Warpage minimization of structural component with glass fiber reinforced polymer by using HRS s FlexFlowtechnology: a practical case
|
|
|
- Barbara Jordan
- 6 years ago
- Views:
Transcription

1 Warpage minimization of structural component with glass fiber reinforced polymer by using HRS s FlexFlowtechnology: a practical case CONNECT! Frankfurt/Main 3 May 2017
2 Table of content Introduction FlexFlow Technology 3. Roof frame Warpage comparison Conclusion 2
3 Introduction
4 Company Structure Confidential








5 HRSflow advanced Development support Innovations FLEXflow electric servo-driven valve gate system Application experience and solutions Color change, Mucell, LFG, in mould labelling... Tooling & Hot runner concepts and solutions Angled nozzle, Stack molds, SLM (Selective Laser Melting), ERMO in-house tool shop experience Moldflow Gating, fill&pack, warpage, Moldflow specialist, HRSflow silver cerificate High Knowledge of injection process 20 injection machines available worldwide 5

6 Our worldwide production plants Italy - San Polo di Piave 50km north of Venice China Hangzhou 175km south west of Shanghai USA- Michigan Grand Rapids 250km west of Detroit 6
 China/India (APEC) Canada/USA (NAFTA) Brazil")
7 CAE Team 15 Rheological analysis specialists 4 Senior Engineer Autodesk Professional Level Certified 5 CAE centers on different jet lag Top Autodesk Moldflow and Moldex 3D licenses Our experts are in the major production centers: Italy (EMEA) China/India (APEC) Canada/USA (NAFTA) Brazil (MERCOSUR)
8 OUR EXPERTISE: SKILLED TEAM Know-how: Mold design Hot runners design Injection molding process Polymers know-how Reduced cycle time Warpage control Excellent aesthetical quality Optimal tonnage for the molding machine Molding process stability Process Simulation: Cooling Filling Packing Fiber Orientation Warpage Co-injection Injection-compression Overmolding Gas Injection Insert Molding A good result starts from a correct definition from the beginning
9 FlexFlow

10 FLEXflow The servo-driven valve gate system What? Output? How? The FLEXflow is an innovative electric servo-driven valve gate system obtain accurate, easy and flexible pressure and flow rate control during the injection process through an independent adjustment of each valve pin during opening and closing phases, with a precise control of position, stroke, velocity and acceleration.



11 Comparison Between Traditional Hydraulic system and FLEXflow system The 3-D video about the comparison you will find here:
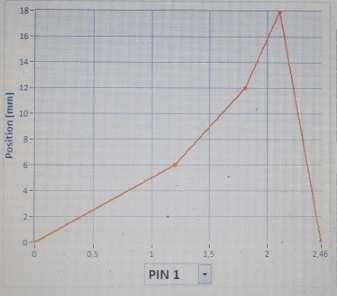
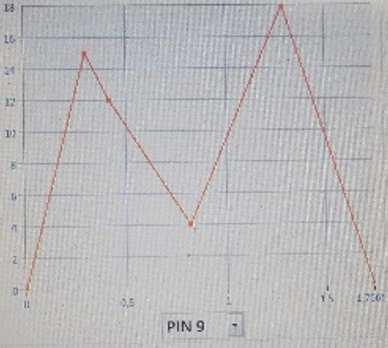
![Tip optimized for fine pressure regulation Specific pressure[bar] 2000.0 1800.0 1600.0 1400.0 1200.0 1000.0 800.0 600.](/docs-images/79/79757084/images/12-1.jpg "0 400.0 200.0 0.")
12 Tip optimized for fine pressure regulation Specific pressure[bar] Valve pin opening position [mm] 400 cm^3/s 300 cm^3/s 200 cm^3/s 5/11/
13 FLEXflow - Controller user interface: Page Settings Opening and closing settings - Max 8 steps can be setted Sequence parameters based on time or screw position or pressure value in the cavity Possiblity to handle up to 2 different injection units on the same IMM.



14 FLEXflow - applications for sequential injection

15 Roof Frame



16 FLEXflow for a roof frame By kind permission of 16



17 System Layout Part weight: 2150g Part size: 1120mm x 830mm Material: SMA + 30% GF Hot Runner: 12 sequential conical valve gate Series : Aa series 17


18 Simulation Model Part dimension: 1120 mm x 830 mm Average thickness: 3 mm Dual Domain Mesh with 150K elements Runners modeled as Beam Material Xiran SG260: Moldflow tested FlexFlow settings applied on tips Due to high part stiffness and material properties cooling simulations has been proved not to impact the overall deflection so has been not reported here. 18






19 Simulation Results 5/11/
20 Deflection traditional 5/11/

21 Deflection FlexFlow 5/11/



22 Fiber Orientation Traditional FlexFlow The effect of FlexFlow is visible on glass fiber orientation which is partially different in same areas leading to smaller warpage 5/11/

23 Deflection comparision



24 Deflection traditional Due to glass fibers orientation and uneven inner pressure profile, the warpage on the frame was significantly out of tolerance. by courtesy of with special thanks to 5/11/
25 Deflection traditional 5/11/

26 Deflection FlexFlow 5/11/

27 Conclusion
28 Conclusion Two different simulation have been run considering the same process settings of trials using both a traditional approach (valve pin open close always at maximum velocity and stroke) and FlexFlow capalibity (with custom set of strokes and velocity for each valve pin). The second obtained by simulations have been compared with real measurement of molded samples. The comparison is not matching 100% as deflection value and direction is not the same but clearly show that the tendency in deflection reduction with FlexFlow is real. Next steps will include a few optimization of model: Introduction of initial fiber lenght distribution Modification of fiber model Tool deflection consideration Thermal modelling of gates 28

