New Design and Injection Molding Analysis of a Low Smoke Zero Halogen Cable Trunk
|
|
|
- Alexandra Hester Banks
- 6 years ago
- Views:
Transcription
1 International Journal of Chemistry; Vol. 4, No. 5; 2012 ISSN E-ISSN Published by Canadian Center of Science and Education New Design and Injection Molding Analysis of a Low Smoke Zero Halogen Cable Trunk Xiaoxun Zhang 1, Fang Ma 2 & Xia Li 1 1 School of Materials Engineering, Shanghai University of Engineering Science, Shanghai, China 2 College of Automotive Engineering, Shanghai University of Engineering Science, Shanghai, China Correspondence: Xiaoxun Zhang, School of Materials Engineering, Shanghai University of Engineering Science, 333 Longteng Road, Songjiang District, Shanghai , China. Tel: xx.zhang.cn@gmail.com Received: August 2, 2012 Accepted: September 6, 2012 Online Published: September 21, 2012 doi: /ijc.v4n5p48 URL: Abstract The traditional production process of a cable trunk is plastic extrusion with PVC or other halogen containing materials. However, they have many disadvantages such as easy burning, producing toxic gases and smokes. A low smoke zero halogen (LSZH) cable trunk was designed and developed in the present study and the injection molding process was adopted to produce the LSZH cable trunk. Numerical simulations were applied to investigate the effects of the important process parameters on the warpage of the cable trunk. Comparing the simulation results under different process conditions and consideration both of the volumetric shrinkage and the total warpage displacement, it is found that the process parameters, including mold temperature 75 C, melt temperature 265 C, injection pressure 190 MPa, packing pressure 152 MPa, cooling water temperature 50 C and injection time 3 s, are the optimal process conditions for the injection molding process of the new designed cable trunk. Keywords: design, injection molding, numerical simulation, low smoke zero halogen (LSZH), cable trunk 1. Introduction A cable trunking system is defined as a system of enclosures consisting of slotted trunking lengths and other appropriate system components intended for the accommodation and, where necessary, for the segregation of conductors, insulated cables or cords in a cabinet. The components of a slotted cable trunking system include a) slotted trunking length, b) trunking fitting, c) fixing device and d) system accessory. The slotted trunking length is the main component of a slotted cable trunking system comprising of a cable trunk with slotted walls and one or more covers which may be opened or removed. The traditional cable trunk is long and the traditional production process is plastic extrusion with PVC or other halogen containing materials. However, they have many disadvantages such as easy burning, producing toxic gases and smokes. With the improvement of the people's living standard and the ever-complicated structure of industrial and commercial building where high flexibility is demanded, more and more attention is payed to the safety and environmental compatibility of the wires and cables used for integrated wiring. The low smoke zero halogen (LSZH) materials, its production technology and its application in the cable industry have been investigated for decades to meet the needs of safety and environmental compatibility (Chaudhry et al., 1998; Cross et al., 2003; Hull et al., 2008; Naskar et al., 2007). Cross et al. (2003) found that Zinc hydroxystannate (ZHS) is an effective partial replacement for the conventional hydrated fire-retardant fillers alumina trihydrate (ATH) and magnesium hydroxide (MH) when incorporated into a halogen-free EVA cable compound. Naskar et al. (2007) developed the thin-walled halogen-free cable insulation and thin-walled halogen-free fire-resistant low-smoke cable sheathing compounds based on polyolefin elastomer and ethylene vinyl acetate (EVA) blends. One of the most important quality problems of injection molded plastic parts is warpage (Ahmad et al., 2009). The direct cause of warpage is the uneven shrinkage, which results in internal stress and residual stress (Ahmad et al., 2009; Erzurumlu & Ozcelik, 2006). Warpage appears when these stresses exceed the stiffness of the material (Jiang et al., 2010). The accurate prediction of warpage of injection molded parts is important to achieve 48

2 successful mold design with high precision (Huang et al., 2009; Tang et al., 2007). In the present study, the traditional extruded cable trunk was designed to an injection molded LSZH cable trunk. PC/ABS polymer alloy Multilon TN-7500 was adopted as the material of the cable trunk. Using the software package Moldflow, numerical simulations of the injection molding process of the cable trunk were conducted under different processing conditions. The volumetric shrinkage warpage and the total warpage displacements were calculated and compared to find the optimal process conditions for the cable trunk. 2. Traditional Design of the Cable Trunk The traditional design of a cable trunk is shown in Figure 1. The traditional production process of the cable trunk is plastic extrusion with PVC or other halogen containing materials. They have many disadvantages such as easy burning, producing toxic gases and smokes. Figure 1. The traditional cable trunk 3. New Design of the LSZH Cable Trunk 3.1 Structures and Materials The structure of the new designed cable trunk is shown in Figure 2. There is one row of holes in the base of the cable trunk. A round small hole is located in the center and two square holes are located near the corresponding end of the cable trunk. Four holes are designed for installation near the four corners in the base of the cable trunk. The wall of the cable trunk is slotted with openings allowing cables to pass through. The openings can be with open or closed boundary and may have different shapes, normally designed to maintain wiring in position. The slotted cable trunking systems shall be so designed and constructed that where required they ensure reliable support, accommodation and segregation of the insulated conductors and/or cables contained therein. PC/ABS polymer alloy Multilon TN-7500 developed by Teijin Chemicals Ltd., which is often used in electrical and electronic appliance parts, lighting fixtures, precision machinery parts, automobile parts, housewares and a wide variety of other applications, is adopted as the material of the cable trunk. 49


3 Figure 2. New design of the cable trunk 3.2 Injection Molding Process Injection molding process is adopted to produce the new designed cable trunk. Injection molding is widely used for manufacturing a variety of parts, from the smallest component to entire body panels of cars. Injection molding is a manufacturing process for producing parts from both thermoplastic and thermosetting plastic materials. Material is fed into a heated barrel, mixed, and forced into a mold cavity where it cools and hardens to the configuration of the cavity. After a product is designed, molds are made by a moldmaker from metal and precision-machined to form the features of the desired part. The shape and structure of the cable trunk, the runner system and the cooling channels are designed and shown in Figure 3. The recommended process parameters which provided in the library of Moldflow material database for injection molding of Multilon TN-7500 are as follows: drying temperature 80 C, drying time 5 ~ 8 h, melt temperature 230 ~ 270 C, mold temperature 50 ~ 60 C, injection pressure 59 ~ 147 MPa. Figure 3. The model for injection molding of the cable trunk 4. Numerical Analysis of the Injection Molding Process of the LSZH Cable Trunk 4.1 Numerical Analysis of the Injection Molding Process Numerical simulations of the injection molding process of the LSZH cable trunk are performed using Moldflow software platform. Based on the Moldflow softwarepackage, the gate, the primary runner and the sub-runner are established on the cable trunk. The size of the primary runner is 6 mm in diameter and 15 mm in length. The diameter of the sub-runner is 4 mm and the diameter of the gate is 1 mm. After modeling is complete, the meshes 50
