interactions Emission behaviour of emitter Absorption behaviour of material Type of emitter (SW, MW) Emitter distance Power of emitter Material Fillers (e.g. carbon black, glass fibres) Morphology of material 8
9 Emitter-material interactions Main influences on emitter-material interactions Emission behaviour of emitter Absorption behaviour of material Type of emitter (SW, MW) Emitter distance Power of emitter Material Fillers (e.g. carbon black, glass fibres) Morphology of material 9
![Melt layer thickness L 0 [mm] Emitter-material interactions Emission behaviour Influence of emitter type (PP-natural coloured) Medium-wave Short-wave MW SW Emitter](/docs-images/78/77626729/images/10-3.jpg "distance x [mm] MW: Required emitter distances are lower. 10 SW: Influence of distance changes is lower.")
10 Melt layer thickness L 0 [mm] Emitter-material interactions Emission behaviour Influence of emitter type (PP-natural coloured) Medium-wave Short-wave MW SW Emitter distance x [mm] MW: Required emitter distances are lower. 10 SW: Influence of distance changes is lower. Source: Diss Fuhrich, Technische Universität Chemnitz, 2013
11 Emitter-material interactions Emission behaviour of emitter/ Absorption behaviour of material Absorption spectrum of material results in emitter-material interactions. Depth of optical penetration/ Absorption behaviour is depending on: Wavelength of IR-radiation Chemical composition of plastic Fillers Near-surface absorption Volume absorption Plastic part Intensity decrease Plastic part Intensity decrease T T x x x x 11


12 Radiation intensity Radiation intensity Emitter-material interactions Absorption behaviour of material Influence of fillers Natural coloured MW SW Carbon black filled MW SW Layer thickness Layer thickness Equal heating parameters (SW) 12
![Melt layer thickness L 0 [mm] Emitter-material interactions Absorption behaviour of material (PA66) Influence of fillers 1,4 1,2 1,0 0,8 0,6 MW Natural coloured Black GF natural coloured GF black](/docs-images/78/77626729/images/13-1.jpg "0,4 0,2 0,0 0 5 10 15 20 25 30 35 40 45 50 55 60 Heating time t E [s] Carbon black and glass fibres cause a reduction of the heating time 13 Source: Diss Fuhrich, Technische Universität Chemnitz,")
13 Melt layer thickness L 0 [mm] Emitter-material interactions Absorption behaviour of material (PA66) Influence of fillers 1,4 1,2 1,0 0,8 0,6 MW Natural coloured Black GF natural coloured GF black 0,4 0,2 0, Heating time t E [s] Carbon black and glass fibres cause a reduction of the heating time 13 Source: Diss Fuhrich, Technische Universität Chemnitz, 2013
![Melt layer thickness L 0 [mm] Emitter-material interactions Absorption behaviour of material (PA66) Influence of fillers 1,4 1,2 1,0 0,8 0,6 KW Natural coloured Black GF natural coloured GF black](/docs-images/78/77626729/images/14-1.jpg "0,4 0,2 0,0 0 5 10 15 20 25 30 35 40 45 50 55 60 Heating time t E [s] Carbon black leads to a change from volume to near-surface absorption 14 Source: Diss Fuhrich, Technische Universität Chemnitz,")
14 Melt layer thickness L 0 [mm] Emitter-material interactions Absorption behaviour of material (PA66) Influence of fillers 1,4 1,2 1,0 0,8 0,6 KW Natural coloured Black GF natural coloured GF black 0,4 0,2 0, Heating time t E [s] Carbon black leads to a change from volume to near-surface absorption 14 Source: Diss Fuhrich, Technische Universität Chemnitz, 2013




15 Equal joining pressures Structures of welded joints PP-H natural coloured MW Emitter-material interactions Welding factor 1,0 SW 15 Welding factor 1,0 Failure behaviour of IR-welded natural coloured PP-H in tensile creep test acc. to DVS (SW, joining pressure = 0,25 N/mm², test duration = 1630 h)
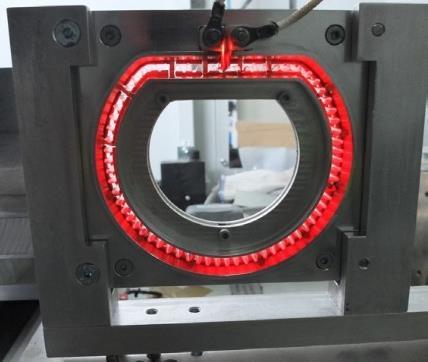
16 Emitter-material interactions Processing effects Local fibre orientation Material: PA66-CF20 Emitter: SW Equal material/ equal heating parameters Different fusion behaviour Influence of fibre orientation 4 mm Near the gate (cutted edge) Gate 3-layer-structure (schematic) Flow direction of melt Injection moulded sheet Away from the gate (moulded edge) 4 mm 16
17 Tear strength [N/mm²] Emitter-material interactions Processing effects Global fibre orientation Material: PA66-CF20 Emitter: SW, MW Fusion behaviour is affected by the fibre orientations Mechanical weld properties determined by fibre orientations PA66 (unreinforced) IR-Emitter SW Sample [No.] MW Injection moulded sheet (PA66 CF) 17
18 Agenda 1. The infrared (IR) welding process 2. Interactions between emitter and material 3. Approach to the IR-welding of plastics 4. Summary 5. Outlook / Current research 18
19 Approach to the IR-welding of plastics Initial input Part design Material IR-welding of plastics 1. Selection of emitter system (SW, MW) Depends on part dimensions, radii, warpage, wall thicknesses etc. 2. Fusion tests on parts Influence of fillers on heating times etc. Determination of material resistance against thermal oxidation Definition of emitter distance-heating time-combinations 3. Welding trials (optional) Variation of process parameters, e.g. joining pressure, changeover time Transfer of optimum parameters to production process 19
20 Agenda 1. The infrared (IR) welding process 2. Interactions between emitter and material 3. Approach to the IR-welding of plastics 4. Summary 5. Outlook / Current research 20
21 Summary Advantages of IR-welding No physical contact to parts during heating phase (no material sticking, wear) High flexibility in weld design High degree of automation High weld strengths possible Without alternatives for specific applications made of technical/ fibre reinforced plastics IR-welding offers high potential e.g. for the joining of FRP Challenging correlations require an accurate process planning 21
22 Agenda 1. The infrared (IR) welding process 2. Interactions between emitter and material 3. Approach to the IR-welding of plastics 4. Summary 5. Outlook / Current research 22


