PHASE TRANSFORAMTION DURING ANNEALING OF A COLD-ROLLED DUAL PHASE STEEL GRADE
|
|
|
- Blaise Ford
- 6 years ago
- Views:
Transcription
1 PHASE TRANSFORAMTION DURING ANNEALING OF A COLD-ROLLED DUAL PHASE STEEL GRADE A. Pichler, S. Traint*, G. Arnoldner, E. Werner*, R. Pippan**, and P. Stiaszny VOEST-ALPINE STAHL LINZ GmbH, VOEST-ALPINE-Strasse 3, P. O. Box 3, A-4031 Linz, Austria *) Christian-Doppler-Laboratorium für Moderne Mehrphasenstähle, Lehrstuhl A für Mechanik, TU-München, Boltzmannstrasse 15, D Garching, Germany **) Institut für Metallphysik, Montanuniversität Leoben, Jahnstrasse 12, A-8700 Leoben, Austria Key Words: DP grades, intercritical annealing, phase transformation, bainite, martensite, mechanical properties ABSTRACT The transformation behavior of a cold-rolled dual-phase (DP) steel grade during the annealing treatment are investigated in detail. The stages of interest are: recrystallization, dissolution of cementite and formation of austenite during heating and soaking, and the transformation behavior during cooling. For the latter the impact of the cooling rate and an isothermal holding after cooling is studied. Microstructure investigations, dilatometer measurements and the mechanical properties are used to clarify the transformation behavior. During intercritical annealing the austenite fraction is mainly determined by the annealing temperature and to a much lesser extent by the soaking time. A very strong impact on the transformation behavior in cooling results from the microstructure formed during annealing in either the austenite phase field or the austenite-ferrite two-phase field (intercritical annealing). The cooling rate markedly influences the transformation behavior which can be explained by carbon enrichment in the austenite. The best DP structure consisting of a mixture of ferrite and martensite is obtained by cooling with intermediate cooling rates. 1. INTRODUCTION High-strength thin sheet steel grades have gained a considerable market share. The most important driving force for their development is the need for a reduced weight and an improved safety of cars. Based on soft low carbon (LC) aluminum-killed and interstitial free (IF) grades, various high-strength grades have been developed by the steel industry. Owing to their excellent features, bake hardening (BH) [1] and high-strength IF grades [2-4] are the most widely used high-strength thin sheets. As a rule of thumb, the upper limits for the yield strength and the tensile strength are about 320 and 450 MPa, respectively, for BH grades based on solid solution hardening and high-strength IF grades. Thin sheet material with even higher strength can be achieved by taking advantage of precipitation hardening in microalloyed steels. A disadvantage of these grades is a strong decrease of their formability with increasing strength. A consistent further step towards high-strength steel grades with excellent formability was the development of dual phase (DP) steels for thin sheet materials already twenty-five years ago [5, 6]. Despite their excellent properties, still very low amounts of these grades are used by the automotive industry in Europe. However, in the last year an unusual strong demand for this steel grade was observed and a further increasing market share is expected in the future
2 In the past extensive scientific research work has been done in the field of DP steels. Numerous experimental investigations were conducted concerning the influence of the chemical composition and the annealing treatment of the cold-rolled material on the microstructure and the resulting mechanical properties [5-10]. In the annealing treatment the two most important steps are the dissolution of cementite [11-14] and the resulting formation of the austenite and the transformation of the austenite into ferrite, pearlite, bainite or martensite during cooling. Concerning the cooling, most of the investigations reported in the literature are restricted to a constant cooling rate from the intercritical annealing temperature to room temperature [5, 6, 15]. Additionally, a large number of investigations focus on the relationship between the microstructure and the mechanical properties [5, 6, 16-19]. Despite all these investigations there still exists a considerable gap in knowledge. For an optimized production the knowledge of the phase transformations such as the dissolution and the formation of austenite during intercritical annealing and the growth of ferrite and the formation of pearlite, bainite and martensite during cooling is of essential interest. Above all, the most important field is the impact of different cooling paths on the phase transformation during cooling. Of particular interest is the growth of ferrite during the early stage of cooling and the resulting decrease of the austenite volume fraction and enrichment of the carbon in the austenite. This, in turn, has a strong impact on the formation of pearlite, bainite and martensite during further cooling or during a holding stage at the zinc pot temperature or in the overaging zone. In this work the phase transformations in a cold-rolled Dual Phase steel is investigated in detail. First the dissolution kinetics of cementite and the resulting formation kinetics of austenite during heating and intercritical annealing is determined from dilatometer tests and microstructure investigations after interrupted annealing cycles. In a further step the phase transformation during cooling is investigated. In this part experiments with different constant cooling rates and intercritical annealing temperatures are done on the dilatometer. Additionally, the impact of a holding stage is investigated in combination with different cooling rates. The transformation kinetics during this isothermal holding stage is analyzed and characterized in detail, based on JMAK kinetics. All these experiments with the dilatometer are supported by microstructure investigations and measurements of the mechanical properties after annealing simulations with interrupted cycles. Based on a correlation between the resulting microstructure and the mechanical properties conclusions concerning the transformations are drawn and compared with the results from the dilatometer investigations. 2.1 Production of the material 2. EXPERIMENTAL All results in this paper stem from steel produced on a large scale. The heats were melted in an LD converter. The slabs were cast on a 1-strand continuous caster. The chemical composition of the investigated steel is given in Table 1. For hot rolling the slabs were reheated up to 1, C in pusher-type furnaces. Hot rolling was conducted on a reversing four-high roughing mill and a seven-stand four-high finishing train. Finishing rolling temperatures were kept above Ar3 and the coiling temperature was roughly C. After pickling in a hydrochloric descaling line the material was cold-rolled on a five-stand four-high tandem mill. This as-cold-rolled material was used for the further investigations in the laboratory. Table 1: Chemical composition of the investigated grade [mass %] C Si Mn Cr + Mo P S Al N <
3 2.2 Annealing simulation in the laboratory The annealing simulations in the laboratory were conducted with the Continuous Annealing Line Simulator No. 1 at VOEST-ALPINE STAHL Linz GmbH [20]. This annealing simulator is equipped with a slow and a rapid gas jet cooling facility as well as with a mist cooling device and hot and cold water quench tanks. In order to characterize the transformation behavior during annealing three different annealing cycles were applied (Table 2 and Fig. 1 a c). In a first step the kinetics of the cementite dissolution and the austenite formation was investigated (Table 2). In these experiments the samples were quenched directly from the intercritical annealing temperature. In further a step the impact of different cooling rates in the range between 100 and 1 K/s was investigated (Table 2). Moreover, the samples were quenched during the cooling stage from different temperatures as shown in Fig. 1b, using cooling rates of 5, 25 and 90 K/s (Table 2). In additional annealing experiments the impact of a holding stage at different temperatures was investigated (Table 2). Table 2: Annealing parameters (T an... annealing temperature, t an... annealing time, T Qu... quenching temperature, T OA... overaging temperature, t OA... overaging time, CR 1 and CR 1... cooling rate) of the investigated annealing cycles. annealing simulation type Fig. HR [K/s] cementite dissolution, 1a austenite formation 25 constant cooling rate 1a interrupted cooling holding stage holding stage 1b 1c 1c dilatometer type Fig. HR [K/s] CCT diagram 1a austenitization cementite dissolution, 1a austenite formation 25 constant cooling rate 1a holding stage 1c T an [ C] t an CR 1 [s] [K/s] 0 60 WQ , 25, , 25, 90 T an [ C] t an [s] CR 1 [K/s] , 25, 90 T Q [ C] T OA [ C] t OA [s] CR 2 [K/s] WQ WQ WQ T Q [ C] T OA [ C] t OA [s] CR 2 [K/s] Dilatometer experiments The dilatometric investigations were conducted on an equipment built by VATRON [21]. In this dilatometer the samples are heated by means of radiation from three quartz lamps. Cooling is done with pure nitrogen. Pipes with a diameter of about 5 mm rolled up from 0.5 mm thick as-cold-rolled material are used as samples. The length of the samples was 50 mm. Two different types of annealing cycle were applied in the investigations of the phase transformations during annealing in the dilatometer (Fig. 1 and Table 2). For reference investigations samples were annealed in the austenitic range and cooled at different cooling rates to room temperature. The cycles in Fig. 1a and Table 2 were used to study the dissolution of the cementite and the austenite formation kinetics. The impact of different cooling rates after the - 3 -
4 intercritical annealing were investigated, too. The influence of the cooling rate on the transformation kinetics was studied at isothermal conditions in cycles with a holding stage (Fig. 1c). A summary of the parameters used is given in Table 2. The coefficient of thermal expansion of ferrite and austenite were determined from the heating and the cooling part, respectively, of an annealing cycle in which the material was fully austenitized. For these experiments the following procedure is applied for the calculation of the transformed fraction (ferrite, ) and the austenite during cooling (Fig. 2a): In a first step l-t-curve of the austenite is fitted and extended to lower temperatures. After measuring the content of retained austenite with the magnetic method, the l-t-curve of ferrite is shifted in such a way that - after application of the lever rule - the calculated and measured austenite contents become equal (Fig. 2a). Subsequently, the curves are differentiated with respect to T to distinguish clearly the contributions of the different phases to the transformed fraction of austenite. A slightly modified approach must be used for the evaluation of annealing experiments conducted in the intercritical range (Fig. 2b): The dilatometric measurements show, that the l-t-curves of ferrite and austenite are almost equidistant irrespective of the annealing cycle. Therefore, the l-t-curves for ferrite and austenite determined in experiments with a complete austenitization were shifted so that the total distance between them remained constant and the amount of retained austenite calculated from the lever rule was equal to the amount of the austenite fraction measured by the magnetic method. Special attention was paid to the amount and kinetics of the transformation during isothermal holding. This part of the transformation was fitted by an JMAK type of kinetics: f V ( 1 ( kt n ) = A B exp 0 where A 0 is the amount of austenite prior to the isothermal holding, B the fraction of austenite transformed during holding, and k and n are constants describing the kinetics of the transformation. Based on the values for k and n, the time at which 20, 50 and 80 % (t 20, t 50 and t 80 ) of the total fraction transformed during the isothermal stage were calculated. temperature HR T an, t an CR 1 temperature HR T an, t an CR 1 T Qu temperature HR T an, t an CR 1 T oa, t oa CR 2 time time time Fig. 1a: Constant cooling Fig. 1b: Interrupted cooling Fig. 1c: Holding stage Fig. 1: Schematic description of investigated annealing cycle on the dilatometer and the annealing simulator. 2.4 Metallographic investigations and mechanical properties The specimens for the metallographic investigations of the microstructure were prepared conventionally and etched with LePera s [22] agent. After the application of these etchants, ferrite grains show different colors, mainly blue or bright-brown, retained austenite and martensite appear white, bainite and tempered martensite are brown and pearlite is black. The content of the retained austenite was determined using a magnetic volumetric method [23]. The - 4 -