4 of the runner system and the cable trunk are carried out. In order to find the optimal process parameters, many study cases were implemented and the injection molding conditions were shown in Table 1. Note that the packing pressure was calculated from the percentage of the maximum injection pressure. Other injection molding parameters were set as follows: mold temperature is 75 C, maximum injection pressure is 190 MPa, injection time is 3 s, packing time is 10 s, and the ejection time is 5 s. Table 1. Injection molding parameters of the LSZH cable trunk Case No. Cooling water temperature ( C) Melt temperature ( C) Packing pressure (%) Effects of Process Conditions on the Warpage Using the software package Moldflow, numerical simulations of the injection molding process of the cable trunk were conducted under the processing conditions shown in Table 1. The volumetric shrinkage warpage and the total warpage displacements (all effects are considered) were calculated and compared to find the optimal process conditions for the cable trunk. The simulation results of Case 1 are shown in Figure 4. The volumetric shrinkage warpage is from % to 11.21% and the volumetric shrinkage at most of the cable trunk is about 0.74%. The total warpage displacement is from mm to mm. The simulation results of Case 2 are shown in Figure 5. The volumetric shrinkage warpage is from % to 11.17% and the volumetric shrinkage at most of the cable trunk is about 0.65%. The total warpage displacement is from mm to mm. The simulation results of Case 3 are shown in Figure 6. The volumetric shrinkage warpage is from 1.313% to 13.5% and the volumetric shrinkage at most of the cable trunk is about 1.3%. The total warpage displacement is from mm to mm. The simulation results of Case 4 are shown in Figure 7. The volumetric shrinkage warpage is from % to 11.39% and the volumetric shrinkage at most of the cable trunk is about 0.92%. The total warpage displacement is from mm to mm. The simulation results of Case 5 are shown in Figure 8. The volumetric shrinkage warpage is from 1.194% to 11.52% and the volumetric shrinkage at most of the cable trunk is about 1.2%. The total warpage displacement is from mm to mm. Comparing the simulation results of Cases No.1 to No.5, it can be seen from Figure 4 to Figure 8 that: (1) the total warpage displacement of Case 1 is the largest and that of Case 5 is the smallest. The total warpage displacements of Case 1 and Case 2 are larger than those of Case 3, Case 4 and Case 5. From a point of view to reduce the total warpage displacement, the process conditions of Case 3, Case 4 and Case 5 are better than those of Case 1 and Case 2. (2) The volumetric shrinkage of Case 3 is the largest and that of Case 2 is the smallest. The volumetric shrinkages of Case 3 and Case 5 are larger than those of Case 1, Case 2 and Case 4. From a point of view to reduce the volumetric shrinkage, the process conditions of Case 1, Case 2 and Case 4 are better than those of Case 3 and Case 5. Consideration both of the volumetric shrinkage and the total warpage displacement, it is found that the process parameter of Case 4 is the optimal process condition for the injection molding process of the new designed cable trunk. 51


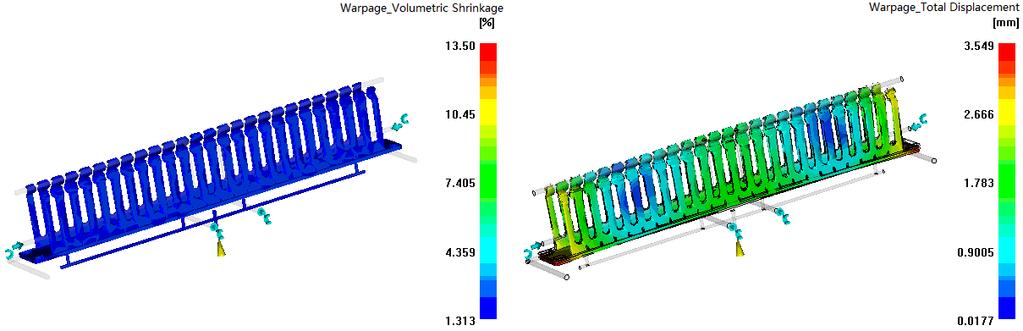
5 Figure 4. The warpage of the injection molded cable trunk in Case No.1 Figure 5. The warpage of the injection molded cable trunk in Case No.2 Figure 6. The warpage of the injection molded cable trunk in Case No.3 52


6 Figure 7. The warpage of the injection molded cable trunk in Case No.4 Figure 8. The warpage of the injection molded cable trunk in Case No.5 5. Conclusions The traditional extruded cable trunk was designed to an injection molded LSZH cable trunk in this study. PC/ABS polymer alloy Multilon TN-7500 was adopted as the material of the cable trunk. Using the software package Moldflow, numerical simulations of the injection molding process of the cable trunk were conducted under different processing conditions. The volumetric shrinkage warpage and the total warpage displacements (all effects are considered) were calculated and compared to find the optimal process conditions for the cable trunk. Comparing the simulation results under different process conditions and consideration both of the volumetric shrinkage and the total warpage displacement, it is found that the process parameters, including mold temperature 75 C, melt temperature 265 C, injection pressure 190 MPa, packing pressure 152 MPa, cooling water temperature 50 C and injection time 3s, are the optimal process conditions for the injection molding process of the new designed cable trunk. Acknowledgements This work is supported by Shanghai Leading Academic Discipline Project under grant J51402 and supported by Innovation Program of Shanghai Municipal Education Commission under grant 12ZZ183 and supported by Science Foundation for the Excellent Youth Scholars of Shanghai Municipal Education Commission under grant gjd References Ahmad, A. H., Leman, Z., & Azmir, M. A. (2009). Optimization of warpage defect in injection moulding process using ABS material. In IEEE Int. Conf. on Modelling & Simulation (pp ), Bali, Indonesia, May Chaudhry, B. I., Hage, E., & Pessan, L. A. (1998). Effects of processing conditions on the phase morphology of PC/ABS polymer blends. Journal of Applied Polymer Science, 67(9), Cross, M. S., Cusack, P. A., & Hornsby, P. R. (2003). Effects of tin additives on the flammability and smoke 53
7 emission characteristics of halogen-free ethylene-vinyl acetate copolymer. Polymer Degradation and Stability, 79(2), Erzurumlu, T., & Ozcelik, B. (2006). Minimization of warpage and sink index in injection-molded thermoplastic parts using Taguchi optimization method. Materials & Design, 27(10), Huang, G., Li, X., Wu, X., & Li, J. (2009). Optimized design of injection mould for mobile phone front shell based on CAE technology. In IEEE Int. Conf. on Artificial Intelligence (pp ), SanYa, China, April Hull, T. R., Lebek, K., Pezzani, M., & Messa, S. (2008). Comparison of toxic product yields of burning cables in bench and large-scale experiments. Fire Safety Journal, 43(2), Jiang, Z., Liu, X., & Bu, J. (2010). Modeling, analysis, and simulation of soldering process for FPC connector. Advanced Materials Research, , Naskar, K., Mohanty, S., & Nando, G. B. (2007). Development of thin-walled halogen-free cable insulation and halogen-free fire-resistant low-smoke cable-sheathing compounds based on polyolefin elastomer and ethylene vinyl acetate blends. Journal of Applied Polymer Science, 104(5), Tang, S. H., Tan, Y. J., Sapuan, S. M., Sulaiman, S., Ismail, N., & Samin, R. (2007). The use of Taguchi method in the design of plastic injection mould for reducing warpage. Journal of Materials Processing Technology, 182(1-3),
Experimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS Part
 Experimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS Part T. Bhirud 1* and R. Metkar 2 1 PG Student, Government College of Engineering, Amravati, India 2 Government College of
Experimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS Part T. Bhirud 1* and R. Metkar 2 1 PG Student, Government College of Engineering, Amravati, India 2 Government College of
Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method
 International Journal of Engineering & Technology IJET-IJENS Vol: 10 No: 06 133 Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method Z.
International Journal of Engineering & Technology IJET-IJENS Vol: 10 No: 06 133 Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method Z.
Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Ethylene-Vinyl Acetate copolymer (EVA)
![Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Ethylene-Vinyl Acetate copolymer (EVA)](/thumbs/74/70074256.jpg "Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Ethylene-Vinyl Acetate copolymer (EVA)") FR-20 Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Ethylene-Vinyl Acetate copolymer (EVA) FR-20, a series of high purity grades magnesium hydroxide, is offered by ICL-IP as inorganic halogen-free
FR-20 Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Ethylene-Vinyl Acetate copolymer (EVA) FR-20, a series of high purity grades magnesium hydroxide, is offered by ICL-IP as inorganic halogen-free
Application Data Sheet for Polypropylene (PP)
") FR-20 Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Polypropylene (PP) FR-20, a series of high purity grades magnesium hydroxide, is offered by ICL-IP as inorganic halogen free flame retardants
FR-20 Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Polypropylene (PP) FR-20, a series of high purity grades magnesium hydroxide, is offered by ICL-IP as inorganic halogen free flame retardants
Application of Sequence Control Injection in Modified Design of Car Front Bumper
 IOP Conference Series: Materials Science and Engineering OPEN ACCESS Application of Sequence Control Injection in Modified Design of Car Front Bumper To cite this article: Wang Feng et al 2014 IOP Conf.
IOP Conference Series: Materials Science and Engineering OPEN ACCESS Application of Sequence Control Injection in Modified Design of Car Front Bumper To cite this article: Wang Feng et al 2014 IOP Conf.
OPTIMIZATION OF PARAMETERS & MINIMIZATION OF DEFECT BY APPLYING TAGUCHI & MOLDFLOW METHOD FOR INJECTION MOLDING COMPONENT
 OPTIMIZATION OF PARAMETERS & MINIMIZATION OF DEFECT BY APPLYING TAGUCHI & MOLDFLOW METHOD FOR INJECTION MOLDING COMPONENT Mr.G.V.Pujari 1, Prof. Dr.V.R.Naik 2 1 PG Student, Dept. of Mechanical Engineering,
OPTIMIZATION OF PARAMETERS & MINIMIZATION OF DEFECT BY APPLYING TAGUCHI & MOLDFLOW METHOD FOR INJECTION MOLDING COMPONENT Mr.G.V.Pujari 1, Prof. Dr.V.R.Naik 2 1 PG Student, Dept. of Mechanical Engineering,
INVESTIGATION ON WARPAGE AND SINK MARK FOR INJECTION MOULDED PARTS USING TAGUCHI METHOD
 INVESTIGATION ON WARPAGE AND SINK MARK FOR INJECTION MOULDED PARTS USING TAGUCHI METHOD Omar Ahmed Mohamed, Swinburne University of Technology, Melbourne, Australia Syed Hasan Masood, Swinburne University
INVESTIGATION ON WARPAGE AND SINK MARK FOR INJECTION MOULDED PARTS USING TAGUCHI METHOD Omar Ahmed Mohamed, Swinburne University of Technology, Melbourne, Australia Syed Hasan Masood, Swinburne University
ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS
 Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
Two-Shot Molding of Thermoplastic Elastomers
 Two-Shot Molding of Thermoplastic Elastomers By R.J. Digiantonio INTRODUCTION Injection molding is a major processing method for both thermoplastics and thermoplastic elastomers (TPEs). Approximately 35%
Two-Shot Molding of Thermoplastic Elastomers By R.J. Digiantonio INTRODUCTION Injection molding is a major processing method for both thermoplastics and thermoplastic elastomers (TPEs). Approximately 35%
PERFORMANCE ADDITIVES
 PERFORMANCE ADDITIVES FOR WIRE AND CABLE FLAME RETARDANCE SMOKE SUPPRESSION ELECTRICAL PERFORMANCE PHYSICAL PROPERTY ENHANCEMENT Flames and Smoke Don t Like Us Huber Flame Retardant and Smoke Suppressant
PERFORMANCE ADDITIVES FOR WIRE AND CABLE FLAME RETARDANCE SMOKE SUPPRESSION ELECTRICAL PERFORMANCE PHYSICAL PROPERTY ENHANCEMENT Flames and Smoke Don t Like Us Huber Flame Retardant and Smoke Suppressant
PERFORMANCE FIRE RETARDANT ADDITIVES
 PERFORMANCE FIRE RETARDANT ADDITIVES FOR WIRE AND CABLE NON-HALOGEN FLAME RETARDANCE SMOKE SUPPRESSION ELECTRICAL PERFORMANCE PHYSICAL PROPERTY ENHANCEMENT Flames and Smoke Don t Like Us Huber Fire Retardant
PERFORMANCE FIRE RETARDANT ADDITIVES FOR WIRE AND CABLE NON-HALOGEN FLAME RETARDANCE SMOKE SUPPRESSION ELECTRICAL PERFORMANCE PHYSICAL PROPERTY ENHANCEMENT Flames and Smoke Don t Like Us Huber Fire Retardant
INTRODUCTION. Table 1. Typical applications for LDPE and Ateva EVA copolymers. Category Typical Applications Advantages
 INTRODUCTION Low-density polyethylene is produced through the polymerization of ethylene by a high-pressure process. Ateva EVA copolymers are produced but copolymerizing ethylene (E) with vinyl acetate
INTRODUCTION Low-density polyethylene is produced through the polymerization of ethylene by a high-pressure process. Ateva EVA copolymers are produced but copolymerizing ethylene (E) with vinyl acetate
Effect of Varying Gate Size on the Air Traps in Injection Molding
 International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2015 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Arjun
International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2015 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Arjun
Profile No.: 4 NIC Code: ELECTRICAL CABLES (SINGLE AND MULTICORE)
") Profile No.: 4 NIC Code: 27320 ELECTRICAL CABLES (SINGLE AND MULTICORE) 1. INTRODUCTION: Electrical Cables and wires are used for power distribution in electrical systems in housing sector as well as in
Profile No.: 4 NIC Code: 27320 ELECTRICAL CABLES (SINGLE AND MULTICORE) 1. INTRODUCTION: Electrical Cables and wires are used for power distribution in electrical systems in housing sector as well as in
Standard Test Method of Measuring Shrinkage from Mold Dimensions of Thermoplastics 1
 Designation: D 955 00 Standard Test Method of Measuring Shrinkage from Mold Dimensions of Thermoplastics 1 This standard is issued under the fixed designation D 955; the number immediately following the
Designation: D 955 00 Standard Test Method of Measuring Shrinkage from Mold Dimensions of Thermoplastics 1 This standard is issued under the fixed designation D 955; the number immediately following the
Optimization of Plastic Injection Molding Process by Combination of Artificial Neural Network and Genetic Algorithm
 Journal of Optimization in Industrial Engineering 13 (2013) 49-54 Optimization of Plastic Injection Molding Process by Combination of Artificial Neural Network and Genetic Algorithm Mohammad Saleh Meiabadi
Journal of Optimization in Industrial Engineering 13 (2013) 49-54 Optimization of Plastic Injection Molding Process by Combination of Artificial Neural Network and Genetic Algorithm Mohammad Saleh Meiabadi
Address for Correspondence
 Research Paper OPTIMIZATION OF CRITICAL PROCESSING PARAMETERS FOR PLASTIC INJECTION MOLDING FOR ENHANCE PRODUCTIVITY AND REDUCED TIME FOR DEVELOPMENT 1 Sanjay N.Lahoti, 2 Prof.M.D.Nadar, 3 Swapnil S. Kulkarni
Research Paper OPTIMIZATION OF CRITICAL PROCESSING PARAMETERS FOR PLASTIC INJECTION MOLDING FOR ENHANCE PRODUCTIVITY AND REDUCED TIME FOR DEVELOPMENT 1 Sanjay N.Lahoti, 2 Prof.M.D.Nadar, 3 Swapnil S. Kulkarni
Available online at ScienceDirect. Procedia Engineering 81 (2014 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 670 675 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 670 675 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Demonstration of an Effective Design Validation Tool for 3D Printed Injection Molds (3DPIM)