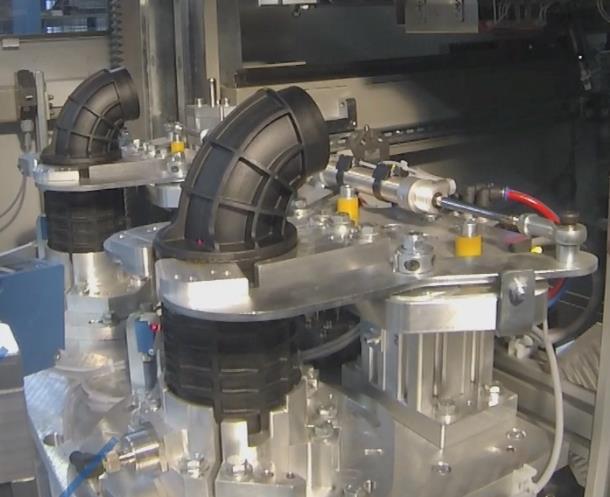
23 Current research Joining of hollow parts made of organic sheets Motivation State of the art: Flanged butt joint Source: LKT Erlangen Source: Johnson Controls Twin-O-Sheet sample CAMISMA backrest Objective: Overlap joint in hollowparts made of organic sheets Advantages of overlap joints Fibre orientation in direction of load path Maximum utilisation of fibre orientation Increased potential of light weight construction by material savings possible 23
![Breaking force [kn] Non-welded - Organic sheet PA6-GF46 Welded - Overlap Joining of hollow parts made of organic sheets Results 16 Current research 14 12 10 8 6 4 2 0 Welded- Flange 87](/docs-images/78/77626729/images/24-1.jpg "% 5 % Welding setup Breaking force PA6-Matrix = 3,2 kn Breaking force of overlap joint considerably higher than matrix value 24 Reinforcement by fibres along the joint plane is")
24 Breaking force [kn] Non-welded - Organic sheet PA6-GF46 Welded - Overlap Joining of hollow parts made of organic sheets Results 16 Current research Welded- Flange 87 % 5 % Welding setup Breaking force PA6-Matrix = 3,2 kn Breaking force of overlap joint considerably higher than matrix value 24 Reinforcement by fibres along the joint plane is possible
25 Thanks for your attention! Contact: TU Chemnitz Professorship of Plastics Engineering Marios Constantinou Tel.: +49 (0)
Infrared welding of continuous fibre-reinforced thermoplastics Investigations on overlapping joints
 Chemnitz University of Technology Department of Mechanical Engineering Professorship of Plastics Engineering - Prof. Dr.-Ing. Michael Gehde Infrared welding of continuous fibre-reinforced thermoplastics
Chemnitz University of Technology Department of Mechanical Engineering Professorship of Plastics Engineering - Prof. Dr.-Ing. Michael Gehde Infrared welding of continuous fibre-reinforced thermoplastics
The most efficient way of transforming sunlight into heat
 The most efficient way of transforming sunlight into heat TiNOX, The Energy Trap Decisive for highest performance of a solar absorber plate is: - highest possible absorption of solar radiation - minimum
The most efficient way of transforming sunlight into heat TiNOX, The Energy Trap Decisive for highest performance of a solar absorber plate is: - highest possible absorption of solar radiation - minimum
L 18 Thermodynamics [3] Thermodynamics- review. electromagnetic spectrum. radiation. What produces thermal radiation?
![L 18 Thermodynamics [3] Thermodynamics- review. electromagnetic spectrum. radiation. What produces thermal radiation?](/thumbs/87/96937790.jpg "L 18 Thermodynamics [3] Thermodynamics- review. electromagnetic spectrum. radiation. What produces thermal radiation?") L 18 Thermodynamics [3] Heat transfer processes convection conduction Physics of the atmosphere the ozone layer Greenhouse effect climate change Thermodynamics- review Thermodynamics is the science dealing
L 18 Thermodynamics [3] Heat transfer processes convection conduction Physics of the atmosphere the ozone layer Greenhouse effect climate change Thermodynamics- review Thermodynamics is the science dealing
Laser Welding of Engineering Plastics
 Laser Welding of Engineering Plastics Technical Information Further information on individual products: www.ultramid.de www.ultradur-lux.basf.com www.ultrason.de www.plasticsportal.eu/ultraform 2 LASER
Laser Welding of Engineering Plastics Technical Information Further information on individual products: www.ultramid.de www.ultradur-lux.basf.com www.ultrason.de www.plasticsportal.eu/ultraform 2 LASER
Paint and Lacquer Curing Infrared Emitters and UV Lamps Provide an Efficient Combination
 Hanau, January 2014 Paint and Lacquer Curing Infrared Emitters and UV Lamps Provide an Efficient Combination Drying of varnishes on metal plates, curing of coatings on lamp housings - in the industrial
Hanau, January 2014 Paint and Lacquer Curing Infrared Emitters and UV Lamps Provide an Efficient Combination Drying of varnishes on metal plates, curing of coatings on lamp housings - in the industrial
LASER TRANSMISSION WELDING OF THERMOPLASTIC POLYURETHANES: A ROBUST PROCESS WITH HIGH RELIABILITY
 21 st International Conference on Composite Materials Xi an, 20-25 th August 2017 LASER TRANSMISSION WELDING OF THERMOPLASTIC POLYURETHANES: A ROBUST PROCESS WITH HIGH RELIABILITY R. Staehr 1, V. Wippo
21 st International Conference on Composite Materials Xi an, 20-25 th August 2017 LASER TRANSMISSION WELDING OF THERMOPLASTIC POLYURETHANES: A ROBUST PROCESS WITH HIGH RELIABILITY R. Staehr 1, V. Wippo
ERTALON Extruded Products
 ERTALON Extruded Products Polyamides (PA) Main Characteristics: High mechanical strength, stiffness, hardness and toughness Excellent resilience High mechanical damping ability Good sliding properties
ERTALON Extruded Products Polyamides (PA) Main Characteristics: High mechanical strength, stiffness, hardness and toughness Excellent resilience High mechanical damping ability Good sliding properties
AGRU liner pipes MADE OF PVDF, ECTFE, FEP, PFA
 AGRU liner pipes MADE OF PVDF, ECTFE, FEP, PFA EN The Plastics Experts. The AGRU success story already spans seven decades. Founded in 1948 by Alois Gruber Sen., the company is now counted among the most
AGRU liner pipes MADE OF PVDF, ECTFE, FEP, PFA EN The Plastics Experts. The AGRU success story already spans seven decades. Founded in 1948 by Alois Gruber Sen., the company is now counted among the most
Convection. L 18 Thermodynamics [3] Conduction. heat conduction. radiation
![Convection. L 18 Thermodynamics [3] Conduction. heat conduction. radiation](/thumbs/72/66535645.jpg "Convection. L 18 Thermodynamics [3] Conduction. heat conduction. radiation") L 18 Thermodynamics [3] Heat transfer processes convection conduction Thermodynamics of the atmosphere Greenhouse effect and climate change Effect of the ozone layer Convection heat is transferred from