29 Q&A
ENGEL trend.scaut America 2016
 The latest in automotive injection molding technologies ENGEL trend.scaut America 2016 York/PA May 2016 To present the latest trends in automotive molding technologies, ENGEL is inviting automotive industry
The latest in automotive injection molding technologies ENGEL trend.scaut America 2016 York/PA May 2016 To present the latest trends in automotive molding technologies, ENGEL is inviting automotive industry
Optimization of the injection molding process MOLDFLOW SIMULATIONS
 Optimization of the injection molding process MOLDFLOW SIMULATIONS Mark Klarenbeek m.klarenbeek@pezygroup.com November 17 th 2016 LinkedIn Agenda Pezy Group Accelerating innovation Introduction injection
Optimization of the injection molding process MOLDFLOW SIMULATIONS Mark Klarenbeek m.klarenbeek@pezygroup.com November 17 th 2016 LinkedIn Agenda Pezy Group Accelerating innovation Introduction injection
Plastics made perfect.
 Plastics made perfect. Plastic injection molding simulation of an electric hedge trimmer. Designed in Inventor software. Simulated in software. Rendered in 3ds Max software. Validation and Optimization
Plastics made perfect. Plastic injection molding simulation of an electric hedge trimmer. Designed in Inventor software. Simulated in software. Rendered in 3ds Max software. Validation and Optimization
Autodesk Simulation Moldflow Adviser Essentials
 Autodesk Simulation Moldflow Adviser Essentials Course Length: 3 days In this training course, students learn features, functionalities and workflows in Autodesk Moldflow Adviser through hands-on exercises.
Autodesk Simulation Moldflow Adviser Essentials Course Length: 3 days In this training course, students learn features, functionalities and workflows in Autodesk Moldflow Adviser through hands-on exercises.
Product information. Hotrunner solutions for applications in the medical industry
 Product information Hotrunner solutions for applications in the medical industry Hotrunner systems for the medical industrysolutions for a growing market The production of injection-moulded thermoplastic
Product information Hotrunner solutions for applications in the medical industry Hotrunner systems for the medical industrysolutions for a growing market The production of injection-moulded thermoplastic
Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method
 International Journal of Engineering & Technology IJET-IJENS Vol: 10 No: 06 133 Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method Z.
International Journal of Engineering & Technology IJET-IJENS Vol: 10 No: 06 133 Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method Z.
Workshop Series 2016
 Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
TECHNICAL DATA SHEET GRILON TSM-30
 TECHNICAL DATA SHEET GRILON TSM-0 Grilon TSM-0 is a heat stabilised, normal viscosity PA66 + PA6 injection moulding grade with 0% mineral. Grilon TSM-0 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON TSM-0 Grilon TSM-0 is a heat stabilised, normal viscosity PA66 + PA6 injection moulding grade with 0% mineral. Grilon TSM-0 has the following important properties: Excellent
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL
 TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
Micro Molds Case Study: Micro Mold for Medical Component By Justin McPhee, VP Engineering, Mold Craft, Inc.
 Micro Molds Case Study: Micro Mold for Medical Component By Justin McPhee, VP Engineering, Mold Craft, Inc. The Challenge: Molding a pipette shaped part with a.015 wall x.372 long followed by a.008 wall
Micro Molds Case Study: Micro Mold for Medical Component By Justin McPhee, VP Engineering, Mold Craft, Inc. The Challenge: Molding a pipette shaped part with a.015 wall x.372 long followed by a.008 wall
INJECTION MOLDING OF PULSE ENGINEERING RESINS (unfilled & filled grades)
") INJECTION MOLDING OF PULSE ENGINEERING RESINS (unfilled & filled grades) TECHNICAL INFORMATION Drying PC/ABS (polycarbonate/acrylonitrile butadiene styrene) resins are hygroscopic they absorb water from
INJECTION MOLDING OF PULSE ENGINEERING RESINS (unfilled & filled grades) TECHNICAL INFORMATION Drying PC/ABS (polycarbonate/acrylonitrile butadiene styrene) resins are hygroscopic they absorb water from
CONFORMAL COOLING IN ACTION
 CONFORMAL COOLING IN ACTION New manufacturing techniques set the stage for more efficient cooling systems that reduce cycle time, warpage, and visual defects. The right idea for higher efficiency The faster
CONFORMAL COOLING IN ACTION New manufacturing techniques set the stage for more efficient cooling systems that reduce cycle time, warpage, and visual defects. The right idea for higher efficiency The faster
Application of Sequence Control Injection in Modified Design of Car Front Bumper
 IOP Conference Series: Materials Science and Engineering OPEN ACCESS Application of Sequence Control Injection in Modified Design of Car Front Bumper To cite this article: Wang Feng et al 2014 IOP Conf.
IOP Conference Series: Materials Science and Engineering OPEN ACCESS Application of Sequence Control Injection in Modified Design of Car Front Bumper To cite this article: Wang Feng et al 2014 IOP Conf.
Table of Contents. Robert A. Malloy. Plastic Part Design for Injection Molding. An Introduction ISBN:
 Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Improving DLFT Molding Productivity Via Lessons Learned in Non-automotive Applications
 Improving DLFT Molding Productivity Via Lessons Learned in Non-automotive Applications Darin Grinsteinner Engineering Manager CPI Binani Inc., Winona, MN Outline DLFT Process Briefing Auto Applications
Improving DLFT Molding Productivity Via Lessons Learned in Non-automotive Applications Darin Grinsteinner Engineering Manager CPI Binani Inc., Winona, MN Outline DLFT Process Briefing Auto Applications
Hot Runner Technology....World Class Systems
 Hot Runner Technology...World Class Systems A History of Innovation Founded in 1958, INCOE Corporation is a pioneer in the plastics industry starting with our original patented design of the first commercial