") Validation Tool for 3D Printed Injection Injection molding, the process of injecting plastic material into a mold cavity where it cools and hardens to the configuration of the cavity, is one of the world
Validation Tool for 3D Printed Injection Injection molding, the process of injecting plastic material into a mold cavity where it cools and hardens to the configuration of the cavity, is one of the world
SUCCESS ROOTED IN PARTNERSHIP TM
 SUCCESS ROOTED IN PARTNERSHIP TM SALES & DISTRIBUTION FLAME RETARDANT SOLUTIONS PHLAMOON EXTINITY Powders & Liquids Concentrates & Masterbatches Customized Solutions AESSE Sales & Distribution Your Success
SUCCESS ROOTED IN PARTNERSHIP TM SALES & DISTRIBUTION FLAME RETARDANT SOLUTIONS PHLAMOON EXTINITY Powders & Liquids Concentrates & Masterbatches Customized Solutions AESSE Sales & Distribution Your Success
Pranav Sanap*, H M Dharmadhikari, A J Keche Department of Mechanical Engineering, MIT, Aurangabad, India
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 13, Issue 5 Ver. I (Sep. - Oct. 2016), PP 61-68 www.iosrjournals.org Optimization of Plastic Moulding
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 13, Issue 5 Ver. I (Sep. - Oct. 2016), PP 61-68 www.iosrjournals.org Optimization of Plastic Moulding
INJECTION MOLDING DESIGN GUIDELINES
 INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
Soft, Processable SEBS Polymers for Compounds
 Back to Index Soft, Processable SEBS Polymers for Compounds Dale Handlin Ph.D., Ching Ting Ph.D., Ziv Cheng, and Parashar Davé TSRC-Dexco Polymers, Plaquemine, LA, USA Abstract Two of the important trends
Back to Index Soft, Processable SEBS Polymers for Compounds Dale Handlin Ph.D., Ching Ting Ph.D., Ziv Cheng, and Parashar Davé TSRC-Dexco Polymers, Plaquemine, LA, USA Abstract Two of the important trends
MODELLING, MANUFACTURING OF MOLD TOOL AND PLASTIC FLOW ANALYSIS OF AN AIR COOLER TANK
 International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 3, Aug 2013, 109-116 TJPRC Pvt. Ltd. MODELLING, MANUFACTURING OF MOLD TOOL
International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 3, Aug 2013, 109-116 TJPRC Pvt. Ltd. MODELLING, MANUFACTURING OF MOLD TOOL
PP/TPO Processing Guidelines and Troubleshooting Guide
 PP/TPO Processing Guidelines and Troubleshooting Guide This guideline provides valuable information to help with some of the many problems that may arise when working with polypropylene. The suggestions
PP/TPO Processing Guidelines and Troubleshooting Guide This guideline provides valuable information to help with some of the many problems that may arise when working with polypropylene. The suggestions
Optimization of the injection molding process MOLDFLOW SIMULATIONS
 Optimization of the injection molding process MOLDFLOW SIMULATIONS Mark Klarenbeek m.klarenbeek@pezygroup.com November 17 th 2016 LinkedIn Agenda Pezy Group Accelerating innovation Introduction injection
Optimization of the injection molding process MOLDFLOW SIMULATIONS Mark Klarenbeek m.klarenbeek@pezygroup.com November 17 th 2016 LinkedIn Agenda Pezy Group Accelerating innovation Introduction injection
TERPOLYMER ETHYLENE VINYL ACETATE MALEIC ANHYDRIDE
 TERPOLYMER ETHYLENE VINYL ACETATE MALEIC ANHYDRIDE Hot Melt Formulation To optimise cost/performance, OREVAC Terpolymers are combined with EVATANE. Adhesion tests have been performed in a classical Hot
TERPOLYMER ETHYLENE VINYL ACETATE MALEIC ANHYDRIDE Hot Melt Formulation To optimise cost/performance, OREVAC Terpolymers are combined with EVATANE. Adhesion tests have been performed in a classical Hot
Abstract. 2. DesignofPartandCoolingChannels. 1. Introduction. Page 344
 A Simulation Study of Conformal Cooling Channels in Plastic Injection Molding Omar A. Mohamed, S.H. Masood, Abul Saifullah Faculty of Engineering and Industrial Science, Swinburne University of Technology,
A Simulation Study of Conformal Cooling Channels in Plastic Injection Molding Omar A. Mohamed, S.H. Masood, Abul Saifullah Faculty of Engineering and Industrial Science, Swinburne University of Technology,
Strength of the Weld Line and Warpage Defects on the Molded Parts in Injection Molding Process
 International Review of Mechanical Engineering (I.RE.M.E.), Vol. 7, N. 5 ISSN 1970-8734 July 2013 Strength of the Weld Line and Warpage Defects on the Molded Parts in Injection Molding Process S. M. Nasir
International Review of Mechanical Engineering (I.RE.M.E.), Vol. 7, N. 5 ISSN 1970-8734 July 2013 Strength of the Weld Line and Warpage Defects on the Molded Parts in Injection Molding Process S. M. Nasir
Extrusion. Key Issues to Address. Lecture 2. Process. Process Variants. Process Analysis. Problem Solving
 Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
COMPARISON BETWEEN STAR AND LINEAR RUNNER LAYOUT OF FAMILY PLASTIC INJECTION MOLD
 COMPARISON BETWEEN STAR AND LINEAR RUNNER LAYOUT OF FAMILY PLASTIC INJECTION MOLD Mohd Amran Md Ali, Noorfa Idayu, Rosidah Jaafar, Mohd Hadzley, Yuhazri Yaakob, Abdul Rahim Samsudin and Mohd Rizal Salleh
COMPARISON BETWEEN STAR AND LINEAR RUNNER LAYOUT OF FAMILY PLASTIC INJECTION MOLD Mohd Amran Md Ali, Noorfa Idayu, Rosidah Jaafar, Mohd Hadzley, Yuhazri Yaakob, Abdul Rahim Samsudin and Mohd Rizal Salleh
Correlation Study between the Rheological Property and the Free Volume for Ethylene Vinyl Acetate Copolymer under Melt Extrusion
 Proc. 2nd Japan-China Joint Workshop on Positron Science JJAP Conf. Proc. 2 (2014) 011201 2014 The Japan Society of Applied Physics Correlation Study between the Rheological Property and the Free Volume
Proc. 2nd Japan-China Joint Workshop on Positron Science JJAP Conf. Proc. 2 (2014) 011201 2014 The Japan Society of Applied Physics Correlation Study between the Rheological Property and the Free Volume
Table of Contents. Robert A. Malloy. Plastic Part Design for Injection Molding. An Introduction ISBN:
 Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Product Selection Guide. Color & Additives - Europe. Color & Additives. Concentrates for the Wire & Cable Industry
 Product Selection Guide Color & Additives - Europe Color & Additives Concentrates for the Wire & Cable Industry OnColor Color Concentrates for Wire & Cable Europe PolyOne provides 13 product series covering
Product Selection Guide Color & Additives - Europe Color & Additives Concentrates for the Wire & Cable Industry OnColor Color Concentrates for Wire & Cable Europe PolyOne provides 13 product series covering
Mold Design Guide. Geon Vinyl Molding Compounds
 Mold Design Guide Geon Vinyl Molding Compounds Mold Design Guide For Geon Vinyl Rigid Molding Compounds Table of Contents INTRODUCTION....................................................2 MATERIAL SELECTION.............................................3
Mold Design Guide Geon Vinyl Molding Compounds Mold Design Guide For Geon Vinyl Rigid Molding Compounds Table of Contents INTRODUCTION....................................................2 MATERIAL SELECTION.............................................3
Dr. Bhushan T. Patil Associate Professor Fr. Conceicao Rodrigues College of Engineering, Fr. Agnel Ashram, Bandra (W)
") Review of Optimization Aspects for Plastic Injection Molding Process Mr. Aditya M. Darekar Research Student Prof. T. S. Venkatesh Associate Professor Dr. Bhushan T. Patil Associate Professor Mr Yazad N.