5 mechanical properties (also including Lankford values) were measured on a Roell-Korthaus RKM 250 tensile testing machine according to European Standard EN fraction of austenite ferrite austenite measurement fraction of austenite ferrite austenite measurement l [µm] retained austenite fraction of ferrite, l [µm] retained austenite fraction of ferrite, Fig. 2a: Complete austenitization Fig. 2: Evaluation of dilatometric measurements Fig. 2b: Intercritical annealing 3. RESULTS 3.1 Determination of the CCT diagram after annealing in the austenitic range The transformation behavior of steel grades is characterized by isothermal or continuous cooling transformation (CCT) diagrams obtained from samples annealed in the austenitic range. For comparison with the comprehensive literature existing in this field the necessary experiments were conducted to determine the CCT diagram for the steel grade investigated. It must be mentioned, however, that the measured transformation behavior cannot be applied in the production of cold-rolled Dual Phase steel grades due to the remaining ferrite during intercritical annealing. In Fig. 3 the microstructure of the steel is shown after annealing at 1,000 C for s for cooling rates of 50, 10 and 0.5 K/s. After application of the lowest cooling rate, ferrite, pearlite and a minor fraction of martensite are observed. The higher cooling rate of 10 K/s results in polygonal ferrite, acicular ferrite with martensite and bainite and a significant amount of martensite at the grain boundaries of the polygonal ferrite. The highest cooling rate produces less polygonal ferrite, an increasing amount of acicular ferrite and some blocky martensite. Significant amounts of martensite and bainite are situated between the acicular ferrite plates. Since the investigations under the light microscope do not make possible a clear determination and classification of the different phases TEM investigations will be undertaken in the future. The results of the measurement with the dilatometer are shown in Fig. 4. There, the normalized austenite volume fraction differentiated with respect to the temperature, dfγ/dt, is plotted for different cooling rates over the temperature. All curves possess a first maximum in the temperature range of C. This maximum is shifted to lower temperatures with increasing cooling rates. The temperature range and an inspection of the microstructures suggest that the formation of polygonal ferrite is responsible for this behavior. A further maximum, whose location is almost independent of the cooling rate, is observed at roughly 540 C and it is attributed to the formation of acicular ferrite. The transformation seen at temperatures close to C stems from bainite. A reliable detection of the pearlite and martensite transformation is not possible even though there exists some indication for phase transformations occurring at C (for low cooling rates) and at temperatures below C for high cooling rates
. 3.2")


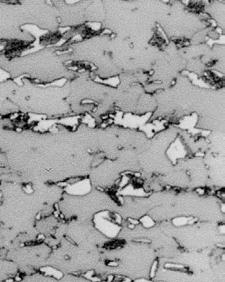
6 50 K/s 10 K/s 0.5 K/s 10 µm Fig. 3: Impact of the cooling rate on the microstructure after annealing in the austenitic range (1000 C and s) dfγ dt dfγ dt max Fig. 4: Transformation during continuous cooling from the austenite (annealing temperature 1000 C; annealing time s). 3.2 Austenite formation during heating and intercritical annealing Interrupted annealing experiments A fundamental requirement for the production of thin sheet DP steel is the recrystallization, the dissolution of cementite and the formation of austenite. Therefore, cold-rolled material was heated with 25 K/s and annealed at different intercritical temperatures for various times. After quenching in water, the microstructure of the samples was investigated with LM. Based on these pictures a quantitative determination of the martensite fraction (austenite before quenching) and a qualitative investigation of the cementite dissolution were carried out. For the sake of a better comparison of the different measurements the time scale of all measurements was shifted so that the time at 700 C was set to 0 s. As can be seen from Fig. 5 the material is completely transformed into austenite at a temperature of 840 C. At a soaking temperature of 820 C only a very small fraction of ferrite remains stable. At lower temperatures the amount of austenite decreases. The impact of the soaking time is quite small, a significant increase was observed only after 23.2 s for the lowest temperature of 780 C. In the investigated ranges of time and temperature unrecrystallized regions or undissolved cementite particles were not observed
7 3.2.2 Dilatometric measurements The austenite formation kinetics was investigated also by dilatometric methods. In these experiments the samples were heated at 25 K/s and soaked for s (Table 2 and Fig. 1a). The investigated temperature range was between 750 and 850 C. The time scale of all curves again was shifted (the time at 700 C is 0 s). Fig. 6a shows the adjusted temperature as a function of time. The calculated austenite fraction as a function of time is given in Fig. 6b. There, the end of heating is marked for each soaking temperature by a dot. The austenite formation is rapid and especially for high soaking temperatures a predominant fraction of austenite grows already during heating to the soaking temperature despite the fast heating rate of 25 K/s. Even though the austenite fraction rapidly increases during the first few seconds of soaking, a slight increase of the total austenite volume fraction of about 5-10 % is observed during the later stages of soaking s WQ WQ 20 s WQ 20 s WQ time [s] fraction of austenite C 820 C 810 C 800 C 780 C time [s] Fig. 5a: Annealing cycle Fig. 5b: Austenite fraction Fig. 5: Formation kinetics of the austenite during heating and soaking, microstructure investigations after interrupted annealing cycles. 800 fraction austenite T = 850 C T = 825 C T = 800 C T = 775 C T = 750 C time [s] time [s] Fig. 6a: Annealing cycle Fig. 6b: Austenite fraction Fig. 6: Formation kinetics of the austenite during heating and soaking, dilatometric measurements. 3.3 Transformation during cooling at a constant cooling rate Microstructure and mechanical properties An overview of the behavior of cold-rolled DP grades can be obtained from investigations of the impact of the cooling rate on the transformation behavior after intercritical annealing. Therefore, samples were annealed in the annealing simulator at 800 C for 60 s and cooled to room temperature using cooling rates between 100 and 1 K/s, which was followed by microstructure investigation and measurement of the mechanical properties


 appears. Even though the fraction of the pearlite increases significantly, a small fraction of martensite is seen even after cooling with 1 K/s (Fig. 7).")

8 The impact of the cooling rate on the microstructure is shown in Fig. 7. Water quenching results in ferrite and martensite (light brown colored). The volume fraction of martensite is about 65 %. A cooling rate of 100 K/s results in a significant increase of the ferrite fraction. Simultaneously the amount of martensite is reduced and additionally a considerable amount of a dark brown phase is observed which may be bainite. Moreover, light brown regions could be seen in the martensite. The origin of these regions is not clear; it is assumed, that they resemble martensite, too, containing less carbon. With decreasing cooling rates the amount of (dark brown) bainite and the light brown regions decrease. At a cooling rate of 10 K/s, ferrite and white martensite are observed. For the first time pearlite (black) appears. Even though the fraction of the pearlite increases significantly, a small fraction of martensite is seen even after cooling with 1 K/s (Fig. 7). The quantitative evaluation of the microstructure is summarized in Fig. 8. In this evaluation the dark brown, light brown and white phases are treated as bainite and martensite, because a clear distinction between them is impossible. While between 100 and 10 K/s the reduction of the martensite fraction is mainly a result of the increasing amount of ferrite, at even lower cooling rates the ferrite fraction is almost constant and the decrease of the martensite fraction is due to the significant increase of the amount of pearlite. 10 µm martensite WQ 100 K/s 10 K/s 1 K/s Fig. 7: Impact of the cooling rate on the microstructure; annealing in the annealing simulator. The impact of the cooling rate on the yield strength and on the tensile strength is shown in Fig. 9. A reduction of the cooling rate generally results in a decrease of the yield and tensile strength. It is only at the lowest cooling rate that an increase of the yield strength is observed due to a yield point elongation. Therefore, such a low cooling rate is insufficient to obtain a typical Dual Phase steel behavior characterized by a low yield strength ratio and a zero yield point elongation. phase fraction pearlite martensite / bainite ferrite cooling rate [K/s] Fig. 8: Phase composition of the microstructure as a function of the cooling rate. R p0.2, R m [MPa] R p0.2 R m WQ 10 3 cooling rate [K/s] Fig. 9: Yield and tensile strength as a function of the cooling rate
9 3.3.2 Dilatometric investigations In addition to the investigations of the microstructure and mechanical properties on the transformation behavior of samples cooled with different cooling rates was investigated by means of a dilatometer. Samples were annealed at 800 C for 60 s in the intercritical range, cooled to room temperature at rates between 100 and 1 K/s and their extensional behavior was measured in the dilatometer. The microstructure investigations reveal similar results as reported in chapter and are not repeated here. Fig. 10 shows the fraction of austenite as a function of the temperature for the different cooling rates. A very fast decrease of the amount of austenite takes place at low cooling rates of 1 and 2 K/s in the range between 750 and 650 C. This is attributed to the growth of the remaining ferrite which is still stable during the intercritical annealing. These results suggest the formation of pearlite in the temperature range from 650 to C. During further cooling only a small decrease of the austenite fraction can be observed which, however, cannot be quantified. Increasing the cooling rate delays the growth of ferrite and decreases the amount of transformed austenite during this stage. In contrast to the low cooling rates an almost constant plateau can be seen in the temperature range between and C for rates of 5, 10 and 25 K/s. A remarkable decrease of austenite content is observed at lower temperatures which is attributed to the formation of martensite. A completely different behavior is observed for the highest cooling rates of 50, 75 and 90 K/s which significantly impede the formation of ferrite at temperatures up to C. A slight decrease of the austenite fraction is detected between and C. A clear relation to a phase transformation is not possible. A strong decrease of the austenite fraction is observed for temperatures below C. This is attributed to the formation of bainite and/or martensite. Based on the dilatometric investigations a clear distinction between ferrite and pearlite and between martensite and bainite is not possible. Therefore, only the sum of the two pairs can be calculated. The resulting amounts are summarized in Fig. 11 which makes clear that increasing cooling rates result in a significant increase of the hard phases bainite and martensite. 3.4 Transformation during cooling, interrupted at different quenching temperatures Additional experiments were conducted to support the interpretation of the transformations occurring during continuous cooling. For this purpose samples were annealed at 800 C for 60 s, cooled at rates of 5, 25 and 90 K/s to temperatures of 675, 550, 425 and C and then quenched in water. In Fig. 12 microstructures are shown as a function of the cooling rate for the different quenching temperatures. At the lowest applied cooling rate and a quenching temperature of 675 C only ferrite and martensite are observed. The amount of light brown colored regions within the martensite is small. Quenching from 550 C makes a very small amount of pearlite (black) appear in the microstructure. For this low cooling rate decreasing quenching temperatures result in an increasing amount of pearlite. A slightly different situation is observed for the higher cooling rate of 25 K/s. At the highest quenching temperature of 675 C a significantly lower fraction of ferrite is seen and the amount of light brown regions within the martensite increases. Decreasing quenching temperatures result in increasing amounts of ferrite and at 425 C a small fraction of dark brown bainite is detected. This fraction becomes larger when quenching from C. Cooling with 90 K/s reduces further the amount of ferrite whereas the fraction of the light brown regions increases. In contrast to the lower cooling rate of 25 K/s, a remarkable amount of dark brown bainite is seen for 90 K/s and quenching from C. Lower cooling rates and decreasing quenching temperatures generally result in a lower strength (Fig. 13). This decrease of strength is particularly high when the quenching temperature is reduced from 800 C to 550 C
10 fraction of austenite Fig. 10: Austenite fraction as a function of the temperature during cooling for different cooling rates (attached numbers) after annealing at 800 C for a soaking time of 60 s. phase fraction ferrite and pearlite martensite and bainite cooling rate [K/s] Fig. 11: Fraction of martensite and bainite and ferrite and pearlite as a function of the cooling rate estimated from measurements with the dilatometer. 3.5 Impact of different cooling rates and holding stage during cooling Microstructure and mechanical properties The phase transformation during cooling and its influence on the mechanical properties are of fundamental interest for the production of Dual Phase steel grades on hot dip galvanizing or continuous annealing lines equipped with an overaging zone. Therefore, the transformation kinetics during isothermal holding, the developing microstructures and the mechanical properties thoroughly investigated as a function of the cooling rate have to be used (see Table 2 and Fig. 1c for details). The influence of the holding temperature (, or C) and the holding time on the microstructure is shown in Fig. 14. After holding at C for more than 20 s makes appear a significant amount of pearlite. Simultaneously, the amount of martensite is reduced. Holding at C makes pearlite to disappear. On the other hand, holding results in a decrease of the martensite fraction. A significant amount of bainite is observed after holding at C. Holding at even lower temperatures gives the microstructures summarized in Fig. 15. At a cooling rate of 90 K/s - still without a holding stage - a small amount of bainite is observed. Holding for 25 s at this temperature strongly increases the bainite fraction. Holding even longer leads to slightly more bainite, until after s a clear substructure can be seen in the bainite. At the lower holding temperatures of 275 C and 225 C a similar impact of the holding time can be observed. Nevertheless the kinetics of the transformation becomes slower and hence, the amount of bainite is reduced. A quite different situation is observed for a cooling rate of 25 K/s. In contrast to the higher cooling rate the kinetics of the bainite formation is always drastically slowed down (Fig. 15, third row). the amount of bainite formed during holding is reduced making the qualitative evaluation of the kinetics impossible. Moreover, at a holding temperature of 225 C the formation of the brown phase is difficult to detect. As expected from the results reported in chapter 3.3, pearlite can be detected at a cooling rate of 5 K/s and the influence of the holding stage on the microstructure diminishes. The formation of a brown phase can be observed only for the highest holding temperature (Fig. 15, fourth row). For the lowest temperature of 225 C this phase cannot be detected at all. Fig. 16 shows the influence of holding on the tensile strength. A maximum in strength can be observed for a holding temperature of 550 C. In Fig. 17 the influence of a holding stage on the yield and tensile strengths is shown for holding temperatures of 325, 275 and 225 C and cooling rates of 90, 25 and 5 K/s. Higher cooling rates generally












