DESIGN AND FABRICATION OF SERPENTINE TUBE TYPE SODIUM TO AIR HEAT EXCHANGERS FOR PFBR SGDHR CIRCUITS
|
|
|
- Meghan Melton
- 6 years ago
- Views:
Transcription


 Department of")
1 DESIGN AND FABRICATION OF SERPENTINE TUBE TYPE SODIUM TO AIR HEAT EXCHANGERS FOR PFBR SGDHR CIRCUITS Aravinda Pai, T.K.Mitra, T. Loganathan and Prabhat Kumar Prototype Fast Breeder Reactor Project Bharatiya Nabhikiya Vidyut Nigam Limited (BHAVINI) Department of Atomic Energy Kalpakkam, India
 flow")
2 500MWe Prototype Fast Breeder Reactor (PFBR) flow chart
3 In PFBR, two diverse and independent Decay Heat Removal (DHR) systems are provided Operational Grade Decay Heat Removal (OGDHR) System Safety Grade Decay Heat Removal (SGDHR) System
4 SAFETY GRADE DECAY HEAT REMOVAL SYSTEM (SGDHR) There are 4 SGDHR loops Each loop consists of 8MWt heat removal capacity Diversity in design to avoid common cause failure 2 loops - Type-A design 2 loops - Type-B design
 loop One of the most critical component The principal material of construction is")
5 Sodium to Air Heat Exchanger (AHX) Type A Sodium to Air Heat Exchanger (AHX) is serpentine tube design heat exchanger. AHX transfers heat from the intermediate circuit sodium to atmospheric air in Safety Grade Decay Heat Removal (SGDHR) loop One of the most critical component The principal material of construction is modified 9Cr-1Mo steel. Intermediate sodium inlet/outlet: Temp. during poised state : C/ C Nominal temp. during SGDHR : C/303 0 C Air inlet and outlet: Temp. during poised state : 40 0 C/ C Nominal temp. during SGDHR : 40 0 C/291 0 C
6 CRITICAL AREAS IN FABRICATION Hot forming of pullouts on headers Header welding and fabrication Tube to tube welding Header pullout to tube welding Post Weld Heat Treatment Testing and surface treatment


7 Hot forming of pullouts on headers There are 116 nos. of formed pullouts exists on each header. Each pullout has outside diameter of 38.1mm and wall thickness of 2.6 mm with a height of 25mm. Hot forming of pullouts in conventional method is not possible due to metallurgical and practical limitations. Hot forming of pullout is carried out at C by heating the local area of the header shell segment using induction heating process followed by die & punch pressing. The headers after pullout forming undergoes normalizing at C followed by tempering at 780±10 0 C to restore the material properties.
8 Conventional nozzle concept Pullout concept Χ

 process is permitted as per PFBR specification, 100% GTAW process alone is")
9 HEADER WELDING AND FABRICATION After pullout forming, the longitudinal & circumferential seam welding of header shell segments is carried out. All modified 9Cr-1Mo joints are preheated & interpass temperature is maintained at C. After welding, post heating is carried out at C for 2 hours and PWHT carried out at 760±10 o C. Even though Shielded Metal Arc Welding (SMAW) process is permitted as per PFBR specification, 100% GTAW process alone is executed to meet impact properties.
10 The welding procedure is qualified with stringent destructive and non-destructive examinations & testing before welding on the actual job. During qualification, weld joints are subjected to Thorough visual examination Liquid Penetrant Examination (LPE) Radiography Examination (RE) Longitudinal tensile test at ambient temperature Bend tests Charpy V notch impact test Hardness survey Metallographic examination at 200X magnification for the complete transverse section of the weld Each production weld joint undergoes thorough visual examination, LPE and Radiography Examination. If RE is not possible, soundness of weld is evaluated by ultrasonic examination (UE) After completion of PWHT, thorough visual examination, LPE and RE/UE is repeated on the weld joints.


11 CHALLENGES IN HEADER WELDING & FABRICATION The welding and fabrication of 12mm thick slender header shell having outer diameter of 457mm is difficult and challenging task. Due to small inside diameter, the internal fixtures/spiders cannot be used at many locations for distortion control during welding. Due to many formed pullouts on the outer surface, fixtures/spiders cannot be placed directly on the headers during welding for distortion control. Even though distortion tendency is less due to smaller diameter and existence of formed pullouts, utmost care is inevitable during welding to avoid distortion and dimensional deviations.
 exists for welding from outside.")

12 CHALLENGES IN HEADER WELDING & FABRICATION As no sufficient access from inside of header shells, the welding has to be carried out only from the outside. Therefore single V type Weld Edge Preparation (WEP) exists for welding from outside. In case of distortion, re-rolling after welding for shape correction is not permitted as per PFBR specification. Many welding trials were conducted to understand the behavior of shells. Tremendous efforts were put to achieve less than 1% ovality.


13 TUBE BUNDLE FABRICATION There are 116 nos. of Modified 9Cr-1Mo tubes of OD 38.1mm and 2.6mm wall thickness. Tube bundle fabrication mainly consists of Header pullout to tube welding Manual GTAW process Tube to tube welding Automatic pulsed GTAW process. Tube bundle activities are carried out in separate nuclear clean hall conditions as per class-1 component requirements of PFBR to ensure the quality.

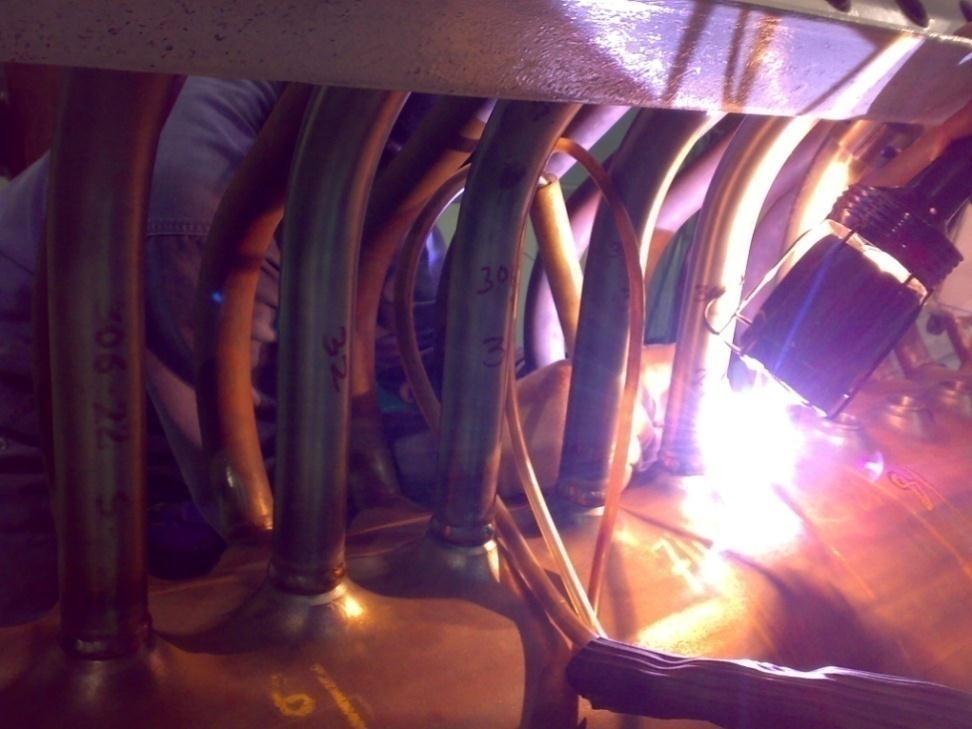
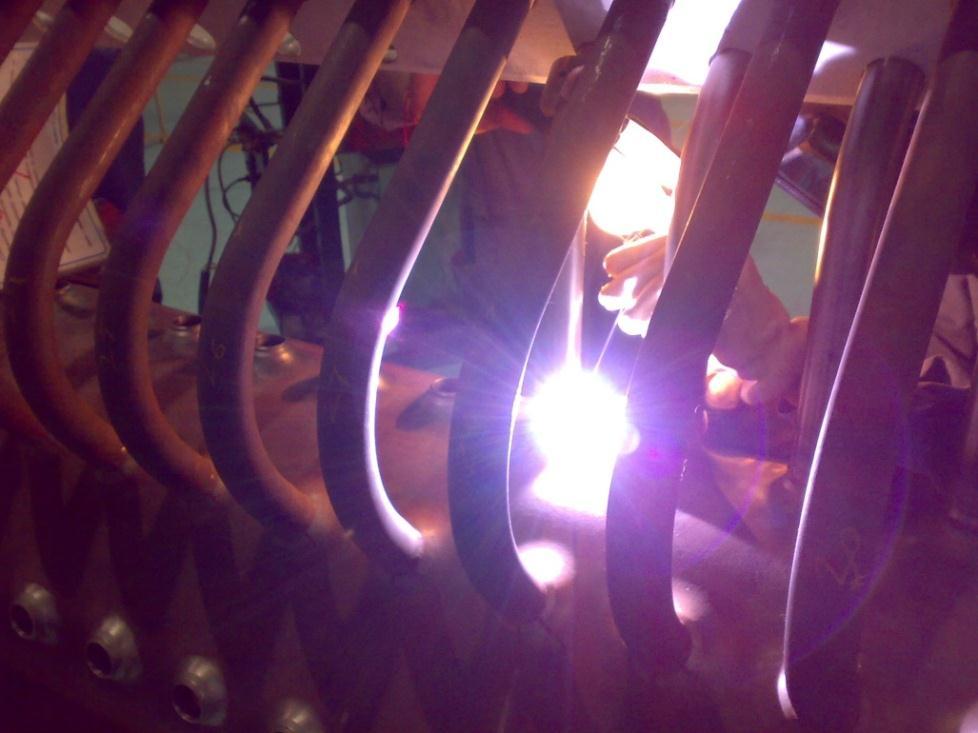

14 CHALLENGES IN HEADER PULLOUT TO TUBE WELDING



15 SERPENTINE M TUBE WELDING AND FABRICATION PREHEATING TUBE TO TUBE WELDING HELIUM LEAK TEST FOR M TUBE


16 POST WELD HEAT TREATMENT (PWHT) AND CHALLENGES: Due to complex constructional features, the heat treatment is not straight forward. The PWHT of individual tube to tube weld joint is carried out by electrical resistance method using metallic split cartridge. Enormous nos. of trials were conducted to establish the procedure for local PWHT of header pullout to tube weld joints using metallic split cartridge. The temperature control was extremely difficult due to asymmetric shape and non-uniform mass of pullouts. Hence, it was decided to carry out PWHT of header pullout to tube weld joints along with PWHT of 12mm thick header weld joints..