Hot Runner Technology...World Class Systems A History of Innovation Founded in 1958, INCOE Corporation is a pioneer in the plastics industry starting with our original patented design of the first commercial
TECHNICAL DATA SHEET GRILON AZ 3
 TECHNICAL DATA SHEET GRILON AZ 3 General product description Grilon AZ 3 is a normal viscosity, high impact modified PA66 injection moulding grade. Grilon AZ 3 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON AZ 3 General product description Grilon AZ 3 is a normal viscosity, high impact modified PA66 injection moulding grade. Grilon AZ 3 has the following important properties: Excellent
Demonstration of an Effective Design Validation Tool for 3D Printed Injection Molds (3DPIM)
") Validation Tool for 3D Printed Injection Injection molding, the process of injecting plastic material into a mold cavity where it cools and hardens to the configuration of the cavity, is one of the world
Validation Tool for 3D Printed Injection Injection molding, the process of injecting plastic material into a mold cavity where it cools and hardens to the configuration of the cavity, is one of the world
TECHNICAL DATA SHEET GRILON TS V0
 TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
Stanyl ForTii F11. Recommendations for injection molding MATERIAL HANDLING
 GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
Continuous Fiber Reinforced Thermoplastic (CFRT ) Inserts for Injection Over-Molding in Structural Applications
 Inserts for Injection Over-Molding in Structural Applications") Continuous Fiber Reinforced Thermoplastic (CFRT ) Inserts for Injection Over-Molding in Structural Applications Thomas Smith, President TenCate Performance Composites Kipp Grumm, PE Advanced Development
Continuous Fiber Reinforced Thermoplastic (CFRT ) Inserts for Injection Over-Molding in Structural Applications Thomas Smith, President TenCate Performance Composites Kipp Grumm, PE Advanced Development
Dirk Ditschke Technical Specialist Simulation - EMEA
 FoMT - Katowice Simulation Powering the Future of Making Things Dirk Ditschke Technical Specialist Simulation - EMEA 2015 Autodesk Building Successful Products: Harder Than Ever how to use FoMT to make
FoMT - Katowice Simulation Powering the Future of Making Things Dirk Ditschke Technical Specialist Simulation - EMEA 2015 Autodesk Building Successful Products: Harder Than Ever how to use FoMT to make
3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella
 3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella Content PIMT what is it good for? PIMT- Best fit PIMT Growth engine - Wins Available resources for success Injected Parts
3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella Content PIMT what is it good for? PIMT- Best fit PIMT Growth engine - Wins Available resources for success Injected Parts
An approach to improve the prediction of injection pressure in simulation technology
 An approach to improve the prediction of injection pressure in simulation technology Ashwin Kumar. R.N, M.Senthil Murugan, Harindranath Sharma, Prasanta Mukhopadhyay, Sumanta Raha, Praful Soliya, Sadasivam
An approach to improve the prediction of injection pressure in simulation technology Ashwin Kumar. R.N, M.Senthil Murugan, Harindranath Sharma, Prasanta Mukhopadhyay, Sumanta Raha, Praful Soliya, Sadasivam
Two-Shot Molding of Thermoplastic Elastomers
 Two-Shot Molding of Thermoplastic Elastomers By R.J. Digiantonio INTRODUCTION Injection molding is a major processing method for both thermoplastics and thermoplastic elastomers (TPEs). Approximately 35%
Two-Shot Molding of Thermoplastic Elastomers By R.J. Digiantonio INTRODUCTION Injection molding is a major processing method for both thermoplastics and thermoplastic elastomers (TPEs). Approximately 35%
SR16 Series. Features: All Dimensions in mm SR16-1
 Features SR16 Hot Runner Nozzles are for medium part applications and are available with band heaters. In most cases one heater is required for operation. An installed spare may be installed if space allows.
Features SR16 Hot Runner Nozzles are for medium part applications and are available with band heaters. In most cases one heater is required for operation. An installed spare may be installed if space allows.
Moldex3D. Molding Innovation. A Cool Solution- Moldex3D R11.0 Debuts Conformal Cooling Design Validation and 3D Cooling Analysis INSIDER
 Molding Innovation FEB. 2012 INSIDER 1 11 Top Story A Cool Solution- Moldex3D R11.0 Debuts Conformal Cooling Design Validation and 3D Cooling Analysis Tips & Tricks 3D Cooling Channel Import is Now Available
Molding Innovation FEB. 2012 INSIDER 1 11 Top Story A Cool Solution- Moldex3D R11.0 Debuts Conformal Cooling Design Validation and 3D Cooling Analysis Tips & Tricks 3D Cooling Channel Import is Now Available
MODELING AND MECHANICAL PROPERTIES OF GLASS FIBER REINFORCED NYLON
 MODELING AND MECHANICAL PROPERTIES OF GLASS FIBER REINFORCED NYLON MUHAMMAD SYAFIQ BIN MOHD ZAMIL B. ENG. (HONS.) MANUFACTURING ENGINEERING UNIVERSITI MALAYSIA PAHANG MODELING AND MECHANICAL PROPERTIES
MODELING AND MECHANICAL PROPERTIES OF GLASS FIBER REINFORCED NYLON MUHAMMAD SYAFIQ BIN MOHD ZAMIL B. ENG. (HONS.) MANUFACTURING ENGINEERING UNIVERSITI MALAYSIA PAHANG MODELING AND MECHANICAL PROPERTIES
Modeling of reinforced plastic structural parts: concrete solutions for win!
 Modeling of reinforced plastic structural parts: concrete solutions for win! Innov Days ICP 29 septembre 2016, Bellignat Alexandre Roussel Business Development Manager Tel: +33 (0)4 28 27 10 63 Mob: +33
Modeling of reinforced plastic structural parts: concrete solutions for win! Innov Days ICP 29 septembre 2016, Bellignat Alexandre Roussel Business Development Manager Tel: +33 (0)4 28 27 10 63 Mob: +33
3D PRINTED INJECTION MOLDS
 3D PRINTED INJECTION MOLDS CAN YOUR BUSINESS BENEFIT? NADAV SELLA 1 STRATASYS / COMPANY OVERVIEW WE ARE THE 3D PRINTING SOLUTIONS COMPANY 2 STRATASYS / COMPANY OVERVIEW FROM SYSTEMS TO SERVICE 3 STRATASYS
3D PRINTED INJECTION MOLDS CAN YOUR BUSINESS BENEFIT? NADAV SELLA 1 STRATASYS / COMPANY OVERVIEW WE ARE THE 3D PRINTING SOLUTIONS COMPANY 2 STRATASYS / COMPANY OVERVIEW FROM SYSTEMS TO SERVICE 3 STRATASYS