11 dresult in higher strength levels, and the impact of the holding stage on the tensile strength is very pronounced for a cooling rate of 90 K/s and a holding temperature of 325 C. Under this condition the yield strength slightly increases with the holding time. At 275 C the tensile strength decreases with t OA while the yield strength remains unaffected. Holding at 225 C for various times hardly reduces the tensile strength. The least impact of the holding stage is observed for a cooling rate of 5 K/s for which a small decrease of the tensile strength is detected only for holding at 325 C. T Q = 675 C T Q = 550 C T Q = 425 C T Q = C 10 µm 2 5 K/s 5 K/s dark brown bainite 90 K/s light brown martensite dark brown bainite Fig. 12: Microstructure as a function of the cooling rate and quenching temperature
![R p0.2, R m [MPa]](/docs-images/73/69528409/images/12-0.jpg "1100 1000 900 800")











12 R p0.2, R m [MPa] R p0.2 R m 5 K/s 25 K/s 90 K/s T Quench [ C] Fig. 13: Yield and tensile strength as a function of the quenching temperature for different cooling rates. t = 0 s t = 10 s t = 20 s t = 60 s dt/dt = 25 K/s, T OA = C 10 µm dt/dt = 25 K/s, T OA = C dt/dt = 25 K/s, T OA = C Fig. 14: Influence of a holding stage at temperatures T OA of C, and C on the microstructure for a cooling rate of 25 K/s (T an T OA )















13 t OA = 0 s t OA = 25 s t OA = 50 s t OA = s dt/dt = 90 K/s, T OA = 325 C 10 µm t OA = 0 s t OA = 50 s t OA = s t OA = s dt/dt = 90 K/s, T OA = 275 C t OA = 0 s t OA = 100 s t OA = s t OA = s dt/dt = 25 K/s, T OA = 325 C t OA = 0 s t OA = 100 s t OA = s t OA = s dt/dt = 5 K/s, T OA = 325 C Fig. 15: Influence of a holding stage at temperatures T OA of 325 and 275 C on the microstructure for cooling rates of 90, 25 and 5 K/s (T an T OA )
14 R p0.2, R m [MPa] R p0.2 R m 450 C 550 C 580 C holding time [s] Fig. 16: Influence of the holding stage at temperatures between 580 C and 450 C on the tensile strength for a cooling rate of 25 K/s. R p0.2, R m [MPa] R p0.2 R m 325 C 275 C 225 C overaging time [s] Fig. 17a: Cooling rate of 90 K/s R p0.2, R m [MPa] R p0.2 R m overaging time [s] Fig. 17b: Cooling rate of 25 K/s R p0.2, R m [MPa] R p0.2 R m 325 C 275 C 225 C overaging time [s] Fig. 17c: Cooling rate of 5 K/s Fig. 17: Influence of a holding stage at temperatures of 325, 275 and 225 C on the yield and tensile strength for cooling rates of 90, 25 and 5 K/s Dilatometric investigations The influence of the holding stage on the transformation kinetics was investigated also with the dilatometer (T OA between 575 and 225 C and CR1 90, 25 and 5 K/s). A typical result is shown in Fig. 18 for a cooling rate of 25 K/s and a holding temperature of 275 C. A considerable amount of austenite transforms during the holding stage (Fig. 18a). Fig. 18b shows the isothermal transformation in detail, including the Avrami fit, the total amount of transformed austenite during isothermal holding and the times t 20, t 50 and t 80 describing the transformation kinetics. The fraction of austenite transformed during the holding stage is shown in Fig. 19 as a function of the holding temperature for the three different cooling rates. The amount of austenite transformed increases significantly with increasing cooling rates. Nevertheless, the behavior is almost independent of the cooling rate. The lowest amount is always found at the lowest holding temperature. At increasing temperatures an increasing transformed fraction is observed, and a maximum is located in the temperature range of C. Increasing the temperature further results in a decrease and a minimum in transformed austenite is observed in the temperature range of C. The minimum is shifted to higher temperatures for lower cooling rates. The resulting transformation kinetics is shown in Fig. 20. The shape of the time-temperature curves is similar for all cooling rates. Depending on the cooling rate the transformation of austenite is rather slow between 525 and 575 C. A maximum in transformation velocity is observed in the temperature range of 450 C. This maximum is shifted to higher temperatures upon increasing the cooling rate. Reducing the holding temperature to 325 C results
15 in a strongly retarded transformation kinetics. At even lower temperatures an increase is observed. However, at these low holding temperatures the total amount of transformed austenite is quite low and therefore an evaluation is more difficult. fraction of austenite Fig. 18a: Fraction as function of the temperature fraction of austenite y = A 0 - B(1-exp(-kt n )) A 0 = B = k = n = t 20 t holding time [s] Fig. 18b: Fraction of austenite as a function of the time Fig. 18: Austenite content as a function of the temperature during cooling for an annealing cycle with a cooling rate of 25 K/s and a holding stage at 275 C t 80 transformed austenite K/s 25 K/s 5 K/s holding Fig. 19: Fraction of austenite transformed during the holding stage t 20 t 50 t holding time [s] Fig. 20a: Cooling rate: 5 K/s t 20 t 50 t holding time [s] Fig. 20b: Cooling rate: 25 K/s t 20 t 50 t holding time [s] Fig. 20c: Cooling rate: 90 K/s Fig. 20: The time to transform 20, 50 or 80 % (t 20, t 50, t 80 ) of the austenite as a function of the holding temperature and the cooling rate
16 4. DISCUSSION 4.1 Dissolution of cementite and formation of austenite For the industrial production of cold-rolled DP grades the recrystallization of the deformation microstructure, the dissolution of cementite and the formation of austenite are the most important steps during heating and soaking in the furnace. In the investigated temperature range unrecrystallized grains and undissolved cementite were not detected. The results concerning the austenite formation kinetics gained from microstructure investigations on samples quenched after intercritical annealing and from dilatometer measurements agree quite well (Figs. 5b and 6b). A comparison of the austenite fraction determined experimentally and calculated with Thermocalc is shown in Fig. 21, for which the values obtained after soaking for 60 s and s are used for the interrupted annealing trials and the dilatometer measurements, respectively. Although the calculations with Thermocalc are done for equilibrium the agreement between the outcomes is excellent which can be attributed the low equilibrium enrichment of Cr and Mn in the austenite at these temperatures. In comparison to results reported in the literature [11, 14] the formation kinetics in the present investigations seems to be significantly faster. One reason for this discrepancy may due to the different microstructures of the materials tested. Speich et. al [14] used normalized material in comparison to as-cold-rolled material in this investigation. Cold reduction, however, results in a break up of the cementite plates of the pearlite formed during coiling and, hence, a remarkable increase of the dissolution kinetics due to the significantly increased carbide surface can be expected. 4.2 Transformations during cooling Cooling from the austenitic range Cooling from the austenitic range gives microstructures, which are quite unusual for cold-rolled DP grades. After an application of high cooling rates the microstructure contains mainly acicular ferrite and bainite and small fractions of polygonal ferrite and martensite. At lower cooling rates the amount of polygonal ferrite and blocky martensite increases. Acicular ferrite and bainite are typical for low carbon steel grades [24]. The reason for this uncommon microstructure is the delayed nucleation and growth of polygonal ferrite which is especially pronounced at high cooling rates and for larger austenite grain sizes. Lower cooling rates make possible the formation of polygonal ferrite, an enrichment of the carbon in the austenite and the formation of blocky martensite at grain triple points. In some regions acicular ferrite still can be observed at cooling rates as low as 10 K/s. Still lower cooling rates favor the formation of polygonal ferrite. However the amount of Cr and Mn in the steel studied is not sufficient to prevent the formation of pearlite for such low cooling rates. The continuous cooling transformation diagram is shown in Fig. 22, which includes the amount of transformed austenite. The formation of polygonal ferrite at temperatures between and 700 C is retarded at high cooling rates. Pearlite is only observed for cooling rates below 10 K/s. Acicular ferrite appears at ~ C for cooling rates above 10 K/s. Bainite is formed below C for all cooling rates Cooling after intercritical annealing In the following discussion the tensile strength is included in the analysis of the phase transformations taking place during cooling, by correlating the microstructures obtained from the experiments with different cooling rates (Fig. 8) with the tensile strength (Fig. 9). Martensite, tempered martensite and bainite are treated as a single hard phase since a clear differentiation between them is impossible with the light microscope. For simplicity ferrite and pearlite are treated as soft phase. A linear mixture rule [25] for the two phase microstructure is employed:
17 R m = V Soft R m Soft + V Hard R m Hard, where V Hard is the fraction of martensite, tempered martensite and bainite and V Soft is the fraction of the ferrite and pearlite. The quantities R m Soft and R m Hard are obtained from a least square fit and are taken as a measure for the tensile strength of ferrite and martensite, respectively. The same evaluation is performed for the phase fractions determined from the dilatometer measurements (Fig. 11). austenite fraction microstructure dilatometer Fig. 21: Austenite fraction as function of the intercritical annealing temperature. Comparison of an equilibrium calculation with Thermocalc and the experimental results based on dilatometer measurements and microstructure investigations % f γ t 30% 50% 70% 90% 95% polygonal ferrite acicular ferrite bainite pearlite martensite 75 CR time [s] Fig. 22: Continuous Cooling Transformation diagram (annealing temperature 1000 C; annealing time s, f γ t... transformed austenite fraction, CR... cooling rate in K/s) The fitted results are shown in Fig. 23. At low cooling rates a reasonable agreement between the results from the dilatometer measurements and the microstructure analyses experiments can be found. The fraction of the hard phase at high cooling rates predicted by dilatometry is significantly higher than that from the quantified microstructures. The reason for this discrepancy may be the inhomogeneous temperature distribution in the sample due to high cooling rates. Because of this complication in all further discussions only results based on microstructure investigations are used, which is predicted an increase in tensile strength by about 20 MPa per volume percent of martensite (hard phase). Using the above rule of the volume fractions of the soft phase (ferrite and pearlite) and the hard phase (martensite, tempered martensite and bainite) were calculated from the results of the mechanical tests reported in chapter 3.4 (see Fig. 24). An interpretation and a comparison of these curves with the other results will be done on the following assumption: In the following, the fraction of the soft phase, which is predominantly ferrite, is assumed to be constituted of ferrite formed during the intercritical annealing and during cooling. On the other hand, the amount of the hard phase is the sum of bainite and martensite transformed during cooling and the austenite transformed into martensite during quenching in the interrupted annealing cycles. These assumptions ensure, that these results can be compared with the ultimate amounts of the hard and soft phases obtained with different cooling rates, and the calculated phase fractions obtained from the mechanical properties can be used in the discussion of the transformation kinetics. The results from both the microstructure investigations (Figs. 7 and 12) and the dilatometer measurements show a very fast decrease of the austenite fraction during cooling down from the intercritical annealing to a temperature of