Review of Optimization Aspects for Plastic Injection Molding Process Mr. Aditya M. Darekar Research Student Prof. T. S. Venkatesh Associate Professor Dr. Bhushan T. Patil Associate Professor Mr Yazad N.
Practical application of Taguchi method for optimization of process parameters in Injection Molding Machine for PP material
 Practical application of Taguchi method for optimization of process parameters in Injection Molding Machine for PP material ANAND KR DWIWEDI, SUNIL KUMAR 1 M.TECH. Scholar, Mechanical Engineering, Samalkha
Practical application of Taguchi method for optimization of process parameters in Injection Molding Machine for PP material ANAND KR DWIWEDI, SUNIL KUMAR 1 M.TECH. Scholar, Mechanical Engineering, Samalkha
Development of Advanced Structural Foam Injection Molding. Kye Kim. A thesis submitted in partial fulfillment of the requirements for the degree of
 Development of Advanced Structural Foam Injection Molding Kye Kim A thesis submitted in partial fulfillment of the requirements for the degree of BACHELOR OF APPLIED SCIENCE Supervisor: Park, C.B. Department
Development of Advanced Structural Foam Injection Molding Kye Kim A thesis submitted in partial fulfillment of the requirements for the degree of BACHELOR OF APPLIED SCIENCE Supervisor: Park, C.B. Department
Keywords: AutoDESK Mold Flow Advisor, Micro cooling channels, Plastic injection molding
 ISSN XXXX XXXX 2017 IJESC Research Article Volume 7 Issue No.7 Modeling and Analysis of Micro Cooling Channel for Plastics Injection Mould by using Moldflow Adviser Himanshu Gangber 1, S.K.Ganguly 2, Santosh
ISSN XXXX XXXX 2017 IJESC Research Article Volume 7 Issue No.7 Modeling and Analysis of Micro Cooling Channel for Plastics Injection Mould by using Moldflow Adviser Himanshu Gangber 1, S.K.Ganguly 2, Santosh
PhD. Student, Dept. of Technologies and Materials, Faculty of Mechanical Engineering, Technical University of Kosice, Slovakia
 Research Paper APPLICATION OF CA SYSTEMS AT DESIGN AND SIMULATION OF PLASTIC MOLDED PARTS B. Duleba 1*, F. Greškovič 2 Address for Correspondence 1 PhD. Student, Dept. of Technologies and Materials, Faculty
Research Paper APPLICATION OF CA SYSTEMS AT DESIGN AND SIMULATION OF PLASTIC MOLDED PARTS B. Duleba 1*, F. Greškovič 2 Address for Correspondence 1 PhD. Student, Dept. of Technologies and Materials, Faculty
BLOW MOULDING. Blow moulding is a process used to produce hollow objects from thermoplastic.
 1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic
1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic
Plastics made perfect.
 Plastics made perfect. Plastic injection molding simulation of an electric hedge trimmer. Designed in Inventor software. Simulated in software. Rendered in 3ds Max software. Validation and Optimization
Plastics made perfect. Plastic injection molding simulation of an electric hedge trimmer. Designed in Inventor software. Simulated in software. Rendered in 3ds Max software. Validation and Optimization
Exolit Flame Retardants for Plastics
 Pigments & Additives Division Specialties Business Exolit Flame Retardants for Plastics > The Business Unit Plastic Industries offers an extensive range of flame retardants for thermoplastic and thermoset
Pigments & Additives Division Specialties Business Exolit Flame Retardants for Plastics > The Business Unit Plastic Industries offers an extensive range of flame retardants for thermoplastic and thermoset
More. with 3M Glass Bubbles. High-strength additives for reduced part weight, improved dimensional stability, enhanced processing and much more.
 3M Glass Bubbles For Resin Systems Injection molding image courtesy of AP Plasman. Do More with 3M Glass Bubbles High-strength additives for reduced part weight, improved dimensional stability, enhanced
3M Glass Bubbles For Resin Systems Injection molding image courtesy of AP Plasman. Do More with 3M Glass Bubbles High-strength additives for reduced part weight, improved dimensional stability, enhanced
Workshop Series 2016
 Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
A hybrid response surface methodology and simulated annealing algorithm
 2011 International Conference on Computer Communication and Management Proc.of CSIT vol.5 (2011) (2011) IACSIT Press, Singapore A hybrid response surface methodology and simulated annealing algorithm (A
2011 International Conference on Computer Communication and Management Proc.of CSIT vol.5 (2011) (2011) IACSIT Press, Singapore A hybrid response surface methodology and simulated annealing algorithm (A
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast
 via STAR-Cast") Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement. Dr. Heinz Zhang. Product R&D Center
 Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement Dr. Heinz Zhang Product R&D Center Overview 1 Fiberglass Reinforced Thermoplastic Composites 2 PA & Fiberglass Reinforced
Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement Dr. Heinz Zhang Product R&D Center Overview 1 Fiberglass Reinforced Thermoplastic Composites 2 PA & Fiberglass Reinforced
Compounding Solutions for the Plastics Industry
 Compounding Solutions for the Plastics Industry 2 Contents Company Profile 4 Continuous Kneaders Technology 6 Applications 8 Customer Support 12 Research & Development 13 Manufacturing and Assembly 14
Compounding Solutions for the Plastics Industry 2 Contents Company Profile 4 Continuous Kneaders Technology 6 Applications 8 Customer Support 12 Research & Development 13 Manufacturing and Assembly 14
EFFECT OF MOULD TEMPERATURE ON THE FILLING BEHAVIOR OF MOLTEN RESIN IN PLASTIC INJECTION MOULDING OF HIGH DENSITY POLYETHYLENE (HDPE)
") EFFECT OF MOULD TEMPERATURE ON THE FILLING BEHAVIOR OF MOLTEN RESIN IN PLASTIC INJECTION MOULDING OF HIGH DENSITY POLYETHYLENE (HDPE) A.M. Gwebu 1*, L. Nyanga², S.T. Nyadongo³, A.F. Van der Merwe 4, S
EFFECT OF MOULD TEMPERATURE ON THE FILLING BEHAVIOR OF MOLTEN RESIN IN PLASTIC INJECTION MOULDING OF HIGH DENSITY POLYETHYLENE (HDPE) A.M. Gwebu 1*, L. Nyanga², S.T. Nyadongo³, A.F. Van der Merwe 4, S
FLAME RETARDED. By VAMP TECH
 FLAME RETARDED COMPOUNDS By VAMP TECH Foundamental Aspects of the Flame Retardacy 1. Combustion 2. Testing FR Compounds 3. FR Additives 4. FR Mechanisms 5. Advantages and Disadvantages Combustion Step
FLAME RETARDED COMPOUNDS By VAMP TECH Foundamental Aspects of the Flame Retardacy 1. Combustion 2. Testing FR Compounds 3. FR Additives 4. FR Mechanisms 5. Advantages and Disadvantages Combustion Step
Moldex3D. Molding Innovation. A Cool Solution- Moldex3D R11.0 Debuts Conformal Cooling Design Validation and 3D Cooling Analysis INSIDER
 Molding Innovation FEB. 2012 INSIDER 1 11 Top Story A Cool Solution- Moldex3D R11.0 Debuts Conformal Cooling Design Validation and 3D Cooling Analysis Tips & Tricks 3D Cooling Channel Import is Now Available
Molding Innovation FEB. 2012 INSIDER 1 11 Top Story A Cool Solution- Moldex3D R11.0 Debuts Conformal Cooling Design Validation and 3D Cooling Analysis Tips & Tricks 3D Cooling Channel Import is Now Available