L 18 Thermodynamics [3] Heat transfer processes convection conduction Thermodynamics of the atmosphere Greenhouse effect and climate change Effect of the ozone layer Convection heat is transferred from
THERMOPLASTIC COMPOSITE PARTS BASED ON ONLINE SPUN COMMINGLED HYBRID YARNS WITH CONTINUOUS CURVILINEAR FIBRE PATTERNS
 THERMOPLASTIC COMPOSITE PARTS BASED ON ONLINE SPUN COMMINGLED HYBRID YARNS WITH CONTINUOUS CURVILINEAR FIBRE PATTERNS E. Richter a*, K. Uhlig a, A. Spickenheuer a, L. Bittrich a, E. Mäder a,b, G. Heinrich
THERMOPLASTIC COMPOSITE PARTS BASED ON ONLINE SPUN COMMINGLED HYBRID YARNS WITH CONTINUOUS CURVILINEAR FIBRE PATTERNS E. Richter a*, K. Uhlig a, A. Spickenheuer a, L. Bittrich a, E. Mäder a,b, G. Heinrich
Thermal performance of Aluminised Steel: Ceramicx vs competitor
 TITLE Thermal performance of Aluminised Steel: Ceramicx vs competitor DOCUMENT NUMBER CCII - 00117 VERSION V1.1 AUTHOR Dr Peter Marshall DATE CREATED 23 August 2017 CERAMICX CENTRE FOR INFRARED INNOVATION
TITLE Thermal performance of Aluminised Steel: Ceramicx vs competitor DOCUMENT NUMBER CCII - 00117 VERSION V1.1 AUTHOR Dr Peter Marshall DATE CREATED 23 August 2017 CERAMICX CENTRE FOR INFRARED INNOVATION
TECHNICAL DATA SHEET GRILON AG-30 H
 TECHNICAL DATA SHEET GRILON AG-30 H BLACK 9836 Product description Grilon AG-30 H black 9836 is a normal viscosity, specially heat stabilised PA 66 injection moulding grade with 30% glass fibres. Grilon
TECHNICAL DATA SHEET GRILON AG-30 H BLACK 9836 Product description Grilon AG-30 H black 9836 is a normal viscosity, specially heat stabilised PA 66 injection moulding grade with 30% glass fibres. Grilon
Convection Conduction
 L 18 Thermodynamics [3] Review Heat transfer processes convection conduction Greenhouse effect Climate change Ozone layer Review The temperature of a system is a measure of the average kinetic energy of
L 18 Thermodynamics [3] Review Heat transfer processes convection conduction Greenhouse effect Climate change Ozone layer Review The temperature of a system is a measure of the average kinetic energy of
TECHNICAL DATA SHEET GRILON TSG-30/4 V0
 TECHNICAL DATA SHEET GRILON TSG-30/4 V0 Product Description Grilon TSG-30/4 V0 is a heat stabilised, flameretardant, self-extinguishing engineering thermoplastic, reinforced with glass-fibre 30% (by weight)
TECHNICAL DATA SHEET GRILON TSG-30/4 V0 Product Description Grilon TSG-30/4 V0 is a heat stabilised, flameretardant, self-extinguishing engineering thermoplastic, reinforced with glass-fibre 30% (by weight)
Laser welding of polymers
 Laser welding of polymers State of the art and innovative trends - Part I Dipl.-Ing. Andrei Boglea 1 st Internal Workshop Laser welding - a versatile process for the high performance production of polymeric
Laser welding of polymers State of the art and innovative trends - Part I Dipl.-Ing. Andrei Boglea 1 st Internal Workshop Laser welding - a versatile process for the high performance production of polymeric
L 18 Thermodynamics [3]
![L 18 Thermodynamics [3]](/thumbs/89/100347866.jpg "L 18 Thermodynamics [3]") L 18 Thermodynamics [3] Review Heat transfer processes convection conduction Greenhouse effect Climate change Ozone layer Review Internal energy sum of all the energy of all atoms in a system The temperature
L 18 Thermodynamics [3] Review Heat transfer processes convection conduction Greenhouse effect Climate change Ozone layer Review Internal energy sum of all the energy of all atoms in a system The temperature
FLEXIBLE & AUTOMATED PRODUCTION OF COMPOSITE PARTS
 FLEXIBLE & AUTOMATED PRODUCTION OF COMPOSITE PARTS C. Brecher, A. Kermer-Meyer *, M. Emonts Fraunhofer Institute for Production Technology IPT, Department for Fiber-reinforced Plastics and Laser System
FLEXIBLE & AUTOMATED PRODUCTION OF COMPOSITE PARTS C. Brecher, A. Kermer-Meyer *, M. Emonts Fraunhofer Institute for Production Technology IPT, Department for Fiber-reinforced Plastics and Laser System
Large plastic pipe technology. Large diameter pressure pipe. up to DN/ID 5000 mm
 Large plastic pipe technology Large diameter pressure pipe up to DN/ID 5000 mm Powerful and designed according to YOUR specifications Large diameter pressure pipes No sagging and less wallthickness saves
Large plastic pipe technology Large diameter pressure pipe up to DN/ID 5000 mm Powerful and designed according to YOUR specifications Large diameter pressure pipes No sagging and less wallthickness saves
TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL
 TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL Product description Grivory GV-5H natural is a 50% glass-fibre reinforced engineering thermoplastic material based on a combination of semicrystalline Polyamide
TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL Product description Grivory GV-5H natural is a 50% glass-fibre reinforced engineering thermoplastic material based on a combination of semicrystalline Polyamide
Ultrason E, S, P (PESU, PSU, PPSU) Product Range
 Product Range") Ultrason E, S, P (PESU, PSU, PPSU) Product Range Ultrason (PESU / PSU / PPSU ) Ultrason E Polyethersulfone ( PESU ) Ultrason S Polysulfone ( PSU ) Ultrason P Polyphenylsulfone ( PPSU ) Ultrason products
Ultrason E, S, P (PESU, PSU, PPSU) Product Range Ultrason (PESU / PSU / PPSU ) Ultrason E Polyethersulfone ( PESU ) Ultrason S Polysulfone ( PSU ) Ultrason P Polyphenylsulfone ( PPSU ) Ultrason products
TECHNICAL DATA SHEET GRILON TS V0
 TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
THE INFLUENCE OF MOISTURE CONTENT ON THE HEAT AFFECTED ZONE AND THE RESULTING IN-PLANE SHEAR STRENGTH OF LASER CUT THERMOPLASTIC CFRP
 ECCM16-16 TH EUROPEAN CONFERENCE ON COMPOSITE MATERIALS, Seville, Spain, 22-26 June 214 THE INFLUENCE OF MOISTURE CONTENT ON THE HEAT AFFECTED ZONE AND THE RESULTING IN-PLANE SHEAR STRENGTH OF LASER CUT
ECCM16-16 TH EUROPEAN CONFERENCE ON COMPOSITE MATERIALS, Seville, Spain, 22-26 June 214 THE INFLUENCE OF MOISTURE CONTENT ON THE HEAT AFFECTED ZONE AND THE RESULTING IN-PLANE SHEAR STRENGTH OF LASER CUT