Chapter 19. Forming and Shaping Plastics and Composite Materials
 Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
Abstract. 2. DesignofPartandCoolingChannels. 1. Introduction. Page 344
 A Simulation Study of Conformal Cooling Channels in Plastic Injection Molding Omar A. Mohamed, S.H. Masood, Abul Saifullah Faculty of Engineering and Industrial Science, Swinburne University of Technology,
A Simulation Study of Conformal Cooling Channels in Plastic Injection Molding Omar A. Mohamed, S.H. Masood, Abul Saifullah Faculty of Engineering and Industrial Science, Swinburne University of Technology,
Mold Design Guide. Geon Vinyl Molding Compounds
 Mold Design Guide Geon Vinyl Molding Compounds Mold Design Guide For Geon Vinyl Rigid Molding Compounds Table of Contents INTRODUCTION....................................................2 MATERIAL SELECTION.............................................3
Mold Design Guide Geon Vinyl Molding Compounds Mold Design Guide For Geon Vinyl Rigid Molding Compounds Table of Contents INTRODUCTION....................................................2 MATERIAL SELECTION.............................................3
TECHNICAL DATA SHEET GRILAMID LV-50H FWA
 TECHNICAL DATA SHEET GRILAMID LV-50H FWA NATURAL Product description Grilamid LV-50H FWA natural is a 50 % glass fibre reinforced, heat stabilised polyamide 12 injection moulding grade with the following
TECHNICAL DATA SHEET GRILAMID LV-50H FWA NATURAL Product description Grilamid LV-50H FWA natural is a 50 % glass fibre reinforced, heat stabilised polyamide 12 injection moulding grade with the following
Review of Manufacturing Processes
 Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
PhD. Student, Dept. of Technologies and Materials, Faculty of Mechanical Engineering, Technical University of Kosice, Slovakia
 Research Paper APPLICATION OF CA SYSTEMS AT DESIGN AND SIMULATION OF PLASTIC MOLDED PARTS B. Duleba 1*, F. Greškovič 2 Address for Correspondence 1 PhD. Student, Dept. of Technologies and Materials, Faculty
Research Paper APPLICATION OF CA SYSTEMS AT DESIGN AND SIMULATION OF PLASTIC MOLDED PARTS B. Duleba 1*, F. Greškovič 2 Address for Correspondence 1 PhD. Student, Dept. of Technologies and Materials, Faculty
PP/TPO Processing Guidelines and Troubleshooting Guide
 PP/TPO Processing Guidelines and Troubleshooting Guide This guideline provides valuable information to help with some of the many problems that may arise when working with polypropylene. The suggestions
PP/TPO Processing Guidelines and Troubleshooting Guide This guideline provides valuable information to help with some of the many problems that may arise when working with polypropylene. The suggestions
Fatigue Life Prediction of Short Fiber Reinforced Composite.
 Fatigue Life Prediction of Short Fiber Reinforced Composite. Kiran Jagdale 1, A. V. Bhosale 2 P.G. Student, Department of Mechanical Engineering, Sinhgad Academy of Engineering, Pune, India 1 Professor,
Fatigue Life Prediction of Short Fiber Reinforced Composite. Kiran Jagdale 1, A. V. Bhosale 2 P.G. Student, Department of Mechanical Engineering, Sinhgad Academy of Engineering, Pune, India 1 Professor,
TECHNICAL DATA SHEET GRIVORY GV-5 FWA
 TECHNICAL DATA SHEET GRIVORY GV-5 FWA BLACK 9225 Product description Grivory GV-5 FWA black 9225 is a 50% glassfibre reinforced engineering thermoplastic material based on a combination of semicrystalline
TECHNICAL DATA SHEET GRIVORY GV-5 FWA BLACK 9225 Product description Grivory GV-5 FWA black 9225 is a 50% glassfibre reinforced engineering thermoplastic material based on a combination of semicrystalline
HEAT STAKING FUNDAMENTALS
 HEAT STAKING FUNDAMENTALS by Amada Miyachi Europe What is Heat Staking? Heat Staking is a joining technology to join two ore more parts together where at least one is made out of plastic. The process is
HEAT STAKING FUNDAMENTALS by Amada Miyachi Europe What is Heat Staking? Heat Staking is a joining technology to join two ore more parts together where at least one is made out of plastic. The process is
SPE ACCE 2016 September , Novi Mi, USA
 SPE ACCE 2016 September 7-9 2016, Novi Mi, USA 2-COMPONENT AIR GUIDE PANEL MANUFACTURED BY CO- MOLDING AND FOAMING USING CORE-BACK TECHNOLOGY A. Roch, A. Menrath Fraunhofer ICT (Pfinztal, Germany) B. Schmid
SPE ACCE 2016 September 7-9 2016, Novi Mi, USA 2-COMPONENT AIR GUIDE PANEL MANUFACTURED BY CO- MOLDING AND FOAMING USING CORE-BACK TECHNOLOGY A. Roch, A. Menrath Fraunhofer ICT (Pfinztal, Germany) B. Schmid
HOSTAFORM C 9021 GV1/30 POM Glass Reinforced
 Description Chemical abbreviation according to ISO 1043-1: POM Molding compound ISO 9988- POM-K, M-GNR, 02-003, GF26 POM copolymer Injection molding type, reinforced with ca 26 % glass fibers; high resistance
Description Chemical abbreviation according to ISO 1043-1: POM Molding compound ISO 9988- POM-K, M-GNR, 02-003, GF26 POM copolymer Injection molding type, reinforced with ca 26 % glass fibers; high resistance
VECTRA A150 LCP Glass Reinforced
 Description Improved creep resistance over A130. May reduce warpage in some parts compared to A130. 50% glass reinforced. Chemical abbreviation according to ISO 1043-1 : LCP Inherently flame retardant
Description Improved creep resistance over A130. May reduce warpage in some parts compared to A130. 50% glass reinforced. Chemical abbreviation according to ISO 1043-1 : LCP Inherently flame retardant
ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS
 Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
On the direct way to profitability Injection Molding Compounder IMC. Krauss-Maffei Kunststofftechnik GmbH, 2007
 On the direct way to profitability Injection Molding Compounder IMC Krauss-Maffei Kunststofftechnik GmbH, 2007 2 Agenda General principle of the Injection Moulding Compounder Working principle Differences
On the direct way to profitability Injection Molding Compounder IMC Krauss-Maffei Kunststofftechnik GmbH, 2007 2 Agenda General principle of the Injection Moulding Compounder Working principle Differences
TORLON Polyamide-Imide Processing and Curing