Compounding and Processing Additives for Woodfiber-Plastic Composites
 Struktol Company of America 201 E. Steels Corners Road P.O. Box 1649 Stow, OH 44224-0649 (330) 928-5188 Fax (330) 928-8726 Compounding and Processing Additives for Woodfiber-Plastic Composites Presented
Struktol Company of America 201 E. Steels Corners Road P.O. Box 1649 Stow, OH 44224-0649 (330) 928-5188 Fax (330) 928-8726 Compounding and Processing Additives for Woodfiber-Plastic Composites Presented
Process Design Optimization through Numerical Experimentation for a Brake Disc Casting
 Materials Transactions, Vol. 49, No. 6 (2008) pp. 1372 to 1379 #2008 The Japan Institute of Metals Process Design Optimization through Numerical Experimentation for a Brake Disc Casting Chun-Ping Yeh 1;
Materials Transactions, Vol. 49, No. 6 (2008) pp. 1372 to 1379 #2008 The Japan Institute of Metals Process Design Optimization through Numerical Experimentation for a Brake Disc Casting Chun-Ping Yeh 1;
Accepted for publication in Materials Science Forum Published in November 12, 2012 DOI: /www.scientific.net/MSF
 Accepted for publication in Materials Science Forum Published in November 12, 2012 DOI: 10.4028/www.scientific.net/MSF.729.126 Development of a novel pvt measuring technique Ferenc SZABÓ 1, a, József Gábor
Accepted for publication in Materials Science Forum Published in November 12, 2012 DOI: 10.4028/www.scientific.net/MSF.729.126 Development of a novel pvt measuring technique Ferenc SZABÓ 1, a, József Gábor
Moldmaking with 3D Prints
 FORMLABS WHITE PAPER: Moldmaking with 3D Prints Techniques for Prototyping and Production October 25, 2016 formlabs.com Table of Contents Introduction 3 Injection Molding 5 Thermoforms 7 Casting with Elastomers
FORMLABS WHITE PAPER: Moldmaking with 3D Prints Techniques for Prototyping and Production October 25, 2016 formlabs.com Table of Contents Introduction 3 Injection Molding 5 Thermoforms 7 Casting with Elastomers
INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD IEC 60502-1 Second edition 2004-04 Power cables with extruded insulation and their accessories for rated voltages from 1 kv (U m = 1,2 kv) up to 30 kv (U m = 36 kv) Part 1: Cables
INTERNATIONAL STANDARD IEC 60502-1 Second edition 2004-04 Power cables with extruded insulation and their accessories for rated voltages from 1 kv (U m = 1,2 kv) up to 30 kv (U m = 36 kv) Part 1: Cables
3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella
 3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella Content PIMT what is it good for? PIMT- Best fit PIMT Growth engine - Wins Available resources for success Injected Parts
3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella Content PIMT what is it good for? PIMT- Best fit PIMT Growth engine - Wins Available resources for success Injected Parts
SCREW & BARREL METALLURGY & SERVICE LIFE. Mrunal Sanghvi Regional Sales Manager Nordson Xaloy Asia (Thailand) Ltd.
 Ltd.") SCREW & BARREL METALLURGY & SERVICE LIFE Mrunal Sanghvi Regional Sales Manager Nordson Xaloy Asia (Thailand) Ltd. 1 Topics of Discussion Current Requirements Screw & Barrel Wear Types of Wear Screw & Barrel
SCREW & BARREL METALLURGY & SERVICE LIFE Mrunal Sanghvi Regional Sales Manager Nordson Xaloy Asia (Thailand) Ltd. 1 Topics of Discussion Current Requirements Screw & Barrel Wear Types of Wear Screw & Barrel
Injection Molding T. Gutowski. D. Roylance 1
 Injection Molding 2.810 T. Gutowski D. Roylance 1 V-6 air intake manifold Water control valve Brass Vs injection mold www.mnrubber.com 2 Short history of plastics 1866 Celluloid 1891 Rayon 1907 Bakelite
Injection Molding 2.810 T. Gutowski D. Roylance 1 V-6 air intake manifold Water control valve Brass Vs injection mold www.mnrubber.com 2 Short history of plastics 1866 Celluloid 1891 Rayon 1907 Bakelite
THE EFFECTS OF VARIOUS VARIOTHERM PROCESSES AND THEIR MECHANISMS ON INJECTION MOLDING
 THE EFFECTS OF VARIOUS VARIOTHERM PROCESSES AND THEIR MECHANISMS ON INJECTION MOLDING Chao-Tsai Huang*, I-Sheng Hsieh, and Cheng-Han Tsai CoreTech System (Moldex3D) Co., Ltd., ChuPei City, Hsinchu, Taiwan
THE EFFECTS OF VARIOUS VARIOTHERM PROCESSES AND THEIR MECHANISMS ON INJECTION MOLDING Chao-Tsai Huang*, I-Sheng Hsieh, and Cheng-Han Tsai CoreTech System (Moldex3D) Co., Ltd., ChuPei City, Hsinchu, Taiwan
Comparison of BS 5308, PAS 5308 and BS EN
 Comparison of BS 5308, PAS 5308 and BS EN 50288 Scope BS 5308 Part 1: 1986- Instrumentation Cables Part 1. Specification for Polyethylene Insulated Cables (withdraw, superseded by BS EN 50288-7) BS 5308
Comparison of BS 5308, PAS 5308 and BS EN 50288 Scope BS 5308 Part 1: 1986- Instrumentation Cables Part 1. Specification for Polyethylene Insulated Cables (withdraw, superseded by BS EN 50288-7) BS 5308
Review of Manufacturing Processes
 Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Casting Process Part 2
 Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
1 Mold 4 Cavity Tube Bending Mold Design based on Moldflow
 1 Mold 4 Cavity Tube Bending Mold Design based on Moldflow Beijing Jiaotong University, Beijing, China, 15001046680@163.com Abstract In this paper, according to the 1 mold 2 cavity tube bending die without
1 Mold 4 Cavity Tube Bending Mold Design based on Moldflow Beijing Jiaotong University, Beijing, China, 15001046680@163.com Abstract In this paper, according to the 1 mold 2 cavity tube bending die without
Thermoplastic Fabrication Processes
 PERP/PERP ABSTRACTS 2010 Thermoplastic Fabrication Processes PERP 08/09S4 Report Abstract March 2010 Report Abstract Thermoplastic Fabrication Processes PERP 08/09S4 March 2010 The ChemSystems Process
PERP/PERP ABSTRACTS 2010 Thermoplastic Fabrication Processes PERP 08/09S4 Report Abstract March 2010 Report Abstract Thermoplastic Fabrication Processes PERP 08/09S4 March 2010 The ChemSystems Process
Solutions for. Wire & Cable Buildings
 Solutions for Wire & Cable Buildings Casico Low smoke zero halogen flame retardant (LSZH) In any fire numerous aspects of the combustion process are important propagation, heat release, combustion fume,
Solutions for Wire & Cable Buildings Casico Low smoke zero halogen flame retardant (LSZH) In any fire numerous aspects of the combustion process are important propagation, heat release, combustion fume,
Injection Molding An Introduction
 Gerd Pötsch, Walter Michaeli Injection Molding An Introduction ISBN-10: 3-446-40635-2 ISBN-13: 978-3-446-40635-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-40635-3
Gerd Pötsch, Walter Michaeli Injection Molding An Introduction ISBN-10: 3-446-40635-2 ISBN-13: 978-3-446-40635-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-40635-3
WE OFFER: UV stabilizers Clarifiers or nucleating Odour absorbers Antistatics Flame retardants Antiblocks Foaming agents Dessicant MFI modifiers
 WE OFFER: UV stabilizers protect against the harmful effects of ultraviolet rays and prevent photodegradation of synthetic materials. They help retain colour in plastic products which are exposed to the