TECHNICAL DATA SHEET GRILAMID LV-3H
 TECHNICAL DATA SHEET GRILAMID LV-3H Product description Grilamid LV-3H is a 30% glass fibre reinforced, heat stabilised polyamide 12 injection moulding grade with the following product profile Good chemical
TECHNICAL DATA SHEET GRILAMID LV-3H Product description Grilamid LV-3H is a 30% glass fibre reinforced, heat stabilised polyamide 12 injection moulding grade with the following product profile Good chemical
Hot gas welding of polyamides
 Hot gas welding of polyamides KVT Bielefeld GmbH Telephone: +49 521 / 93 20 7-0 Email: info@kvt-bielefeld.de Werkering 6 33609 Bielefeld Fax: +49 521 / 93 20 711 Web: www.kvt-bielefeld.de KVT Bielefeld
Hot gas welding of polyamides KVT Bielefeld GmbH Telephone: +49 521 / 93 20 7-0 Email: info@kvt-bielefeld.de Werkering 6 33609 Bielefeld Fax: +49 521 / 93 20 711 Web: www.kvt-bielefeld.de KVT Bielefeld
Welding Efficiency & Learning Defects (W.E.L.D) Cards A
 Cards A") Welding Efficiency & Learning Defects (W.E.L.D) Cards 1033480-01A Ideal weld path and look for tee and butt joints Definition The proper weld filament, consistent path and fusion. Tee Joint V-Groove Joint
Welding Efficiency & Learning Defects (W.E.L.D) Cards 1033480-01A Ideal weld path and look for tee and butt joints Definition The proper weld filament, consistent path and fusion. Tee Joint V-Groove Joint
Highlights AKRO-PLASTIC
 Highlights AKRO-PLASTIC AKRO-PLASTIC GmbH Member of the Feddersen Group AKROMID HI Skid protection B3 GF 30 S1 natural (2091) Broad product spectrum unreinforced and reinforced S1 modification: cold impact
Highlights AKRO-PLASTIC AKRO-PLASTIC GmbH Member of the Feddersen Group AKROMID HI Skid protection B3 GF 30 S1 natural (2091) Broad product spectrum unreinforced and reinforced S1 modification: cold impact
Low-Melting Composite Filler Metals
 Low-Melting Composite Filler Metals B. Wielage, I. Hoyer, S. Weis Chemnitz University of Technology, Institute of Materials Science and Engineering Erfenschlager Straße 73, 09125 Chemnitz, Germany sebastian.weis@mb.tu-chemnitz.de
Low-Melting Composite Filler Metals B. Wielage, I. Hoyer, S. Weis Chemnitz University of Technology, Institute of Materials Science and Engineering Erfenschlager Straße 73, 09125 Chemnitz, Germany sebastian.weis@mb.tu-chemnitz.de
SUMMARY AND CONCLUSION
 5 SUMMARY AND CONCLUSION Energy in the form of heat is required for diverse applications in various sectors including domestic, agricultural, commercial and industrial sectors. As there is a gap between
5 SUMMARY AND CONCLUSION Energy in the form of heat is required for diverse applications in various sectors including domestic, agricultural, commercial and industrial sectors. As there is a gap between
TECHNICAL DATA SHEET GRILON AG-35
 TECHNICAL DATA SHEET GRILON AG-35 Grilon AG-35 is a heat stabilised, normal viscosity PA 66 injection moulding grade with 35% glass fibres. High stiffness High tensile strength High heat distortion temperature
TECHNICAL DATA SHEET GRILON AG-35 Grilon AG-35 is a heat stabilised, normal viscosity PA 66 injection moulding grade with 35% glass fibres. High stiffness High tensile strength High heat distortion temperature
Unit 156: Polymer Manufacturing Processes
 Unit 156: Polymer Manufacturing Processes Unit code J/615/3315 Unit level 4 Credit value 15 Aim This unit is designed to develop students knowledge and understanding of the main manufacturing processes
Unit 156: Polymer Manufacturing Processes Unit code J/615/3315 Unit level 4 Credit value 15 Aim This unit is designed to develop students knowledge and understanding of the main manufacturing processes
MECHANICAL AND PHYSICAL PROPRIETIES
 Kera-Coat Ceramic Coatings are Special Ceramic Coating defined as a substantially vitreous or glassy inorganic coating bonded to metal by fusion at a temperature above 800 F. In this short abstract we
Kera-Coat Ceramic Coatings are Special Ceramic Coating defined as a substantially vitreous or glassy inorganic coating bonded to metal by fusion at a temperature above 800 F. In this short abstract we
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL
 TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
Ultraform (POM) AT Product Range
 AT Product Range") Ultraform (POM) AT Product Range Ultraform AT (POM) Ultraform is the trade name for the range of thermoplastic polyoxymethylene copolymers from BASF. Products from the new plant in Korea are identified
Ultraform (POM) AT Product Range Ultraform AT (POM) Ultraform is the trade name for the range of thermoplastic polyoxymethylene copolymers from BASF. Products from the new plant in Korea are identified
Extending the Process Limits of Laser Polymer Welding with High-brilliance Beam Sources POLYBRIGHT. Alexander Olowinsky
 Extending the Process Limits of Laser Polymer Welding with High-brilliance Beam Sources POLYBRIGHT Alexander Olowinsky Laser Polymer Welding Recent results and future prospects for industrial applications
Extending the Process Limits of Laser Polymer Welding with High-brilliance Beam Sources POLYBRIGHT Alexander Olowinsky Laser Polymer Welding Recent results and future prospects for industrial applications
Aluminum / Copper oscillation welding with a 500 W direct diode laser
 Application Note Issued: 2016-06-01 Aluminum / Copper oscillation welding with a 500 W direct diode laser SUMMARY The performance of the 500 W DirectProcess direct diode laser for oscillating welding by
Application Note Issued: 2016-06-01 Aluminum / Copper oscillation welding with a 500 W direct diode laser SUMMARY The performance of the 500 W DirectProcess direct diode laser for oscillating welding by
TECHNICAL DATA SHEET GRILON TSM-30