17 After fabrication of complete cylindrical header, PWHT is carried out at 760±10 o C for 2 hours for 12mm thick longitudinal & circumferential weld joints. Then, welding of middle row header pullout to tube joint is carried out and complete header assembly is again heat treated at 760±10 o C for 1 hour soaking time. Subsequently, inner and outer row header pullout to tube welding is carried out and complete header is again subjected to heat treatment for another 1 hour soaking time. 12mm thick weld joints undergoes heat treatment for total 4 hours. Middle row header pullout to tube weld joint undergoes heat treatment for total 2 hours soaking time. Outer & inner row header pullout to tube weld joint undergoes heat treatment for 1 hours soaking time.



18 Final integration of M tubes with header bend tubes
19 Testing & Surface Treatment The tube side is subjected to pneumatic test at 8 bars gauge pressure. Neither drop in pressure nor leakage/deformation is acceptable After pneumatic test, surface treatment is carried out which involves degreasing, pickling, passivation by circulation of solutions. Subsequently, tube side is subjected to Helium leak test Global leak rate shall not be more than 6.66X10-9 Pa-m 3 /s Local leak rate shall not be more than 2.66X10-9 Pa-m 3 /s
20 CONCLUSION: The design, manufacture and construction of components should employ proven techniques and it should be possible to conduct analysis of the design as may be necessary for the purpose of demonstrating adequate integrity at any specified time throughout the plant life. The important fabrication rules are use of high standard of materials, use of high quality welding during all the stages of manufacture supported by a quality assurance program which ensures full approval of procedures and provides verification of compliance with the procedures & practices. Very high standard quality control and quality assurance during design, material procurement, forming, welding, fabrication, handling and testing has given confidence on trouble free service from Sodium to Air Heat Exchangers for the design service life of 40 years.

21 Thank you
Proceedings of the National Seminar & Exhibition on Non-Destructive Evaluation. NDE 2011, December 8-10, 2011
 Proceedings of the National Seminar & Exhibition on Non-Destructive Evaluation NDE 2011, December 8-10, 2011 QUALITY CONTROL & QUALITY ASSURANCE FOR TUBE TO TUBESHEET JOINTS AND SHELL WELD JOINTS OF STRAIGHT
Proceedings of the National Seminar & Exhibition on Non-Destructive Evaluation NDE 2011, December 8-10, 2011 QUALITY CONTROL & QUALITY ASSURANCE FOR TUBE TO TUBESHEET JOINTS AND SHELL WELD JOINTS OF STRAIGHT
QUALITY MANAGEMENT DURING TUBE BUNDLE FABRICATION OF HEAT EXCHANGERS FOR 500 MWe PROTOTYPE FAST BREEDER REACTOR
 QUALITY MANAGEMENT DURING TUBE BUNDLE FABRICATION OF HEAT EXCHANGERS FOR 500 MWe PROTOTYPE FAST BREEDER REACTOR R.G.R angasamy 1, Prabhat Kumar 2 1 Research Scholar, AMET Business School, AMET University
QUALITY MANAGEMENT DURING TUBE BUNDLE FABRICATION OF HEAT EXCHANGERS FOR 500 MWe PROTOTYPE FAST BREEDER REACTOR R.G.R angasamy 1, Prabhat Kumar 2 1 Research Scholar, AMET Business School, AMET University
Available online at ScienceDirect. Procedia Engineering 86 (2014 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 86 (2014 ) 173 183 1st International Conference on Structural Integrity, ICONS-2014 An Overview of Welding Aspects and Challenges
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 86 (2014 ) 173 183 1st International Conference on Structural Integrity, ICONS-2014 An Overview of Welding Aspects and Challenges
QUALITY ASSURANCE ASPECTS DURING MANUFACTURING OF ROOF SLAB FOR 500 MWE PROTOTYPE FAST BREEDER REACTOR
 Proceedings of the National Seminar & Exhibition on Non-Destructive Evaluation NDE 2011, December 8-10, 2011 QUALITY ASSURANCE ASPECTS DURING MANUFACTURING OF ROOF SLAB FOR 500 MWE PROTOTYPE FAST BREEDER
Proceedings of the National Seminar & Exhibition on Non-Destructive Evaluation NDE 2011, December 8-10, 2011 QUALITY ASSURANCE ASPECTS DURING MANUFACTURING OF ROOF SLAB FOR 500 MWE PROTOTYPE FAST BREEDER
Latest Trends in Fabrication of High Thickness Reactors
 Latest Trends in Fabrication of High Thickness Reactors Pallav Chattopadhyay, Falgun Choksi, Rajneesh Lomash & Y S Trivedi Larsen & Toubro Limited, Hazira Works; INDIA 1. Introduction: Larsen & Toubro
Latest Trends in Fabrication of High Thickness Reactors Pallav Chattopadhyay, Falgun Choksi, Rajneesh Lomash & Y S Trivedi Larsen & Toubro Limited, Hazira Works; INDIA 1. Introduction: Larsen & Toubro
Technical Specification for Fabrication, Testing & Supply of Back plate assembly mock-up
 INSTITUTE FOR PLASMA RESEARCH (An Autonomous Institute of Department of Atomic Energy, Government of India) Near Indira Bridge; Bhat; Gandhinagar-382428; India PART-I (B) Technical Specification for Fabrication,
INSTITUTE FOR PLASMA RESEARCH (An Autonomous Institute of Department of Atomic Energy, Government of India) Near Indira Bridge; Bhat; Gandhinagar-382428; India PART-I (B) Technical Specification for Fabrication,
Preparedness at PFBR Kalpakkam to meet the challenges due to Natural events Prabhat Kumar, Project Director, PFBR, Director construction BHAVINI
 BHARATIYA NABHIKIYA VIDYUT NIGAM LIMITED (A Government of India Enterprise) Preparedness at PFBR Kalpakkam to meet the challenges due to Natural events Prabhat Kumar, Project Director, PFBR, Director construction
BHARATIYA NABHIKIYA VIDYUT NIGAM LIMITED (A Government of India Enterprise) Preparedness at PFBR Kalpakkam to meet the challenges due to Natural events Prabhat Kumar, Project Director, PFBR, Director construction
PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGINGS
 p 1 of 6 UF-1 UF-12 PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGING the test temperature be higher than 20 F ( 29 C). Certification is required. An ultrasonic examination shall be made
p 1 of 6 UF-1 UF-12 PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGING the test temperature be higher than 20 F ( 29 C). Certification is required. An ultrasonic examination shall be made
Guidelines for the Construction of Pressure Vessel Type Tanks Intended for the Transportation of Anhydrous Ammonia at Ambient Temperatures
 (1992) (1992/Corr.) Guidelines for the Construction of Pressure Vessel Type Tanks Intended for the Transportation of Anhydrous Ammonia at Ambient Temperatures 1. Scope 1.1 These Guidelines complement the
(1992) (1992/Corr.) Guidelines for the Construction of Pressure Vessel Type Tanks Intended for the Transportation of Anhydrous Ammonia at Ambient Temperatures 1. Scope 1.1 These Guidelines complement the
OIL TECH SERVICES, INC.