WE OFFER: UV stabilizers protect against the harmful effects of ultraviolet rays and prevent photodegradation of synthetic materials. They help retain colour in plastic products which are exposed to the
ETHYLENE VINYL ACETATE MARKET. Trends & Forecasts to MarketsandMarkets
 ETHYLENE VINYL ACETATE MARKET BY TYPE (VLEVA, LEVA, MEVA, HEVA), APPLICATION (Film, Extrusion, Non- Extrusion, Injection Molding, Coating, Wire & Cable), END-USER (Shoes & Foams, Packaging, Photovoltaic
ETHYLENE VINYL ACETATE MARKET BY TYPE (VLEVA, LEVA, MEVA, HEVA), APPLICATION (Film, Extrusion, Non- Extrusion, Injection Molding, Coating, Wire & Cable), END-USER (Shoes & Foams, Packaging, Photovoltaic
INJECTION MOLDING OF PULSE ENGINEERING RESINS (unfilled & filled grades)
") INJECTION MOLDING OF PULSE ENGINEERING RESINS (unfilled & filled grades) TECHNICAL INFORMATION Drying PC/ABS (polycarbonate/acrylonitrile butadiene styrene) resins are hygroscopic they absorb water from
INJECTION MOLDING OF PULSE ENGINEERING RESINS (unfilled & filled grades) TECHNICAL INFORMATION Drying PC/ABS (polycarbonate/acrylonitrile butadiene styrene) resins are hygroscopic they absorb water from
Binder Optimization for the Production of Tungsten Feedstocks for PIM
 Binder Optimization for the Production of Tungsten Feedstocks for PIM Travis E. Puzz, A. Antonyraj, and Randall M. German Center for Advanced Vehicular Systems Mississippi State University James J. Oakes
Binder Optimization for the Production of Tungsten Feedstocks for PIM Travis E. Puzz, A. Antonyraj, and Randall M. German Center for Advanced Vehicular Systems Mississippi State University James J. Oakes
Title: YALE OFFICE OF FACILITIES PROCEDURE MANUAL Chapter: 01 - Yale Design Standard Division: Electrical Standards
 Change History Date Description of Change Pages / Sections Modified Change Approver Initials 6/15/16 Updated division section from 16124 to 2605 - mgl44 13, removed references to other section 10/17/14
Change History Date Description of Change Pages / Sections Modified Change Approver Initials 6/15/16 Updated division section from 16124 to 2605 - mgl44 13, removed references to other section 10/17/14
Micro Molds Case Study: Micro Mold for Medical Component By Justin McPhee, VP Engineering, Mold Craft, Inc.
 Micro Molds Case Study: Micro Mold for Medical Component By Justin McPhee, VP Engineering, Mold Craft, Inc. The Challenge: Molding a pipette shaped part with a.015 wall x.372 long followed by a.008 wall
Micro Molds Case Study: Micro Mold for Medical Component By Justin McPhee, VP Engineering, Mold Craft, Inc. The Challenge: Molding a pipette shaped part with a.015 wall x.372 long followed by a.008 wall
Die design and process optimization of plastic gear extrusion
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Die design and process optimization of plastic gear extrusion To cite this article: Lei Zhang et al 2018 IOP Conf. Ser.: Mater.
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Die design and process optimization of plastic gear extrusion To cite this article: Lei Zhang et al 2018 IOP Conf. Ser.: Mater.
ADK STAB FP Flame retardant for polyolefins -
 February 18, 2009 ADK STAB Flame retardant for polyolefins ADK STAB is a newly developed nitrogenphosphorus based flame retardant used mainly for polyolefins and has the following advantages
February 18, 2009 ADK STAB Flame retardant for polyolefins ADK STAB is a newly developed nitrogenphosphorus based flame retardant used mainly for polyolefins and has the following advantages
Lifolit. Soft PVC processing guide
 Lifolit Soft PVC processing guide CONTENTS INTRODUCTION INJECTION MOULDING GENERAL GUIDELINES INJECTION MOULDING - RECOMMENDED TEMPERATURE EXTRUSION GUIDELINES EXTRUSION - RECOMMENDED TEMPERATURES CONTACTS
Lifolit Soft PVC processing guide CONTENTS INTRODUCTION INJECTION MOULDING GENERAL GUIDELINES INJECTION MOULDING - RECOMMENDED TEMPERATURE EXTRUSION GUIDELINES EXTRUSION - RECOMMENDED TEMPERATURES CONTACTS
1-Materials Science & Materials Engineering
 1-Materials Science & Materials Engineering 1-1-Structure & Properties Relationship (Materials Science or Materials Engineering) Processing Structure Properties Performance Sub Atomic Atomic Sub Atomic
1-Materials Science & Materials Engineering 1-1-Structure & Properties Relationship (Materials Science or Materials Engineering) Processing Structure Properties Performance Sub Atomic Atomic Sub Atomic
Chapter 19. Forming and Shaping Plastics and Composite Materials
 Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
COMPARISON OF BOTTLE WALL THICKNESS DISTRIBUTION OBTAIN IN REAL MANUFACTURING CONDITIONS AND IN ANSYS POLYFLOW SIMULATION ENVIRONMENT
 COMPARISON OF BOTTLE WALL THICKNESS DISTRIBUTION OBTAIN IN REAL MANUFACTURING CONDITIONS AND IN ANSYS POLYFLOW SIMULATION ENVIRONMENT Karol Pepliński, Arkadiusz Mozer Bydgoszcz University of Technology
COMPARISON OF BOTTLE WALL THICKNESS DISTRIBUTION OBTAIN IN REAL MANUFACTURING CONDITIONS AND IN ANSYS POLYFLOW SIMULATION ENVIRONMENT Karol Pepliński, Arkadiusz Mozer Bydgoszcz University of Technology
YJHB-2 Micro Repair Welder
 MANUAL YJHB-2 Micro Repair Welder We appreciate that you have chosen our YJHB-2 Micro Repair Welder. Customer satisfaction is our priority. We strive to provide the most efficient machine, and a good after-sales
MANUAL YJHB-2 Micro Repair Welder We appreciate that you have chosen our YJHB-2 Micro Repair Welder. Customer satisfaction is our priority. We strive to provide the most efficient machine, and a good after-sales
Available online at ScienceDirect. Procedia Engineering 184 (2017 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 184 (2017 ) 673 680 Advances in Material & Processing Technologies Conference Optimisation of Injection Moulding Parameter towards
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 184 (2017 ) 673 680 Advances in Material & Processing Technologies Conference Optimisation of Injection Moulding Parameter towards
Flame-Retardants for ABS
 Flame-Retardants for ABS General Application Data about Flame-Retardants for Acrylonitrile-Butadiene-Styrene (ABS) F Fire-Safety ABS plays a very important part in the electronics, automotive and appliances
Flame-Retardants for ABS General Application Data about Flame-Retardants for Acrylonitrile-Butadiene-Styrene (ABS) F Fire-Safety ABS plays a very important part in the electronics, automotive and appliances
LIGHTER WEIGHT AUTOMOTIVE PARTS, NATURALLY
 : LIGHTER WEIGHT AUTOMOTIVE PARTS, NATURALLY A new natural fiber reinforced thermoplastic material can reduce part weight by 5% or more with no performance tradeoffs. PolyOne Corporation 33587 Walker Road
: LIGHTER WEIGHT AUTOMOTIVE PARTS, NATURALLY A new natural fiber reinforced thermoplastic material can reduce part weight by 5% or more with no performance tradeoffs. PolyOne Corporation 33587 Walker Road
DEVELOPMENT OF HYBRID TECHNOLOGY FOR AUTOMOTIVE INTERIOR PARTS
 FPCM-9 (2008) The 9 th International Conference on Flow Processes in Composite Materials Montreal (Quebec), Canada 8 ~ 10 July 2008 DEVELOPMENT OF HYBRID TECHNOLOGY FOR AUTOMOTIVE INTERIOR PARTS T. Hirota