 TORLON Polyamide-Imide Processing and Curing TORLON Processing OVERVIEW Resin preparation Mold design Machine settings Processing temperatures Regrind Curing Machining Post machining curing General Processing
TORLON Polyamide-Imide Processing and Curing TORLON Processing OVERVIEW Resin preparation Mold design Machine settings Processing temperatures Regrind Curing Machining Post machining curing General Processing
EFFECT OF MOULD TEMPERATURE ON THE FILLING BEHAVIOR OF MOLTEN RESIN IN PLASTIC INJECTION MOULDING OF HIGH DENSITY POLYETHYLENE (HDPE)
") EFFECT OF MOULD TEMPERATURE ON THE FILLING BEHAVIOR OF MOLTEN RESIN IN PLASTIC INJECTION MOULDING OF HIGH DENSITY POLYETHYLENE (HDPE) A.M. Gwebu 1*, L. Nyanga², S.T. Nyadongo³, A.F. Van der Merwe 4, S
EFFECT OF MOULD TEMPERATURE ON THE FILLING BEHAVIOR OF MOLTEN RESIN IN PLASTIC INJECTION MOULDING OF HIGH DENSITY POLYETHYLENE (HDPE) A.M. Gwebu 1*, L. Nyanga², S.T. Nyadongo³, A.F. Van der Merwe 4, S
PLASTURGIE DU FUTUR September 2016 Paris Dashboard
 PLASTURGIE DU FUTUR September 2016 Paris MASTERCLASS LIGHTWEIGTHING & RESISTANCE CONTRIBUTION OF SOFTWARE TO THE PREDICTION OF FINAL IN-USE PROPERTIES Dr Richard DUCLOUX Directeur Applications Clients
PLASTURGIE DU FUTUR September 2016 Paris MASTERCLASS LIGHTWEIGTHING & RESISTANCE CONTRIBUTION OF SOFTWARE TO THE PREDICTION OF FINAL IN-USE PROPERTIES Dr Richard DUCLOUX Directeur Applications Clients
Production of UD-Tape Based Thermoplastic Composite Parts
 COVER PROCESS CHAIN FOR INDUSTR IA L-SCALE Neue Materialien Bayreuth Production of UD-Tape Based Thermoplastic Composite Parts Tape layup, pre-consolidation and compression injection molding are the primary
COVER PROCESS CHAIN FOR INDUSTR IA L-SCALE Neue Materialien Bayreuth Production of UD-Tape Based Thermoplastic Composite Parts Tape layup, pre-consolidation and compression injection molding are the primary
T he injection coining process invariably. Limitless Coining
 Injection coining helps reduce residual stresses in optical components; such part stresses can be tested right on the injection molding machine using polarizing films or 3-D glasses (photos/grafics: Arburg)
Injection coining helps reduce residual stresses in optical components; such part stresses can be tested right on the injection molding machine using polarizing films or 3-D glasses (photos/grafics: Arburg)
Grade Series of DURACON. Acetal Copolymer DURACON M90-44 CF2001/CD3068. (Standard grade)
") Grade Series of DURACON Acetal Copolymer DURACON M90-44 CF2001/CD3068 (Standard grade) NOTES TO USERS All property values shown in this brochureare the typical values obtained under varying conditionsprescribed
Grade Series of DURACON Acetal Copolymer DURACON M90-44 CF2001/CD3068 (Standard grade) NOTES TO USERS All property values shown in this brochureare the typical values obtained under varying conditionsprescribed
INJECTION MOLDING DESIGN GUIDELINES
 INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
11 FACTORS FOR EFFICIENT MOLD COOLING. Balancing speed and quality to reduce cycle time
 11 FACTORS FOR EFFICIENT MOLD COOLING Balancing speed and quality to reduce cycle time INTRODUCTION How cool is that? In every minute of cycle time, cooling consumes the vast majority of clock-ticks. That
11 FACTORS FOR EFFICIENT MOLD COOLING Balancing speed and quality to reduce cycle time INTRODUCTION How cool is that? In every minute of cycle time, cooling consumes the vast majority of clock-ticks. That
Accepted for publication in Materials Science Forum Published in November 12, 2012 DOI: /www.scientific.net/MSF
 Accepted for publication in Materials Science Forum Published in November 12, 2012 DOI: 10.4028/www.scientific.net/MSF.729.126 Development of a novel pvt measuring technique Ferenc SZABÓ 1, a, József Gábor
Accepted for publication in Materials Science Forum Published in November 12, 2012 DOI: 10.4028/www.scientific.net/MSF.729.126 Development of a novel pvt measuring technique Ferenc SZABÓ 1, a, József Gábor
Successfully Processing High Temperature Thermoplastics
 Successfully Processing High Temperature Thermoplastics Jim Kostakes Entec Polymers August 13, 2015 Page 2 What Are High Temperature Thermoplastics? These are thermoplastics that can be used in applications
Successfully Processing High Temperature Thermoplastics Jim Kostakes Entec Polymers August 13, 2015 Page 2 What Are High Temperature Thermoplastics? These are thermoplastics that can be used in applications
AN INVESTIGATION OF INJECTION MOLDING PARAMETERS ON A SINGLE-STAGE INJECTION STRETCH BLOW MOLDING
 AN INVESTIGATION OF INJECTION MOLDING PARAMETERS ON A SINGLE-STAGE INJECTION STRETCH BLOW MOLDING Meng-Chih Chen 1*, Chih-Lin Hsu 2, Chao-Tsai Huang 3, Wen-Hsien Yang 4, Chia-Hsun Chen 5, and Kun-Chang
AN INVESTIGATION OF INJECTION MOLDING PARAMETERS ON A SINGLE-STAGE INJECTION STRETCH BLOW MOLDING Meng-Chih Chen 1*, Chih-Lin Hsu 2, Chao-Tsai Huang 3, Wen-Hsien Yang 4, Chia-Hsun Chen 5, and Kun-Chang
Laser Welding of Engineering Plastics
 Laser Welding of Engineering Plastics Technical Information Further information on individual products: www.ultramid.de www.ultradur-lux.basf.com www.ultrason.de www.plasticsportal.eu/ultraform 2 LASER
Laser Welding of Engineering Plastics Technical Information Further information on individual products: www.ultramid.de www.ultradur-lux.basf.com www.ultrason.de www.plasticsportal.eu/ultraform 2 LASER
STUDY OF PISTON SLEEVE MANUFACTURED BY SAND CASTING PROCESS TO REDUCE REJECTION RATE USING SIMULATION SOFTWARE
 International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 2, Jun 2013, 161-168 TJPRC Pvt. Ltd. STUDY OF PISTON SLEEVE MANUFACTURED BY
International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 2, Jun 2013, 161-168 TJPRC Pvt. Ltd. STUDY OF PISTON SLEEVE MANUFACTURED BY
Utilization of Direct Metal Laser Sintering in Injection Mold Design
 Utilization of Direct Metal Laser Sintering in Injection Mold Design JAN NAVRATIL, MICHAL STANEK, STEPAN SANDA, MIROSLAV MANAS, DAVID MANAS, ALES MIZERA, MARTIN BEDNARIK Tomas Bata University in Zlin nam.
Utilization of Direct Metal Laser Sintering in Injection Mold Design JAN NAVRATIL, MICHAL STANEK, STEPAN SANDA, MIROSLAV MANAS, DAVID MANAS, ALES MIZERA, MARTIN BEDNARIK Tomas Bata University in Zlin nam.