 OIL TECH SERVICES, INC. 800 Wilcrest, Suite 100 Houston, TX 77042-1359 (310)-527-2695 (713) 789-5144 E Mail: mlombard@itmreps.com Website: www.itmreps.com WELDING Weld Procedure Specifications (WPS): Welding
OIL TECH SERVICES, INC. 800 Wilcrest, Suite 100 Houston, TX 77042-1359 (310)-527-2695 (713) 789-5144 E Mail: mlombard@itmreps.com Website: www.itmreps.com WELDING Weld Procedure Specifications (WPS): Welding
Materials and Qualification Procedures for Ships
 Materials and Qualification Procedures for Ships Approval of Works for the Manufacture of Fusion Welded Pressure Vessels Revision 4, July 2015 Page 1 of 17 Lloyd s Register Group Limited, its subsidiaries
Materials and Qualification Procedures for Ships Approval of Works for the Manufacture of Fusion Welded Pressure Vessels Revision 4, July 2015 Page 1 of 17 Lloyd s Register Group Limited, its subsidiaries
DNVGL-CP-0347 Edition May 2016
 CLASS PROGRAMME Approval of manufacturers DNVGL-CP-0347 Edition May 2016 The content of this service document is the subject of intellectual property rights reserved by ("DNV GL"). The user accepts that
CLASS PROGRAMME Approval of manufacturers DNVGL-CP-0347 Edition May 2016 The content of this service document is the subject of intellectual property rights reserved by ("DNV GL"). The user accepts that
ASTM Standards for Pipe & Fittings
 for Pipe & Fittings There are many International Standards for stainless and carbon steel pipes and fittings. The list below is a basic overview of some of these. For more in-depth details of these Standards
for Pipe & Fittings There are many International Standards for stainless and carbon steel pipes and fittings. The list below is a basic overview of some of these. For more in-depth details of these Standards
Design Features of Reactor Assembly Components of Future FBRs
 Design Features of Reactor Assembly Components of Future FBRs P.Chellapandi Director-Safety Group Indira Gandhi Centre for Atomic Research Kalpakkam-603 102 Preface 500 MWe Prototype Fast Breeder Reactor
Design Features of Reactor Assembly Components of Future FBRs P.Chellapandi Director-Safety Group Indira Gandhi Centre for Atomic Research Kalpakkam-603 102 Preface 500 MWe Prototype Fast Breeder Reactor
Development of Welding And Testing Technique/s For Dissimilar Metal Welding Of SA-508 Gr-3,class-1 Material With SS-316L.
 Development of Welding And Testing Technique/s For Dissimilar Metal Welding Of SA-508 Gr-3,class-1 Material With SS-316L. By Khalid Mahmood Pakistan Welding Institute (PWI) PAKISTAN ATOMIC ENERGY COMMISSION
Development of Welding And Testing Technique/s For Dissimilar Metal Welding Of SA-508 Gr-3,class-1 Material With SS-316L. By Khalid Mahmood Pakistan Welding Institute (PWI) PAKISTAN ATOMIC ENERGY COMMISSION
Irradiation Testing of Structural Materials in Fast Breeder Test Reactor
 Irradiation Testing of Structural Materials in Fast Breeder Test Reactor IAEA Technical Meet (TM 34779) Nov 17-21, 2008 IAEA, Vienna S.Murugan, V. Karthik, K.A.Gopal, N.G. Muralidharan, S. Venugopal, K.V.
Irradiation Testing of Structural Materials in Fast Breeder Test Reactor IAEA Technical Meet (TM 34779) Nov 17-21, 2008 IAEA, Vienna S.Murugan, V. Karthik, K.A.Gopal, N.G. Muralidharan, S. Venugopal, K.V.
EEMUA Publication Construction specification for fixed offshore structures
 Contents Preface... iv Principal changes in the 3 rd Edition... 1 1 Introduction and objectives... 3 1.1 Scope... 3 1.2 Definitions... 3 1.3 Abbreviations... 4 1.4 Units... 6 1.5 Glossary of technical
Contents Preface... iv Principal changes in the 3 rd Edition... 1 1 Introduction and objectives... 3 1.1 Scope... 3 1.2 Definitions... 3 1.3 Abbreviations... 4 1.4 Units... 6 1.5 Glossary of technical
Profile SFR-42 SGTF INDIA EXPERIMENTAL FACILITIES FOR THE DEVELOPMENT AND DEPLOYMENT OF LIQUID METAL COOLED FAST NEUTRON SYSTEMS
 Profile SFR-42 SGTF INDIA EXPERIMENTAL FACILITIES FOR THE DEVELOPMENT AND DEPLOYMENT OF LIQUID METAL COOLED FAST NEUTRON SYSTEMS GENERAL INFORMATION NAME OF THE FACILITY ACRONYM COOLANT(S) OF THE FACILITY
Profile SFR-42 SGTF INDIA EXPERIMENTAL FACILITIES FOR THE DEVELOPMENT AND DEPLOYMENT OF LIQUID METAL COOLED FAST NEUTRON SYSTEMS GENERAL INFORMATION NAME OF THE FACILITY ACRONYM COOLANT(S) OF THE FACILITY
FABRICATION OF HEAVY WALL Cr-Mo / Cr-Mo-V REACTORS CHALLENGES AND TECHNOLOGY UPGRADATION AT LARSEN & TOUBRO LIMITED INDIA
 FABRICATION OF HEAVY WALL Cr-Mo / Cr-Mo-V REACTORS CHALLENGES AND TECHNOLOGY UPGRADATION AT LARSEN & TOUBRO LIMITED INDIA Pallav Chattopadhyay, B K Rai & Y S Trivedi Larsen & Toubro Limited India Abstract:
FABRICATION OF HEAVY WALL Cr-Mo / Cr-Mo-V REACTORS CHALLENGES AND TECHNOLOGY UPGRADATION AT LARSEN & TOUBRO LIMITED INDIA Pallav Chattopadhyay, B K Rai & Y S Trivedi Larsen & Toubro Limited India Abstract:
High strength fine grained structural steel. Quenched and tempered. Product description. 890 a product brand of Dillinger 1/6
 890 High strength fine grained structural steel Quenched and tempered Material data sheet, edition April 2016 1 DILLIMAX 890 is a high strength quenched and tempered, fine grained structural steel with
890 High strength fine grained structural steel Quenched and tempered Material data sheet, edition April 2016 1 DILLIMAX 890 is a high strength quenched and tempered, fine grained structural steel with
High strength fine grained structural steel. Quenched and tempered. Product description. 965 a product brand of Dillinger 1/6
 965 High strength fine grained structural steel Quenched and tempered Material data sheet, edition April 2016 1 DILLIMAX 965 is a high strength quenched and tempered, fine grained structural steel with
965 High strength fine grained structural steel Quenched and tempered Material data sheet, edition April 2016 1 DILLIMAX 965 is a high strength quenched and tempered, fine grained structural steel with
Comparison of BS and BS EN for steel materials
 Comparison of BS and BS EN for steel materials Appendix This table only highlights the comparison of BS and BS EN on steel materials, which are relevant to plan approval. Title of BS BS BS EN Title of
Comparison of BS and BS EN for steel materials Appendix This table only highlights the comparison of BS and BS EN on steel materials, which are relevant to plan approval. Title of BS BS BS EN Title of
CONTENTS. Foreword... xiii Statements of Policy... xv Personnel... xvii Organization of Section III... xxvii Summary of Changes...