 TECHNICAL DATA SHEET GRILON TSM-0 Grilon TSM-0 is a heat stabilised, normal viscosity PA66 + PA6 injection moulding grade with 0% mineral. Grilon TSM-0 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON TSM-0 Grilon TSM-0 is a heat stabilised, normal viscosity PA66 + PA6 injection moulding grade with 0% mineral. Grilon TSM-0 has the following important properties: Excellent
TECHNICAL INFO
 Background Thermoforming is carried out by heating the ArmaFORM AC grade foam core to its softening point and forcing it against the contour of a female or male mould The AC grade thermoforms very well
Background Thermoforming is carried out by heating the ArmaFORM AC grade foam core to its softening point and forcing it against the contour of a female or male mould The AC grade thermoforms very well
Product specification TiNOX energy
 Product specification TiNOX energy 1. Technical properties of the coating Version 6 of the 12 th April 2018 TiNOX energy is a highly selective absorber coating deposited in an environmental friendly air
Product specification TiNOX energy 1. Technical properties of the coating Version 6 of the 12 th April 2018 TiNOX energy is a highly selective absorber coating deposited in an environmental friendly air
TECHNICAL STUDY FLOW IMPROVEMENT OF UNREINFORCED PA6 ENABLED BY MONTAN WAX. Flow improvement WARADUR E WARADUR OP
 TECHNICAL STUDY FLOW IMPROVEMENT OF UNREINFORCED PA6 ENABLED BY MONTAN WAX Flow improvement WARADUR E WARADUR OP FLOW IMPROVEMENT OF UNREINFORCED PA6 ENABLED BY MONTAN WAX Abstract The montan waxes WARADUR
TECHNICAL STUDY FLOW IMPROVEMENT OF UNREINFORCED PA6 ENABLED BY MONTAN WAX Flow improvement WARADUR E WARADUR OP FLOW IMPROVEMENT OF UNREINFORCED PA6 ENABLED BY MONTAN WAX Abstract The montan waxes WARADUR
AUTOMOTIVE COMPOSITES CONFERENCE & EXHIBITION.
 Stanglmaier Stefan Detroit, September 10 th 2015 AUTOMOTIVE COMPOSITES CONFERENCE & EXHIBITION. MASS PRODUCTION OF CFRP IN AUTOMOTIVE APPLICATIONS POTENTIALS AND CHALLENGES IN IMPLEMENTING LOCAL REINFORCEMENTS.
Stanglmaier Stefan Detroit, September 10 th 2015 AUTOMOTIVE COMPOSITES CONFERENCE & EXHIBITION. MASS PRODUCTION OF CFRP IN AUTOMOTIVE APPLICATIONS POTENTIALS AND CHALLENGES IN IMPLEMENTING LOCAL REINFORCEMENTS.
Seat Pan Opel Astra OPC
 Advancing structural capability of injection molded components with Continuous Fiber Reinforcement Seat Pan Opel Astra OPC Calvin Nichols, BASF Corporation Continuous Fiber Reinforcement of Injection Molded
Advancing structural capability of injection molded components with Continuous Fiber Reinforcement Seat Pan Opel Astra OPC Calvin Nichols, BASF Corporation Continuous Fiber Reinforcement of Injection Molded
Tribo 3D printing. ..plastics
 iglidur... Tribo..plastics Advantages Print your own real products Material: I15 Can be processed without heated print bed Abrasion resistance: +++ Page 624 Material: I18 +26 C, white Page 625 Material:
iglidur... Tribo..plastics Advantages Print your own real products Material: I15 Can be processed without heated print bed Abrasion resistance: +++ Page 624 Material: I18 +26 C, white Page 625 Material:
UTILIZING ADVANCED COMPOSITE TECHNOLOGY
 SEPTEMBER 25 TH 2017 UTILIZING ADVANCED COMPOSITE TECHNOLOGY Beispielbild passendes Bild einfügen Paul Thom, Sales and Product Manager Hydraulic Press Systems E-Mail paul.thom@schulergroup.com Mobile +1
SEPTEMBER 25 TH 2017 UTILIZING ADVANCED COMPOSITE TECHNOLOGY Beispielbild passendes Bild einfügen Paul Thom, Sales and Product Manager Hydraulic Press Systems E-Mail paul.thom@schulergroup.com Mobile +1
UNIT FOUR SOLAR COLLECTORS
 ME 476 Solar Energy UNIT FOUR SOLAR COLLECTORS Concentrating Collectors Concentrating Collectors 2 For many applications it is desirable to deliver energy at temperatures higher than those possible with
ME 476 Solar Energy UNIT FOUR SOLAR COLLECTORS Concentrating Collectors Concentrating Collectors 2 For many applications it is desirable to deliver energy at temperatures higher than those possible with
P R E S S R E L E A S E
 New benchmark for sliding materials Increased conveyor system productivity through LubX CV Haren Röchling presents LubX CV, the new sliding material especially for systems and machinery used in conveyor
New benchmark for sliding materials Increased conveyor system productivity through LubX CV Haren Röchling presents LubX CV, the new sliding material especially for systems and machinery used in conveyor
Introduction to Welding Technology
 Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
TECHNICAL DATA SHEET GRILON TSS/4
 TECHNICAL DATA SHEET GRILON TSS/4 General product description Grilon TSS/4 is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS/4 has the following important
TECHNICAL DATA SHEET GRILON TSS/4 General product description Grilon TSS/4 is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS/4 has the following important
GUIDELINE LASERWELDING OF PLASTICS. Evosys Laser GmbH, Schallershofer Straße 108, Erlangen
 GUIDELINE LASERWELDING OF PLASTICS Evosys Laser GmbH, Schallershofer Straße 108, 91056 Erlangen Content 1. Foreword 2. Procedural principle 3. The process variants 3.1 Contour welding 3.2 Quasi-simultaneous
GUIDELINE LASERWELDING OF PLASTICS Evosys Laser GmbH, Schallershofer Straße 108, 91056 Erlangen Content 1. Foreword 2. Procedural principle 3. The process variants 3.1 Contour welding 3.2 Quasi-simultaneous
LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA)
") LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA) Jörg Hermsdorf Laser Zentrum Hannover, Germany OUTLINE Motivation Innovation Technology Project Concept Welding and Cladding Results
LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA) Jörg Hermsdorf Laser Zentrum Hannover, Germany OUTLINE Motivation Innovation Technology Project Concept Welding and Cladding Results
FiberForm Perfect combination of thermoforming and injection molding
 Engineering Passion Seite 1 FiberForm Perfect combination of thermoforming and injection molding Seite 2 New technologies for sustainable lightweight molding KraussMaffei development focus on Megatrends