Injection Molding An Introduction
 Gerd Pötsch, Walter Michaeli Injection Molding An Introduction ISBN-10: 3-446-40635-2 ISBN-13: 978-3-446-40635-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-40635-3
Gerd Pötsch, Walter Michaeli Injection Molding An Introduction ISBN-10: 3-446-40635-2 ISBN-13: 978-3-446-40635-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-40635-3
Micro Injection Molding of Micro Fluidic Platform
 Micro Injection Molding of Micro Fluidic Platform S. C. Chen, J. A. Chang, Y. J. Chang and S. W. Chau Department of Mechanical Engineering, Chung Yuan University, Taiwan, ROC Abstract In this study, micro
Micro Injection Molding of Micro Fluidic Platform S. C. Chen, J. A. Chang, Y. J. Chang and S. W. Chau Department of Mechanical Engineering, Chung Yuan University, Taiwan, ROC Abstract In this study, micro
Recently, manufacturing of high-quality die casting
 CHINA FOUNDRY Vol.5 No.4 Improvement of die life in high speed injection die casting Yasuhiro Arisuda 1, *Akihito Hasuno 1, Junji Yoshida 2, Kazunari Tanii 2 (1. RYOBI Limited, 762 Mesaki-ch, Fuchu-shi,
CHINA FOUNDRY Vol.5 No.4 Improvement of die life in high speed injection die casting Yasuhiro Arisuda 1, *Akihito Hasuno 1, Junji Yoshida 2, Kazunari Tanii 2 (1. RYOBI Limited, 762 Mesaki-ch, Fuchu-shi,
FORTRON 1140L4 PPS Glass Reinforced
 Description Fortron 1140L4 is a 40% glass-reinforced grade that is the strongest and toughest product available. It exhibits excellent heat and chemical resistance, good electrical properties and is inherently
Description Fortron 1140L4 is a 40% glass-reinforced grade that is the strongest and toughest product available. It exhibits excellent heat and chemical resistance, good electrical properties and is inherently
Strength of the Weld Line and Warpage Defects on the Molded Parts in Injection Molding Process
 International Review of Mechanical Engineering (I.RE.M.E.), Vol. 7, N. 5 ISSN 1970-8734 July 2013 Strength of the Weld Line and Warpage Defects on the Molded Parts in Injection Molding Process S. M. Nasir
International Review of Mechanical Engineering (I.RE.M.E.), Vol. 7, N. 5 ISSN 1970-8734 July 2013 Strength of the Weld Line and Warpage Defects on the Molded Parts in Injection Molding Process S. M. Nasir
QForm. Form3D. Advanced software for forging simulation
 QForm Form3D Advanced software for forging simulation The goals of forging technology : Make the parts of the required shape Provide required properties Do it in time and at the lowest cost Forging process
QForm Form3D Advanced software for forging simulation The goals of forging technology : Make the parts of the required shape Provide required properties Do it in time and at the lowest cost Forging process
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION. T.W. Skszek and M. T. J. Lowney. Abstract. DMD Process Overview
 DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
Technical specification for Rubber Injection Moulding Machine
 Technical specification for Rubber Injection Sl No Specification Requirement 1 Purpose To manufacture Polymer composite insulators by moulding place technology using the Injection moulding machine with
Technical specification for Rubber Injection Sl No Specification Requirement 1 Purpose To manufacture Polymer composite insulators by moulding place technology using the Injection moulding machine with
Effect of Varying Gate Size on the Air Traps in Injection Molding
 International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2015 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Arjun
International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2015 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Arjun
EconPlast. Spritzgiessautomaten
 Spritzgiessautomaten The proper response to rising electricity prices is energy efficiency Annegret-Cl. Agricola / Department Head of the German Energy Agency It requires considerable amounts of energy
Spritzgiessautomaten The proper response to rising electricity prices is energy efficiency Annegret-Cl. Agricola / Department Head of the German Energy Agency It requires considerable amounts of energy
Pranav Sanap*, H M Dharmadhikari, A J Keche Department of Mechanical Engineering, MIT, Aurangabad, India
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 13, Issue 5 Ver. I (Sep. - Oct. 2016), PP 61-68 www.iosrjournals.org Optimization of Plastic Moulding
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 13, Issue 5 Ver. I (Sep. - Oct. 2016), PP 61-68 www.iosrjournals.org Optimization of Plastic Moulding
Hot Pin Pull Method New Test Procedure for the Adhesion Measurement for 3D-MID
 Hot Pin Pull Method New Test Procedure for the Adhesion Measurement for 3D-MID HARTING Mitronics Christian Goth in cooperation with: FAPS Thomas Kuhn, Gerald Gion, Jörg Franke 11 th International Congress
Hot Pin Pull Method New Test Procedure for the Adhesion Measurement for 3D-MID HARTING Mitronics Christian Goth in cooperation with: FAPS Thomas Kuhn, Gerald Gion, Jörg Franke 11 th International Congress
TRANSFORM. METAL REPLACEMENT by
 TRANSFORM METAL REPLACEMENT by METAL REPLACEMENT by TRANSFORMING TODAY INTO TOMORROW Innovation in recent years has enabled manufacturers to substitute metals with plastics for countless numbers of applications
TRANSFORM METAL REPLACEMENT by METAL REPLACEMENT by TRANSFORMING TODAY INTO TOMORROW Innovation in recent years has enabled manufacturers to substitute metals with plastics for countless numbers of applications
PROPERTIES OF THERMOFORMED LOW DENSITY GLASS REINFORCED THERMOPLASTIC SHEET
 PROPERTIES OF THERMOFORMED LOW DENSITY GLASS REINFORCED THERMOPLASTIC SHEET P.J. Bates, Royal Military College of Canada A. Chesney, V. Bertrand, Queen s University M-A Rainville, National Research Council
PROPERTIES OF THERMOFORMED LOW DENSITY GLASS REINFORCED THERMOPLASTIC SHEET P.J. Bates, Royal Military College of Canada A. Chesney, V. Bertrand, Queen s University M-A Rainville, National Research Council
STRENGTH+ High Modulus Carbon Fiber Reinforced LNP. High performance compounds for structural healthcare applications