FPCM-9 (2008) The 9 th International Conference on Flow Processes in Composite Materials Montreal (Quebec), Canada 8 ~ 10 July 2008 DEVELOPMENT OF HYBRID TECHNOLOGY FOR AUTOMOTIVE INTERIOR PARTS T. Hirota
Quantification of the Flexibility of Flame Retardant Insulation and Jacket Materials When Designing Wire & Cable Products
 Quantification of the Flexibility of Flame Retardant Insulation and Jacket Materials When Designing Wire & Cable Products Paul Lorigan T & T Marketing, Inc. Easton, PA 610-252-8404 plorigan@ttmarketinginc.com
Quantification of the Flexibility of Flame Retardant Insulation and Jacket Materials When Designing Wire & Cable Products Paul Lorigan T & T Marketing, Inc. Easton, PA 610-252-8404 plorigan@ttmarketinginc.com
NUCLEAR POWER CORPORATION OF INDIA LTD. (A GOVT. OF INDIA ENTERPRISE) SPECIFICATION NO.PB-E-542/REV. No.0
 SPECIFICATION NO.PB-E-542/REV. No.0") REVISION NO. 0 NUCLEAR POWER CORPORATION OF INDIA LTD. (A GOVT. OF INDIA ENTERPRISE) SPECIFICATION NO.PB-E-542/REV. No.0 PAGE NO. 1 OF 24 DATE OF ISSUE (MONTH/YEAR) TOTAL NO. OF PAGES (Including cover
REVISION NO. 0 NUCLEAR POWER CORPORATION OF INDIA LTD. (A GOVT. OF INDIA ENTERPRISE) SPECIFICATION NO.PB-E-542/REV. No.0 PAGE NO. 1 OF 24 DATE OF ISSUE (MONTH/YEAR) TOTAL NO. OF PAGES (Including cover
Flame-retardant masterbatches. for plastics that have to withstand fire
 Flame-retardant masterbatches for plastics that have to withstand fire LUVOBATCH fire protection keeping a cool head for heat protection Wherever the heat is on, effective flame retardation is a necessity:
Flame-retardant masterbatches for plastics that have to withstand fire LUVOBATCH fire protection keeping a cool head for heat protection Wherever the heat is on, effective flame retardation is a necessity:
Autodesk Simulation Moldflow Adviser Essentials
 Autodesk Simulation Moldflow Adviser Essentials Course Length: 3 days In this training course, students learn features, functionalities and workflows in Autodesk Moldflow Adviser through hands-on exercises.
Autodesk Simulation Moldflow Adviser Essentials Course Length: 3 days In this training course, students learn features, functionalities and workflows in Autodesk Moldflow Adviser through hands-on exercises.
A Novel Extrusion Microns Embossing Method of Polymer Film
 Modern Mechanical Engineering, 2012, 2, 35-40 http://dx.doi.org/10.4236/mme.2012.22005 Published Online May 2012 (http://www.scirp.org/journal/mme) A Novel Extrusion Microns Embossing Method of Polymer
Modern Mechanical Engineering, 2012, 2, 35-40 http://dx.doi.org/10.4236/mme.2012.22005 Published Online May 2012 (http://www.scirp.org/journal/mme) A Novel Extrusion Microns Embossing Method of Polymer
DESIGN GUIDELINES WIRING AND CONDUITS PAGE 1 of 7
 DESIGN GUIDELINES WIRING AND CONDUITS PAGE 1 of 7 1.1. REFERENCE STANDARDS 1.1.1. Publications listed below (including amendments, addenda, revisions, supplements and errata) form a part of this specification
DESIGN GUIDELINES WIRING AND CONDUITS PAGE 1 of 7 1.1. REFERENCE STANDARDS 1.1.1. Publications listed below (including amendments, addenda, revisions, supplements and errata) form a part of this specification
STUDY OF PISTON SLEEVE MANUFACTURED BY SAND CASTING PROCESS TO REDUCE REJECTION RATE USING SIMULATION SOFTWARE
 International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 2, Jun 2013, 161-168 TJPRC Pvt. Ltd. STUDY OF PISTON SLEEVE MANUFACTURED BY
International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 2, Jun 2013, 161-168 TJPRC Pvt. Ltd. STUDY OF PISTON SLEEVE MANUFACTURED BY
Armoured Instrumentation Cables to BS7917
 Armoured Instrumentation Cables to BS1 Fire Resistant, Pairs/Triples - Collectively Screened. Low Smoke Zero Halogen TAC, MGT, EPR, SCRN, ZH, GSWB, SW 0/0V Application Control and instrumentation cable
Armoured Instrumentation Cables to BS1 Fire Resistant, Pairs/Triples - Collectively Screened. Low Smoke Zero Halogen TAC, MGT, EPR, SCRN, ZH, GSWB, SW 0/0V Application Control and instrumentation cable
Technical Information. BASF Plastics key to your success. Estimating cooling times in injection moulding
 echnical Information BASF Plastics key to your success Estimating cooling times in injection moulding Most of the injection moulding cycle is taken up by cooling. he cooling time can be estimated with
echnical Information BASF Plastics key to your success Estimating cooling times in injection moulding Most of the injection moulding cycle is taken up by cooling. he cooling time can be estimated with
RESIN FILLING TYPE JOINTING KITS FOR LOW VOLTAGE UNDERGROUND CABLES
 CEB STANDARD 030-1 : 1996 Specification for RESIN FILLING TYPE JOINTING KITS FOR LOW VOLTAGE UNDERGROUND CABLES CEYLON ELECTRICITY BOARD SRI LANKA Specification for RESIN FILLING TYPE JOINTING KITS FOR
CEB STANDARD 030-1 : 1996 Specification for RESIN FILLING TYPE JOINTING KITS FOR LOW VOLTAGE UNDERGROUND CABLES CEYLON ELECTRICITY BOARD SRI LANKA Specification for RESIN FILLING TYPE JOINTING KITS FOR
An extensive range of non-halogenated flame retardants
 An extensive range of non-halogenated flame retardants Exolit Overview Under the tradename Exolit Clariant offers a distinctive range of non-halogenated flame retardants solutions providing more environmentally
An extensive range of non-halogenated flame retardants Exolit Overview Under the tradename Exolit Clariant offers a distinctive range of non-halogenated flame retardants solutions providing more environmentally
Autodesk Moldflow Communicator Materials and databases
 Autodesk Moldflow Communicator 2012 Materials and databases Revision 1, 25 March 2011. Contents Chapter 1 Materials and databases................................ 1 Material testing and data fitting.................................
Autodesk Moldflow Communicator 2012 Materials and databases Revision 1, 25 March 2011. Contents Chapter 1 Materials and databases................................ 1 Material testing and data fitting.................................
TECHNICAL DATA SHEET GRILON TS V0
 TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
NHU-PPS Resin Polyphenylene Sulfide Resin
 NHU-PPS Resin Polyphenylene Sulfide Resin NHU-PPS Resin is featuring narrow molecular weight distribution, low content of oligomer and stable properties. By adopting advanced automated polymerization and
NHU-PPS Resin Polyphenylene Sulfide Resin NHU-PPS Resin is featuring narrow molecular weight distribution, low content of oligomer and stable properties. By adopting advanced automated polymerization and
Study on blending modification of waste flame-retardant HIPS plastic
 Study on blending modification of waste flame-retardant HIPS plastic Yuan CHEN 1, Ya-lin HU, Lie-qiang CHEN, Jin-hui LI 1 1Department of Environmental Science and Engineering, Tsinghua University, 84,
Study on blending modification of waste flame-retardant HIPS plastic Yuan CHEN 1, Ya-lin HU, Lie-qiang CHEN, Jin-hui LI 1 1Department of Environmental Science and Engineering, Tsinghua University, 84,