Engineering Passion Seite 1 FiberForm Perfect combination of thermoforming and injection molding Seite 2 New technologies for sustainable lightweight molding KraussMaffei development focus on Megatrends
DVS Technical - Codes and Bulletins. Table of Contents
 (1989-02) Testing of semi-finished products of thermoplastics Bases indications... 1 Supplement 4 Supplement 5 thermoplastics; Basics indications Material and abbreviation.. 5 thermoplastics; Basics indications
(1989-02) Testing of semi-finished products of thermoplastics Bases indications... 1 Supplement 4 Supplement 5 thermoplastics; Basics indications Material and abbreviation.. 5 thermoplastics; Basics indications
DESIGN OF EXPERIMENT TO OPTIMIZE ABSORBER IN RESIN WELDING PARAMETERS
 DESIGN OF EXPERIMENT TO OPTIMIZE ABSORBER IN RESIN WELDING PARAMETERS Michelle M. Burrell, William H. Cawley and Joseph P. Verespy GENTEX Corporation Carbondale, PA 18407-0315, USA Abstract Through Transmission
DESIGN OF EXPERIMENT TO OPTIMIZE ABSORBER IN RESIN WELDING PARAMETERS Michelle M. Burrell, William H. Cawley and Joseph P. Verespy GENTEX Corporation Carbondale, PA 18407-0315, USA Abstract Through Transmission
TECHNICAL DATA SHEET GRILON TSZ 1
 TECHNICAL DATA SHEET GRILON TSZ 1 General product description Grilon TSZ 1 is a heat stabilised, normal viscosity, impact modified PA66 + PA6 injection moulding grade. Grilon TSZ 1 has the following important
TECHNICAL DATA SHEET GRILON TSZ 1 General product description Grilon TSZ 1 is a heat stabilised, normal viscosity, impact modified PA66 + PA6 injection moulding grade. Grilon TSZ 1 has the following important
Ultradur (PBT) Product Range. Ultradur in the web:
 Product Range. Ultradur in the web:") Ultradur (PBT) Product Range Ultradur in the web: www.ultradur.de Ultradur (PBT ) Ultradur is BASF s trade name for its line of partially crystalline saturated polyesters. This line is based on polybutylene
Ultradur (PBT) Product Range Ultradur in the web: www.ultradur.de Ultradur (PBT ) Ultradur is BASF s trade name for its line of partially crystalline saturated polyesters. This line is based on polybutylene
Chemnitz University of Technology Department of Mechanical Engineering Professorship of Plastics Engineering Prof. Michael Gehde
 Chemnitz University of Technology Department of Mechanical Engineering Professorship of Plastics Engineering Prof. Michael Gehde speaker: M.Sc. Karoline Hofmann 1 co-author: Prof. Dr.-Ing. Michael Gehde
Chemnitz University of Technology Department of Mechanical Engineering Professorship of Plastics Engineering Prof. Michael Gehde speaker: M.Sc. Karoline Hofmann 1 co-author: Prof. Dr.-Ing. Michael Gehde
Roll Bonding or Roll Welding
 1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
NONTRADITIONAL MANUFACTURING PROCESSES
 NONTRADITIONAL MANUFACTURING PROCESSES Lasers & Laser Beam Machining Basic NTM Process Groups: * Thermal NTM Processes - Laser Beam Machining (LBM) - Electron Beam Machining (EBM) - Plasma Arc Machining
NONTRADITIONAL MANUFACTURING PROCESSES Lasers & Laser Beam Machining Basic NTM Process Groups: * Thermal NTM Processes - Laser Beam Machining (LBM) - Electron Beam Machining (EBM) - Plasma Arc Machining
On the direct way to profitability Injection Molding Compounder IMC. Krauss-Maffei Kunststofftechnik GmbH, 2007
 On the direct way to profitability Injection Molding Compounder IMC Krauss-Maffei Kunststofftechnik GmbH, 2007 2 Agenda General principle of the Injection Moulding Compounder Working principle Differences
On the direct way to profitability Injection Molding Compounder IMC Krauss-Maffei Kunststofftechnik GmbH, 2007 2 Agenda General principle of the Injection Moulding Compounder Working principle Differences
What is New in Induction Welding via The Emabond Process
 2 nd WJS/DVS Conference on Joining Plastics held on November 2 nd, 2010 Handwerkskammer Düsseldorf, Germany Steven M. Chookazian General Manager Emabond Solutions, LLC Norwood, NJ USA Emabond Solutions,
2 nd WJS/DVS Conference on Joining Plastics held on November 2 nd, 2010 Handwerkskammer Düsseldorf, Germany Steven M. Chookazian General Manager Emabond Solutions, LLC Norwood, NJ USA Emabond Solutions,
NEW PROCESSES FOR MASS PRODUCTION OF THERMOPLASTIC COMPOSITE LIGHTWEIGHT COMPONENTS
 NEW PROCESSES FOR MASS PRODUCTION OF THERMOPLASTIC COMPOSITE LIGHTWEIGHT COMPONENTS 1 Jacob Plastics GmbH *m.schuck@jacobplastics.com Dr.-Ing. M. Schuck 1* Keywords: thermoplastics composites, process,
NEW PROCESSES FOR MASS PRODUCTION OF THERMOPLASTIC COMPOSITE LIGHTWEIGHT COMPONENTS 1 Jacob Plastics GmbH *m.schuck@jacobplastics.com Dr.-Ing. M. Schuck 1* Keywords: thermoplastics composites, process,
About Thermal Interface Materials
 About Thermal Interface Materials Thermal management is to ensure a long-term lifetime and functioning of electronic components such as power semiconductors in electronic circuits. All starts with a profound
About Thermal Interface Materials Thermal management is to ensure a long-term lifetime and functioning of electronic components such as power semiconductors in electronic circuits. All starts with a profound
TECHNICAL DATA SHEET GRILON TSS
 TECHNICAL DATA SHEET GRILON TSS General product description Grilon TSS is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS has the following important
TECHNICAL DATA SHEET GRILON TSS General product description Grilon TSS is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS has the following important
Linear ball cages. Standard range
 Linear ball cages Standard range Linear ball cages General Shape Lnear bearing cages for balls, rollers or needle rollers are basically guided by roller bodies. The rollers are held in pockets. They can
Linear ball cages Standard range Linear ball cages General Shape Lnear bearing cages for balls, rollers or needle rollers are basically guided by roller bodies. The rollers are held in pockets. They can
Adhesive Solutions for. Challenging Applications.
