The implementation process analysis and improvement on PSPC in China shipyards
|
|
|
- Ferdinand Hawkins
- 5 years ago
- Views:
Transcription

1 The implementation process analysis and improvement on PSPC in China shipyards 1. Zhoubin. Shanghai Waigaoqiao Marine&Offshore Design Co.,Ltd, Shanghai, China 2. Li meilin. Shanghai Shipbuilding Technology Research Institute, Shanghai, China 3. Wangying. Shanghai Waigaoqiao Marine&Offshore Design Co.,Ltd, Shanghai, China

2 1 2 3 Introduction Analysis of PSPC Implementation Process Technical Management Measures 4 Process Improvement 5 Conclusion 2
3 Abstract This paper introduces the PSPC implementation process in China shipyards, combined with the requirement of PSPC and factory practice, summarizes suits the implementation practices on PSPC ships, which provides technical foundation for the construction of PSPC ships. 3
4 1 Introduction The Performance Standard of Protective Coating for ship water ballast tanks (PSPC) was adopted at MSC82 meeting on December 8, 2006, and was introduced to SOLAS chapter II-1 A-1 Section 3-2 requirement for enforcement. Since the implementation of PSPC for the ballast tanks, the shipbuilding industry has paid high attention to it. By closely with the relevant departments, the enterprises have developed a strict management system after a long meticulous planning, simulation and PSPC standard implementation of effective shipping, and implementation PSPC was smooth, shipyard can deal with the suggestions well by the owners and ship inspector in time, which ensure the successful delivery ships.
5 2 Analysis of PSPC Implementation Process The paper took the main ship type of certain backbone shipyard as example. With the unremitting efforts, now the PSPC ships built by the shipyard, the surface roughness, salt, grease, dust, film thickness and the free edge processing etc. of block coating for the water ballast tanks can basically reach the PSPC standard requirements, but there are still greater difficulties in meeting the requirements of PSPC standard, which is, "Small damages up to 2% of total area:st 3. Contiguous damages over 25 m2 or over 2% of the total area of the tank, Sa 2½ shall be applied. ", as shown in Fig1 and Fig2. Therefore, how to control the coating damage rate for the water ballast tank less than 2% is a difficult problem for PSPC standards implementation, which has been the biggest and most difficult problem for the entire shipbuilding process.


6 2 Analysis of PSPC Implementation Process Fig.1 H1053 coating damage condition (after erection of the entire tank) Fig.2 H1053 coating damage condition (man-made damage)
7 2 Analysis of PSPC Implementation Process Took No.9 ballast tanks of the PSPC effective ship H1112 manufactured by the shipyard firstly as example, the reasons of the excessive coating damage through the water ballast tanks after erection. The coating damage caused by the welding spatter scald. As workers have weaker protection awareness while welding and cutting, or the coating protection work is not in place, the welding slag will burn the surrounding coating, and formed large area of coating burn pitting. If the protective measures of hull erection are not in place, the burning coating width on both sides of the butt weld will be greater than 200mm, and the excess portion will be included in the coating damaged area.
8 2 Analysis of PSPC Implementation Process Precision cutting. The success rate of the block /grand block precision control is not high, and the weld joints re-welding sites in the erection process are more, especially the accuracy control of curve surface block with larger line type, such as the forepeak, the stern, ring 1, ring 9, is difficult, which will lead to the bigger damage area while accuracy cutting; Attachments and bulk parts. During the block manufacture, as the workers don t attach in line with drawings or the design affixing position and ways are unreasonable, a large-scale coating damage will be produced while bulk pasting. Therefore, optimization design by reducing attachments should be one of the directions advanced production design;
9 2 Analysis of PSPC Implementation Process Fire work. If the welding deformation is controlled badly, it usually needs a large area of the fire work shaping after erection, and the coating damage is severe; Lug cutting. When the workers use the flame to cut the lugs, it will easily result in the coating damage of the steel inverse. Expanding the lug uncut area and the use of the promotion of the lug polished machines can reduce the coating damage area on lug cutting; Mechanical damage and man-made destruction. For some reasons, such as the low PSPC awareness of the workers, poor coating protective awareness during the construction process, building and removing the scaffold, random arcmaking, the brutal application and poor "5S" clean, the man-made coating damage is created;
10 2 Analysis of PSPC Implementation Process In addition, design is also one of the main factors affecting the coating damage. For example, the pre-designed block division is not reasonable, which is likely to cause the inevitable welding destruction after erection; the drawing pre-outfitting rate is not high during block making stage of the production design, while there are too many bulk pieces (paste accessories), whose placement is inappropriate; specialty coordination is still not sufficient, and design modification is too much.
11 3 Technical Management Measures 1) Making standard tripartite agreement In order to unfold PSPC work better, before the enactment of the PSPC tripartite agreement, based on the PSPC standard implementation experience of the simulation ship, we discussed and revised tripartite agreement contents with the owners, paint manufacturers many times in line with PSPC specification, and finally developed the better standard tripartite agreement template.
12 3 Technical Management Measures 2) Establish the implementation process control system of the PSPC standard On the basis of analyzing the impact on the PSPC standard implementation in the main shipbuilding process, combined with the PSPC standard requirements, we decomposed the PSPC implementation difficulty to the main shipbuilding process, confirm the control points of the various aspects, and take the relevant control method at each control point, so as to ensure that the PSPC standard implementation is monitored throughout the whole process (PSPC standard implementation control points are as shown in Fig 3).
13 3 Technical Management Measures QC coating inspector QC inspection group Block flow card Steel pre-treatment Parts free edge treatment Block integrality Dock erection Group integrality Secondary painting PSPC inspection commissioner Group flow chart QC coating inspector Fig.3 PSPC standard implementation control point chart ( stand for key control points)
14 3 Technical Management Measures 3) Continuous training Based on the different requirements of implementing the PSPC standards by productive sectors, we aimed to prepare PSPC Publication Manual for production department, and issued to the on-site workers and management personnel, basically achieved the full coverage of the PSPC propagandize. At the same time, we organized people to visit the advanced domestic shipyards for communication and learning, and carried out the qualified coating inspector training work.
15 Based on the research and analysis of PSPC standards implementation on the new shipbuilding, As it is difficult to control the PSPC standard coating damage, we mainly took the following measures through continuous exploration and practice: 1) Deepen the production design and improve the block integrity A. Block-divide reasonably to reduce the coating damage for the ballast tank On the basis of meeting company's equipment production capacity and structural strength, the hull structure design and block division should try to meet the PSPC requirements. The reasonable block division should keep to the following principles in order to reduce the coating damage of the ballast tank.
16 Expand the grand block construction mode, make the coating after the block grouping of the ballast tank region, and reduce coating damage from the group weld seam ; Block division should seek the integrity of the outfitting installation, and avoid the large outfitting installation of the cross block, such as bollards, fairleads, horizontal wheel and breath windpipe etc.; The location of the block weld lines should create favorable conditions for the coating, try to ensure the integrity of the ballast tank coating, divide the ballast tanks into the independent segments, and reduce the coating damage of the weld line on the ballast tank compartments.
17 B. Embody structure treatment requirements for water the ballast tanks in the cutting edition drawing. According to the PSPC standards, the edge of the ballast tank should be treated to the circular angle and radius at least 2mm, or have three-time grinding or at least the equivalent processing. But for the processing department, the construction workers can generally not know that the machined parts belong to which area, so the grinding parts will be missed or the polished processing scope will be expanded, which will waste the unnecessary working hours.
18 C. expand the outfitting forward and reduce the coating damage for water ballast tank Increase the pre-outfitting rate, that is, advance the outfitting installation at the block and regional stage. In this way, it can not only shorten the outfitting time at dock and quay wharf stage, but also greatly reduce the damage area of the ballast tank coating. In the outfitting design of H1112, by optimizing the design, the outfitting pieces inside and outside the ballast tanks use the outfitting plate pre-firing process. Currently, in order to avoid outfitting pieces nearby to produce the greater impact on water ballast tank coating damage, the pre-outfitting rate of the bow and the stern nearby cargo area will reach 80%, while the cargo area can be achieved 95%.
19 2) Improve the shipbuilding accuracy and lower the repair& cutting rate of the hull structure A. optimize the block reinforcement and the support process In the precision control of the block construction, it is found that some blocks structure strengthening is inadequate, which is prone to the deformation while lifting, shelving or sanding, so the engineering chamber, assembly department and precision management department are organized to take the optimization work of the block strengthening and supporting process. At present, the modeling of 206K BC block strengthening has been completed. For example, in fig 4 the model of the typical engine tank block strengthening, the slot steel supporting of the block section below can ensure the structural rigidity and reduce the deformation.