 CONTENTS Foreword... xiii Statements of Policy... xv Personnel... xvii Organization of Section III... xxvii Summary of Changes... xxxi Article NB-1000 Introduction... 1 NB-1100 Scope... 1 NB-1110 Aspects
CONTENTS Foreword... xiii Statements of Policy... xv Personnel... xvii Organization of Section III... xxvii Summary of Changes... xxxi Article NB-1000 Introduction... 1 NB-1100 Scope... 1 NB-1110 Aspects
QUALIFICATION OF ULTRASONIC INSPECTIONS IN THE ITER VACUUM VESSEL MANUFACTURING PROJECT
 QUALIFICATION OF ULTRASONIC INSPECTIONS IN THE ITER VACUUM VESSEL MANUFACTURING PROJECT R. Martínez-Oña, A. García, M.C. Pérez, Tecnatom, Spain; G. Pirola, Ansaldo Nucleare, Italy ABSTRACT The vacuum vessel
QUALIFICATION OF ULTRASONIC INSPECTIONS IN THE ITER VACUUM VESSEL MANUFACTURING PROJECT R. Martínez-Oña, A. García, M.C. Pérez, Tecnatom, Spain; G. Pirola, Ansaldo Nucleare, Italy ABSTRACT The vacuum vessel
Inspection and Welding Repairs of Pressure Vessels
 Inspection and Welding Repairs of Pressure Vessels BY S. V. GUPTE B.E., D.M.E. ASNT LEVEL III - RT,MT,PT,VT PRESSURE VESSEL INSPECTOR (API 510), (CCOE) PAINT AND COATING INSPECTOR (NACE INDIA) LEAD AUDITOR
Inspection and Welding Repairs of Pressure Vessels BY S. V. GUPTE B.E., D.M.E. ASNT LEVEL III - RT,MT,PT,VT PRESSURE VESSEL INSPECTOR (API 510), (CCOE) PAINT AND COATING INSPECTOR (NACE INDIA) LEAD AUDITOR
WELD REPAIR OF GRADE 91 STEEL J. D. PARKER, J. A. SIEFERT
 WELD REPAIR OF GRADE 91 STEEL J. D. PARKER, J. A. SIEFERT Electric Power Research Institute, 1300 West W. T. Harris Blvd., Charlotte, NC, 28262, USA jparker@epri.com and jsiefert@epri.com Abstract Creep
WELD REPAIR OF GRADE 91 STEEL J. D. PARKER, J. A. SIEFERT Electric Power Research Institute, 1300 West W. T. Harris Blvd., Charlotte, NC, 28262, USA jparker@epri.com and jsiefert@epri.com Abstract Creep
Argonne Engineering Professionals Seminar Series September 30, 2009 Argonne National Laboratory Argonne, IL
 Argonne Engineering Professionals Seminar Series September 30, 2009 Argonne National Laboratory Argonne, IL Presentation of Case Study Manufacture of a Helium/Hydrogen Heat Exchanger to the ASME Code presented
Argonne Engineering Professionals Seminar Series September 30, 2009 Argonne National Laboratory Argonne, IL Presentation of Case Study Manufacture of a Helium/Hydrogen Heat Exchanger to the ASME Code presented
Welding and post weld heat treatment of 2.25%Cr-1%Mo steel
 University of Wollongong Thesis Collections University of Wollongong Thesis Collection University of Wollongong Year 2005 Welding and post weld heat treatment of 2.25%Cr-1%Mo steel Benjamin King University
University of Wollongong Thesis Collections University of Wollongong Thesis Collection University of Wollongong Year 2005 Welding and post weld heat treatment of 2.25%Cr-1%Mo steel Benjamin King University
Section 906. STRUCTURAL STEEL
 906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
BS EN Welded steel tubes for pressure purposes Technical delivery conditions Non alloy steel tubes with specified room temperature properties
 BS EN 10217 1. Welded steel tubes for pressure purposes Technical delivery conditions Non alloy steel tubes with specified room temperature properties 1 SCOPE This Part of EN 10217 specifies the technical
BS EN 10217 1. Welded steel tubes for pressure purposes Technical delivery conditions Non alloy steel tubes with specified room temperature properties 1 SCOPE This Part of EN 10217 specifies the technical
The use of Heavy Plate in the fabrication of Urea Pool Reactor
 The use of Heavy Plate in the fabrication of Urea Pool Reactor (by F. Foroni, F. Fusari, N. Maestri, P. Marangoni, F. Orlandi) Abstract One of the principal items of high pressure equipment in the design
The use of Heavy Plate in the fabrication of Urea Pool Reactor (by F. Foroni, F. Fusari, N. Maestri, P. Marangoni, F. Orlandi) Abstract One of the principal items of high pressure equipment in the design
CHAPTER 4. Design of Innovative Creep Testing Facility under Flowing. Sodium
 CHAPTER 4 Design of Innovative Creep Testing Facility under Flowing Sodium 4.1 Introduction In this chapter, design of an innovative creep testing system comprising of a lever arm type creep machine with
CHAPTER 4 Design of Innovative Creep Testing Facility under Flowing Sodium 4.1 Introduction In this chapter, design of an innovative creep testing system comprising of a lever arm type creep machine with
Design Features, Economics and Licensing of the 4S Reactor
 PSN Number: PSN-2010-0577 Document Number: AFT-2010-000133 rev.000(2) Design Features, Economics and Licensing of the 4S Reactor ANS Annual Meeting June 13 17, 2010 San Diego, California Toshiba Corporation:
PSN Number: PSN-2010-0577 Document Number: AFT-2010-000133 rev.000(2) Design Features, Economics and Licensing of the 4S Reactor ANS Annual Meeting June 13 17, 2010 San Diego, California Toshiba Corporation:
Specification for the Fabrication of Structural Steel Pipe API SPECIFICATION 2B SIXTH EDITION, JULY 2001 EFFECTIVE DATE: JANUARY 1, 2002
 Specification for the Fabrication of Structural Steel Pipe API SPECIFICATION 2B SIXTH EDITION, JULY 2001 EFFECTIVE DATE: JANUARY 1, 2002 Specification for the Fabrication of Structural Steel Pipe Upstream
Specification for the Fabrication of Structural Steel Pipe API SPECIFICATION 2B SIXTH EDITION, JULY 2001 EFFECTIVE DATE: JANUARY 1, 2002 Specification for the Fabrication of Structural Steel Pipe Upstream
Current Status of Fast Reactors and Future Plans in India
 Available online at www.sciencedirect.com Energy Procedia 76 (011) 64 73 1 5 Asian Nuclear Prospects 010 Current Status of Fast Reactors and Future Plans in India S.C. Chetal, P. Chellapandi, P. Puthiyavinayagam,
Available online at www.sciencedirect.com Energy Procedia 76 (011) 64 73 1 5 Asian Nuclear Prospects 010 Current Status of Fast Reactors and Future Plans in India S.C. Chetal, P. Chellapandi, P. Puthiyavinayagam,
PART 2 REPAIR WELDING CONSIDERATIONS FOR Cr-Mo STEEL PRESSURE VESSELS ARTICLE 2.15 Guide for Selection of Repair Technique. Local wall Pitting
 Proposed Supplement to PCC-2 2015 Repair of Pressure Equipment and Piping Tentative Subject to Revision or Withdrawal Specific Authorization Required for Reproduction or Quotation ASME Codes and Standards
Proposed Supplement to PCC-2 2015 Repair of Pressure Equipment and Piping Tentative Subject to Revision or Withdrawal Specific Authorization Required for Reproduction or Quotation ASME Codes and Standards
CHARACTERISTICS STUDIES OF STAINLESS STEEL (AISI TYPE 304L) WELDED BY ER310L FILLER USING TIG WELDING
 WELDED BY ER310L FILLER USING TIG WELDING") Int. J. Chem. Sci.: 14(4), 2016, 2527-2534 ISSN 0972-768X www.sadgurupublications.com CHARACTERISTICS STUDIES OF STAINLESS STEEL (AISI TYPE 304L) WELDED BY ER310L FILLER USING TIG WELDING G. BRITTO JOSEPH
Int. J. Chem. Sci.: 14(4), 2016, 2527-2534 ISSN 0972-768X www.sadgurupublications.com CHARACTERISTICS STUDIES OF STAINLESS STEEL (AISI TYPE 304L) WELDED BY ER310L FILLER USING TIG WELDING G. BRITTO JOSEPH
REVISION CONTROL SHEET DOCUMENT TYPE : TECHNICAL SPECIFICATION TITLE : TECHNICAL SPECIFICATION FOR AUSTENITIC STAINLESS STEEL PIPES