 Adhesive Solutions for Challenging Applications www.scapana.com Scapa North America specializes in the production of high performance silicone, acrylic and rubber adhesive systems designed to meet the
Adhesive Solutions for Challenging Applications www.scapana.com Scapa North America specializes in the production of high performance silicone, acrylic and rubber adhesive systems designed to meet the
Sputter-free and reproducible laser welding of electric or electronic copper contacts with a green laser
 Abstract Lasers in Manufacturing Conference 2015 Sputter-free and reproducible laser welding of electric or electronic copper contacts with a green laser Kaiser, Elke*; Pricking, Sebastian; Stolzenburg,
Abstract Lasers in Manufacturing Conference 2015 Sputter-free and reproducible laser welding of electric or electronic copper contacts with a green laser Kaiser, Elke*; Pricking, Sebastian; Stolzenburg,
21 Welding with Lasers
 21 Welding with Lasers 21.1 Advantages and Disadvantages 21.1.1 Non-Contact, Surface, Direct, or Butt Laser Welding Laser welding is infrared welding using a laser as the energy source. Infrared welding
21 Welding with Lasers 21.1 Advantages and Disadvantages 21.1.1 Non-Contact, Surface, Direct, or Butt Laser Welding Laser welding is infrared welding using a laser as the energy source. Infrared welding
The new superhero for engineers. Ultramid Advanced N for challenging applications
 The new superhero for engineers for challenging applications ULTRAMID ADVANCED N The high-performance, long-chain polyphthalamide (PPA) by BASF 3 Contents INTRODUCTION PRODUCT PROPERTIES PORTFOLIO 4 6
The new superhero for engineers for challenging applications ULTRAMID ADVANCED N The high-performance, long-chain polyphthalamide (PPA) by BASF 3 Contents INTRODUCTION PRODUCT PROPERTIES PORTFOLIO 4 6
The new superhero for engineers. Ultramid Advanced N for challenging applications
 The new superhero for engineers for challenging applications ULTRAMID ADVANCED N The high-performance, long-chain polyphthalamide (PPA) by BASF 3 Contents INTRODUCTION PRODUCT PROPERTIES PORTFOLIO 4 6
The new superhero for engineers for challenging applications ULTRAMID ADVANCED N The high-performance, long-chain polyphthalamide (PPA) by BASF 3 Contents INTRODUCTION PRODUCT PROPERTIES PORTFOLIO 4 6
material information 1
 material information 1 PTE PURE, virginal NUE 1 Polytetrafluoroethylene PTE is a polymerisate of tetrafluoroethylene. It is a partially crystalline fluorinated plastic with the highest level of fluorination.
material information 1 PTE PURE, virginal NUE 1 Polytetrafluoroethylene PTE is a polymerisate of tetrafluoroethylene. It is a partially crystalline fluorinated plastic with the highest level of fluorination.
Solar absorber coatings
 Solar absorber coatings Maximum output Solar thermal collectors use energy from the sun to generate heat for heating and hot water. This energy is free, environmentally friendly and reliable. The heart
Solar absorber coatings Maximum output Solar thermal collectors use energy from the sun to generate heat for heating and hot water. This energy is free, environmentally friendly and reliable. The heart
Product-Info 3D-MID. 1. Introduction. 2. Material and manufacturing process. 1/5
 Product-Info 3D-MID 1. Introduction The term 3D-MID (3D moulded interconnect devices) stands for injectionmoulded, three-dimensional circuit carriers that have been in use for many years in various fields
Product-Info 3D-MID 1. Introduction The term 3D-MID (3D moulded interconnect devices) stands for injectionmoulded, three-dimensional circuit carriers that have been in use for many years in various fields
Bruker JUWE G8 GALILEO ONH. High-End Melt-extraction Analyzer. Elemental Analysis. think forward
 Bruker JUWE G8 GALILEO ONH High-End Melt-extraction Analyzer think forward Elemental Analysis Determination of O, N and H The market demands Metals, minerals, and inorganic compounds markets demand high-quality
Bruker JUWE G8 GALILEO ONH High-End Melt-extraction Analyzer think forward Elemental Analysis Determination of O, N and H The market demands Metals, minerals, and inorganic compounds markets demand high-quality
Laser Material Processing New Frontiers New Opportunities Terry VanderWert/ Prima Power Laserdyne
 Laser Material Processing New Frontiers New Opportunities Terry VanderWert/ Prima Power Laserdyne Moving the frontier from solution looking for a problem to enabling technology 2 About Prima Power Laserdyne
Laser Material Processing New Frontiers New Opportunities Terry VanderWert/ Prima Power Laserdyne Moving the frontier from solution looking for a problem to enabling technology 2 About Prima Power Laserdyne
TECHNICAL DATA SHEET GRILON AZ 3
 TECHNICAL DATA SHEET GRILON AZ 3 General product description Grilon AZ 3 is a normal viscosity, high impact modified PA66 injection moulding grade. Grilon AZ 3 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON AZ 3 General product description Grilon AZ 3 is a normal viscosity, high impact modified PA66 injection moulding grade. Grilon AZ 3 has the following important properties: Excellent
MODELING AND MECHANICAL PROPERTIES OF GLASS FIBER REINFORCED NYLON
 MODELING AND MECHANICAL PROPERTIES OF GLASS FIBER REINFORCED NYLON MUHAMMAD SYAFIQ BIN MOHD ZAMIL B. ENG. (HONS.) MANUFACTURING ENGINEERING UNIVERSITI MALAYSIA PAHANG MODELING AND MECHANICAL PROPERTIES
MODELING AND MECHANICAL PROPERTIES OF GLASS FIBER REINFORCED NYLON MUHAMMAD SYAFIQ BIN MOHD ZAMIL B. ENG. (HONS.) MANUFACTURING ENGINEERING UNIVERSITI MALAYSIA PAHANG MODELING AND MECHANICAL PROPERTIES
Fundamentals of Sealing and Encapsulation
 Fundamentals of Sealing and Encapsulation Sealing and Encapsulation Encapsulation and sealing are two of the major protecting functions of IC packaging. They are used to protect IC devices from adverse