18 675 C even at cooling rates as high as 90 K/s. At 675 C the amounts of ferrite and remaining austenite determined from the microstructure and calculated from the mechanical properties agree well. Only for the highest cooling rate the dilatometer measurements show a significantly lower fraction of ferrite at this temperature. As has been mentioned already, this deviation can be attributed to an inhomogeneous temperature distribution in the sample during cooling. tensile strength [MPa] dilatometer microstructure fraction of hard phase fraction of hard phase dt/dt = 90 K/s dt/dt = 25 K/s dt/dt = 5 K/s Fig. 23: Tensile strength as a function of the fraction of hard phase fitted with an linear mixture role. Fig. 24: Fraction of the hard phase as a function of the temperature during cooling as calculated from the linear rule of mixture for different cooling rates. A large discrepancy exists for the austenite fraction during intercritical annealing. The austenite fraction obtained from microstructure investigations and dilatometer measurements result is 65-80% and only 35% when calculated from the mechanical properties. The reason for this remarkable deviation is the completely different microstructure after quenching from the intercritical annealing temperature, which then consists of a martensite matrix with ferrite inclusions. Also, the strength of martensite after direct quenching should be low due to its low carbon content. Thus, an application of the mechanical properties in the interpretation of the phase transformations is not possible in this case. The analysis of the mechanical properties predict a further decrease of the austenite fraction by about 6% in the temperature range from 675 C to 550 C. This is in excellent agreement with the results from the dilatometer measurements and the quantitative metallography. Even though the formation of pearlite cannot be resolved in the dilatometer experiments, the strong decrease of the tensile strength observed for the cooling rate of 5 K/s indicates its presence in the microstructure. When decreasing the temperature to 425 C the analysis of the tensile strength predicts an additional transformation of about 1.5% of austenite. This amount is too small to be detected by either dilatometer measurements or microstructure investigations. A significant increase of the pearlite fraction can be seen the lowest cooling rate of 5 K/s (Fig. 12). At even lower temperatures no change in the phase fractions can be evaluated from the tensile strength. In contrast, the dilatometer measurements show a remarkable transformation taking place during cooling to temperatures lower than C for high cooling rates. This transformation can be seen clearly in the microstructure (Fig. 12) where a remarkable amount of brown phase appears for quenching temperatures of C. Even though a clear determination of the phase is not possible, it may be bainite and/or martensite. The apparent contradiction between the results from the analysis of the tensile strength and those from the dilatometer measurements and the microstructure investigations can be resolved by assuming that the phase formed in this temperature range has almost the same strength level as the martensite formed during water quenching
19 The transformation behavior of intercritically annealed material can be summarized as follows (Fig. 25): Down to about C a very fast growth of polygonal ferrite takes place. Only at cooling rates lower than 10 K/s also the formation of pearlite occurs in this range. In the temperature range between C and C, only a very small fraction of austenite transforms. At high cooling rates, a remarkable amount of bainite or martensite is transformed at temperatures lower than C. Low cooling rates yield martensite at temperatures below 150 C. This very strong impact of the cooling rate can be explained by the carbon enrichment in the austenite. Increasing cooling rates result in a retarded growth of ferrite and, hence, in a reduction of the carbon content in the remaining austenite. Since the location of the bainite and the martensite start temperatures, in turn, strongly depends on the carbon content in the austenite, the appearance of martensite or bainite during cooling with high cooling rates is plausible Cooling with an isothermal holding stage Since the impact of an isothermal holding stage on the microstructure is essential for the production of coldrolled DP grades on continuous annealing lines or hot-dip galvanizing lines, the transformation behavior during isothermal holding will be discussed. The transformation behavior characterized with the dilatometer is summarized in Fig. 26 for the three cooling rates. Correlating the dilatometer results with the microstructures depicted in Figs. 14 and 15, three temperature regimes can be identified. At temperatures higher than 550 C the formation of pearlite during isothermal holding is dominant. In the temperature range between 550 and C a pronounced slow down of the transformation kinetics is measured. This retarded zone is shifted to significantly longer times and lower temperatures with decreasing cooling rates. In the temperature range between 550 and C the formation of bainite is dominant. At about 450 C this transformation is quite rapid. The transformation nose is shifted to larger times and lower temperatures when lowering the cooling rate. A gradual change of the microstructure is observed in the bainite range. At high temperatures clearly structured plates can be detected. At lower temperatures the transformation product appears uniformly brown colored. This difference can be attributed to the formation of upper and lower bainite. In the range of C the transformation speeds up again. Presently, a sound explanation for this behavior cannot be given polygonal ferrite pearlite bainite and martensite 100 martensite CR time [s] Fig. 25: Schematic summary of the transformation behavior of the intercritically annealed material during cooling to room temperature at constant cooling rates pearlite 90 K/s bainite??? 5 K/s 25 K/s holding time [s] Fig. 26: Transformation kinetics during isothermal holding as a function of the cooling rate
20 The strong influence of the cooling rate on the transformation behavior during isothermal holding is attributed to the enrichment of carbon in the austenite. From the austenite volume fraction the carbon content in the austenite can be estimated as a function of the cooling rate as ~0.75% for 5 K/s, ~0.55% for 25 K/s and ~ % for 90 K/s at 550 C. Here, the carbon content of ferrite is assumed as 0.02 mass %. The transformation behavior can be correlated very well with the mechanical properties given in Figs. 16 and 17. The markedly delayed transformation during isothermal holding at around 550 C is indicated also by the mechanical properties (Fig. 16). For the holding temperatures 450 and 580 C a stronger decrease of the tensile strength is observed as compared to that at 550 C. The decrease of the tensile strength is particularly strong for the cooling rate of 90 K/s and a holding temperature of 325 C. In agreement with the transformation behavior lower cooling rates and lower holding temperatures result in a much less pronounced reduction of the tensile strength during isothermal holding. 5. SUMMARY In the present work the transformation behavior of a cold-rolled DP grade during various annealing treatments was investigated. For this purpose the impact of the annealing temperature and soaking time on the recrystallization, dissolution of cementite and formation of austenite was studied. The transformation behavior during cooling from the austenite phase field and from the austenite-ferrite two phase field was examined as a function of the cooling rate. Experiments with different cooling rates to an isothermal holding stage were conducted. Microstructure investigations, dilatometer measurements and the mechanical properties were used to determine the transformation behavior. Neither unrecrystallized grains nor undissolved cementite particles were detected. Most of the austenite forms already during heating or in the first 3-5 seconds during soaking and further holding only slightly increases the austenite fraction. A continuous cooling transformation diagram after a complete austenitization shows the following features: High cooling rates of 100 K/s result in the formation of acicular ferrite and bainite and small amounts of polygonal ferrite and martensite. Low cooling rates lead to an increasing amount of polygonal ferrite and decreasing amounts of acicular ferrite and bainite. Additionally, the amount of blocky martensite at grain triple points increases. At cooling rates below 10 K/s a significant amount of pearlite is formed. After annealing in the intercritical range a markedly different behavior is observed. During cooling down to C the growth of the polygonal ferrite is dominant and pearlite is formed at cooling rates lower than 10 K/s. The cooling rate strongly influences the amount of ferrite formed during this first stage and alters the carbon content in the austenite which takes strong control over the further transformation. At high cooling rates the transformation of bainite and/or martensite is observed at temperatures below C. Low cooling rates yield martensite only at temperatures as low as 150 C. During isothermal holding three distinct regimes were observed. In the temperature range above 550 C the formation of pearlite is dominant. In the temperature range between 550 and C the formation of bainite takes place. Decreasing the cooling rate retards the transformation kinetics and also reduces the amount of the phases formed during holding isothermal. The slowest transformation is observed in the temperature range of 550 C and C. At temperatures below C an additional transformation is observed
DEVELOPMENT OF COLD ROLLED TBF-STEELS WITH A TENSILE STRENGTH OF 1180 MPA
 DEVELOPMENT OF COLD ROLLED TBF-STEELS WITH A TENSILE STRENGTH OF 1180 MPA Florian Winkelhofer, Thomas Hebesberger, Daniel Krizan, Armineh Avakemian and Andreas Pichler, voestalpine Stahl GmbH INHALT 03
DEVELOPMENT OF COLD ROLLED TBF-STEELS WITH A TENSILE STRENGTH OF 1180 MPA Florian Winkelhofer, Thomas Hebesberger, Daniel Krizan, Armineh Avakemian and Andreas Pichler, voestalpine Stahl GmbH INHALT 03
Development of TBF Steels with 980 MPa Tensile Strength for Automotive Applications: Microstructure and Mechanical Properties
 Development of TBF Steels with 980 MPa Tensile Strength for Automotive Applications: Microstructure and Mechanical Properties A. Bachmaier, K. Hausmann, D. Krizan, A. Pichler voestalpine Stahl Linz GmbH,
Development of TBF Steels with 980 MPa Tensile Strength for Automotive Applications: Microstructure and Mechanical Properties A. Bachmaier, K. Hausmann, D. Krizan, A. Pichler voestalpine Stahl Linz GmbH,
Introduction to Heat Treatment. Introduction
 MME444 Heat Treatment Sessional Week 01 Introduction to Heat Treatment Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Introduction Can you control the microstructure that formed during cooling of
MME444 Heat Treatment Sessional Week 01 Introduction to Heat Treatment Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Introduction Can you control the microstructure that formed during cooling of
Research and Development of Cold Rolled Hot-dip Galvanized DP590 Steel with Low Cost
 2015 2 nd International Conference on Material Engineering and Application (ICMEA 2015) ISBN: 978-1-60595-323-6 Research and Development of Cold Rolled Hot-dip Galvanized DP590 Steel with Low Cost Yun
2015 2 nd International Conference on Material Engineering and Application (ICMEA 2015) ISBN: 978-1-60595-323-6 Research and Development of Cold Rolled Hot-dip Galvanized DP590 Steel with Low Cost Yun
Engineering Materials
 Engineering Materials Heat Treatments of Ferrous Alloys Annealing Processes The term annealing refers to a heat treatment in which a material is exposed to an elevated temperature for an extended time
Engineering Materials Heat Treatments of Ferrous Alloys Annealing Processes The term annealing refers to a heat treatment in which a material is exposed to an elevated temperature for an extended time
UNIT-II PART- A Heat treatment Annealing annealing temperature Normalizing.
 UNIT-II PART- A 1. What is "critical cooling rate" in hardening of steels? This critical cooling rate, when included on the continuous transformation diagram, will just miss the nose at which the pearlite
UNIT-II PART- A 1. What is "critical cooling rate" in hardening of steels? This critical cooling rate, when included on the continuous transformation diagram, will just miss the nose at which the pearlite
Microalloying with Niobium in TRIP Steels
 Microalloying with Niobium in TRIP Steels Hardy Mohrbacher Companhia Brasileira de Metalurgia e Mineração (Niobium Products Company GmbH) Steinstrasse 28 D-40210 Düsseldorf Introduction An important step
Microalloying with Niobium in TRIP Steels Hardy Mohrbacher Companhia Brasileira de Metalurgia e Mineração (Niobium Products Company GmbH) Steinstrasse 28 D-40210 Düsseldorf Introduction An important step
Phase Transformations in Metals Tuesday, December 24, 2013 Dr. Mohammad Suliman Abuhaiba, PE 1
 Ferrite - BCC Martensite - BCT Fe 3 C (cementite)- orthorhombic Austenite - FCC Chapter 10 Phase Transformations in Metals Tuesday, December 24, 2013 Dr. Mohammad Suliman Abuhaiba, PE 1 Why do we study
Ferrite - BCC Martensite - BCT Fe 3 C (cementite)- orthorhombic Austenite - FCC Chapter 10 Phase Transformations in Metals Tuesday, December 24, 2013 Dr. Mohammad Suliman Abuhaiba, PE 1 Why do we study
Material Degradation of Nuclear Structures Mitigation by Nondestructive Evaluation
 Material Degradation of Nuclear Structures Mitigation by Nondestructive Evaluation 17 MnMoV 6 4 (WB35): Stretched Zone Material Degradation of Nuclear Structures Mitigation by Nondestructive Evaluation
Material Degradation of Nuclear Structures Mitigation by Nondestructive Evaluation 17 MnMoV 6 4 (WB35): Stretched Zone Material Degradation of Nuclear Structures Mitigation by Nondestructive Evaluation
DESIGN OF DUAL PHASE STEELS WITH MPa STRENGTH. Peter Zimovčák, Ľuboš Juhar, Ivor Kučera, Juraj Graban
 DESIGN OF DUAL PHASE STEELS WITH 450 600 MPa STRENGTH Peter Zimovčák, Ľuboš Juhar, Ivor Kučera, Juraj Graban U. S. Steel Košice, s.r.o., Vstupný areál U. S. Steel, 044 54 Košice, Slovakia pzimovcak@sk.uss.com,
DESIGN OF DUAL PHASE STEELS WITH 450 600 MPa STRENGTH Peter Zimovčák, Ľuboš Juhar, Ivor Kučera, Juraj Graban U. S. Steel Košice, s.r.o., Vstupný areál U. S. Steel, 044 54 Košice, Slovakia pzimovcak@sk.uss.com,
HEAT TREATMENT. Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability
 Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability HEAT TREATMENT With focus on Steels Principles of Heat Treatment of Steels Romesh C Sharma New Age International (P)
Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability HEAT TREATMENT With focus on Steels Principles of Heat Treatment of Steels Romesh C Sharma New Age International (P)
Heat Treating Basics-Steels
 Heat Treating Basics-Steels Semih Genculu, P.E. Steel is the most important engineering material as it combines strength, ease of fabrication, and a wide range of properties along with relatively low cost.
Heat Treating Basics-Steels Semih Genculu, P.E. Steel is the most important engineering material as it combines strength, ease of fabrication, and a wide range of properties along with relatively low cost.