 REVISION CONTROL SHEET DOCUMENT TYPE : TECHNICAL SPECIFICATION NO. : PC-M-308 TITLE : AUSTENITIC STAINLESS STEEL PIPES REV. NO. & DATE DESCRIPTION OF REVISION PREPARED BY CHECKED BY REVIEWED BY APPROVED
REVISION CONTROL SHEET DOCUMENT TYPE : TECHNICAL SPECIFICATION NO. : PC-M-308 TITLE : AUSTENITIC STAINLESS STEEL PIPES REV. NO. & DATE DESCRIPTION OF REVISION PREPARED BY CHECKED BY REVIEWED BY APPROVED
WELDING TECHNOLOGY AND WELDING INSPECTION
 WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
Irradiation Experiment to Determine Effect of Long Term Low Dose Irradiation on FBTR Grid Plate Material
 Irradiation Experiment to Determine Effect of Long Term Low Dose Irradiation on FBTR Grid Plate Material S. Murugan, V. Karthik, K. A. Gopal, Ran Vijay Kumar, Divakar Ramachandran, Jojo Joseph, T. Jayakumar
Irradiation Experiment to Determine Effect of Long Term Low Dose Irradiation on FBTR Grid Plate Material S. Murugan, V. Karthik, K. A. Gopal, Ran Vijay Kumar, Divakar Ramachandran, Jojo Joseph, T. Jayakumar
High-strength quenched and tempered fine-grained steels. Technical terms of delivery for heavy plates
 High-strength quenched and tempered fine-grained steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength quenched and tempered fine-grained
High-strength quenched and tempered fine-grained steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength quenched and tempered fine-grained
GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS
 - June 2013 Addendum GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS SUBSECTION "A" : GENERAL RULES SUBSECTION "B" : CLASS 1 COMPONENTS SUBSECTION "C" : CLASS 2 COMPONENTS SUBSECTION "D" : CLASS
- June 2013 Addendum GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS SUBSECTION "A" : GENERAL RULES SUBSECTION "B" : CLASS 1 COMPONENTS SUBSECTION "C" : CLASS 2 COMPONENTS SUBSECTION "D" : CLASS
ORGANISATION EUROPÉENNE POUR LA RECHERCHE NUCLÉAIRE EUROPEAN ORGANIZATION FOR NUCLEAR RESEARCH. Technical Sheet. N Ed. 1 EDMS N :
 ORGANISATION EUROPÉENNE POUR LA RECHERCHE NUCLÉAIRE EUROPEAN ORGANIZATION FOR NUCLEAR RESEARCH Materials Technical Specification GS-IS & EN-MME 22.07.2015 Technical Sheet N 700 - Ed. 1 EDMS N : 1531078
ORGANISATION EUROPÉENNE POUR LA RECHERCHE NUCLÉAIRE EUROPEAN ORGANIZATION FOR NUCLEAR RESEARCH Materials Technical Specification GS-IS & EN-MME 22.07.2015 Technical Sheet N 700 - Ed. 1 EDMS N : 1531078
VM12-SHC Technical-Datasheet
 VM12-SHC Technical-Datasheet p.2 / Vallourec / VM12-SHC Technical-Datasheet Innovation by nature Specializing in the most complex applications, Vallourec relies on its 6 R&D centers around the world and
VM12-SHC Technical-Datasheet p.2 / Vallourec / VM12-SHC Technical-Datasheet Innovation by nature Specializing in the most complex applications, Vallourec relies on its 6 R&D centers around the world and
INSPECTION AND TEST. PROCEDURE Total Page 13
 PROCEDURE Total Page 13 Client : Project Name: P/O No. : Item No. : 3 2 1 0 FOR APPROVAL Rev Description Date Prepared By Checked By Approved By PROCEDURE Page 1 of 8 1. General 1.1 Scope This specification
PROCEDURE Total Page 13 Client : Project Name: P/O No. : Item No. : 3 2 1 0 FOR APPROVAL Rev Description Date Prepared By Checked By Approved By PROCEDURE Page 1 of 8 1. General 1.1 Scope This specification
NATURAL GAS COMPRESSOR STATION PIPELINE WELDING AND RELATED FACILITIES. Engr. Md. Saidur Rahman 1,*
 Proceedings of the International Conference on Mechanical Engineering and Renewable Energy 2015 (ICMERE2015) 26 29 November, 2015, Chittagong, Bangladesh ICMERE2015-PI-243 NATURAL GAS COMPRESSOR STATION
Proceedings of the International Conference on Mechanical Engineering and Renewable Energy 2015 (ICMERE2015) 26 29 November, 2015, Chittagong, Bangladesh ICMERE2015-PI-243 NATURAL GAS COMPRESSOR STATION
Challenges in the Manufacture of Subassemblies for the Indian Fast Reactors
 Challenges in the Manufacture of Subassemblies for the Indian Fast Reactors A. Venugopal Reddy Fast Reactor Facility Nuclear Fuel Complex Department of Atomic Energy, India Three stage Indian Nuclear Power
Challenges in the Manufacture of Subassemblies for the Indian Fast Reactors A. Venugopal Reddy Fast Reactor Facility Nuclear Fuel Complex Department of Atomic Energy, India Three stage Indian Nuclear Power
TECHNICAL REQUIREMENTS FOR PRECIPITATION HARDENING (SS 17-4 PH and PH 13-8 MO) STAINLESS STEEL BARS
 STAINLESS STEEL BARS") TECHNICAL REQUIREMENTS FOR PRECIPITATION HARDENING (SS 17-4 PH and PH 13-8 MO) STAINLESS STEEL BARS 1.0 SCOPE This Specification establishes the requirements for manufacture, inspection, testing and supply
TECHNICAL REQUIREMENTS FOR PRECIPITATION HARDENING (SS 17-4 PH and PH 13-8 MO) STAINLESS STEEL BARS 1.0 SCOPE This Specification establishes the requirements for manufacture, inspection, testing and supply
American Welding Society Nashville Section. Welding Procedure Development
 American Welding Society Nashville Section Welding Procedure Development AWS & ASME Welding Procedures Welding Procedure Specification (WPS) Written document that provides direction to the welder for making
American Welding Society Nashville Section Welding Procedure Development AWS & ASME Welding Procedures Welding Procedure Specification (WPS) Written document that provides direction to the welder for making
DILLINGER PRESSURE VESSEL COLLOQUIUM. Fabrication of heavy wall reactors made in CrMo(V) plates
 plates") DILLINGER PRESSURE VESSEL COLLOQUIUM DILLINGER HÜTTE GTS 16-17 September 2009 Fabrication of heavy wall reactors made in CrMo(V) plates Giacomo Fossataro (Walter Tosto SpA) Walter Tosto SpA was founded
DILLINGER PRESSURE VESSEL COLLOQUIUM DILLINGER HÜTTE GTS 16-17 September 2009 Fabrication of heavy wall reactors made in CrMo(V) plates Giacomo Fossataro (Walter Tosto SpA) Walter Tosto SpA was founded
High-strength thermomechanically rolled fine-grain steels. Technical terms of delivery. voestalpine Grobblech GmbH
 High-strength thermomechanically rolled fine-grain steels Technical terms of delivery voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength thermomechanically rolled fine-grain steels
High-strength thermomechanically rolled fine-grain steels Technical terms of delivery voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength thermomechanically rolled fine-grain steels
Current Activities on the 4S Reactor Deployment
 PSN Number: PSN-2010-0586 Document Number: AFT-2010-000134 rev.000(1) Current Activities on the 4S Reactor Deployment The 4th Annual Asia-Pacific Nuclear Energy Forum on Small and Medium Reactors: Benefits
PSN Number: PSN-2010-0586 Document Number: AFT-2010-000134 rev.000(1) Current Activities on the 4S Reactor Deployment The 4th Annual Asia-Pacific Nuclear Energy Forum on Small and Medium Reactors: Benefits
Course: Quality Assurance Module 5 Welders/Welding personnel
 Version 1.0 2010.11.02 1 of 7 Course: Quality Assurance Module 5 Welders/Welding personnel Version 1.0 2010.11.02 2 of 7 Table of Contents MODULE 5...3 Surface inspection on cracks and other surface imperfections
Version 1.0 2010.11.02 1 of 7 Course: Quality Assurance Module 5 Welders/Welding personnel Version 1.0 2010.11.02 2 of 7 Table of Contents MODULE 5...3 Surface inspection on cracks and other surface imperfections
API-582. a practical approach for industrial welding practices. All rights reserved to thepetrostreet team