 STRENGTH+ Stiffness High Modulus Carbon Fiber Reinforced LNP THERMOCOMP and LUBRICOMP Compounds High performance compounds for structural healthcare applications SABIC Founded in 1976, SABIC is today the
STRENGTH+ Stiffness High Modulus Carbon Fiber Reinforced LNP THERMOCOMP and LUBRICOMP Compounds High performance compounds for structural healthcare applications SABIC Founded in 1976, SABIC is today the
Experimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS Part
 Experimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS Part T. Bhirud 1* and R. Metkar 2 1 PG Student, Government College of Engineering, Amravati, India 2 Government College of
Experimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS Part T. Bhirud 1* and R. Metkar 2 1 PG Student, Government College of Engineering, Amravati, India 2 Government College of
MULTI-CAVITY HOT RUNNER INJECTION MOLD TOOL POLYMER
 MULTI-CAVITY HOT RUNNER INJECTION MOLD TOOL POLYMER 1 Mr.P.Vinod, 2 Mr.K.Vijaykumar Assistant Professor, Department of Mechanical Engineering, Vignan Institute of Technology & Science, Vignan Hills, Deshmukhi
MULTI-CAVITY HOT RUNNER INJECTION MOLD TOOL POLYMER 1 Mr.P.Vinod, 2 Mr.K.Vijaykumar Assistant Professor, Department of Mechanical Engineering, Vignan Institute of Technology & Science, Vignan Hills, Deshmukhi
Lightweighting Techniques for Thermoplastic Polymers
 Lightweighting Techniques for Thermoplastic Polymers by Maria Rosa Contardi, Maria Teresa Scrivani K12 Midterm conference, May 18 th 2017 Mission Proplast private R&D centre, representing the «actors»
Lightweighting Techniques for Thermoplastic Polymers by Maria Rosa Contardi, Maria Teresa Scrivani K12 Midterm conference, May 18 th 2017 Mission Proplast private R&D centre, representing the «actors»
Design Considerations to Successfully Manufacture Complex Overmolds
 Design Considerations to Successfully Manufacture Complex s The Xcentric Mold & Engineering Story In the mid 90 s, two Michigan-bred brothers working for other companies as mold makers realized that all
Design Considerations to Successfully Manufacture Complex s The Xcentric Mold & Engineering Story In the mid 90 s, two Michigan-bred brothers working for other companies as mold makers realized that all
FiberForm Perfect combination of thermoforming and injection molding
 Engineering Passion Seite 1 FiberForm Perfect combination of thermoforming and injection molding Seite 2 New technologies for sustainable lightweight molding KraussMaffei development focus on Megatrends
Engineering Passion Seite 1 FiberForm Perfect combination of thermoforming and injection molding Seite 2 New technologies for sustainable lightweight molding KraussMaffei development focus on Megatrends
Optimization of Plastic Injection Molding Process by Combination of Artificial Neural Network and Genetic Algorithm
 Journal of Optimization in Industrial Engineering 13 (2013) 49-54 Optimization of Plastic Injection Molding Process by Combination of Artificial Neural Network and Genetic Algorithm Mohammad Saleh Meiabadi
Journal of Optimization in Industrial Engineering 13 (2013) 49-54 Optimization of Plastic Injection Molding Process by Combination of Artificial Neural Network and Genetic Algorithm Mohammad Saleh Meiabadi
Comparison of Energy Absorption Characteristics of Thermoplastic Composites, Steel and Aluminum in High-Speed Crush Testing of U-Beams
 Comparison of Energy Absorption Characteristics of Thermoplastic Composites, Steel and Aluminum in High-Speed Crush Testing of U-Beams CELANESE ENGINEERED MATERIALS Michael Ruby October, 2013 1 Overview
Comparison of Energy Absorption Characteristics of Thermoplastic Composites, Steel and Aluminum in High-Speed Crush Testing of U-Beams CELANESE ENGINEERED MATERIALS Michael Ruby October, 2013 1 Overview
POLYBRIDGE Training Ltd
 Injection Moulding Training Mould Design and Procurement 2 day course POLYBRIDGE Training Ltd Training Dates 2014 March 4 th & 5 th info@polybridgetraining.co.uk www.polybridgetraining.co.uk T. +44 (0)
Injection Moulding Training Mould Design and Procurement 2 day course POLYBRIDGE Training Ltd Training Dates 2014 March 4 th & 5 th info@polybridgetraining.co.uk www.polybridgetraining.co.uk T. +44 (0)
Development of Advanced Structural Foam Injection Molding. Kye Kim. A thesis submitted in partial fulfillment of the requirements for the degree of
 Development of Advanced Structural Foam Injection Molding Kye Kim A thesis submitted in partial fulfillment of the requirements for the degree of BACHELOR OF APPLIED SCIENCE Supervisor: Park, C.B. Department
Development of Advanced Structural Foam Injection Molding Kye Kim A thesis submitted in partial fulfillment of the requirements for the degree of BACHELOR OF APPLIED SCIENCE Supervisor: Park, C.B. Department
PUSHTRUSION TM DIRECT IN-LINE (D-LFT) COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET
 COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET") PUSHTRUSION TM DIRECT IN-LINE (D-LFT) COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET Eric Wollan PlastiComp, LLC Abstract PlastiComp s Direct In-Line (D-LFT) compounding process provides processors
PUSHTRUSION TM DIRECT IN-LINE (D-LFT) COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET Eric Wollan PlastiComp, LLC Abstract PlastiComp s Direct In-Line (D-LFT) compounding process provides processors
Failure criteria for polypropylene-based compounds: current development with MAT_157
 Failure criteria for polypropylene-based compounds: current development with MAT_157 Massimo Nutini Basell Poliolefine Italia srl Infoday Composites at Dynamore March 13 th, 2017 Some PP compounds in automotive
Failure criteria for polypropylene-based compounds: current development with MAT_157 Massimo Nutini Basell Poliolefine Italia srl Infoday Composites at Dynamore March 13 th, 2017 Some PP compounds in automotive
Producing Metal Parts
 Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
INNOVATIVE PREDICTIVE SOLUTIONS FOR HYBRID THERMOPLASTIC COMPOSITE TECHNOLOGY
 INNOVATIVE PREDICTIVE SOLUTIONS FOR HYBRID THERMOPLASTIC COMPOSITE TECHNOLOGY Recep Yaldiz, Warden Schijve, Kashif Syed Muhammad SABIC, P.O. Box 319, 6160AH, Geleen, The Netherlands Abstract Increasingly
INNOVATIVE PREDICTIVE SOLUTIONS FOR HYBRID THERMOPLASTIC COMPOSITE TECHNOLOGY Recep Yaldiz, Warden Schijve, Kashif Syed Muhammad SABIC, P.O. Box 319, 6160AH, Geleen, The Netherlands Abstract Increasingly
TU-60 Unfilled high temperature performance, chemical resistant, V-0 flame rating
 T Series Injection Molding Thermoplastic Polymers TU-6 Unfilled high temperature performance, chemical resistant, V- flame rating TL-6 Self lubricating superior wear resistance, low friction and cool running
T Series Injection Molding Thermoplastic Polymers TU-6 Unfilled high temperature performance, chemical resistant, V- flame rating TL-6 Self lubricating superior wear resistance, low friction and cool running
Casting Process Part 2
 Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
High Modulus Carbon Fibres in Super-Structural Compounds
 High Modulus Carbon Fibres in Super-Structural Compounds As a matter of fact, even if composite properties guarantee the best answer to the most severe project requirements, many industrial products can
High Modulus Carbon Fibres in Super-Structural Compounds As a matter of fact, even if composite properties guarantee the best answer to the most severe project requirements, many industrial products can
WARE HANDLING ALL IN ONE
 WARE HANDLING AP-PUSHER AIR JET SYSTEM CONVEYOR HS CONVEYOR PROTEC CONVEYOR HS CONVEYOR PROTECTION TRANSFER WHEEL TYPE 3800 CROSS CONVEYOR WATER COOLED SDA 02 TWO TWO AXES SERVO STACKER THERMOSHOCK MACHINE
WARE HANDLING AP-PUSHER AIR JET SYSTEM CONVEYOR HS CONVEYOR PROTEC CONVEYOR HS CONVEYOR PROTECTION TRANSFER WHEEL TYPE 3800 CROSS CONVEYOR WATER COOLED SDA 02 TWO TWO AXES SERVO STACKER THERMOSHOCK MACHINE
MANUFACTURING PROCESSES PREPREGS
 PREPREGS Prepregging The reinforcement (carbon, fiberglass or aramid fiber or cloth) is saturated by dipping through the liquid resin. In an alternate method called a Hot Melt Process the resin is impregnated
PREPREGS Prepregging The reinforcement (carbon, fiberglass or aramid fiber or cloth) is saturated by dipping through the liquid resin. In an alternate method called a Hot Melt Process the resin is impregnated
TUNING UP YOUR PRODUCTION. A Member of Kiefel
 TUNING UP YOUR PRODUCTION A Member of Kiefel Tuning up your production Long-lasting experience with complex projects has turned us into one of the leading systems providers of turnkey projects using thermoforming,
TUNING UP YOUR PRODUCTION A Member of Kiefel Tuning up your production Long-lasting experience with complex projects has turned us into one of the leading systems providers of turnkey projects using thermoforming,
Abstract. Introduction
 IN INJECTION MOLDING PROCESS BY USING A CAE PROGRAMME FOR CHOOSING SUITABLE THERMOPLASTIC COMPOSITE PART DESIGN Umit HUNER Trakya University, Engineering and Architecture Faculty, Mechanical Engineering
IN INJECTION MOLDING PROCESS BY USING A CAE PROGRAMME FOR CHOOSING SUITABLE THERMOPLASTIC COMPOSITE PART DESIGN Umit HUNER Trakya University, Engineering and Architecture Faculty, Mechanical Engineering
9 IManE&E Transilvania University of Brasov, Manufacturing Engineering Department, Mihai Viteazu No.5, , Brasov, Romania
 Use of microscopy techniques in failure analysis of the plastic injection molded parts to prevent the risks of serial defects in the assembly processes Ion Cristian Braga *, Razvan Udroiu, and Anisor Nedelcu
Use of microscopy techniques in failure analysis of the plastic injection molded parts to prevent the risks of serial defects in the assembly processes Ion Cristian Braga *, Razvan Udroiu, and Anisor Nedelcu
Thermoplastic composite structural part for truck market application
 Cécile DEMAIN Solvay R&I / EP APMD / Advanced Material Platform Thermoplastic composite structural part for truck market application - High-performance materials, - Simulation expertise - Innovative process
Cécile DEMAIN Solvay R&I / EP APMD / Advanced Material Platform Thermoplastic composite structural part for truck market application - High-performance materials, - Simulation expertise - Innovative process
Hot Runner Guide. 1.Layout and Design. Hot Runner Guide. Company. Products. Technology. Application
 .ayout and Design Hot Runner Guide ompany roducts 00 ll rights reserved. Errors and omissions excepted. echnology pplication ayout and Design he purpose of this Hot Runner Guide he Hot Runner Guide ayout
.ayout and Design Hot Runner Guide ompany roducts 00 ll rights reserved. Errors and omissions excepted. echnology pplication ayout and Design he purpose of this Hot Runner Guide he Hot Runner Guide ayout
Servo electric bending technology by Prima Power. The Bend The Combi The Laser The Punch The System The Software
 Servo electric bending technology by Prima Power The Bend The Combi The Laser The Punch The System The Software Servo electric ep-1030 press brake Prima Power has been a true pioneer in applying servo
Servo electric bending technology by Prima Power The Bend The Combi The Laser The Punch The System The Software Servo electric ep-1030 press brake Prima Power has been a true pioneer in applying servo
Development of Standardized Efficiency Indicators for Plastic injection Moulds
 Development of Standardized Efficiency Indicators for Plastic injection Moulds Mariana Joaquina Borralho Gil Instituto Superior Técnico Departamento de Engenharia Mecânica Avenida Rovisco Pais, 1096-001
Development of Standardized Efficiency Indicators for Plastic injection Moulds Mariana Joaquina Borralho Gil Instituto Superior Técnico Departamento de Engenharia Mecânica Avenida Rovisco Pais, 1096-001
Tips for Defect-Free Injection Molding of TPU
 1 2 Tips for Defect-Free Injection Molding of TPU Covestro Deutschland AG CHEMPARK Dormagen Alte Heerstraße Building F29 41538 Dormagen e-mail: info@covestro.com desmopan.com This information and our technical
1 2 Tips for Defect-Free Injection Molding of TPU Covestro Deutschland AG CHEMPARK Dormagen Alte Heerstraße Building F29 41538 Dormagen e-mail: info@covestro.com desmopan.com This information and our technical