20 Fig4. The model of the typical engine tank block strengthening
21 B. Advance the painting reservation technology for 100 MARK line There are two main purposes for 100 MARK line coating remaining. One is improving the fabricating accuracy of 10-byte head component in the assembly operation and reducing the stress concentration; the other is reducing the coating damage on the welding joints area between blocks while back group or erection works. The production design did 100 MARK line coating remaining drawings. It is required that the assembly department must knock out the sample spots with punch in the block construction, and put them into the block accuracy assessment. The painting department should paste the adhesive tape in accordance with the drawings, and avoid the paint burn phenomenon of the back road in the angle welding area between the blocks. In this way, it will effectively reduce the following labor amount and the coating damage, which will lay a good foundation for the implementation of the new PSPC specification.
22 C. Promote the back burn technology of block big joints The purpose of block back bum is to eliminate the residual stress generated by welding, correct distortion, and prevent hull to be distortion. heating working for part welding opposite surface aims to reduce paint damage at block group and erection stage. All the back heating should be done on the back of the welding with the flame after finishing small, medium and large assembly work, and the optimum heating temperature is 600 to 700 degrees. Its heating position is shown in Fig5. According to the orientation of the butt bevel, the effect after the back burning is shown in Fig6.

23 Fig5. back burn position drawing Fig6. effect drawing after back burn Presently, the back burn of block butts acts as a block D precision into the block accuracy assessment. By viewing the on-site implementation situation, the fire work at group and erection stage has been significantly reduced.
24 3) Strengthen coating protection work for water ballast tank A. Enhance the publicizing education of coating protection for water ballast tank Before the welding, repair cut and carbon dig jobs, the fireproof cloth, white sheet iron should be laid in the application influence area, so as to avoid the welding slag and the spark to burn the paint around; All the ship in the implementation of PSPC standards and the blocks relate to water ballast tanks, in the process of group and erection, if they need the structure cutting, board change and fire work operation, it is required to submit an application for fire work, and start to work after the approval;
25 While welding, prohibit to make arc in water ballast tank coating freely, and it should be made arc and ignite in the range of block seams less than 200mm; While handling the objects (out fittings, tooling pieces, scaffold materials), it should prevent the collision with the hull and the mechanical damage; In order to avoid the paint coating damage for water ballast tanks, while erecting the scaffolds, the rubber gasket should be used in the contact of the scaffold and the water ballast tank coating.
26 After finishing daily job, workers should clean the garbage in time, such as scrap iron, sewage, waste materials etc within their own operation areas, so as to avoid the hull corrosion after the coating damage resulted from the garbage accumulation for a long time; In order to prevent the rainwater from entering water ballast tanks, while going to the dock, the area of the internal board etc. should be installed the waterproof door ring ; According to the ballast tank application passage layout drawing, lay the relevant protective materials such as the three-anti cloth and aluminum foil adhesive tape, to reduce the passage paint damage.
27 B. Strengthen the on-site monitoring In order to ensure that the workers can protect water ballast tank coating as required at dock stage, two PSPC ballast tanks inspectors in each PSPC vessel, whose duty is to do the supervision and inspection according to the daily checklist for the ballast tanks (see Table 1), and monitor the on-site construction personnel to implement the protection work of paint film by the requirements.
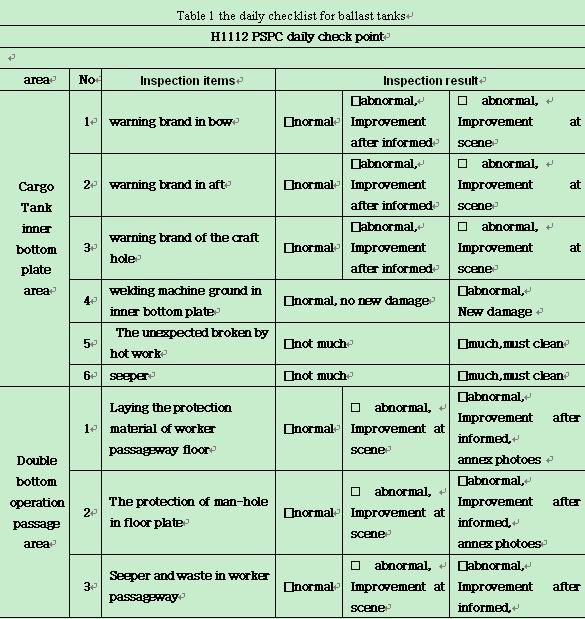
28
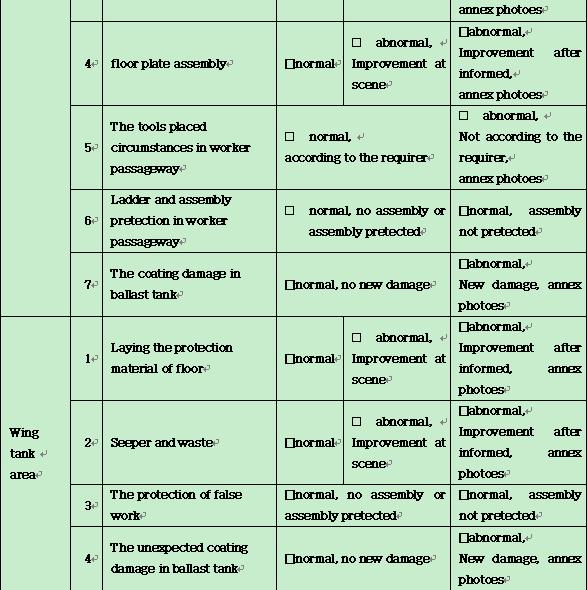
29
30 C. Strengthen the paint film protection assessment of water ballast tanks In order to strengthen coating protective work of water ballast tanks, based on the fixed PSPC monthly performance assessment framework in each department, increase the assessment of the monthly PSPC paint protection for water ballast tanks. As separate monthly assessment indicators, the responsibilities implement to individual in line with Incentives and Disincentives ways of PSPC Paint Protection for Ballast Tank issued by the Ministry department.
31 4) Optimize the scaffold erection and reduce the coating damage for water ballast tank To avoid scaffold and hull direct contact to damage water ballast tank coatings, the scaffold design amended the original welding erection form, and promote the use of fabricated scaffold in water ballast tanks greatly. In the area of the ballast tanks erection seams and watertight board lay the scaffold pieces, and use the fabricated scaffolds, while the scaffold pieces will be remained in the hull as a permanent piece. In the fabricated scaffolding erection process, the protection measurements on the scaffold pieces are increased that all the contact areas with the scaffold pieces use the rubber pad for protection, which effectively ensures the integrity of the coating, as shown in Fig7.

32 Fig.7 Erection effect drawing of water ballast tanks fabricated scaffold
33 5) Adopt the new painting technology and equipments A. For the steel plate pretreatment, using the new type abrasive-low mixed abrasive, which could greatly improve the passing rate of the steel surface pretreatment indicators. Meanwhile, the using abrasive amount can be saved by 50%. B. For the pieces free edge grinding, using a variety of devices (such as manual chamfering machine, the T-row chamfering machine, the rib automatic chamfering machine) can improve grinding efficiency.
34 C. When the coating damage is excessive, use the sponge abrasive low dust blasting process as the emergency treatment plan. In this way, it is efficient to get rid of the rust and clean more easily, which will solve the problem of extending the dock schedule, and improve the response capacity of the PSPC standard as well. D. To reduce the damage of the flames construction on the paint of the ballast tanks, use the lug polished machine, and modified the lug cut from the flame cutting to the machine processing way, which will greatly improve the efficiency of lug and code board cutting.
35 5 Conclusion Based on response to the implementation of PSPC, the hardware facilities, construction process, construction technology and management level etc. of the domestic shipbuilding enterprises have generally increased. In particular, through the process reengineering, the relevant PSPC process from backbone shipbuilding enterprises have fully involved in total assembly of the shipbuilding process, which has successfully delivered a large batch of the ships to meet the PSPC requirements.
36 Thanks
USE OF PRE-CONSTRUCTION PRIMERS IN MARINE CONSTRUCTION. J. Peter Ault, P.E. Elzly Technology Corporation
 USE OF PRE-CONSTRUCTION PRIMERS IN MARINE CONSTRUCTION J. Peter Ault, P.E. Elzly Technology Corporation Abstract: Pre-construction primers (also known as shop primers or prefabrication primers) are very
USE OF PRE-CONSTRUCTION PRIMERS IN MARINE CONSTRUCTION J. Peter Ault, P.E. Elzly Technology Corporation Abstract: Pre-construction primers (also known as shop primers or prefabrication primers) are very
This document is a preview generated by EVS
 INTERNATIONAL STANDARD ISO 16145-2 First edition 2012-10-01 Ships and marine technology Protective coatings and inspection method Part 2: Void spaces of bulk carriers and oil tankers Navires et technologie
INTERNATIONAL STANDARD ISO 16145-2 First edition 2012-10-01 Ships and marine technology Protective coatings and inspection method Part 2: Void spaces of bulk carriers and oil tankers Navires et technologie
Class NK s Course of Action to Protective Coating Guidelines for Performance Standard for Protective Coating Contained in IMO Resolution MSC.
 Class NK s Course of Action to Protective Coating Guidelines for Performance Standard for Protective Coating Contained in IMO Resolution MSC.215(82) Toshitomo Matsui, Class NK 1. PREFACE IACS Common Structural
Class NK s Course of Action to Protective Coating Guidelines for Performance Standard for Protective Coating Contained in IMO Resolution MSC.215(82) Toshitomo Matsui, Class NK 1. PREFACE IACS Common Structural
ISO Ships and marine technology Protective coatings and inspection method Part 3: Cargo oil tanks of crude oil tankers
 INTERNATIONAL STANDARD ISO 16145-3 First edition 2012-10-01 Ships and marine technology Protective coatings and inspection method Part 3: Cargo oil tanks of crude oil tankers Navires et technologie maritime
INTERNATIONAL STANDARD ISO 16145-3 First edition 2012-10-01 Ships and marine technology Protective coatings and inspection method Part 3: Cargo oil tanks of crude oil tankers Navires et technologie maritime
ShipRight Notice for. Linked Supporting Services Anti-Corrosion System Notation, July Issue date: September 2014
 ShipRight Notice for Linked Supporting Services Anti-Corrosion System Notation, July 2012 The status of this Rule set is amended as shown and is now to be read in conjunction with this and prior Notices.
ShipRight Notice for Linked Supporting Services Anti-Corrosion System Notation, July 2012 The status of this Rule set is amended as shown and is now to be read in conjunction with this and prior Notices.
RESOLUTION MSC.244(83) (adopted on 5 October 2007) ADOPTION OF PERFORMANCE STANDARD FOR PROTECTIVE COATINGS FOR VOID SPACES ON BULK CARRIERS AND OIL
 (adopted on 5 October 2007) ADOPTION OF PERFORMANCE STANDARD FOR PROTECTIVE COATINGS FOR VOID SPACES ON BULK CARRIERS AND OIL") MSC 83/28/Add.2 COATINGS FOR VOID SPACES ON BULK CARRIERS AND OIL TANKERS THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on the International Maritime Organization concerning
MSC 83/28/Add.2 COATINGS FOR VOID SPACES ON BULK CARRIERS AND OIL TANKERS THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on the International Maritime Organization concerning
Inspection and Verification Requirements. Test Procedures for Qualification of Corrosion Resistant Steel for Cargo Tanks in Crude Oil Tankers
 (Jan 2013) For Application of Regulation 3-11, Part A-1, Chapter II-1 of the SOLAS Convention (Corrosion Protection of Cargo Oil Tanks of Crude Oil Tankers), adopted by Resolution M.289 (87) The Performance
(Jan 2013) For Application of Regulation 3-11, Part A-1, Chapter II-1 of the SOLAS Convention (Corrosion Protection of Cargo Oil Tanks of Crude Oil Tankers), adopted by Resolution M.289 (87) The Performance
RULES PUBLICATION NO. 87/P
 RULES PUBLICATION NO. 87/P APPLICATION OF THE PERFORMANCE STANDARD FOR PROTECTIVE COATINGS UNDER REQUIREMENTS CONCERNING THE CONSTRUCTION OF SEA-GOING BULK CARRIERS AND SEA-GOING DOUBLE HULL OIL TANKERS
RULES PUBLICATION NO. 87/P APPLICATION OF THE PERFORMANCE STANDARD FOR PROTECTIVE COATINGS UNDER REQUIREMENTS CONCERNING THE CONSTRUCTION OF SEA-GOING BULK CARRIERS AND SEA-GOING DOUBLE HULL OIL TANKERS
Corrosion Protection for COT of Crude Oil Tankers " Corrosion- Resistant Steel "
 Corrosion Protection for COT of Crude Oil Tankers " Corrosion- Resistant Steel " Masanori YOSHIDA Japan Ship Technology Research Association Contents 1.What is Corrosion Resistant Steel? 2.What is the
Corrosion Protection for COT of Crude Oil Tankers " Corrosion- Resistant Steel " Masanori YOSHIDA Japan Ship Technology Research Association Contents 1.What is Corrosion Resistant Steel? 2.What is the
1. Status of PSPC 2. Preparation for PSPC 3. Coating Technical File 4. Summary & conclusion
 TSCF 2010 Shipbuilders meeting October 28, 2010 Sangsoo, Seo Hyundai Heavy Industries Co., Ltd. 1/51 1. Status of PSPC 2. Preparation for PSPC 3. Coating Technical File 4. Summary & conclusion
TSCF 2010 Shipbuilders meeting October 28, 2010 Sangsoo, Seo Hyundai Heavy Industries Co., Ltd. 1/51 1. Status of PSPC 2. Preparation for PSPC 3. Coating Technical File 4. Summary & conclusion
FMB15678 Steel Deck Cargo Barge
 FMB15678 Steel Deck Cargo Barge 2 Barges, originally built in 2012 to the specification below are now available for purchase. Section 1 General 1.1 Intent & Definition This specification together with
FMB15678 Steel Deck Cargo Barge 2 Barges, originally built in 2012 to the specification below are now available for purchase. Section 1 General 1.1 Intent & Definition This specification together with
MARINE SYSTEMS FOR BALLAST TANKS SYSTEM. a nine page issue January 2010 revision of July 2009
 a nine page issue revision of July 2009 Application areas: internal areas of Ballast Tanks including the Freshwater Tanks. For application details, careful attention should be given to the relevant working
a nine page issue revision of July 2009 Application areas: internal areas of Ballast Tanks including the Freshwater Tanks. For application details, careful attention should be given to the relevant working
PERFORMANCE STANDARD FOR PROTECTIVE COATINGS FOR DEDICATED SEAWATER BALLAST TANKS IN ALL TYPES OF SHIPS AND DOUBLE-SIDE SKIN SPACES OF BULK CARRIERS
 Page 2 ANNEX PERFORMANCE STANDARD FOR PROTECTIVE COATINGS FOR DEDICATED SEAWATER BALLAST TANKS IN ALL TYPES OF SHIPS AND DOUBLE-SIDE SKIN SPACES OF BULK CARRIERS 1 PURPOSE This Standard provides technical
Page 2 ANNEX PERFORMANCE STANDARD FOR PROTECTIVE COATINGS FOR DEDICATED SEAWATER BALLAST TANKS IN ALL TYPES OF SHIPS AND DOUBLE-SIDE SKIN SPACES OF BULK CARRIERS 1 PURPOSE This Standard provides technical
Highfield boats Quality Presentation. Highfield 2014 World Conference
 Highfield boats Quality Presentation 1. Raw material qualification 1. Fabrics 2. Assemblies 3. Powder coating 4. Accessories 5. Aluminum 2. Quality control on production Fabric 1) Tensile strength test
Highfield boats Quality Presentation 1. Raw material qualification 1. Fabrics 2. Assemblies 3. Powder coating 4. Accessories 5. Aluminum 2. Quality control on production Fabric 1) Tensile strength test
Hull Survey for New Construction
 (July 2006) (Rev.1 Mar 2007) (Corr.1 Oct 2007) (Rev.2 Apr 2009) (Corr.1 August 2012) Hull Survey for New Construction 1. Scope The scope of this UR includes the following main activities: 1.1 Examination
(July 2006) (Rev.1 Mar 2007) (Corr.1 Oct 2007) (Rev.2 Apr 2009) (Corr.1 August 2012) Hull Survey for New Construction 1. Scope The scope of this UR includes the following main activities: 1.1 Examination
SECTION WELDED STEEL PICKET FENCE. 1. Fusion welded and rackable ornamental steel picket fence system.
 PART 1 - GENERAL 1.1 SUMMARY A. Section includes: 1. Fusion welded and rackable ornamental steel picket fence system. B. Related sections: 1. Section 03310 Concrete Work for post support. 2. Section 09960
PART 1 - GENERAL 1.1 SUMMARY A. Section includes: 1. Fusion welded and rackable ornamental steel picket fence system. B. Related sections: 1. Section 03310 Concrete Work for post support. 2. Section 09960
2 June 2006 *** I:\CIRC\MSC\01\1198.doc INTERNATIONAL MARITIME ORGANIZATION 4 ALBERT EMBANKMENT LONDON SE1 7SR
 INTERNATIONAL MARITIME ORGANIZATION 4 ALBERT EMBANKMENT LONDON SE1 7SR Telephone: 020 7587 3152 Fax: 020 7587 3210 IMO E Ref. T4/3.01 MSC.1/Circ.1198 2 June 2006 APPLICATION OF SOLAS REGULATION XII/6.3
INTERNATIONAL MARITIME ORGANIZATION 4 ALBERT EMBANKMENT LONDON SE1 7SR Telephone: 020 7587 3152 Fax: 020 7587 3210 IMO E Ref. T4/3.01 MSC.1/Circ.1198 2 June 2006 APPLICATION OF SOLAS REGULATION XII/6.3
PART 5 WELDING. 5.1 General 5.2 Preparation 5.3 Dimensions of welds 5.4 Materials 5.5 Aluminium alloys 5.6 Welding details 5.
 PART 5 WELDING PART 5 WELDING SECTION SUBJECT 5.1 General 5.2 Preparation 5.3 Dimensions of welds 5.4 Materials 5.5 Aluminium alloys 5.6 details 5.7 Symbols WELDING Section 5.1 General 5.1.1 of structures
PART 5 WELDING PART 5 WELDING SECTION SUBJECT 5.1 General 5.2 Preparation 5.3 Dimensions of welds 5.4 Materials 5.5 Aluminium alloys 5.6 details 5.7 Symbols WELDING Section 5.1 General 5.1.1 of structures
Specification for the Fabrication of Tower Structures
 Ergon Energy Corporation Limited Specification for the Fabrication of Tower Structures This material is made available on the basis that it may be necessary for a Registered Professional Engineer of Queensland
Ergon Energy Corporation Limited Specification for the Fabrication of Tower Structures This material is made available on the basis that it may be necessary for a Registered Professional Engineer of Queensland
RULES PUBLICATION NO. 87/P
 RULES PUBLICATION NO. 87/P APPLICATION OF THE PERFORMANCE STANDARD FOR PROTECTIVE COATINGS UNDER REQUIREMENTS CONCERNING THE CONSTRUCTION OF SEA-GOING BULK CARRIERS AND SEA-GOING DOUBLE HULL OIL TANKERS
RULES PUBLICATION NO. 87/P APPLICATION OF THE PERFORMANCE STANDARD FOR PROTECTIVE COATINGS UNDER REQUIREMENTS CONCERNING THE CONSTRUCTION OF SEA-GOING BULK CARRIERS AND SEA-GOING DOUBLE HULL OIL TANKERS
Hull Survey for New Construction
 (July 2006) (Rev.1 Mar 2007) (Corr.1 Oct 2007) (Rev.2 Apr 2009) (Corr.1 August 2012) (Rev.3 June 2013) (Rev.4 Mar 2014) (Rev.5 Feb 2015) (Rev.6 Nov 2016) Hull Survey for New Construction 1. Scope The scope
(July 2006) (Rev.1 Mar 2007) (Corr.1 Oct 2007) (Rev.2 Apr 2009) (Corr.1 August 2012) (Rev.3 June 2013) (Rev.4 Mar 2014) (Rev.5 Feb 2015) (Rev.6 Nov 2016) Hull Survey for New Construction 1. Scope The scope
SECTION 2 DIVISION 05 METALS
 SECTION 2 DIVISION 05 METALS DIVISION 5 - METALS Note: This is a guide for Designers only. Contents shall not be used in lieu of specifications as part of the Designer s Contract Documents. GENERAL DESIGN:
SECTION 2 DIVISION 05 METALS DIVISION 5 - METALS Note: This is a guide for Designers only. Contents shall not be used in lieu of specifications as part of the Designer s Contract Documents. GENERAL DESIGN:
SECTION MANUAL FOUR FOLD DOORS MODEL 38 DECORATIVE PANEL DESIGN
 SECTION 08350 MANUAL FOUR FOLD DOORS MODEL 38 DECORATIVE PANEL DESIGN PART 1 GENERAL 1.01 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions
SECTION 08350 MANUAL FOUR FOLD DOORS MODEL 38 DECORATIVE PANEL DESIGN PART 1 GENERAL 1.01 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions
SECTION GROUND WATER STORAGE TANKS
 SECTION 33 16 13 GROUND WATER STORAGE TANKS PART 1: GENERAL 1.01 SCOPE A. Section includes requirements for designing, fabricating, and erecting a welded steel ground storage tank. 1.02 SYSTEM DESCRIPTION
SECTION 33 16 13 GROUND WATER STORAGE TANKS PART 1: GENERAL 1.01 SCOPE A. Section includes requirements for designing, fabricating, and erecting a welded steel ground storage tank. 1.02 SYSTEM DESCRIPTION
SECTION METAL DECKING. A. Extent of metal decking is indicated on Plans, including basic layout for the following type of deck required:
 PART 1 GENERAL 1.1 WORK INCLUDED A. Extent of metal decking is indicated on Plans, including basic layout for the following type of deck required: 1.2 RELATED WORK 1. Metal Roof Deck. A. Structural Steel:
PART 1 GENERAL 1.1 WORK INCLUDED A. Extent of metal decking is indicated on Plans, including basic layout for the following type of deck required: 1.2 RELATED WORK 1. Metal Roof Deck. A. Structural Steel:
Siemens PLM Software. NX for shipbuilding. An integrated environment for design, planning and manufacturing. siemens.com/nx
 Siemens PLM Software NX for shipbuilding An integrated environment for design, planning and manufacturing siemens.com/nx 2 Shipbuilders are being called upon to improve their designs to be more energy-efficient,
Siemens PLM Software NX for shipbuilding An integrated environment for design, planning and manufacturing siemens.com/nx 2 Shipbuilders are being called upon to improve their designs to be more energy-efficient,
4 ALBERT EMBANKMENT LONDON SE1 7SR Telephone: +44 (0) Fax: +44 (0)
 Fax: +44 (0)") E 4 ALBERT EMBANKMENT LONDON SE1 7SR Telephone: +44 (0)20 7735 7611 Fax: +44 (0)20 7587 3210 24 June 2013 UNIFIED INTERPRETATIONS OF THE PERFORMANCE STANDARD FOR PROTECTIVE COATINGS FOR DEDICATED SEAWATER
E 4 ALBERT EMBANKMENT LONDON SE1 7SR Telephone: +44 (0)20 7735 7611 Fax: +44 (0)20 7587 3210 24 June 2013 UNIFIED INTERPRETATIONS OF THE PERFORMANCE STANDARD FOR PROTECTIVE COATINGS FOR DEDICATED SEAWATER
1. Temperature Change: 120 deg F (67 deg C), ambient; 180 deg F (100 deg C), material surfaces.
, ambient; 180 deg F (100 deg C), material surfaces.") SECTION 05500- METAL FABRICATIONS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION 05500- METAL FABRICATIONS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION METAL DOORS & FRAMES
 SECTION 08100 METAL DOORS & FRAMES PART 1 GENERAL 1.1 SCOPE Drawings and general provisions of the Contract, including General and Supplementary General Conditions and other Division 00 & 01 specification
SECTION 08100 METAL DOORS & FRAMES PART 1 GENERAL 1.1 SCOPE Drawings and general provisions of the Contract, including General and Supplementary General Conditions and other Division 00 & 01 specification
SECTION MISCELLANEOUS METALS THIS SECTION TO BE INCLUDED IN SUB BID FOR SECTION MISCELLANEOUS AND ORNAMENTAL IRON
 SECTION 055000 THIS SECTION TO BE INCLUDED IN SUB BID FOR SECTION 050001 MISCELLANEOUS AND ORNAMENTAL IRON PART 1 GENERAL 1.01 GENERAL REQUIREMENTS A. PART A and DIVISION 1 of PART B are hereby made a
SECTION 055000 THIS SECTION TO BE INCLUDED IN SUB BID FOR SECTION 050001 MISCELLANEOUS AND ORNAMENTAL IRON PART 1 GENERAL 1.01 GENERAL REQUIREMENTS A. PART A and DIVISION 1 of PART B are hereby made a
1. Base plates, setting plates and anchor rods for columns. 8. Lintels if connected to structural steel columns.
 PAGE 051200-1 SECTION 051200 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification sections,
PAGE 051200-1 SECTION 051200 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification sections,
PASSAIC COUNTY TECHNICAL INSTITUTE CCA 1422 NEW S.T.E.M. BUILDING 2017
 SECTION 10505 - METAL STUDENT LOCKERS PART 1 - GENERAL 1.01 SCOPE OF WORK A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification
SECTION 10505 - METAL STUDENT LOCKERS PART 1 - GENERAL 1.01 SCOPE OF WORK A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification
SECTION IMPACT RESISTANT WALL PROTECTION
 SECTION 10265 PART I - GENERAL 1.01 DESCRIPTION A. Scope: Work under this Section shall include all materials and installation necessary to provide Impact-Resistant Wall Protection including Wall guards,
SECTION 10265 PART I - GENERAL 1.01 DESCRIPTION A. Scope: Work under this Section shall include all materials and installation necessary to provide Impact-Resistant Wall Protection including Wall guards,
RULES. PUBLICATION No. 109/P APPLICATION AND INTERPRETATION OF PERFORMANCE STANDARD FOR PROTECTIVE COATINGS FOR CARGO OIL TANKS OF CRUDE OIL TANKERS
 RULES PUBLICATION No. 109/P APPLICATION AND INTERPRETATION OF PERFORMANCE STANDARD FOR PROTECTIVE COATINGS FOR CARGO OIL TANKS OF CRUDE OIL TANKERS 2015 Publications P (Additional Rule Requirements) issued
RULES PUBLICATION No. 109/P APPLICATION AND INTERPRETATION OF PERFORMANCE STANDARD FOR PROTECTIVE COATINGS FOR CARGO OIL TANKS OF CRUDE OIL TANKERS 2015 Publications P (Additional Rule Requirements) issued
Beveling procedures and beveling machines beveling, a quick overview 1
 Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Specification for Fabrication of Steelwork for Pole Structures
 Ergon Energy Corporation Limited Specification for Fabrication of Steelwork for Pole Structures This material is made available on the basis that it may be necessary for a Registered Professional Engineer
Ergon Energy Corporation Limited Specification for Fabrication of Steelwork for Pole Structures This material is made available on the basis that it may be necessary for a Registered Professional Engineer
JONES AIRWAY, LLC CLEVELAND REGIONAL JETPORT SECTION STRUCTURAL STEEL
 CLEVELAND REGIONAL JETPORT 05 1200-1 PART 1 - GENERAL SECTION 05 1200 STRUCTURAL STEEL 1.1 RELATED SPECIFICATION SECTIONS: A. Bolting of wood to steel, steel anchors for work of other trades, concrete
CLEVELAND REGIONAL JETPORT 05 1200-1 PART 1 - GENERAL SECTION 05 1200 STRUCTURAL STEEL 1.1 RELATED SPECIFICATION SECTIONS: A. Bolting of wood to steel, steel anchors for work of other trades, concrete
1. High bay shelving units, fabrication and installation including leveling.
 SECTION 10 56 13 - HIGH BAY SHELVING * ALL FIELDS IN [ ] MUST BE EDITED. PART 1 - GENERAL 1.1. RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary
SECTION 10 56 13 - HIGH BAY SHELVING * ALL FIELDS IN [ ] MUST BE EDITED. PART 1 - GENERAL 1.1. RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary
LATRINE CONSTRUCTION SHELTER. Pour flush latrine 2. Pour flush micro septic tank 3. Initial investment, location, human resources 4.
 LATRINE CONSTRUCTION Pour flush latrine 2 Pour flush micro septic tank 3 Initial investment, location, human resources 4 Concrete rings 5 Box 6 Cover 7 Slab and ceramic pan 8 Ring mold 9 Structure and
LATRINE CONSTRUCTION Pour flush latrine 2 Pour flush micro septic tank 3 Initial investment, location, human resources 4 Concrete rings 5 Box 6 Cover 7 Slab and ceramic pan 8 Ring mold 9 Structure and
DIVISION 10 SPECIALTIES SECTION OPERABLE PARTITIONS
 DIVISION 10 SPECIALTIES SECTION 10 22 26 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
DIVISION 10 SPECIALTIES SECTION 10 22 26 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION METAL STAIRS
 SECTION 05510 METAL STAIRS PART 1 GENERAL 1.01 SECTION INCLUDES A. Stairs with concrete treads. B. Stairs with metal treads. C. Structural steel stair framing and supports. D. Handrails and guards. 1.02
SECTION 05510 METAL STAIRS PART 1 GENERAL 1.01 SECTION INCLUDES A. Stairs with concrete treads. B. Stairs with metal treads. C. Structural steel stair framing and supports. D. Handrails and guards. 1.02
NSWLC Shipyard Modernization Project. Bob Hillstrom, SMP Project Manager October 16, 2014
 NSWLC Shipyard Modernization Project Bob Hillstrom, SMP Project Manager October 16, 2014 Shipbuilding Stages of Construction Fabrication Cutting of parts from raw material Forming of parts Subassembly
NSWLC Shipyard Modernization Project Bob Hillstrom, SMP Project Manager October 16, 2014 Shipbuilding Stages of Construction Fabrication Cutting of parts from raw material Forming of parts Subassembly
SPECIFICATIONS - DETAILED PROVISIONS Section Stainless Steel Sluice Gates C O N T E N T S
 SPECIFICATIONS - DETAILED PROVISIONS Section 11294 - Stainless Steel Sluice Gates C O N T E N T S PART 1 - GENERAL... 1 1.01 SUMMARY... 1 1.02 REFERENCES... 1 1.03 DEFINITIONS... 1 1.04 DESIGN REQUIREMENTS...
SPECIFICATIONS - DETAILED PROVISIONS Section 11294 - Stainless Steel Sluice Gates C O N T E N T S PART 1 - GENERAL... 1 1.01 SUMMARY... 1 1.02 REFERENCES... 1 1.03 DEFINITIONS... 1 1.04 DESIGN REQUIREMENTS...
NAVSEA Documents. Topics. Scope. Learning Outcome. Relevant Documents. NAVSEA Basic Paint Inspector Training: NAVSEA Documents
 NAVSEA Basic Paint Inspector Training: NAVSEA Documents NAVSEA Documents Topics l NAVSEA documents related to preservation of ships l Practical exercise on use of these document NAVSEA Basic Paint Inspector
NAVSEA Basic Paint Inspector Training: NAVSEA Documents NAVSEA Documents Topics l NAVSEA documents related to preservation of ships l Practical exercise on use of these document NAVSEA Basic Paint Inspector
Northpointe Renovation EPN #1701 F/A Prroject #17027 September 8, 2017
 SECTION 101423.16 - ROOM-IDENTIFICATION PANEL SIGNAGE PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division
SECTION 101423.16 - ROOM-IDENTIFICATION PANEL SIGNAGE PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division
S.A.D.S Industrial Co., Ltd.
 S.A.D.S Industrial Co., Ltd. ---- a professional manufacturer of abrasives Add: Room 2404, Unit 2, Building 8, Huarun 24 City No. 6, Shuangqing Road, Chenghua District Chengdu, Sichuan, China Tel: +86-28-6130
S.A.D.S Industrial Co., Ltd. ---- a professional manufacturer of abrasives Add: Room 2404, Unit 2, Building 8, Huarun 24 City No. 6, Shuangqing Road, Chenghua District Chengdu, Sichuan, China Tel: +86-28-6130
4 th Asian Shipbuilding Experts Forum (ASEF) Nov. 17, 2010 Sangsoo, Seo Hyundai Heavy Industries Co., Ltd.
 Nov. 17, 2010 Sangsoo, Seo Hyundai Heavy Industries Co., Ltd.") 4 th Asian Shipbuilding Experts Forum (ASEF) Nov. 17, 2010 Sangsoo, Seo Hyundai Heavy Industries Co., Ltd. 1/50 1. IMO/PSPC, current status 2. Needs for standards/codes 3. Comments on
4 th Asian Shipbuilding Experts Forum (ASEF) Nov. 17, 2010 Sangsoo, Seo Hyundai Heavy Industries Co., Ltd. 1/50 1. IMO/PSPC, current status 2. Needs for standards/codes 3. Comments on
SECTION COMPOSITE METAL DECKING
 PART 1 GENERAL 1.1 DESCRIPTION SECTION 05 36 00 1. Use this section only for NCA projects. 2. Delete between // ---- // if not applicable to project. Also delete any other item or paragraph not applicable
PART 1 GENERAL 1.1 DESCRIPTION SECTION 05 36 00 1. Use this section only for NCA projects. 2. Delete between // ---- // if not applicable to project. Also delete any other item or paragraph not applicable
GUIDELINES FOR THE INFORMATION TO BE INCLUDED IN A SHIP CONSTRUCTION FILE
 E 4 ALBERT EMBANKMENT LONDON SE1 7SR Telephone: +44 (0)20 7735 7611 Fax: +44 (0)20 7587 3210 Ref. T4/3.01 MSC.1/Circ.1343 2 June 2010 GUIDELINES FOR THE INFORMATION TO BE INCLUDED IN A SHIP CONSTRUCTION
E 4 ALBERT EMBANKMENT LONDON SE1 7SR Telephone: +44 (0)20 7735 7611 Fax: +44 (0)20 7587 3210 Ref. T4/3.01 MSC.1/Circ.1343 2 June 2010 GUIDELINES FOR THE INFORMATION TO BE INCLUDED IN A SHIP CONSTRUCTION
SECTION STRUCTURAL STEEL
 SECTION 05 12 00 STRUCTURAL STEEL PART 1- GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Divisions 1 Specification
SECTION 05 12 00 STRUCTURAL STEEL PART 1- GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Divisions 1 Specification
SECTION METAL STUDENT LOCKERS
 SECTION 10 51 13 - METAL STUDENT LOCKERS PART 1 GENERAL 1.1 SECTION INCLUDES 1. DESCRIPTION: Furnish and install Heavy-Duty Ventilated (HDV) ELITE Metal Lockers, complete, as shown and specified per contract
SECTION 10 51 13 - METAL STUDENT LOCKERS PART 1 GENERAL 1.1 SECTION INCLUDES 1. DESCRIPTION: Furnish and install Heavy-Duty Ventilated (HDV) ELITE Metal Lockers, complete, as shown and specified per contract
SECTION STRUCTURAL METAL FRAMING
 SECTION 05100 STRUCTURAL METAL FRAMING PART 1 GENERAL 1.01 SUMMARY A. Section Includes: Structural steel framing including lintels, shelf angles, bearing plates, anchor bolts and other items as shown on
SECTION 05100 STRUCTURAL METAL FRAMING PART 1 GENERAL 1.01 SUMMARY A. Section Includes: Structural steel framing including lintels, shelf angles, bearing plates, anchor bolts and other items as shown on
Maritime Safety Committee s 83 rd Session
 News Update American Bureau of Shipping October 2007 Vol.16, No.3a Maritime Safety Committee s 83 rd Session 3-12 October 2007 Refer also: www.eagle.org / News and Events / Regulatory Information ABS REGULATORY
News Update American Bureau of Shipping October 2007 Vol.16, No.3a Maritime Safety Committee s 83 rd Session 3-12 October 2007 Refer also: www.eagle.org / News and Events / Regulatory Information ABS REGULATORY
SURFACE PREPARATION FOR SYNTHETIC ROPES
 Published date: June 30, 2005 SURFACE PREPARATION FOR SYNTHETIC ROPES Rust damaged chock typical of crude tankers. The following recommendations can be applied at the shipyard or during vessel operations.
Published date: June 30, 2005 SURFACE PREPARATION FOR SYNTHETIC ROPES Rust damaged chock typical of crude tankers. The following recommendations can be applied at the shipyard or during vessel operations.
The Contractor is responsible for quality control, including workmanship and materials furnished by his subcontractors and suppliers.
 SECTION 05 31 13 STEEL FLOOR DECKING PART 1 - GENERAL 1.1 RELATED DOCUMENTS Drawings and general provisions of the contract, including General and Supplementary Conditions and Division 01 - Specification
SECTION 05 31 13 STEEL FLOOR DECKING PART 1 - GENERAL 1.1 RELATED DOCUMENTS Drawings and general provisions of the contract, including General and Supplementary Conditions and Division 01 - Specification
WaTER & WasTEWaTER Since 1978
 WaTER & wastewater Since 1978 About HMT HMT has been providing quality products and services for liquid storage to the global market for over 30 years. Our success is attributed to our exceptionally customer-oriented
WaTER & wastewater Since 1978 About HMT HMT has been providing quality products and services for liquid storage to the global market for over 30 years. Our success is attributed to our exceptionally customer-oriented
SECTION METAL EQUIPMENT LOCKERS
 SECTION 10 51 13 - METAL EQUIPMENT LOCKERS PART 1 GENERAL 1.1 SECTION INCLUDES A. DESCRIPTION: Furnish and install factory-assembled Heavy-Duty MIG-Welded Metal Lockers, complete, as shown and specified
SECTION 10 51 13 - METAL EQUIPMENT LOCKERS PART 1 GENERAL 1.1 SECTION INCLUDES A. DESCRIPTION: Furnish and install factory-assembled Heavy-Duty MIG-Welded Metal Lockers, complete, as shown and specified
Section includes plate heat transfer panels as detailed in drawings listed in Section 1.1 Related Documents.
 SPEC-FTS-205 Plate Heat Transfer Panels 1. GENERAL 1.1 RELATED DOCUMENTS A. DKIST-RFQ-205-DSH-123-4-Plate Heat Transfer Panels Datasheet B. DKIST-DWG-E-6.7.11-2001_5 Zones C. DKIST-DWG-E-6.7.11-2002_5
SPEC-FTS-205 Plate Heat Transfer Panels 1. GENERAL 1.1 RELATED DOCUMENTS A. DKIST-RFQ-205-DSH-123-4-Plate Heat Transfer Panels Datasheet B. DKIST-DWG-E-6.7.11-2001_5 Zones C. DKIST-DWG-E-6.7.11-2002_5
Study on Cold Insulation Construction Technology of LNG Low Temperature Storage Tank Wall
 2017 3rd Annual International Conference on Modern Education and Social Science (MESS 2017) ISBN: 978-1-60595-450-9 Study on Cold Insulation Construction Technology of LNG Low Temperature Storage Tank
2017 3rd Annual International Conference on Modern Education and Social Science (MESS 2017) ISBN: 978-1-60595-450-9 Study on Cold Insulation Construction Technology of LNG Low Temperature Storage Tank
Addendum to Specifications
 Addendum to Specifications SOW #: Construction Specification #: Date: Additions to Specifications: Deletions to Specifications: Engineer Date Design Engineering Manager Date Page 2 of 7 PART 1 - GENERAL
Addendum to Specifications SOW #: Construction Specification #: Date: Additions to Specifications: Deletions to Specifications: Engineer Date Design Engineering Manager Date Page 2 of 7 PART 1 - GENERAL
Application Procedures for Uncured Rubber Linings on Pipe
 Application Procedures for Uncured Rubber Linings on Pipe INDEX 1.0 GENERAL 2.0 SURFACE INSTRUCTIONS 3.0 CEMENTING INSTRUCTIONS 4.0 APPLICATION OF RUBBER LINING 5.0 CURING OF LINING 6.0 INSPECTION AFTER
Application Procedures for Uncured Rubber Linings on Pipe INDEX 1.0 GENERAL 2.0 SURFACE INSTRUCTIONS 3.0 CEMENTING INSTRUCTIONS 4.0 APPLICATION OF RUBBER LINING 5.0 CURING OF LINING 6.0 INSPECTION AFTER
EXAMPLE COATING PRODUCER
 No.101 No. 101 (June 2008) IACS Model Report for IMO Resolution MSC.215(82) Annex 1 Test Procedures for Coating Qualification EXAMPLE COATING PRODUCER BALLAST TANK COATING TEST OF 2 * 160 µm EXAMPLE EPOXY
No.101 No. 101 (June 2008) IACS Model Report for IMO Resolution MSC.215(82) Annex 1 Test Procedures for Coating Qualification EXAMPLE COATING PRODUCER BALLAST TANK COATING TEST OF 2 * 160 µm EXAMPLE EPOXY
Coating Thickness Gauge Model: AX-CTG10 User s Manual
 Coating Thickness Gauge Model: AX-CTG10 User s Manual Coating Thickness Gauge Model:AX-CTG10 Introduction AX-CTG10 coating thickness gauge adapts principles of electromagnetic induction and magnetic induced
Coating Thickness Gauge Model: AX-CTG10 User s Manual Coating Thickness Gauge Model:AX-CTG10 Introduction AX-CTG10 coating thickness gauge adapts principles of electromagnetic induction and magnetic induced
SECTION COMPOSITE METAL DECKING
 PART 1 GENERAL 1.1 DESCRIPTION: SECTION 05 36 00 COMPOSITE METAL DECKING SPEC WRITER NOTE: Delete between // // if not applicable to project. Also delete any other item or paragraph not applicable in the
PART 1 GENERAL 1.1 DESCRIPTION: SECTION 05 36 00 COMPOSITE METAL DECKING SPEC WRITER NOTE: Delete between // // if not applicable to project. Also delete any other item or paragraph not applicable in the
SECTION HIGH-PERFORMANCE COATINGS
 SECTION 099600 - HIGH-PERFORMANCE COATINGS PART 1 - GENERAL 1.1 SUMMARY A. Section includes surface preparation and the application of high-performance coating systems on the following substrates: 1. Exterior
SECTION 099600 - HIGH-PERFORMANCE COATINGS PART 1 - GENERAL 1.1 SUMMARY A. Section includes surface preparation and the application of high-performance coating systems on the following substrates: 1. Exterior
W-17 Clad Steel Plate
 Guideline No.W-17(201510) W-17 Clad Steel Plate Issued date: 20 th October 2015 China Classification Society Foreword This Guideline is a part of CCS Rules, which contains technical requirements, inspection
Guideline No.W-17(201510) W-17 Clad Steel Plate Issued date: 20 th October 2015 China Classification Society Foreword This Guideline is a part of CCS Rules, which contains technical requirements, inspection
VAREC 3600B/3650B SERIES PRESSURE OR VACUUM RELIEF VALVES INSTRUCTION, OPERATION AND MAINTENANCE MANUAL
 Before installation these instructions must be fully read and understood 3600B 3650B DISCLAIMER OF WARRANTIES The contract between Varec Vapor Control Inc. and our customer states Varec Vapor Control Inc.
Before installation these instructions must be fully read and understood 3600B 3650B DISCLAIMER OF WARRANTIES The contract between Varec Vapor Control Inc. and our customer states Varec Vapor Control Inc.
1. Include construction details, materials, individual components and profiles, and finishes.
 SECTION 08 31 13 - ACCESS DOORS AND FRAMES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings,and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION 08 31 13 - ACCESS DOORS AND FRAMES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings,and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
PRESTON HEALTH SERVICES ARCHITECT'S NO MITCHELL-HOLLINGSWORTH NURSING & REHAB ADPH #B
 SECTION 05 5213 - PIPE RAILINGS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification Sections,
SECTION 05 5213 - PIPE RAILINGS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification Sections,
SECTION WATERTIGHT DOORS. A. Horizontal Sliding Flood Barrier with frame and hardware.
 Page 1 of 6 Part 1. GENERAL 1.1 SECTION INCLUDES SECTION 08390 WATERTIGHT DOORS A. Horizontal Sliding Flood Barrier with frame and hardware. 1.2 RELATED SECTIONS 1.3 REFERENCES A. Section 03300 - Cast-In-Place
Page 1 of 6 Part 1. GENERAL 1.1 SECTION INCLUDES SECTION 08390 WATERTIGHT DOORS A. Horizontal Sliding Flood Barrier with frame and hardware. 1.2 RELATED SECTIONS 1.3 REFERENCES A. Section 03300 - Cast-In-Place
SECTION METAL ATHLETIC LOCKERS
 SECTION 10 51 13 - METAL ATHLETIC LOCKERS PART 1 GENERAL 1.1 SECTION INCLUDES A. DESCRIPTION: Furnish and install factory-assembled Heavy-Duty MIG-Welded Metal Lockers, complete, as shown and specified
SECTION 10 51 13 - METAL ATHLETIC LOCKERS PART 1 GENERAL 1.1 SECTION INCLUDES A. DESCRIPTION: Furnish and install factory-assembled Heavy-Duty MIG-Welded Metal Lockers, complete, as shown and specified
SECTION LINEAR MOTION SLUDGE MIXERS
 SECTION 11480 LINEAR MOTION SLUDGE MIXERS PART 1 -- GENERAL 1.01 THE REQUIREMENT A. The Contractor shall furnish, install, adjust, finish paint and test one (1) linear motion sludge mixer for mounting
SECTION 11480 LINEAR MOTION SLUDGE MIXERS PART 1 -- GENERAL 1.01 THE REQUIREMENT A. The Contractor shall furnish, install, adjust, finish paint and test one (1) linear motion sludge mixer for mounting
COLLEGE CLASSROOM & DORMITORY SPECIFICATION SECTION 08100
 COLLEGE CLASSROOM & DORMITORY SPECIFICATION SECTION 08100 Part 1 General 1.01 Work Included A. The work under this section shall include the furnishing of all items shown on the drawings and as specified,
COLLEGE CLASSROOM & DORMITORY SPECIFICATION SECTION 08100 Part 1 General 1.01 Work Included A. The work under this section shall include the furnishing of all items shown on the drawings and as specified,
MATERIAL SPECIFICATION FOR SECTIONAL STEEL HIGH MAST LIGHTING POLES
 ONTARIO PROVINCIAL STANDARD SPECIFICATION METRIC OPSS.PROV 2471 November 2016 MATERIAL SPECIFICATION FOR SECTIONAL STEEL HIGH MAST LIGHTING POLES TABLE OF CONTENTS 2471.01 SCOPE 2471.02 REFERENCES 2471.03
ONTARIO PROVINCIAL STANDARD SPECIFICATION METRIC OPSS.PROV 2471 November 2016 MATERIAL SPECIFICATION FOR SECTIONAL STEEL HIGH MAST LIGHTING POLES TABLE OF CONTENTS 2471.01 SCOPE 2471.02 REFERENCES 2471.03
TS 24 SOUTH AUSTRALIAN WATER CORPORATION
 TS 24 SOUTH AUSTRALIAN WATER CORPORATION TECHNICAL STANDARD SURFACE PREPARATION AND PROTECTION OF STEELWORK USING ZINC / EPOXY HIGH BUILD, 2-PACK MICACEOUS IRON OXIDE / GLOSS, 2-PACK TOPCOAT Issued by:
TS 24 SOUTH AUSTRALIAN WATER CORPORATION TECHNICAL STANDARD SURFACE PREPARATION AND PROTECTION OF STEELWORK USING ZINC / EPOXY HIGH BUILD, 2-PACK MICACEOUS IRON OXIDE / GLOSS, 2-PACK TOPCOAT Issued by:
C. Samples: For each door face material, at least 3 by 5 inches (75 by 125 mm) in size, in specified finish.
 in size, in specified finish.") SECTION 083113 - ACCESS DOORS AND FRAMES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION 083113 - ACCESS DOORS AND FRAMES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
Our Motto aims to be "NEW ZESCO" New Value Creater. Endless Innovation. Work with Passion for Stakeholders
 Our Motto aims to be "NEW ZESCO" New Value Creater Endless Innovation Work with Passion for Stakeholders Shipyard s Facilities Dock Length(m) Breadth(m) Depth(m) Capacity(DWT) Crane(Ton/Radius) Electric
Our Motto aims to be "NEW ZESCO" New Value Creater Endless Innovation Work with Passion for Stakeholders Shipyard s Facilities Dock Length(m) Breadth(m) Depth(m) Capacity(DWT) Crane(Ton/Radius) Electric
Division 11 - Equipment Section 11401
 PART 1 - GENERAL 1.1 GENERAL A. Division 1 General Requirements applies and becomes a part of this Section of the Specification as fully as if repeated herein. B. Items of equipment which are included
PART 1 - GENERAL 1.1 GENERAL A. Division 1 General Requirements applies and becomes a part of this Section of the Specification as fully as if repeated herein. B. Items of equipment which are included
Introduce on tests of tanks and tight boundaries
 中船重工船舶设计研究中心有限公司 China Ship Design & Research Center Co., Ltd. Introduce on tests of tanks and tight boundaries Bai Yugang The 7 th ASEF in KOBE, 6-7 November 2013 兴船报国 创新超越 Main Contents: 1. Background
中船重工船舶设计研究中心有限公司 China Ship Design & Research Center Co., Ltd. Introduce on tests of tanks and tight boundaries Bai Yugang The 7 th ASEF in KOBE, 6-7 November 2013 兴船报国 创新超越 Main Contents: 1. Background
Rules for Classification and Construction Additional Rules and Guidelines
 VI Rules for Classification and Construction Additional Rules and Guidelines 10 Corrosion Protection 3 Corrosion Protection of Crude Oil Cargo Tanks Edition 2013 The following Rules come into force on
VI Rules for Classification and Construction Additional Rules and Guidelines 10 Corrosion Protection 3 Corrosion Protection of Crude Oil Cargo Tanks Edition 2013 The following Rules come into force on
Effect of Edge Preparation Methods on Edge Retention Rate of Epoxy Coatings
 ISST-2007 Effect of Edge Preparation Methods on Edge Retention Rate of Epoxy Coatings S.S. Seo,, M.K. Chung, C.S. Park, C.H. Lee and K.K. Baek Hyundai Heavy Industries Co., Ltd. IMO s s PSPC 2 Water Ballast
ISST-2007 Effect of Edge Preparation Methods on Edge Retention Rate of Epoxy Coatings S.S. Seo,, M.K. Chung, C.S. Park, C.H. Lee and K.K. Baek Hyundai Heavy Industries Co., Ltd. IMO s s PSPC 2 Water Ballast
Union County Vocational - Technical Schools Scotch Plains, New Jersey
 SECTION 102239 - FOLDING PANEL PARTITIONS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION 102239 - FOLDING PANEL PARTITIONS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
The Renault PRO+ zone
 Renault Store - Technical specifications The Renault PRO+ zone Renault Store / Technical specifications for Renault PRO+ zone / Contents 2 Contents General Introduction 4 Colours & materials 5 Renault
Renault Store - Technical specifications The Renault PRO+ zone Renault Store / Technical specifications for Renault PRO+ zone / Contents 2 Contents General Introduction 4 Colours & materials 5 Renault
B. Polyethylene samples shall be submitted for Owner approval of color and quality.
 Glass Rail ENGINEERED DASHERBOARD SPECIFICATIONS PART 1 - GENERAL 1.01 PROJECT SCOPE A. Contractor shall furnish and install one complete set of steel framed dasherboards as indicated on the drawings and
Glass Rail ENGINEERED DASHERBOARD SPECIFICATIONS PART 1 - GENERAL 1.01 PROJECT SCOPE A. Contractor shall furnish and install one complete set of steel framed dasherboards as indicated on the drawings and
LR Verification Guidelines for the application of the Performance Standard for Protective Coatings (PSPC)
") LR Verification Guidelines for the application of the Performance Standard for Protective Coatings (PSPC) Version 04 Date: November 2011 MARINE SERVICES Contents 1. Introduction. 2 2. Verification Requirements
LR Verification Guidelines for the application of the Performance Standard for Protective Coatings (PSPC) Version 04 Date: November 2011 MARINE SERVICES Contents 1. Introduction. 2 2. Verification Requirements
SPECIFICATION FOR SPHERICAL VESSELS (PROJECT STANDARDS AND SPECIFICATIONS)
") Page : 1 of 1 April 01 #03-1 Block Aronia, TABLE OF CONTENTS 1. GENERAL 1.1 Scope. DESIGN.1 Shell Design. Support Column Design.3 Opening Reinforcement. Nozzles and Manholes.5 Internals and Externals.
Page : 1 of 1 April 01 #03-1 Block Aronia, TABLE OF CONTENTS 1. GENERAL 1.1 Scope. DESIGN.1 Shell Design. Support Column Design.3 Opening Reinforcement. Nozzles and Manholes.5 Internals and Externals.
HOLLOW METAL DOORS AND FRAMES SECTION HOLLOW METAL DOORS AND FRAMES PART 1 - GENERAL
 13686.00 HOLLOW METAL DOORS AND FRAMES 081113-1 SECTION 081113 - HOLLOW METAL DOORS AND FRAMES 1.1 RELATED DOCUMENTS: PART 1 - GENERAL A. Drawings and general provisions of Contract, including General
13686.00 HOLLOW METAL DOORS AND FRAMES 081113-1 SECTION 081113 - HOLLOW METAL DOORS AND FRAMES 1.1 RELATED DOCUMENTS: PART 1 - GENERAL A. Drawings and general provisions of Contract, including General
HOTEL SPECIFICATION SECTION 08100
 Part 1 General HOTEL SPECIFICATION SECTION 08100 1.01 Work Included A. The work under this section shall include the furnishing of all items shown on the drawings and as specified including, but not limited
Part 1 General HOTEL SPECIFICATION SECTION 08100 1.01 Work Included A. The work under this section shall include the furnishing of all items shown on the drawings and as specified including, but not limited
C. Miscellaneous Metal Fabricators are specified elsewhere in Division 5.
 SECTION 05 1200 - STRUCTURAL STEEL FRAMING PART 1 - GENERAL 1.01 SUMMARY A. Extent of structural steel work is shown on drawings, including schedules, notes and details to show size and location of members,
SECTION 05 1200 - STRUCTURAL STEEL FRAMING PART 1 - GENERAL 1.01 SUMMARY A. Extent of structural steel work is shown on drawings, including schedules, notes and details to show size and location of members,
Lecture 3-1: Hull production - Product hierarchy and block division
 Kul-24.4130 Shipyard engineering Lecture 3-1: Hull production - Product hierarchy and block division Applied Mechanics Marine Technology Lecture in course contents Production planning Introduction Shipbuilding
Kul-24.4130 Shipyard engineering Lecture 3-1: Hull production - Product hierarchy and block division Applied Mechanics Marine Technology Lecture in course contents Production planning Introduction Shipbuilding
CONSTRUCTION SPECIFICATION FOR STRUCTURAL STEEL
 ONTARIO PROVINCIAL STANDARD SPECIFICATION METRIC OPSS 906 FEBRUARY 1993 CONSTRUCTION SPECIFICATION FOR STRUCTURAL STEEL 906.01 SCOPE 906.02 REFERENCES 906.03 DEFINITIONS TABLE OF CONTENTS 906.04 SUBMISSION
ONTARIO PROVINCIAL STANDARD SPECIFICATION METRIC OPSS 906 FEBRUARY 1993 CONSTRUCTION SPECIFICATION FOR STRUCTURAL STEEL 906.01 SCOPE 906.02 REFERENCES 906.03 DEFINITIONS TABLE OF CONTENTS 906.04 SUBMISSION
Tnemec 394 Proprietary Long Form Coatings Schedule
 1.1 PRIMER Tnemec 394 Proprietary Long Form Coatings Schedule A. Primer: Tnemec Series 394 PerimePrime Aromatic Polyurethane Mio/Zinc filled Primer applied @ 2.5-3.5 mils DFT and conforming to the following
1.1 PRIMER Tnemec 394 Proprietary Long Form Coatings Schedule A. Primer: Tnemec Series 394 PerimePrime Aromatic Polyurethane Mio/Zinc filled Primer applied @ 2.5-3.5 mils DFT and conforming to the following
SECTION METAL ATHLETIC LOCKERS
 SECTION 10 51 13 - METAL ATHLETIC LOCKERS PART 1 GENERAL 1.1 SECTION INCLUDES A. DESCRIPTION: Furnish and install factory-assembled Heavy-Duty MIG-Welded Metal Lockers, complete, as shown and specified
SECTION 10 51 13 - METAL ATHLETIC LOCKERS PART 1 GENERAL 1.1 SECTION INCLUDES A. DESCRIPTION: Furnish and install factory-assembled Heavy-Duty MIG-Welded Metal Lockers, complete, as shown and specified
Course: WELDING AND FABRICATION. Qualification: 7 th Pass (or) Formal education who can read and write in telugu. Duration: 3 months
 Formal education who can read and write in telugu. Duration: 3 months") Course: WELDING AND FABRICATION Qualification: 7 th Pass (or) Formal education who can read and write in telugu Duration: 3 months Number of hours: 140 + 4 hours for evaluation Number of hours per week:
Course: WELDING AND FABRICATION Qualification: 7 th Pass (or) Formal education who can read and write in telugu Duration: 3 months Number of hours: 140 + 4 hours for evaluation Number of hours per week:
SECTION MISCELLANEOUS METALS
 PART 1 GENERAL 1.1 WORK OF THIS SECTION A. Contractor shall provide all labor, materials, equipment and incidentals as shown, specified and required to furnish and install all miscellaneous metal fabrications
PART 1 GENERAL 1.1 WORK OF THIS SECTION A. Contractor shall provide all labor, materials, equipment and incidentals as shown, specified and required to furnish and install all miscellaneous metal fabrications
SECTION SOUND CONTROL DOORS
 SECTION 08380 SOUND CONTROL DOORS 1.0 GENERAL 1.1 DESCRIPTION OF WORK A. Furnish and install Sound Control Doors specified herein and per the locations and orientations shown on the Contract Documents.
SECTION 08380 SOUND CONTROL DOORS 1.0 GENERAL 1.1 DESCRIPTION OF WORK A. Furnish and install Sound Control Doors specified herein and per the locations and orientations shown on the Contract Documents.
STATE OF NORTH CAROLINA N DEPARTMENT OF ADMINISTRATION October 24, 2012 PURCHASE AND CONTRACT DIVISION M July 31, 2009
 STATE OF NORTH CAROLINA 7110-3N DEPARTMENT OF ADMINISTRATION October 24, 2012 PURCHASE AND CONTRACT DIVISION SUPERSEDING 7110-3M July 31, 2009 SPECIFICATION FOR CABINETS, FILE, STEEL, VERTICAL (THIS SPECIFICATION
STATE OF NORTH CAROLINA 7110-3N DEPARTMENT OF ADMINISTRATION October 24, 2012 PURCHASE AND CONTRACT DIVISION SUPERSEDING 7110-3M July 31, 2009 SPECIFICATION FOR CABINETS, FILE, STEEL, VERTICAL (THIS SPECIFICATION
Expanded Adhesive Outfitting Applications Ship Design and Material Technology Panel Meeting
 Expanded Adhesive Outfitting Applications Ship Design and Material Technology Panel Meeting June 16, 2015 Presentation Outline Status of Previous NSRP Adhesive Outfitting Efforts Update: Expanded Adhesive
Expanded Adhesive Outfitting Applications Ship Design and Material Technology Panel Meeting June 16, 2015 Presentation Outline Status of Previous NSRP Adhesive Outfitting Efforts Update: Expanded Adhesive