 Recommended Welding Guidelines API-582 a practical approach for industrial welding practices By The PetroStreet Team CONTENTS Key Sections: Θ Section 6 WELDING CONSUMABLES Θ Section 7 SHIELDING AND PURGING
Recommended Welding Guidelines API-582 a practical approach for industrial welding practices By The PetroStreet Team CONTENTS Key Sections: Θ Section 6 WELDING CONSUMABLES Θ Section 7 SHIELDING AND PURGING
The new generation of CrMo(V) steel plates. base material - welding
 steel plates. base material - welding") The new generation of CrMo(V) steel plates base material - welding 1 Content 1. Introduction 2. Application trends and resulting requirements for CrMo(V) steels 3. Metallurgical limits for PWHT- conditions
The new generation of CrMo(V) steel plates base material - welding 1 Content 1. Introduction 2. Application trends and resulting requirements for CrMo(V) steels 3. Metallurgical limits for PWHT- conditions
Techniques for Detection of Surface Defects in Tubing and Pipe
 FOERSTER INSTRUMENTS I N C O R P O R A T E D Techniques for Detection of Surface Defects in Tubing and Pipe By: Ronald B Peoples Foerster Instruments Inc. ASNT Level III Certificate # MM-1322 140 INDUSTRY
FOERSTER INSTRUMENTS I N C O R P O R A T E D Techniques for Detection of Surface Defects in Tubing and Pipe By: Ronald B Peoples Foerster Instruments Inc. ASNT Level III Certificate # MM-1322 140 INDUSTRY
Canadian Welding Bureau Welding Procedure Qualification AWS D1.1 vs CSA W47.1
 Welding Procedure Qualification Canadian Welding Bureau Welding Procedure Qualification Comparison of Key Concepts and Requirements This document provides a general comparison of key concepts and requirements
Welding Procedure Qualification Canadian Welding Bureau Welding Procedure Qualification Comparison of Key Concepts and Requirements This document provides a general comparison of key concepts and requirements
Cast Steel Propellers W27. (May 2000) (Rev.1 May 2004)
 (Rev.1 May 2004)") (May 2000) (Rev.1 May 2004) Cast Steel Propellers 1. Scope 1.1 These unified requirements are applicable to the manufacture of cast steel propellers, blades and bosses. 1.2 Where the use of alternative
(May 2000) (Rev.1 May 2004) Cast Steel Propellers 1. Scope 1.1 These unified requirements are applicable to the manufacture of cast steel propellers, blades and bosses. 1.2 Where the use of alternative
Requirements for bending and flaring of piping Objective, target group and warrant...3 Requirements...3 Cold Bending...4 Induction Bending...
 Technical and professional requirements, TR1969, Final Ver. 2, Valid from 2006-09-29 Publisher/follow-up: Chiefengineer Materials Technology Classification: Open Validity area: Statoil Group/All locations/all
Technical and professional requirements, TR1969, Final Ver. 2, Valid from 2006-09-29 Publisher/follow-up: Chiefengineer Materials Technology Classification: Open Validity area: Statoil Group/All locations/all
Specification for Welding Earthmoving, Construction, and Agricultural Equipment
 Key Words Structural welds, field repair, welding, earthmoving equipment, construction equipment, agricultural equipment AWS D14.3/D14.3M:2005 An American National Standard Approved by American National
Key Words Structural welds, field repair, welding, earthmoving equipment, construction equipment, agricultural equipment AWS D14.3/D14.3M:2005 An American National Standard Approved by American National
NITRONIC 19D LEAN DUPLEX STAINLESS STEEL
 Chemical Processing Desalination/Water Treatment Oil Field Undersea Tubing AK STEEL NITRONIC 19D STAINLESS STEEL is a molybdenum-free, low nickel lean duplex stainless steel. The combination of strength,
Chemical Processing Desalination/Water Treatment Oil Field Undersea Tubing AK STEEL NITRONIC 19D STAINLESS STEEL is a molybdenum-free, low nickel lean duplex stainless steel. The combination of strength,
VVER-440/213 - The reactor core
 VVER-440/213 - The reactor core The fuel of the reactor is uranium dioxide (UO2), which is compacted to cylindrical pellets of about 9 height and 7.6 mm diameter. In the centreline of the pellets there
VVER-440/213 - The reactor core The fuel of the reactor is uranium dioxide (UO2), which is compacted to cylindrical pellets of about 9 height and 7.6 mm diameter. In the centreline of the pellets there
Specification for the Fabrication of Tower Structures
 Ergon Energy Corporation Limited Specification for the Fabrication of Tower Structures This material is made available on the basis that it may be necessary for a Registered Professional Engineer of Queensland
Ergon Energy Corporation Limited Specification for the Fabrication of Tower Structures This material is made available on the basis that it may be necessary for a Registered Professional Engineer of Queensland
RULES. PUBLICATION No. 74/P PRINCIPLES FOR WELDING PROCEDURE QUALIFICATION TESTS March
 RULES PUBLICATION No. 74/P PRINCIPLES FOR WELDING PROCEDURE QUALIFICATION TESTS 2018 March Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków complete or extend the Rules and
RULES PUBLICATION No. 74/P PRINCIPLES FOR WELDING PROCEDURE QUALIFICATION TESTS 2018 March Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków complete or extend the Rules and
Design of Prototype Supercritical CO2 Superheater Heat Exchanger
 The 6th International Supercritical CO2 Power Cycles Symposium March 27-29, 2018, Pittsburgh, Pennsylvania Design of Prototype Supercritical CO2 Superheater Heat Exchanger Han Seo Postdoctoral Researcher
The 6th International Supercritical CO2 Power Cycles Symposium March 27-29, 2018, Pittsburgh, Pennsylvania Design of Prototype Supercritical CO2 Superheater Heat Exchanger Han Seo Postdoctoral Researcher
Hull and machinery steel forgings
 (1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
(1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
ASME BPVC.CC.BPV.S Approval Date: October 7, 2015
 CASE Approval Date: October 7, 2015 Code Cases will remain available for use until annulled by the applicable Standards Committee. Case Manufacture of a Hoop-Wrapped, Wire-Reinforced Cylindrical Pressure
CASE Approval Date: October 7, 2015 Code Cases will remain available for use until annulled by the applicable Standards Committee. Case Manufacture of a Hoop-Wrapped, Wire-Reinforced Cylindrical Pressure
pdfmachine trial version
 EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 15590-2 First edition 2003-12-15 Petroleum and natural gas industries Induction bends, fittings and flanges for pipeline transportation systems Part 2: Fittings Industries du
INTERNATIONAL STANDARD ISO 15590-2 First edition 2003-12-15 Petroleum and natural gas industries Induction bends, fittings and flanges for pipeline transportation systems Part 2: Fittings Industries du
HOTVAR Hot work tool steel
 T OOL STEEL FACTS HOTVAR Hot work tool steel Wherever tools are made Wherever tools are used General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by:
T OOL STEEL FACTS HOTVAR Hot work tool steel Wherever tools are made Wherever tools are used General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by:
TAM Plus is the new range of hot rolled mechanical tubes, designed by Tenaris to better meet the needs of industrial sector.