Fundamentals of Sealing and Encapsulation Sealing and Encapsulation Encapsulation and sealing are two of the major protecting functions of IC packaging. They are used to protect IC devices from adverse
Solid-State Welding Processes. Solid State Bonding 12/2/2009. Cold Welding
 Solid-State Welding Processes Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Joining takes place without fusion at the
Solid-State Welding Processes Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Joining takes place without fusion at the
Introduction to Joining Processes
 7. WELD METALLURGY A wide range of mechanical and physical properties can be developed in a single engineering material of given composition by altering the microstructure. Such properties are said to
7. WELD METALLURGY A wide range of mechanical and physical properties can be developed in a single engineering material of given composition by altering the microstructure. Such properties are said to
LGF reinforced compounds Safe under extreme loads
 LGF reinforced compounds Safe under extreme loads AKRO-PLASTIC GmbH Member of the Feddersen Group LGF reinforced compounds Typical values for al color material 23 C Test specification Test method Unit
LGF reinforced compounds Safe under extreme loads AKRO-PLASTIC GmbH Member of the Feddersen Group LGF reinforced compounds Typical values for al color material 23 C Test specification Test method Unit
Metal and ceramic matrices: new composite materials
 Metal and ceramic matrices: new composite materials Introduction In the case of materials subjected to mechanical loads, the use of composite materials has improved the properties by using substances that
Metal and ceramic matrices: new composite materials Introduction In the case of materials subjected to mechanical loads, the use of composite materials has improved the properties by using substances that
ISO : (E)
") ISO 21809-3:2016-03 (E) Petroleum and natural gas industries - External coatings for buried or submerged pipelines used in pipeline transporta tion systems - Part 3: Field joint coatings Contents Page
ISO 21809-3:2016-03 (E) Petroleum and natural gas industries - External coatings for buried or submerged pipelines used in pipeline transporta tion systems - Part 3: Field joint coatings Contents Page
Solid-State Welding Processes
 Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Challenges and solutions for copper processing with high brightness fiber lasers for e-mobility applications
 Abstract Lasers in Manufacturing Conference 2017 Challenges and solutions for copper processing with high brightness fiber lasers for e-mobility applications M. Grupp *, N. Reinermann IPG Laser GmbH, Siemensstr.
Abstract Lasers in Manufacturing Conference 2017 Challenges and solutions for copper processing with high brightness fiber lasers for e-mobility applications M. Grupp *, N. Reinermann IPG Laser GmbH, Siemensstr.
Construction. Tricosal Waterstops - Tricomer. Waterstops for joint sealing in watertight concrete construction according to DIN and DIN
 Construction Product Data Sheet Edition 19 April 2013 Tricosal Waterstops - Tricomer Waterstops for joint sealing in watertight concrete construction according to DIN 18541 and DIN 18541-2 Product Description
Construction Product Data Sheet Edition 19 April 2013 Tricosal Waterstops - Tricomer Waterstops for joint sealing in watertight concrete construction according to DIN 18541 and DIN 18541-2 Product Description
Moldex3D Fibers 2 & Micromechanics. Moldex3D John Lin Users Meeting Italia
 Moldex3D Fibers 2 & Micromechanics Moldex3D John Lin 2016 Users Meeting Italia 10 Contents > Introduction > Moldex3D Fiber Features and Benefits > Micromechanics Interface 2 Introduction 3 Why Fiber >
Moldex3D Fibers 2 & Micromechanics Moldex3D John Lin 2016 Users Meeting Italia 10 Contents > Introduction > Moldex3D Fiber Features and Benefits > Micromechanics Interface 2 Introduction 3 Why Fiber >
Innovative process for lightweight construction and Automated insert over-molding John Ward ARBURG, Inc.
 Hybrid Components Innovative process for lightweight construction and Automated insert over-molding John Ward ARBURG, Inc. Our company ARBURG Central Manufacturing Facility 2 Hybrid Components Long-Fiber
Hybrid Components Innovative process for lightweight construction and Automated insert over-molding John Ward ARBURG, Inc. Our company ARBURG Central Manufacturing Facility 2 Hybrid Components Long-Fiber
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Resistance Welding. Resistance Welding (RW)
") Resistance Welding (RW) Resistance Welding 1 Resistance Welding is a welding process, in which work pieces are welded due to a combination of a pressure applied to them and a localized heat generated by
Resistance Welding (RW) Resistance Welding 1 Resistance Welding is a welding process, in which work pieces are welded due to a combination of a pressure applied to them and a localized heat generated by
LASERS IN LASYS 2018
 Thermal direct joining of metal to fiber reinforced thermoplastic components June 7th, 2018, Stuttgart P. Götze 1,3,A. Klotzbach 1, D. Lezock 2, J. Seitenglanz 2, M. Langer 1, F. Zimmermann 1, A. Jahn
Thermal direct joining of metal to fiber reinforced thermoplastic components June 7th, 2018, Stuttgart P. Götze 1,3,A. Klotzbach 1, D. Lezock 2, J. Seitenglanz 2, M. Langer 1, F. Zimmermann 1, A. Jahn
Solar absorber coatings
 Solar absorber coatings Maximum output Solar thermal collectors use energy from the sun to generate heat for heating and hot water. This energy is free, environmentally friendly and reliable. The heart
Solar absorber coatings Maximum output Solar thermal collectors use energy from the sun to generate heat for heating and hot water. This energy is free, environmentally friendly and reliable. The heart
PULSED LASER WELDING
 PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have