ROLLING OF ADVANCED HIGH STRENGTH STEELS FOR AUTOMOTIVE INDUSTRY. Michał DZIEDZIC, Stanisław TURCZYN
 ROLLING OF ADVANCED HIGH STRENGTH STEELS FOR AUTOMOTIVE INDUSTRY Michał DZIEDZIC, Stanisław TURCZYN Abstract Akademia Górniczo-Hutnicza, al. Mickiewicza 30, 30-059 Kraków, Poland dziedzic@metal.agh.edu.pl,
ROLLING OF ADVANCED HIGH STRENGTH STEELS FOR AUTOMOTIVE INDUSTRY Michał DZIEDZIC, Stanisław TURCZYN Abstract Akademia Górniczo-Hutnicza, al. Mickiewicza 30, 30-059 Kraków, Poland dziedzic@metal.agh.edu.pl,
Effect of TMCP Parameters on the Microstructure and Properties of an Nb Ti Microalloyed Steel
 , pp. 851 857 Effect of TMCP Parameters on the Microstructure and Properties of an Nb Ti Microalloyed Steel Yanchun LIU, Fuxian ZHU, Yanmei LI and Guodong WANG The State Key Laboratory of Rolling & Automation,
, pp. 851 857 Effect of TMCP Parameters on the Microstructure and Properties of an Nb Ti Microalloyed Steel Yanchun LIU, Fuxian ZHU, Yanmei LI and Guodong WANG The State Key Laboratory of Rolling & Automation,
Chapter 9 Heat treatment (This chapter covers selective sections in Callister Chap. 9, 10 &11)
") Chapter 9 Heat treatment (This chapter covers selective sections in Callister Chap. 9, 10 &11) Study theme outcomes: After studying this chapter, students should or should be able to: - know and understand
Chapter 9 Heat treatment (This chapter covers selective sections in Callister Chap. 9, 10 &11) Study theme outcomes: After studying this chapter, students should or should be able to: - know and understand
Multi-pass Hot Rolling of Steels
 Multi-pass Hot Rolling of Steels Multi-pass hot rolling is a general practice in the production of plates. An illustration of a plate mill, Fig. 1, is shown below to demonstrate how a series of processes
Multi-pass Hot Rolling of Steels Multi-pass hot rolling is a general practice in the production of plates. An illustration of a plate mill, Fig. 1, is shown below to demonstrate how a series of processes
MICROSTRUCTURE EVOLUTION AND MECHANICAL PROPERTIES OF HOT ROLLED DUAL- PHASE STEEL. Yuriy A. BEZOBRAZOV, Anton A. NAUMOV
 MICROSTRUCTURE EVOLUTION AND MECHANICAL PROPERTIES OF HOT ROLLED DUAL- PHASE STEEL Yuriy A. BEZOBRAZOV, Anton A. NAUMOV St. Petersburg State Polytechnic University, St. Petersburg, Russian Federation nw86master@mail.ru,
MICROSTRUCTURE EVOLUTION AND MECHANICAL PROPERTIES OF HOT ROLLED DUAL- PHASE STEEL Yuriy A. BEZOBRAZOV, Anton A. NAUMOV St. Petersburg State Polytechnic University, St. Petersburg, Russian Federation nw86master@mail.ru,
Steels Processing, Structure, and Performance, Second Edition Copyright 2015 ASM International G. Krauss All rights reserved asminternational.
 Steels Processing, Structure, and Performance, Second Edition Copyright 2015 ASM International G. Krauss All rights reserved asminternational.org Contents Preface to the Second Edition of Steels: Processing,
Steels Processing, Structure, and Performance, Second Edition Copyright 2015 ASM International G. Krauss All rights reserved asminternational.org Contents Preface to the Second Edition of Steels: Processing,
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-4 THERMAL PROCESSING OF METALS-2 CONTINUOUS COOLING TRANSFORMATION (CCT) DIAGRAMS: In industrial heat-treating operations, in most cases a steel is not isothermally
MSE-226 Engineering Materials Lecture-4 THERMAL PROCESSING OF METALS-2 CONTINUOUS COOLING TRANSFORMATION (CCT) DIAGRAMS: In industrial heat-treating operations, in most cases a steel is not isothermally
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR
 Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
DEVELOPMENT OF HOT ROLLED PICKLED OILED 490 MPA CLASS USE PLAIN CARBON STEEL FOR AUTOMOTIVE PIPE APPLICATION
 DEVELOPMENT OF HOT ROLLED PICKLED OILED 490 MPA CLASS USE PLAIN CARBON STEEL FOR AUTOMOTIVE PIPE APPLICATION BY M. HARIS HIDAYAT * Engineer Process and Product Development, PT Krakatau Steel, Cigading
DEVELOPMENT OF HOT ROLLED PICKLED OILED 490 MPA CLASS USE PLAIN CARBON STEEL FOR AUTOMOTIVE PIPE APPLICATION BY M. HARIS HIDAYAT * Engineer Process and Product Development, PT Krakatau Steel, Cigading
Schematic representation of the development of microstructure. during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy
 Schematic representation of the development of microstructure during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy At 1300 ºC (point a) the alloy is in the liquid condition This continues
Schematic representation of the development of microstructure during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy At 1300 ºC (point a) the alloy is in the liquid condition This continues
Heat Treatment of Steels
 Heat Treatment of Steels Heat Treating is the process of heating and cooling a steel to obtain desired properties. Various types of heat treatment processes are used to change the following properties
Heat Treatment of Steels Heat Treating is the process of heating and cooling a steel to obtain desired properties. Various types of heat treatment processes are used to change the following properties
Kinetics - Heat Treatment
 Kinetics - Heat Treatment Nonequilibrium Cooling All of the discussion up till now has been for slow cooling Many times, this is TOO slow, and unnecessary Nonequilibrium effects Phase changes at T other
Kinetics - Heat Treatment Nonequilibrium Cooling All of the discussion up till now has been for slow cooling Many times, this is TOO slow, and unnecessary Nonequilibrium effects Phase changes at T other
Heat Treatment of Steels
 Heat Treatment of Steels Heat Treating is the process of heating and cooling a steel to obtain desired properties. Various types of heat treatment processes are used to change the following properties
Heat Treatment of Steels Heat Treating is the process of heating and cooling a steel to obtain desired properties. Various types of heat treatment processes are used to change the following properties
Arch. Metall. Mater. 62 (2017), 3,
, 3,") Arch. Metall. Mater. 62 (2017), 3, 1473-1477 DOI: 10.1515/amm-2017-0228 D. HAUSEROVA* #, J. DLOUHY*, J. KOTOUS* STRUCTURE REFINEMENT OF SPRING STEEL 51CrV4 AFTER ACCELERATED SPHEROIDISATION Material research
Arch. Metall. Mater. 62 (2017), 3, 1473-1477 DOI: 10.1515/amm-2017-0228 D. HAUSEROVA* #, J. DLOUHY*, J. KOTOUS* STRUCTURE REFINEMENT OF SPRING STEEL 51CrV4 AFTER ACCELERATED SPHEROIDISATION Material research
Q-P PROCESSING OF HIGH-STRENGTH LOW-ALLOYED STEEL SHEETS
 Q-P PROCESSING OF HIGH-STRENGTH LOW-ALLOYED STEEL SHEETS Daniela HAUSEROVÁ a, Zbyšek NOVÝ b, Jaromír DLOUHÝ c, Petr MOTYČKA d a,b,c,d COMTES FHT a.s., Průmyslová 995, 334 41 Dobřany, Czech Republic, comtesfht@comtesfht.cz
Q-P PROCESSING OF HIGH-STRENGTH LOW-ALLOYED STEEL SHEETS Daniela HAUSEROVÁ a, Zbyšek NOVÝ b, Jaromír DLOUHÝ c, Petr MOTYČKA d a,b,c,d COMTES FHT a.s., Průmyslová 995, 334 41 Dobřany, Czech Republic, comtesfht@comtesfht.cz
STRUCTURAL CHANGES IN Cr-V LEDEBURITIC STEEL DURING AUSTENITIZING AND QUENCHING
 1 STRUCTURAL CHANGES IN Cr-V LEDEBURITIC STEEL DURING AUSTENITIZING AND QUENCHING Peter Jurči Received 28 th January 2010; accepted in revised form 16 th February 2010 Abstract The Vanadis 6 PM Cr-V ledeburitic
1 STRUCTURAL CHANGES IN Cr-V LEDEBURITIC STEEL DURING AUSTENITIZING AND QUENCHING Peter Jurči Received 28 th January 2010; accepted in revised form 16 th February 2010 Abstract The Vanadis 6 PM Cr-V ledeburitic
Hypoeutectoid Carbon Steels. Hypereutectoid Carbon Steels
 Hypoeutectoid Carbon Steels Another example: Amount of carbon? 1035 Steel: white regions are proeutectoid ferrite grains By the end of this lecture you should be able to predict the amount of carbon in
Hypoeutectoid Carbon Steels Another example: Amount of carbon? 1035 Steel: white regions are proeutectoid ferrite grains By the end of this lecture you should be able to predict the amount of carbon in
1 INTERNATIONAL CONFERENCE ON HEAT TREATMENT AND SURFACE ENGINEERING OF TOOLS AND DIES IFHTSE 2005 Pula, Croatia, June, 2005
 st 1 INTERNATIONAL CONFERENCE ON HEAT TREATMENT AND SURFACE ENGINEERING OF TOOLS AND DIES IFHTSE 25 Pula, Croatia, 8-11 June, 25 THE ROLE OF INTERCRITICAL JOMINY TEST IN THE DEVELOPMENT OF DP AND TRIP
st 1 INTERNATIONAL CONFERENCE ON HEAT TREATMENT AND SURFACE ENGINEERING OF TOOLS AND DIES IFHTSE 25 Pula, Croatia, 8-11 June, 25 THE ROLE OF INTERCRITICAL JOMINY TEST IN THE DEVELOPMENT OF DP AND TRIP
Grain growth, precipitate state and microstructure evolution in an Nb-alloyed PHFP (AFP) steel
 steel") Grain growth, precipitate state and microstructure evolution in an Nb-alloyed PHFP (AFP) steel Master s Thesis Presentation by Mamta Sharma, M. Sc. Steel Institute, RWTH Aachen Supervisors: Univ. Prof.
Grain growth, precipitate state and microstructure evolution in an Nb-alloyed PHFP (AFP) steel Master s Thesis Presentation by Mamta Sharma, M. Sc. Steel Institute, RWTH Aachen Supervisors: Univ. Prof.
EFFECT OF ACCELERATED SPHEROIDISATION AND LONG ANNEALING OF 100CRMNSI6-4 STEEL ON STRUCTURE AND PROPERTIES AFTER HARDENING
 EFFECT OF ACCELERATED SPHEROIDISATION AND LONG ANNEALING OF 100CRMNSI6-4 STEEL ON STRUCTURE AND PROPERTIES AFTER HARDENING Daniela Hauserova, Jaromir Dlouhy, Zbysek Novy COMTES FHT a.s., Prumyslova 995,
EFFECT OF ACCELERATED SPHEROIDISATION AND LONG ANNEALING OF 100CRMNSI6-4 STEEL ON STRUCTURE AND PROPERTIES AFTER HARDENING Daniela Hauserova, Jaromir Dlouhy, Zbysek Novy COMTES FHT a.s., Prumyslova 995,
Effect of Austenitising Temperature and Cooling Condition on Mechanical Properties of Low Carbon Boron Containing Steel
 International Journal of Metallurgical Engineering 2012, 1(1): 1-6 DOI: 10.5923/j.ijmee.20120101.01 Effect of Austenitising Temperature and Cooling Condition on Mechanical Properties of Low Carbon Boron
International Journal of Metallurgical Engineering 2012, 1(1): 1-6 DOI: 10.5923/j.ijmee.20120101.01 Effect of Austenitising Temperature and Cooling Condition on Mechanical Properties of Low Carbon Boron
RECENT DEVELOPMENTS ON CONTROLLED ROLLING TECHNOLOGY AT COMPANHIA SIDERÚRGICA PAULISTA - COSIPA 1
 RECENT DEVELOPMENTS ON CONTROLLED ROLLING TECHNOLOGY AT COMPANHIA SIDERÚRGICA PAULISTA - COSIPA 1 Antonio Augusto Gorni 2 Jackson Soares de Souza Reis 3 José Herbert Dolabela da Silveira 4 - INTRODUCTION
RECENT DEVELOPMENTS ON CONTROLLED ROLLING TECHNOLOGY AT COMPANHIA SIDERÚRGICA PAULISTA - COSIPA 1 Antonio Augusto Gorni 2 Jackson Soares de Souza Reis 3 José Herbert Dolabela da Silveira 4 - INTRODUCTION
High-Strength Low-Alloy Steels
 High-Strength Low-Alloy Steels Introduction and Overview High-strength low-alloy (HSLA) steels, or microalloyed steels, are designed to provide better mechanical properties and/or greater resistance to
High-Strength Low-Alloy Steels Introduction and Overview High-strength low-alloy (HSLA) steels, or microalloyed steels, are designed to provide better mechanical properties and/or greater resistance to
Binary Phase Diagrams - II
 Binary Phase Diagrams - II Note the alternating one phase / two phase pattern at any given temperature Binary Phase Diagrams - Cu-Al Can you spot the eutectoids? The peritectic points? How many eutectic
Binary Phase Diagrams - II Note the alternating one phase / two phase pattern at any given temperature Binary Phase Diagrams - Cu-Al Can you spot the eutectoids? The peritectic points? How many eutectic
4. ELECTRIC RAPID HEATING OF METALLIC MATERIALS
 4. ELECTRIC RAPID HEATING OF METALLIC MATERIALS Classification of chapters: 4.1. Basic principles of electric rapid heating 4.2. Basic technical data on electric rapid heating 4.3. Comparison of reached
4. ELECTRIC RAPID HEATING OF METALLIC MATERIALS Classification of chapters: 4.1. Basic principles of electric rapid heating 4.2. Basic technical data on electric rapid heating 4.3. Comparison of reached
GRAIN GROWTH BEHAVIOUR OF NIOBIUM-ALLOYED DIRECT QUENCHED STEELS DURING SLAB REHEATING
 GRAIN GROWTH BEHAVIOUR OF NIOBIUM-ALLOYED DIRECT QUENCHED STEELS DURING SLAB REHEATING CASR-seminar 19.12.2013 Materials engineering laboratory/ Jaakko Hannula 2 CONTENT Introduction Purpose of the study/
GRAIN GROWTH BEHAVIOUR OF NIOBIUM-ALLOYED DIRECT QUENCHED STEELS DURING SLAB REHEATING CASR-seminar 19.12.2013 Materials engineering laboratory/ Jaakko Hannula 2 CONTENT Introduction Purpose of the study/
FATIGUE LIFE IMPROVEMENT OF METAL SHEETS MADE OF 34CRNIMO6 STEEL. Jan Džugan, Zbyšek Nový, Martina Donátová, Jaromír Dlouhý, Pavel Konopík
 FATIGUE LIFE IMPROVEMENT OF METAL SHEETS MADE OF 34CRNIMO6 STEEL Jan Džugan, Zbyšek Nový, Martina Donátová, Jaromír Dlouhý, Pavel Konopík COMTES FHT Inc., Průmyslová 995, 334 41 Dobřany, Czech Republic,
FATIGUE LIFE IMPROVEMENT OF METAL SHEETS MADE OF 34CRNIMO6 STEEL Jan Džugan, Zbyšek Nový, Martina Donátová, Jaromír Dlouhý, Pavel Konopík COMTES FHT Inc., Průmyslová 995, 334 41 Dobřany, Czech Republic,
MSE2034 (STALEY) Test #3 Review 4/2/06
 Test #3 Review 4/2/06") MSE2034 (STALEY) Test #3 Review 4/2/06 The third test in this course will be a take-home assignment handed out at the end of class Wednesday, April 5, and due by Noon on Friday, April 7. It will be open
MSE2034 (STALEY) Test #3 Review 4/2/06 The third test in this course will be a take-home assignment handed out at the end of class Wednesday, April 5, and due by Noon on Friday, April 7. It will be open
University of Pretoria Z Tang (2006) Chapter 8 Studies of acicular ferrite by thin foil TEM CHAPTER 8 STUDIES OF ACICULAR FERRITE BY THIN FOIL TEM
 Chapter 8 Studies of acicular ferrite by thin foil TEM CHAPTER 8 STUDIES OF ACICULAR FERRITE BY THIN FOIL TEM") CHAPTER 8 STUDIES OF ACICULAR FERRITE BY THIN FOIL TEM 8.1 Acicular ferrite morphology in experimental alloys The optical micrographs in figure 7.29 for the alloys after rapid cooling at a rate of 47 ºCs
CHAPTER 8 STUDIES OF ACICULAR FERRITE BY THIN FOIL TEM 8.1 Acicular ferrite morphology in experimental alloys The optical micrographs in figure 7.29 for the alloys after rapid cooling at a rate of 47 ºCs
Effects of Coiling Temperature on Microstructure and Mechanical Properties of High-strength Hot-rolled Steel Plates Containing Cu, Cr and Ni
 , pp. 692 698 Effects of Coiling Temperature on Microstructure and Mechanical Properties of High-strength Hot-rolled Steel Plates Containing Cu, Cr and Ni Sung-Joon KIM, Chang Gil LEE, Tae-Ho LEE and Sunghak
, pp. 692 698 Effects of Coiling Temperature on Microstructure and Mechanical Properties of High-strength Hot-rolled Steel Plates Containing Cu, Cr and Ni Sung-Joon KIM, Chang Gil LEE, Tae-Ho LEE and Sunghak
Precipitation Hardening. Outline. Precipitation Hardening. Precipitation Hardening
 Outline Dispersion Strengthening Mechanical Properties of Steel Effect of Pearlite Particles impede dislocations. Things that slow down/hinder/impede dislocation movement will increase, y and TS And also
Outline Dispersion Strengthening Mechanical Properties of Steel Effect of Pearlite Particles impede dislocations. Things that slow down/hinder/impede dislocation movement will increase, y and TS And also
Chapter 10: Phase Transformations
 Chapter 10: Phase Transformations ISSUES TO ADDRESS... Transforming one phase into another takes time. Fe C FCC (Austenite) Eutectoid transformation Fe 3 C (cementite) + (ferrite) (BCC) How does the rate
Chapter 10: Phase Transformations ISSUES TO ADDRESS... Transforming one phase into another takes time. Fe C FCC (Austenite) Eutectoid transformation Fe 3 C (cementite) + (ferrite) (BCC) How does the rate
Heat treatment and effects of Cr and Ni in low alloy steel
 Bull. Mater. Sci., Vol. 34, No. 7, December 2011, pp. 1439 1445. Indian Academy of Sciences. Heat treatment and effects of Cr and Ni in low alloy steel MOHAMMAD ABDUR RAZZAK Materials and Metallurgical
Bull. Mater. Sci., Vol. 34, No. 7, December 2011, pp. 1439 1445. Indian Academy of Sciences. Heat treatment and effects of Cr and Ni in low alloy steel MOHAMMAD ABDUR RAZZAK Materials and Metallurgical
ATI 201 HP /ATI 201L HP
 Stainless Steel: Austenitic (UNS S20100 and S20103) GENERAL PROPERTIES and L austenitic stainless steels belong to the 200 series of Cr-Mn-Ni stainless alloys, which are similar to the 300 series of Cr-Ni
Stainless Steel: Austenitic (UNS S20100 and S20103) GENERAL PROPERTIES and L austenitic stainless steels belong to the 200 series of Cr-Mn-Ni stainless alloys, which are similar to the 300 series of Cr-Ni
Lecture 5: Heat Treatment of Steel
 Lecture 5: Heat Treatment of Steel MMat 380 Lecture outline TTT diagrams (hypo and hyper eutectoid steels) CCT vs TTT diagrams Austenizing Heat Treatments For hypoeutectoid mild steels For hypereutectoid
Lecture 5: Heat Treatment of Steel MMat 380 Lecture outline TTT diagrams (hypo and hyper eutectoid steels) CCT vs TTT diagrams Austenizing Heat Treatments For hypoeutectoid mild steels For hypereutectoid
BFF1113 Engineering Materials DR. NOOR MAZNI ISMAIL FACULTY OF MANUFACTURING ENGINEERING
 BFF1113 Engineering Materials DR. NOOR MAZNI ISMAIL FACULTY OF MANUFACTURING ENGINEERING Course Guidelines: 1. Introduction to Engineering Materials 2. Bonding and Properties 3. Crystal Structures & Properties
BFF1113 Engineering Materials DR. NOOR MAZNI ISMAIL FACULTY OF MANUFACTURING ENGINEERING Course Guidelines: 1. Introduction to Engineering Materials 2. Bonding and Properties 3. Crystal Structures & Properties
Chapter 10: Phase Transformations
 Chapter 10: Phase Transformations ISSUES TO ADDRESS... Transforming one phase into another takes time. Fe (Austenite) Eutectoid transformation Fe 3 C (cementite) + C FCC (ferrite) (BCC) How does the rate
Chapter 10: Phase Transformations ISSUES TO ADDRESS... Transforming one phase into another takes time. Fe (Austenite) Eutectoid transformation Fe 3 C (cementite) + C FCC (ferrite) (BCC) How does the rate
Mechanical Properties and Fracture Behavior of Medium Carbon Dual Phase Steels
 Mechanical Properties and Fracture Behavior of Medium Carbon Dual Phase Steels Manoranjan Kumar Manoj 1*, Vivek Pancholi 2 and Sumeer Kumar Nath 2 Metallurgical Engineering Department 1, National Institute
Mechanical Properties and Fracture Behavior of Medium Carbon Dual Phase Steels Manoranjan Kumar Manoj 1*, Vivek Pancholi 2 and Sumeer Kumar Nath 2 Metallurgical Engineering Department 1, National Institute
GRAIN REFINEMENT AND HIGH PRECIPITATION HARDENING BY COMBINING MICROALLOYING AND ULTRA FAST COOLING
 GRAIN REFINEMENT AND HIGH PRECIPITATION HARDENING BY COMBINING MICROALLOYING AND ULTRA FAST COOLING Christophe Mesplont Centre for Research in Metallurgy, Belgium ABSTRACT Microalloying with Nb has been
GRAIN REFINEMENT AND HIGH PRECIPITATION HARDENING BY COMBINING MICROALLOYING AND ULTRA FAST COOLING Christophe Mesplont Centre for Research in Metallurgy, Belgium ABSTRACT Microalloying with Nb has been
11.3 The alloying elements in tool steels (e.g., Cr, V, W, and Mo) combine with the carbon to form very hard and wear-resistant carbide compounds.
 combine with the carbon to form very hard and wear-resistant carbide compounds.") 11-2 11.2 (a) Ferrous alloys are used extensively because: (1) Iron ores exist in abundant quantities. (2) Economical extraction, refining, and fabrication techniques are available. (3) The alloys may
11-2 11.2 (a) Ferrous alloys are used extensively because: (1) Iron ores exist in abundant quantities. (2) Economical extraction, refining, and fabrication techniques are available. (3) The alloys may
Lecture 31-36: Questions:
 Lecture 31-36: Heat treatment of steel: T-T-T diagram, Pearlitic, Martensitic & Bainitic transformation, effect of alloy elements on phase diagram & TTT diagram, CCT diagram, Annealing, normalizing, hardening
Lecture 31-36: Heat treatment of steel: T-T-T diagram, Pearlitic, Martensitic & Bainitic transformation, effect of alloy elements on phase diagram & TTT diagram, CCT diagram, Annealing, normalizing, hardening
The effect of cooling rate and coiling temperature on the niobium retention in ultrathin castrip steel
 University of Wollongong Research Online University of Wollongong Thesis Collection 1954-2016 University of Wollongong Thesis Collections 2016 The effect of cooling rate and coiling temperature on the
University of Wollongong Research Online University of Wollongong Thesis Collection 1954-2016 University of Wollongong Thesis Collections 2016 The effect of cooling rate and coiling temperature on the
Metallurgy in Production
 In the Name of Allah University of Hormozgan Metallurgy in Production First semester 95-96 Mohammad Ali Mirzai 1 Chapter 7 - Part 1: Heat Treatment of Steels 2 The kinds of treatments for improve properties
In the Name of Allah University of Hormozgan Metallurgy in Production First semester 95-96 Mohammad Ali Mirzai 1 Chapter 7 - Part 1: Heat Treatment of Steels 2 The kinds of treatments for improve properties
Copyright 1999 Society of Manufacturing Engineers. FUNDAMENTAL MANUFACTURING PROCESSES Heat Treating NARRATION (VO): RESISTANCE OF METALS AND ALLOYS.
: RESISTANCE OF METALS AND ALLOYS.") FUNDAMENTAL MANUFACTURING PROCESSES Heat Treating SCENE 1. CG: Through Hardening Processes white text centered on black SCENE 2. tape 501, 12:10:03-12:10:20 parts going in for heat treating HARDENING PROCESSES
FUNDAMENTAL MANUFACTURING PROCESSES Heat Treating SCENE 1. CG: Through Hardening Processes white text centered on black SCENE 2. tape 501, 12:10:03-12:10:20 parts going in for heat treating HARDENING PROCESSES
MTLS 4L04 Steel Section. Lecture 6
 MTLS 4L04 Steel Section Lecture 6 Tempering of Martensite To get around the problem of the brittleness of the Martensite, Martensite is heat treated at elevated temperatures (200-700 C) to precipitate
MTLS 4L04 Steel Section Lecture 6 Tempering of Martensite To get around the problem of the brittleness of the Martensite, Martensite is heat treated at elevated temperatures (200-700 C) to precipitate
Metallurgy in Production
 In the Name of Allah University of Hormozgan Metallurgy in Production First semester 95-96 Mohammad Ali Mirzai 1 Chapter 6 : the iron carbon phase diagram 2 The Iron-Carbon Alloy Classification 3 The Iron-Carbon
In the Name of Allah University of Hormozgan Metallurgy in Production First semester 95-96 Mohammad Ali Mirzai 1 Chapter 6 : the iron carbon phase diagram 2 The Iron-Carbon Alloy Classification 3 The Iron-Carbon
As-Quenched Martensite with Precipitation Hardening
 Technical Report As-Quenched Martensite with Precipitation Hardening UDC 621. 785. 616 Kazuki FUJIWARA* Kaori KAWANO Abstract The hardness of martensite depends on the content of the interstitial element
Technical Report As-Quenched Martensite with Precipitation Hardening UDC 621. 785. 616 Kazuki FUJIWARA* Kaori KAWANO Abstract The hardness of martensite depends on the content of the interstitial element
THE ROLE OF NIOBIUM IN LOW CARBON BAINITIC HSLA STEEL. Klaus Hulka Niobium Products Company GmbH, Düsseldorf, Germany
 THE ROLE OF NIOBIUM IN LOW CARBON BAINITIC HSLA STEEL Klaus Hulka Niobium Products Company GmbH, Düsseldorf, Germany ABSTRACT With higher strength, weight reduction can be achieved. Besides the required
THE ROLE OF NIOBIUM IN LOW CARBON BAINITIC HSLA STEEL Klaus Hulka Niobium Products Company GmbH, Düsseldorf, Germany ABSTRACT With higher strength, weight reduction can be achieved. Besides the required
TRANSFORMATIONS DURING QUENCHING AND TEMPERING OF HOT-WORK TOOL STEEL. Piotr BAŁA, Janusz KRAWCZYK
 TRANSFORMATIONS DURING QUENCHING AND TEMPERING OF HOT-WORK TOOL STEEL Piotr BAŁA, Janusz KRAWCZYK AGH University of Science and Technology Faculty of Metals Engineering and Industrial Computer Science
TRANSFORMATIONS DURING QUENCHING AND TEMPERING OF HOT-WORK TOOL STEEL Piotr BAŁA, Janusz KRAWCZYK AGH University of Science and Technology Faculty of Metals Engineering and Industrial Computer Science
University of Pretoria Z Tang (2006) Chapter 8 Studies of acicular ferrite by thin foil TEM
 Chapter 8 Studies of acicular ferrite by thin foil TEM") 8.2 Two types of acicular ferrite 8.2.1 Structure with parallel laths There appeared to be two types of acicular ferrite laths that were observed in those alloys cooled with a rapid cooling rate of 47
8.2 Two types of acicular ferrite 8.2.1 Structure with parallel laths There appeared to be two types of acicular ferrite laths that were observed in those alloys cooled with a rapid cooling rate of 47
Copper Precipitation Hardened, High Strength, Weldable Steel
 Copper Precipitation Hardened, High Strength, Weldable Steel by Semyon Vaynman 1, Morris E. Fine 1, Gautam Ghosh 1, and Shrikant P. Bhat 2 "Materials for the New Millennium," Proceedings of the 4 th Materials
Copper Precipitation Hardened, High Strength, Weldable Steel by Semyon Vaynman 1, Morris E. Fine 1, Gautam Ghosh 1, and Shrikant P. Bhat 2 "Materials for the New Millennium," Proceedings of the 4 th Materials
Applying Computer Simulation in Improving Heat Treating Condition of Thin High-Carbon Steel Parts
 Journal of Metals, Materials and Minerals, Vol.21 No.1 pp.101-105, 2011 Applying Computer Simulation in Improving Heat Treating Condition of Thin High-Carbon Steel Parts Thanaporn KORAD*, Mana POLBOON,
Journal of Metals, Materials and Minerals, Vol.21 No.1 pp.101-105, 2011 Applying Computer Simulation in Improving Heat Treating Condition of Thin High-Carbon Steel Parts Thanaporn KORAD*, Mana POLBOON,
Hot Stamping Process Simulation with LS-DYNA Capabilities and Benefits. David Lorenz DYNAmore GmbH
 Hot Stamping Process Simulation with LS-DYNA Capabilities and Benefits David Lorenz DYNAmore GmbH Agenda 1. Hot Stamping and Presshardening of Boron Steel 2. Hot Stamping Feasibility Studies 3. Presshardening
Hot Stamping Process Simulation with LS-DYNA Capabilities and Benefits David Lorenz DYNAmore GmbH Agenda 1. Hot Stamping and Presshardening of Boron Steel 2. Hot Stamping Feasibility Studies 3. Presshardening
Effect of Ti on Charpy Fracture Energy and Other Mechanical Properties of ASTM A 710 Grade B Cu-Precipitation-Strengthened Steel
 To be presented at Materials Science & Technology 2009 Conference (MS&T 09) October 25-29, 2009, Pittsburgh, PA Effect of Ti on Charpy Fracture Energy and Other Mechanical Properties of ASTM A 710 Grade
To be presented at Materials Science & Technology 2009 Conference (MS&T 09) October 25-29, 2009, Pittsburgh, PA Effect of Ti on Charpy Fracture Energy and Other Mechanical Properties of ASTM A 710 Grade
INFLUENCE OF THE RETAINED AUSTENITE VOLUME FRACTION ON THE PHASE TRANSFORMATIONS DURING TEMPERING IN HIGH CARBON ALLOY STEEL
 INFLUENCE OF THE RETAINED AUSTENITE VOLUME FRACTION ON THE PHASE TRANSFORMATIONS DURING TEMPERING IN HIGH CARBON ALLOY STEEL Rafał DZIURKA, Kamil GÓRECKI, Mateusz KOPYŚCIAŃSKI, Łukasz Frocisz AGH University
INFLUENCE OF THE RETAINED AUSTENITE VOLUME FRACTION ON THE PHASE TRANSFORMATIONS DURING TEMPERING IN HIGH CARBON ALLOY STEEL Rafał DZIURKA, Kamil GÓRECKI, Mateusz KOPYŚCIAŃSKI, Łukasz Frocisz AGH University
INFLUENCE OF SECOND PHASE PARTICLES ON RECRYSTALLISATION OF COLD-ROLLED LOW CARBON MICROALLOYED STEELS DURING ISOTHERMAL ANNEALING
 INFLUENCE OF SECOND PHASE PARTICLES ON RECRYSTALLISATION OF COLD-ROLLED LOW CARBON MICROALLOYED STEELS DURING ISOTHERMAL ANNEALING Carlos Capdevila a, Tommy De Cock b, Carlos García-Mateo c, Francisca
INFLUENCE OF SECOND PHASE PARTICLES ON RECRYSTALLISATION OF COLD-ROLLED LOW CARBON MICROALLOYED STEELS DURING ISOTHERMAL ANNEALING Carlos Capdevila a, Tommy De Cock b, Carlos García-Mateo c, Francisca
Effect of Nb on Hot Rolled High Strength Steel Sheets Produced by Thin Slab Casting and Hot Direct Rolling Process
 , pp. 1658 1663 Effect of Nb on Hot Rolled High Strength Steel Sheets Produced by Thin Slab Casting and Hot Direct Rolling Process Shunichi HASHIMOTO CBMM ASIA CO.,LTD., 4-1-4, Akasaka, Minato-ku, Tokyo
, pp. 1658 1663 Effect of Nb on Hot Rolled High Strength Steel Sheets Produced by Thin Slab Casting and Hot Direct Rolling Process Shunichi HASHIMOTO CBMM ASIA CO.,LTD., 4-1-4, Akasaka, Minato-ku, Tokyo
CHAPTER INTRODUCTION
 1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
Investigation of aging heat treatment on microstructure and mechanical properties of 316L austenitic stainless steel weld metal
 Computational Methods and Experiments in Material Characterisation II 63 Investigation of aging heat treatment on microstructure and mechanical properties of 316L austenitic stainless steel weld metal
Computational Methods and Experiments in Material Characterisation II 63 Investigation of aging heat treatment on microstructure and mechanical properties of 316L austenitic stainless steel weld metal
Development of a High-Deformability Linepipe with Resistance to Strain-aged Hardening by HOP (Heat-treatment On-line Process)
") JFE TECHNICAL REPORT No. 12 (Oct. 28) Development of a High-Deformability Linepipe with Resistance to Strain-aged Hardening by HOP (Heat-treatment On-line Process) OKATSU Mitsuhiro *1 SHIKANAI Nobuo *2
JFE TECHNICAL REPORT No. 12 (Oct. 28) Development of a High-Deformability Linepipe with Resistance to Strain-aged Hardening by HOP (Heat-treatment On-line Process) OKATSU Mitsuhiro *1 SHIKANAI Nobuo *2
GRAIN REFINEMENT AND TEXTURE CHANGE IN INTERSTITIAL FREE STEELS AFTER SEVERE ROLLING AND ULTRA-SHORT ANNEALING
 Materials Science Forum Online: 2004-10-15 ISSN: 1662-9752, Vols. 467-470, pp 287-292 doi:10.4028/www.scientific.net/msf.467-470.287 2004 Trans Tech Publications, Switzerland Citation & Copyright (to be
Materials Science Forum Online: 2004-10-15 ISSN: 1662-9752, Vols. 467-470, pp 287-292 doi:10.4028/www.scientific.net/msf.467-470.287 2004 Trans Tech Publications, Switzerland Citation & Copyright (to be
CHAPTER 3 SELECTION AND PROCESSING OF THE SPECIMEN MATERIAL
 54 CHAPTER 3 SELECTION AND PROCESSING OF THE SPECIMEN MATERIAL 3.1 HIGH STRENGTH ALUMINIUM ALLOY In the proposed work, 7075 Al alloy (high strength) has been identified, as a material for the studies on
54 CHAPTER 3 SELECTION AND PROCESSING OF THE SPECIMEN MATERIAL 3.1 HIGH STRENGTH ALUMINIUM ALLOY In the proposed work, 7075 Al alloy (high strength) has been identified, as a material for the studies on
THE EFFECT OF ALLOYING ELEMENTS ON THE TEMPERATURE RANGE OF PEARLITE TO AUSTENITE TRANSFORMATION IN LOW ALLOY HYPOEUTECTOID STEELS
 THE EFFECT OF ALLOYING ELEMENTS ON THE TEMPERATURE RANGE OF PEARLITE TO AUSTENITE TRANSFORMATION IN LOW ALLOY HYPOEUTECTOID STEELS PAWŁOWSKI Bogdan 1, BAŁA Piotr 1,2, DZIURKA Rafał 1 1 AGH University of
THE EFFECT OF ALLOYING ELEMENTS ON THE TEMPERATURE RANGE OF PEARLITE TO AUSTENITE TRANSFORMATION IN LOW ALLOY HYPOEUTECTOID STEELS PAWŁOWSKI Bogdan 1, BAŁA Piotr 1,2, DZIURKA Rafał 1 1 AGH University of
CHAPTER SEVEN EXPERIMENTAL RESULTS EFFECT OF THE STEEL S COMPOSITION 7.1 EFFECT OF ANNEALING TREATMENT ON STEEL B
 CHAPTER SEVEN EXPERIMENTAL RESULTS EFFECT OF THE STEEL S COMPOSITION 7 7.1 EFFECT OF ANNEALING TREATMENT ON STEEL B In order to understand the precipitation behaviour of the Laves phase more precisely,
CHAPTER SEVEN EXPERIMENTAL RESULTS EFFECT OF THE STEEL S COMPOSITION 7 7.1 EFFECT OF ANNEALING TREATMENT ON STEEL B In order to understand the precipitation behaviour of the Laves phase more precisely,
In their simplest form, steels are alloys of Iron (Fe) and Carbon (C).
 and Carbon (C).") Iron-Carbon Phase Diagram Its defined as:- A map of the temperature at which different phase changes occur on very slow heating and cooling in relation to Carbon content. is Isothermal and continuous cooling
Iron-Carbon Phase Diagram Its defined as:- A map of the temperature at which different phase changes occur on very slow heating and cooling in relation to Carbon content. is Isothermal and continuous cooling
The relationships between tensile properties and hole expansion property of C-Mn steels
 JOURNAL OF MATERIALS SCIENCE 38 (2003)3877 3882 The relationships between tensile properties and hole expansion property of C-Mn steels X. FANG, Z. FAN, B. RALPH Brunel Centre for Advanced Solidification
JOURNAL OF MATERIALS SCIENCE 38 (2003)3877 3882 The relationships between tensile properties and hole expansion property of C-Mn steels X. FANG, Z. FAN, B. RALPH Brunel Centre for Advanced Solidification
A comparative study on the mechanical properties, and formability of heat treated Dual-Phase DP 600 steel against the conventional SPFH 590 steel
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS A comparative study on the mechanical properties, and formability of heat treated Dual-Phase DP 600 steel against the conventional
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS A comparative study on the mechanical properties, and formability of heat treated Dual-Phase DP 600 steel against the conventional
special hot work tool steel CR7V-L
 special hot work tool steel CR7V-L T h e p r e m i u m s t e e l w i t h m a x i m u m h i g h t e m p e r at u r e w e a r r e s i s ta n c e 2 From the casting of steel to finished die... LONG-STANDING
special hot work tool steel CR7V-L T h e p r e m i u m s t e e l w i t h m a x i m u m h i g h t e m p e r at u r e w e a r r e s i s ta n c e 2 From the casting of steel to finished die... LONG-STANDING
Lab Materials Science
 Institute for Micro- and Nanomaterials Lab Summer Term 2007 Group 9: Adelheid Grob & Sukhum Ruangchai & Brook Esseye lab on June, 21st 2007 1 Questions 1.1 What is the goal of metallographic sample preparation?
Institute for Micro- and Nanomaterials Lab Summer Term 2007 Group 9: Adelheid Grob & Sukhum Ruangchai & Brook Esseye lab on June, 21st 2007 1 Questions 1.1 What is the goal of metallographic sample preparation?
KARIM KAHOUL SENIOR PRODUCT MANAGER DANIELI CENTRO COMBUSTION HOT DIP GALVANIZING LINE AT ARVEDI: PRODUCING AHSS OVER 800 MPA
 KARIM KAHOUL SENIOR PRODUCT MANAGER DANIELI CENTRO COMBUSTION HOT DIP GALVANIZING LINE AT ARVEDI: PRODUCING AHSS OVER 800 MPA HOT DIP GALVANIZING LINE AT ARVEDI INDEX 1 2 3 4 5 COLD MILL COMPLEX AT ARVEDI
KARIM KAHOUL SENIOR PRODUCT MANAGER DANIELI CENTRO COMBUSTION HOT DIP GALVANIZING LINE AT ARVEDI: PRODUCING AHSS OVER 800 MPA HOT DIP GALVANIZING LINE AT ARVEDI INDEX 1 2 3 4 5 COLD MILL COMPLEX AT ARVEDI
EFFECT OF POST SINTERING THERMAL TREATMENTS ON DIMENSIONAL PRECISION AND MECHANICAL PROPERTIES IN SINTER-HARDENING PM STEELS
 EFFECT OF POST SINTERING THERMAL TREATMENTS ON DIMENSIONAL PRECISION AND MECHANICAL PROPERTIES IN SINTER-HARDENING PM STEELS Bruce Lindsley and Thomas Murphy Hoeganaes Corporation Cinnaminson, NJ 08077
EFFECT OF POST SINTERING THERMAL TREATMENTS ON DIMENSIONAL PRECISION AND MECHANICAL PROPERTIES IN SINTER-HARDENING PM STEELS Bruce Lindsley and Thomas Murphy Hoeganaes Corporation Cinnaminson, NJ 08077
XD15NW TM. A high hardness, corrosion and fatigue resistance martensitic grade CONTINUOUS INNOVATION RESEARCH SERVICE.
 TM A high hardness, corrosion and fatigue resistance martensitic grade CONTINUOUS METALLURGICAL special STEELS INNOVATION RESEARCH SERVICE DEVELOPMENT Enhancing your performance THE INDUSTRIAL ENVIRONMENT
TM A high hardness, corrosion and fatigue resistance martensitic grade CONTINUOUS METALLURGICAL special STEELS INNOVATION RESEARCH SERVICE DEVELOPMENT Enhancing your performance THE INDUSTRIAL ENVIRONMENT
Resistance Spot Welding of Coated High Strength Dual Phase Steels
 Resistance Spot Welding of Coated High Strength Dual Phase Steels Murali D. Tumuluru United States Steel Corporation Research and Technology Center Monroeville, Pa Topics Introduction Dual Phase Steels
Resistance Spot Welding of Coated High Strength Dual Phase Steels Murali D. Tumuluru United States Steel Corporation Research and Technology Center Monroeville, Pa Topics Introduction Dual Phase Steels
Introduction. 1. Development of microstructure controlled Hi- Ten
 Improvement of fuel economy, crash worthiness and passenger safety are gaining increasing attention in the automobile industry. Kobe Steel has developed and has continued to produce a variety of high strength
Improvement of fuel economy, crash worthiness and passenger safety are gaining increasing attention in the automobile industry. Kobe Steel has developed and has continued to produce a variety of high strength
VDM Alloy 80 A Nicrofer 7520 Ti
 VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
Design of bainite. in steels from homogeneous and inhomogeneous microstructures using physical approaches. (Bainite Design) EUR EN
 EUR EN") Design of bainite in steels from homogeneous and inhomogeneous microstructures using physical approaches (Bainite Design) Research and Innovation EUR 25859 EN EUROPEAN COMMISSION Directorate-General for
Design of bainite in steels from homogeneous and inhomogeneous microstructures using physical approaches (Bainite Design) Research and Innovation EUR 25859 EN EUROPEAN COMMISSION Directorate-General for
Influence of Pre-heat Treatment on Mechanical Properties of Austempered Ductile Cast Iron
 A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 18 Issue 1/2018 176 180 32/1
A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 18 Issue 1/2018 176 180 32/1
OUTLINE. Dual phase and TRIP steels. Processing Microstructure Mechanical properties Damage mechanisms Strategies to improve strength and ductililty
 OUTLINE Dual phase and TRIP steels Processing Microstructure Mechanical properties Damage mechanisms Strategies to improve strength and ductililty DUAL PHASE STEELS With relatively straightforward thermomechanical
OUTLINE Dual phase and TRIP steels Processing Microstructure Mechanical properties Damage mechanisms Strategies to improve strength and ductililty DUAL PHASE STEELS With relatively straightforward thermomechanical
Development of low carbon NbTiB micro-alloyed
 Development of low carbon NbTiB micro-alloyed steels for high-strength large-diameter linepipe C.J. Heckmann Salzgitter Mannesmann Forschung, Duisburg, Germany D. Ormston Arcelor Innovation R&D-IRSID,
Development of low carbon NbTiB micro-alloyed steels for high-strength large-diameter linepipe C.J. Heckmann Salzgitter Mannesmann Forschung, Duisburg, Germany D. Ormston Arcelor Innovation R&D-IRSID,
FORMING BEHAVIOR OF MANGANESE-BORON STEEL 22MNB5 WHILE COOLING ACCORDING TO ITS MICROSTRUCTURAL DEVELOPMENT
 Abstract FORMING BEHAVIOR OF MANGANESE-BORON STEEL 22MNB5 WHILE COOLING ACCORDING TO ITS MICROSTRUCTURAL DEVELOPMENT BIRNBAUM, Peter; KRAEUSEL, Verena; LANDGREBE, Dirk Institute of Machine Tools and Production
Abstract FORMING BEHAVIOR OF MANGANESE-BORON STEEL 22MNB5 WHILE COOLING ACCORDING TO ITS MICROSTRUCTURAL DEVELOPMENT BIRNBAUM, Peter; KRAEUSEL, Verena; LANDGREBE, Dirk Institute of Machine Tools and Production
Iranian Journal of Materials Science & Engineering Vol. 7, Number 1, Winter 2010
 Iranian Journal of Materials Science & Engineering Vol. 7, Number 1, Winter 2010 THE EFFECT OF COOLING RATE AND AUSTENITE GRAIN SIZE ON THE AUSTENITE TO FERRITE TRANSFORMATION TEMPERATURE AND DIFFERENT
Iranian Journal of Materials Science & Engineering Vol. 7, Number 1, Winter 2010 THE EFFECT OF COOLING RATE AND AUSTENITE GRAIN SIZE ON THE AUSTENITE TO FERRITE TRANSFORMATION TEMPERATURE AND DIFFERENT
MICROSTRUCTURE CHARACTERIZATION OF GOES AFTER HOT ROLLING AND COLD ROLLING + DECARBURIZATION ANNEALING
 MICROSTRUCTURE CHARACTERIZATION OF GOES AFTER HOT ROLLING AND COLD ROLLING + DECARBURIZATION ANNEALING Vlastimil VODÁREK 1, Jan HOLEŠINSKÝ 1, Anastasia MASLOVA 1, František FILUŠ 1, Šárka MIKLUŠOVÁ 2,
MICROSTRUCTURE CHARACTERIZATION OF GOES AFTER HOT ROLLING AND COLD ROLLING + DECARBURIZATION ANNEALING Vlastimil VODÁREK 1, Jan HOLEŠINSKÝ 1, Anastasia MASLOVA 1, František FILUŠ 1, Šárka MIKLUŠOVÁ 2,
DLPP DANIELI LONG PRODUCTS PROPERTIES PREDICTOR. ITA Ltd. Ostrava, Czech republic. Danieli Morgardshammar Buttrio, Italy
 DLPP DANIELI LONG PRODUCTS PROPERTIES PREDICTOR Danieli Morgardshammar Buttrio, Italy ITA Ltd. Ostrava, Czech republic DLPP - Danieli Long Products Properties Predictor Introduction Commissioning of new
DLPP DANIELI LONG PRODUCTS PROPERTIES PREDICTOR Danieli Morgardshammar Buttrio, Italy ITA Ltd. Ostrava, Czech republic DLPP - Danieli Long Products Properties Predictor Introduction Commissioning of new
Study on Microstructure and Mechanical Properties of Titanium-bearing High-strength Hot-rolled Steels for Enamelling
 Study on Microstructure and Mechanical Properties of Titanium-bearing High-strength Hot-rolled Steels for Enamelling Quanshe Sun (1), Faliang Jv (2), Weizhong Jiang (3) (1) R & D Center, Baoshan Iron and
Study on Microstructure and Mechanical Properties of Titanium-bearing High-strength Hot-rolled Steels for Enamelling Quanshe Sun (1), Faliang Jv (2), Weizhong Jiang (3) (1) R & D Center, Baoshan Iron and
Content MS-W. Areas of application. Product information for martensitic-phase steels
 Steel MS-W Product information for martensitic-phase steels Issue: December 2016, version 0 Overview of steel grades 50 Hot-rolled steel flat products Recommended applications Content 01 Areas of application
Steel MS-W Product information for martensitic-phase steels Issue: December 2016, version 0 Overview of steel grades 50 Hot-rolled steel flat products Recommended applications Content 01 Areas of application
J = D C A C B x A x B + D C A C. = x A kg /m 2
 1. (a) Compare interstitial and vacancy atomic mechanisms for diffusion. (b) Cite two reasons why interstitial diffusion is normally more rapid than vacancy diffusion. (a) With vacancy diffusion, atomic
1. (a) Compare interstitial and vacancy atomic mechanisms for diffusion. (b) Cite two reasons why interstitial diffusion is normally more rapid than vacancy diffusion. (a) With vacancy diffusion, atomic
FASTER SMARTER THINNER BETTER. Development of Higher Strength Ultra-Thin Strip Cast Products Produced via the CASTRIP Process
 FASTER SMARTER THINNER BETTER Development of Higher Strength Ultra-Thin Strip Cast Products Produced via the CASTRIP Process By R. Nooning, Jr., D. Edelman & P. Campbell Nucor Steel Indiana C. R. Killmore,
FASTER SMARTER THINNER BETTER Development of Higher Strength Ultra-Thin Strip Cast Products Produced via the CASTRIP Process By R. Nooning, Jr., D. Edelman & P. Campbell Nucor Steel Indiana C. R. Killmore,
Effect of titanium additions to low carbon, low manganese steels on sulphide precipitation
 University of Wollongong Thesis Collections University of Wollongong Thesis Collection University of Wollongong Year 2008 Effect of titanium additions to low carbon, low manganese steels on sulphide precipitation
University of Wollongong Thesis Collections University of Wollongong Thesis Collection University of Wollongong Year 2008 Effect of titanium additions to low carbon, low manganese steels on sulphide precipitation