 TAM Plus TAM Plus Reference norm EN 10297-1 Seamless STEEL tubes with high machinability (HL) and close tolerances for mechanical applications TAM Plus is the new range of hot rolled mechanical tubes,
TAM Plus TAM Plus Reference norm EN 10297-1 Seamless STEEL tubes with high machinability (HL) and close tolerances for mechanical applications TAM Plus is the new range of hot rolled mechanical tubes,
isd dunaferr Product catalogue
 isd dunaferr Product catalogue COLD BENT STEEL SECTIONS (Open and hollow) Cold bent steel sections are produced from slit coils by continuous roller bending, using section-shaped pairs of rolls mounted
isd dunaferr Product catalogue COLD BENT STEEL SECTIONS (Open and hollow) Cold bent steel sections are produced from slit coils by continuous roller bending, using section-shaped pairs of rolls mounted
HAYNES Ti-3Al-2.5V alloy
 HAYNES Ti-3Al-2.5V alloy Principal Features Lightweight, High Strength HAYNES Ti-3Al-2.5V alloy (UNS R56320) is both lightweight and strong. It has a high strength-to-weight ratio which provides a major
HAYNES Ti-3Al-2.5V alloy Principal Features Lightweight, High Strength HAYNES Ti-3Al-2.5V alloy (UNS R56320) is both lightweight and strong. It has a high strength-to-weight ratio which provides a major
AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS)
 OF STAINLESS STEEL (SS)") Suggested Spec. for SMAW-SS - 1 - AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS) Scope This document provides information on welding and related operations of stainless steel
Suggested Spec. for SMAW-SS - 1 - AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS) Scope This document provides information on welding and related operations of stainless steel
BN-1200 Reactor Power Unit Design Development
 International Conference on Fast Reactors and Related Fuel Cycles: Safe Technologies and Sustainable Scenarios (FR13) BN-1200 Reactor Power Unit Design Development B.A. Vasilyev a, S.F. Shepelev a, M.R.
International Conference on Fast Reactors and Related Fuel Cycles: Safe Technologies and Sustainable Scenarios (FR13) BN-1200 Reactor Power Unit Design Development B.A. Vasilyev a, S.F. Shepelev a, M.R.
NON-DESTRUCTIVE EVALUATION OF CLOSE DIE FORGED MAIN BODY OF PRIMARY SYSTEM VALVES
 Proceedings of the National Seminar & Exhibition on Non-Destructive Evaluation NDE 2011, December 8-10, 2011 NON-DESTRUCTIVE EVALUATION OF CLOSE DIE FORGED MAIN BODY OF PRIMARY SYSTEM VALVES PK Sharma
Proceedings of the National Seminar & Exhibition on Non-Destructive Evaluation NDE 2011, December 8-10, 2011 NON-DESTRUCTIVE EVALUATION OF CLOSE DIE FORGED MAIN BODY OF PRIMARY SYSTEM VALVES PK Sharma
Condenser Coils. Applications: Coil construction is available for Condenser, Desuperheater, and Reheat applications.
 Condenser Coils Coil construction is available for Condenser, Desuperheater, and Reheat applications. Applications: Condenser - This coil takes the superheated vapor from the compressor and cools that
Condenser Coils Coil construction is available for Condenser, Desuperheater, and Reheat applications. Applications: Condenser - This coil takes the superheated vapor from the compressor and cools that
JLAB-TN /15/2007. JLab Cryomodule Thermal Shield Circuit Piping Design per ASME B31.3 Edward F. Daly, Gary G. Cheng and John Hogan
 Introduction JLab Cryomodule Thermal Shield Circuit Piping Design per ASME B31.3 Edward F. Daly, Gary G. Cheng and John Hogan This technical note analyzes the JLab cryomodule thermal shield circuit piping
Introduction JLab Cryomodule Thermal Shield Circuit Piping Design per ASME B31.3 Edward F. Daly, Gary G. Cheng and John Hogan This technical note analyzes the JLab cryomodule thermal shield circuit piping
BUREAU OF INDIAN STANDARDS Draft Indian Standard
 For Comments Only BUREAU OF INDIAN STANDARDS Draft Indian Standard STEEL PLATES FOR PRESSURE VESSEL FOR INTERMEDIATE AND HIGH TEMPERATURE SERVICE INCLUDING BOILERS (Third Revision of IS 2002) ICS 77.140.30
For Comments Only BUREAU OF INDIAN STANDARDS Draft Indian Standard STEEL PLATES FOR PRESSURE VESSEL FOR INTERMEDIATE AND HIGH TEMPERATURE SERVICE INCLUDING BOILERS (Third Revision of IS 2002) ICS 77.140.30
Plate HARDWEAR Plate: Premium abrasion-resistant steels Introducing HARDWEAR 550F
 ArcelorMittal USA Plate HARDWEAR Plate: Premium abrasion-resistant steels Introducing HARDWEAR 55F Introduction HARDWEAR, a line of premium abrasion-resistant plate steels, is available in four grades
ArcelorMittal USA Plate HARDWEAR Plate: Premium abrasion-resistant steels Introducing HARDWEAR 55F Introduction HARDWEAR, a line of premium abrasion-resistant plate steels, is available in four grades
Structural Steel Plate and Strip to EN 10025
 Data sheet: A3.7 Structural Steel Plate and Strip to EN 10025 General description ArcelorMittal South Africa produces and markets hot rolled structural steel plate and coil to EN 10025 in the following
Data sheet: A3.7 Structural Steel Plate and Strip to EN 10025 General description ArcelorMittal South Africa produces and markets hot rolled structural steel plate and coil to EN 10025 in the following
ISO INTERNATIONAL STANDARD
 - INTERNATIONAL STANDARD ISO 9327-1 First edition 1999-04-15 Steel forgings and rolled or forged bars for pressure purposes Technical delivery conditions Part 1: General requirements Pièces forgées et
- INTERNATIONAL STANDARD ISO 9327-1 First edition 1999-04-15 Steel forgings and rolled or forged bars for pressure purposes Technical delivery conditions Part 1: General requirements Pièces forgées et
METALLIC MATERIAL SPECIFICATION
 1. Scope: Page: 1 of 5 1.1. This specification shall be utilized in procurement of AISI 8630 modified steel (UNS G86300) in quenched and tempered condition to 22 HRc maximum hardness. 1.2. These materials
1. Scope: Page: 1 of 5 1.1. This specification shall be utilized in procurement of AISI 8630 modified steel (UNS G86300) in quenched and tempered condition to 22 HRc maximum hardness. 1.2. These materials
Experimental Facilities and Plan for a Prototype SFR
 Experimental Facilities and Plan for a Prototype SFR IAEA Technical Meeting on Existing and Proposed Experimental Facilities for Fast Neutron Systems 10-12 June 2013 Jinwook Chang Outline I II III STELLA
Experimental Facilities and Plan for a Prototype SFR IAEA Technical Meeting on Existing and Proposed Experimental Facilities for Fast Neutron Systems 10-12 June 2013 Jinwook Chang Outline I II III STELLA
Steel. Relia Quality Wear Resistant Plates PROPERTIES
 is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate manufacturing. steel plates offer outstanding resistance
is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate manufacturing. steel plates offer outstanding resistance
Irradiation Testing of Structural Materials in Fast Breeder Test Reactor. Abstract
 Irradiation Testing of Structural Materials in Fast Breeder Test Reactor S. Murugan*, V. Karthik, K.A. Gopal, N.G. Muralidharan, S. Venugopal, K.V. Kasiviswanathan, P.V. Kumar and Baldev Raj Indira Gandhi
Irradiation Testing of Structural Materials in Fast Breeder Test Reactor S. Murugan*, V. Karthik, K.A. Gopal, N.G. Muralidharan, S. Venugopal, K.V. Kasiviswanathan, P.V. Kumar and Baldev Raj Indira Gandhi
IMPACT. Chemical composition For the chemical composition of the ladle analysis the following limits are applicable (in %):
:") IMPACT Wear resistant steel Material data sheet, edition April 2016 1 DILLIDUR IMPACT is a wear resistant steel with a nominal hardness of 340 HBW in delivery condition. DILLIDUR IMPACT is not a constructional
IMPACT Wear resistant steel Material data sheet, edition April 2016 1 DILLIDUR IMPACT is a wear resistant steel with a nominal hardness of 340 HBW in delivery condition. DILLIDUR IMPACT is not a constructional
Standard Specification for Seamless Cold-Drawn Carbon Steel Feedwater Heater Tubes 1
 Designation: A 556/A 556M 96 (Reapproved 2005) www.tubingchina.com Standard Specification for Seamless Cold-Drawn Carbon Steel Feedwater Heater Tubes 1 This standard is issued under the fixed designation
Designation: A 556/A 556M 96 (Reapproved 2005) www.tubingchina.com Standard Specification for Seamless Cold-Drawn Carbon Steel Feedwater Heater Tubes 1 This standard is issued under the fixed designation
Closing the Fuel Cycle with Fast Reactors: Indian experience and perspectives. P.R.Vasudeva Rao Chemistry Group IGCAR, Kalpakkam
 Closing the Fuel Cycle with Fast Reactors: Indian experience and perspectives P.R.Vasudeva Rao Chemistry Group IGCAR, Kalpakkam Nuclear Power Scenario Energy Scenario for India Stage - II Fast Breeder
Closing the Fuel Cycle with Fast Reactors: Indian experience and perspectives P.R.Vasudeva Rao Chemistry Group IGCAR, Kalpakkam Nuclear Power Scenario Energy Scenario for India Stage - II Fast Breeder
THERMOFIT AP2000 TUBING HEAT-SHRINKABLE CROSSLINKED MODIFIED POLYOLEFIN, ADHESIVE LINER
 Product Brand:Raychem 305 Constitution Drive, Menlo Park, CA 94025 SPECIFICATION: RW-1001 THIS ISSUE: ISSUE 3 DATE: April 11, 2003 REPLACES: ISSUE 2 THERMOFIT AP2000 TUBING HEAT-SHRINKABLE CROSSLINKED
Product Brand:Raychem 305 Constitution Drive, Menlo Park, CA 94025 SPECIFICATION: RW-1001 THIS ISSUE: ISSUE 3 DATE: April 11, 2003 REPLACES: ISSUE 2 THERMOFIT AP2000 TUBING HEAT-SHRINKABLE CROSSLINKED
ABOUT US OUR CREDENTIALS
 ABOUT US Factory is situated at Olipur, Shaistaganj, Habiganj on the Dhaka Sylhet highway Factory shade is around 1lac SFT, this is the largest MS & GI plant in Bangladesh The factory consists of two mills
ABOUT US Factory is situated at Olipur, Shaistaganj, Habiganj on the Dhaka Sylhet highway Factory shade is around 1lac SFT, this is the largest MS & GI plant in Bangladesh The factory consists of two mills
CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES. Welding is the process of coalescing more than one material part at
 41 CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES 3.0. INTRODUCTION Welding is the process of coalescing more than one material part at their surface of contact by the suitable
41 CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES 3.0. INTRODUCTION Welding is the process of coalescing more than one material part at their surface of contact by the suitable
RULES FOR THE CLASSIFICATION OF SHIPS
 RULES FOR THE CLASSIFICATION OF SHIPS 2009 Part 26 - WELDING Amendments No.1 CROATIAN REGISTER OF SHIPPING Hrvatska (Croatia) 21000 Split Marasovićeva 67 P.O.B. 187 Tel.: (...) 385 (0)21 40 81 11 Fax.:
RULES FOR THE CLASSIFICATION OF SHIPS 2009 Part 26 - WELDING Amendments No.1 CROATIAN REGISTER OF SHIPPING Hrvatska (Croatia) 21000 Split Marasovićeva 67 P.O.B. 187 Tel.: (...) 385 (0)21 40 81 11 Fax.:
Technical Inquiries for API Standard 620, Design & Construction of Large, Welded, Low-Pressure Storage Tanks Last updated February 2014
 1.2.1 620-I-10/00 1: Does Section 1.2.1 prevent tanks with umbrella roofs and eccentric cones, from being marked as being in accordance with API Standard 620? 1: 4.2 Table 4-1 620-I-13/02 2: Does Section
1.2.1 620-I-10/00 1: Does Section 1.2.1 prevent tanks with umbrella roofs and eccentric cones, from being marked as being in accordance with API Standard 620? 1: 4.2 Table 4-1 620-I-13/02 2: Does Section
DEVELOPMENT OF COMPACT HEAT EXCHANGER WITH DIFFUSION WELDING
 DEVELOPMENT OF COMPACT HEAT EXCHANGER WITH DIFFUSION WELDING K. KUNITOMI, T. TAKEDA Q642788 Department of HTTR Project, Japan Atomic Research Institute, Ibaraki T. HORIE, K. IWATA Heat Exchangers Division,
DEVELOPMENT OF COMPACT HEAT EXCHANGER WITH DIFFUSION WELDING K. KUNITOMI, T. TAKEDA Q642788 Department of HTTR Project, Japan Atomic Research Institute, Ibaraki T. HORIE, K. IWATA Heat Exchangers Division,
DOUBLE WALLED PIPING SYSTEMS
 DOUBLE WALLED PIPING SYSTEMS The design and construction of a double wall pipe is more complex than a single wall pipe because of the additional pipe, associated welds and tie in procedures. There are
DOUBLE WALLED PIPING SYSTEMS The design and construction of a double wall pipe is more complex than a single wall pipe because of the additional pipe, associated welds and tie in procedures. There are
Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX
 June 2018 Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process
June 2018 Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process
Dissimilar Steel Welding of Super Heater Coils for Power Boiler Applications
 American Journal of Materials Research 2015; 2(5): 44-49 Published online August 30, 2015 (http://www.aascit.org/journal/ajmr) ISSN: 2375-3919 Dissimilar Steel Welding of Super Heater Coils for Power Boiler
American Journal of Materials Research 2015; 2(5): 44-49 Published online August 30, 2015 (http://www.aascit.org/journal/ajmr) ISSN: 2375-3919 Dissimilar Steel Welding of Super Heater Coils for Power Boiler
WELDING PROCEDURE SPECIFICATION. Shielded Metal Arc Welding-SMAW
 WELDING PROCEDURE SPECIFICATION Shielded Metal Arc Welding-SMAW WPS Number: WPS-SMAW-CS Revision: 0 Company Name & Address ABC WELDING & FABRICATING 123 WeldProc Boulevard Toronto, ON A1B 2C3 CWB Approval
WELDING PROCEDURE SPECIFICATION Shielded Metal Arc Welding-SMAW WPS Number: WPS-SMAW-CS Revision: 0 Company Name & Address ABC WELDING & FABRICATING 123 WeldProc Boulevard Toronto, ON A1B 2C3 CWB Approval
High-strength and ultra-highstrength. rolled fine-grained steels. Technical terms of delivery for heavy plates
 High-strength and ultra-highstrength thermomechanically rolled fine-grained steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength and
High-strength and ultra-highstrength thermomechanically rolled fine-grained steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength and