ALUMINIUM & ALUMINIUM ALLOYS
|
|
|
- George Hines
- 6 years ago
- Views:
Transcription




1
2 A ALUMINIUM & ALUMINIUM ALLOYS 7
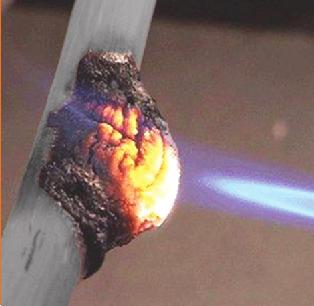
3 ½ 5 A B C D A- Mechanical strength B- Versatility C- Crack Resistance D- Shelf Life A SUPER STANALLOY AL DC+ Automotive Engine blocks, Cast housings, Desalination parts & pumps, holding tanks, moulds, piston, fans, frames & parts in dairies and breweries. «Excellent arc stability. «Hermitically sealed packs for longer shelf life. «Corrosion resistant Joining, overlaying and filling. «Rapid deposition. «Compatible with wrought aluminium alloys. Can be used for most types of weldable Aluminum & its alloys, including rolled, extruded and forged profiles. Highly suitable for site work and positional use. The electrodes have a high shelf life because of the unique packing in pull ring cans. Highly versatile alloy and ideal for production and maintenance welding jobs. Rapid solidification of the alloys helps in situ welding of the same. ALUMINIUM & ALUMINIUM ALLOYS Use DC Reverse Polarity for welding aluminium. Prepare the surface free from oil, grease and oxidation deposits. Preheat the base metal to 00 C. Bevel thicker section to 75 vee, for better strength and defect free welding. Maintain short arc with electrode at right angle to the workpiece, backwhip craters. Chip slag and allow to cool slowly TENSILE STRENGTH :,000 PSI (0N/ mm ) 8
4 B COPPER ALLOYS 9
5 ½ ½ 5 A B C D E A- Mechanical Strength B- Versatility C- Corrosion Resistance D- Crack Resistance E- Weldability B SUPER STANALLOY CU AC/DC+ Marine impellors, cast gun metal pump housing, bushes, missing gear teeth, dissimilar metals & wearing sleeves. «Dense, porosity-fee deposits and fully machinable deposits. «Excellent Arc Stability. «Joining, overlaying and filling. «Rapid deposition. «Excellent colour match to Bronze. «Versatile electrode, can be used on steel, cast iron and bronze. «Deposits have low coefficient of friction. COPPER ALLOYS High strength and versatile electrode which can be used on variety of base metals. The deposits are absolutely free from pinholes and porosities. Has good machinablity. The deposits exhibit a low coefficient of friction & excellent corrosion resistance to marine atmosphere too. Clean weld area. Bevel heavier thickness to a 75 vee, preheat of up C. Deposit short beads with a short arc. Peen the deposits immediately after welding using DC reverse. Strike arc by lightly drawing electrode on work piece or with copper starting block. Maintain a short arc with electrode almost perpendicular. Backwhip craters. Chip slag between passes. Allow to cool slowly TENSILE STRENGTH : ,000 PSI (00N/ mm ) 0
6 B ½ ½ 5 A B C D A- Mechanical Strength B- Frictional Resistance C- Corrosion Resistance D- Versatility SUPER STANALLOY CU AC/DC+ COPPER ALLOYS Refinery crude columns, marine structures, pumps, impellors, dissimilar metals, glands & Sleeves along with dissimilar steel joining. «Excellent arc Stability. «Joining, overlaying and filling. «Rapid deposition. «Working Temperature of -96 C to 50 C. «Versatile electrode, can be used on steel, cast iron and bronze & all monels. «Deposits have low coefficient of friction. «Suitable for positional welding. High strength and versatile electrode which can be used on variety of base metals. The deposits are absolutely free from pinholes and porosities. The deposits exhibit a excellent corrosion resistance to seawater, salts & reducing acids at higher tempertures. Recommended for joints between monel, Cupro Nickel alloys, carbon steel, low alloy steels, copper and copper alloys. Weld deposit has a low coefficient of friction. Clean weld area. Bevel heavier thickness to a 75 vee, preheat of up C. Deposit short beads with a short arc. Peen the deposits immediately after welding. Use DC reverse. Strike arc by lightly drawing electrode on work piece or with copper starting block. Maintain a short arc with electrode almost perpendicular. Backwhip craters. Chip slag between passes. Allow to cool slowly TENSILE STRENGTH : 70,000 PSI (90N/ mm )
7 C STEELS
8 5 5 A- Low Heat Input B- Mechanical Strength C STEELS SUPER STANALLOY ST AC/DC TENSILE STRENGTH : A B C D- Weldability General appications like containers, steel bus bodies, air conditioning units, machine guards, and other low alloy and low carbon steels. «Contact type of welding alloy hence minimum heat input. «Self lifting slag minimal welders effort & defect free welding. «Rapid depositing- quicker completion of jobs. «All positional welding electrodes. «Finely rippled deposits, exhibiting good weld characteristics & uniformity. «Fantastic strike & restrike capability. Highy recommended for the welding of thin gauge sheets, forms and plates, where distortion, warpage and residual stresses are to be minimized and burn through areas eliminated. A universal all position welding electrode for low carbon steels, producing quality weld deposits with rapid depositiots. The deposits are uniform without any weld defects. The welders efforts are minimal like slag cleaning etc. Clean joint area. Use either AC or DC power source. On DC, use straight polarity for shallow penetration & reverse polarity for deep penetration. Tack weld sections to maintain alignment. Hold electrode at slight incline in the direction of travel, about 0º off the perpendicular. Do no weave on contact welding. High arc gap to be avoided where distortion and positional welding are important factors. Slag is self releasing. Deposits heave very fine ripples. 7,000 PSI (500N/ mm )
9 5 ½ 5 5 ½ A- Mechanical Strength B- Crack Resistance SUPER STANALLOY ST AC/DC+ A B C D E C- Moisture Resistance D- Weldability E- Resistance to Impurities Heavy machinery castings, Crane jibs, Truck chassis, Steel castings, Heavy equipments maintenance. «Ultra low diffusable hydrogen with high elongation No hydrogen induced cracking. «Self lifting slag minimal welders effort & defect free welding. «Extremely smooth and spatter & turbulence free arc transfer. «All positional welding electrode. «Excellent self lifting slag, no slag inclusion welders comfort. «Fantastic strike & restrike capability combined with low smoke. «High strength reliability. For low alloy & medium alloy, high tensile steels. Has superior moisture resistant coating. Excellent for problem steels, having sulphur and other alloys added to base metal to improve machinability. These elements which produce porosity and other hidden defects are purged from the molten pool by electrode arc action. Recommended where toughness and reliability of weld are of prime importance. Can work in subzero temperatures too as deposits has high impact values. C STEELS Clean weld area. Maintain a close arc length. Horizontal fillet welds can be made using the contact technique. Vertical joints should be welded from the bottom up by weaving rapidly. Do not whip. Slag is self lifting and hence easy removal TENSILE STRENGTH : 88,000 PSI (60N/ mm )
10 5 ½ ½ A- Mechanical Strength B- Crack Resistance C- Moisture Resistance C STEELS 5 SUPER STANALLOY ST AC/DC TENSILE STRENGTH : A B C D E D- Weldability E- Resistance to Impurities Heavy machinery castings, die repairs build up, Crane wheels, Earth moving equipment cracks and cast steel joining. «Low diffusable hydrogen with high elongation No hgydrogen induced cracking. «Self lifting slag minimal welders effort & defect free welding. «Extremely smooth and spatter & turbulence free arc transfer. «All positional welding electrode. «Excellent self lifting slag, no slag inclusion welders comfort. «Fantastic strike & restrike capability combined with low smoke. «High strength reliability. For low alloy & medium alloy, high tensile steels. Has super moisture resistant coating. Excellent for problem steels, having sulphur and other alloys added to base metal to improve machinability. These elements which produce porosity and other hidden defects are purged from the molten pool by electrode arc action. Recommended where toughness and reliability of weld are of prime importance. Can work in subzero temperatures too as deposits has high impact values. Clean weld area. Maintain a close arc length. Horizontal fillet welds can be made using the contact technique. Vertical joints should be welded from the bottom up by weaving rapidly. Do not whip. Slag is self lifting and hence easy removal. 8,000 PSI (575 N/ mm )
11
12
13 5 ½ A- Mechanical Strength B- Crack Resistance C- Versatility A B C D D- Low Heat Input SUPER STANALLOY DS AC/DC+ C Ideal for Shaft repairs, bearing areas surfacing, springs, cushion layer before hardfacing, Joining dissimilar & unknown steel & stainless steel combinations. «Rutile basic electrode with austenitic deposit with blend of ferrite balance making it suitable for high alloy joining. «Contact type & Self lifting slag electrode design. «Resistance to surface contaminants & excellent impact resistance. «Soft welding with minimum spatters. «Self lifting slag design minimal welders fatique. «All position welding capability. STEELS Deposits have high strength, wear resistant welds and overlays on all steels, requiring best possible properties, can be idealy used for forged or extruded steel components. Special arc formulation allow this alloy to be welded on a very short arc and at a very low amperages. Ideally suited for die cracks, heavy equipments booms and chassis. Clean weld area and follow usual joint preparation. Bevel heavy Sections 60º-90º. For high alloy steels, a preheat up 00 C is recommended. Hold a short arc, run stringer beads, intermittent welding may be used specially on high alloy steels. Peening will relieve internal stresses. Self lifting slag help in getting sound defect free welding. Interpass temperature has to be below 00 C TENSILE STRENGTH :,00,000 PSI (690 N/ mm ) 8
14 A- Mechanical Strength B- Crack Resistance C- Versatility C STEELS 9 SUPER STANALLOY DS AC/DC+ TENSILE STRENGTH :,5,000 PSI (90 N/ mm ) A B C D D- Low Heat Input Suited for Dies, tools, springs, cushion layer, Joining dissimilar & unknown steel & stainless steel combinations. Machinable build-up and overlay. Commercial & Earth moving Chasis frames, gears, springs, tool steels, cushion layer prior to hard facing protection, dissimilar alloy steels joining. «Frostarc Formulation leading to low amperage welding with superior penetrations at low amperages. «Superior ferrite balance chemistry engineered to give superior crack free weld deposits on high alloys and high carbon steels with HAZ cracking. «Contact type & Self lifting slag electrode design. «Resistance to surface contaminants & excellent impact resistance. «Tough, high crack resistance combined with smooth arc transfer. «All position welding capability. Frostarc coating plus high-alloy core generates highly ionized arc for spray-type transfer of weld meal. Outstanding strength and weldability. CDS produces mini & dense grain structure for high strength, high toughness and ductility. For combinations of similar and dissimilar steels and joining steels of different thicknesses. High versatality of the electrode, makes it universal alloy for welding all dissimilar and unknown combinations of base metals. Clean weld area and follow usual joint preparation. Bevel heavy Sections 60º-90º. For high alloy steels, a preheat up 00 C is recommended. Hold a short arc. Run stringer beads. Intermittent welding may be used specially on high alloy steels. Peening will relieve internal stresses. Self lifting slag help in getting sound defect free welding. Interpass temperature has to be below 00 C
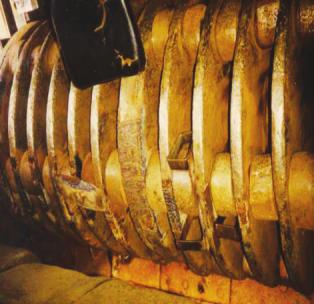
15 5 ½ A- Mechanical Strength B- Crack Resistance C- Versatility TENSILE STRENGTH : 87,000 PSI (600 N/ mm ) A B C D SUPER STANALLOY TC AC/DC+ D- High Temp Properties Kiln support tyres of Cement plants, sponge iron units. Heat treatment ovens, like retorts, heat treatment baskets, walking beam furnaces, walking beam buttons, cryogenic equipments, heavy earth moving machinery and general dissimilar and unknown steel joining. «Widest base metal compatibility. «All position welding capability. «Excellent corrosion resistance combined with strength at high temperatures. «Good thermal cycling capability. «Strong and tough weld deposits. «Complete length welding without electrode overheating. «Excellent ductility and deposits doesn't need PWHT. Versatile electrode for all steel including heat treatable kinds. Can be best suited for difficult to weld steels and unknown compositions. Suited ideally for nickel based alloys and their different combinations. The deposits doesn't undergo heat treatment which enables to be used on thermal cylcing applications. These can take care of the strains caused by weld shrinkage in massive sections due to its good elongation properties. Clean weld area and follow usual joint preparation. Bevel heavy Sections 60-90º. For high alloy steels, a preheat up 00 C is recommended. The alloys can be used by stringer beads and also X beads depending on the applications. Maitain a short arc, minimum amperage and backwhip craters. Chip slag between passes and peen deposits. Cool slowly. C STEELS 0
16 ½ ½ ½ ½ 5 A- Mechanical Strength B- Crack Resistance C- Versatility C STEELS SUPER STANALLOY TC AC/DC+ Highly suited for applications where high temperature combined with corrosion and heat involved, like heat retorts, Furnace applications, heavy machinery with high sections, Support tyres of kiln etc.,highly recommended for dissimilar and unknown steel joining at high temperatures. «Widest base metal compatibility. «All position welding capability. «Excellent corrosion resistance combined with strength at high temperatures and also thermal cycling. «05 % electrode recovery. «Strong and tough weld deposits. «Niobium bearing high composite alloy for high strength & quality welds. «Excellent ductility and deposits doesn't need PWHT TENSILE STRENGTH : A B C D D- High Temp Properties Versatile electrode for all steel including heat treatable kinds. Can be best suited for difficult to weld steels and unknown compositions. Suited ideally for nickel based alloys and their different combinations. The deposits doesn't undergo heat treatment which enables to be used on thermal cylcing applications. These can take care of the strains caused by weld shrinkage in massive sections due to its good elongation properties. Clean weld area and follow usual joint preparation. Bevel heavy Sections 90. For high alloy steels, a preheat up 00 C is recommended. The alloys can be used by stringer beads and also X beads depending on the applications. Maitain a short arc, minimum amperage and backwhip craters. Chip slag between passes and peen deposits. Cool slowly PSI (700 N/ mm )
17 SUPER STANALLOY EM 5 AC/DC+ Ideal electrode for joining manganese steels to carbon steels, earth moving equipment buckets, manganese steel liners joining, shot blast machine liners joining, weld clad wear plate joining and also for joining earth moving equipments-chassis repairs. «Best in class electrode for Mn steel to Carbon steel joining. «Self releasing slag design. «Good temperature and corrosion resistant. «Superior corrosion resistance to intergranular corrosion at high tempertures. «Strong and tough weld deposits with out of position capability. «Versatile for joining dissimilar steels, austenitic to ferritic steels and including carbon steels. «Good ducitity of the weld deposits. Highy ductile electrodes makes it ideal for joining manganese steel to carbon steel joining thereby eliminating any HAZ cracks. Best suited as a base layer or a cushion layer for hard surfacing. Doesn't pick up hardness and can be deposited for multiple layers or build up. Can with stand corrosion at high tempertures too. High impact values makes it suitable for joining heavy earth moving machinery. Clean weld area and follow usual joint preparation. Bevel heavy Sections For high alloy steels, a preheat up 00 C is recommended. The alloys can be used by stringer beads and also X beads depending on the applications. Maintain a short arc, minimum amperage and backwhip craters. Chip slag between passes and peen deposits. Cool slowly TENSILE STRENGTH : PSI (690 N/ mm ) 5 ½ ½ ½ 5 ½ A B C D E A- Mechanical Strength B- Versatility C- Weldability D- Crack Resistance E- Heat C STEELS ELONGATION: 0%
18 D STAINLESS STEELS
19 5 A- Corrosion Resistance B- Mechanical Strength C- Heat Resistance D- Weldability A B C D SUPER STANALLOY CN 5 AC/DC+ Corrosion resistant steel applications like chemical tanks, impellors, pumps, juice trays, stainless steel vessels, steam turbine, food processing equipments & distilleries. D «Complete electrode deposition without wastage. «Resists pitting caused due to acids and others. «Smooth finely rippled deposits. «No overheating of the electrode till the complete length. «Low moisture absorption leading to quality welds. «Low amperage welding leading to no IGC. Superb weldability, with fine rippled beads. All purpose stainless steel electrode with high heat resistance for metallic arc welding of 8/8 and 9/9 stainless steels types like 0,0,0, 0L,05, 06, 08 and 7. Highly recommended for extra low carbon containing stainless steels to minimise the inter granular corrosion. Applicable for dairy, chemical plants and distillery equipments. Best suited for overlaying on steel where in chemical corrosion and hardness are required. High resistance to scaling, impact and corrosion. STAINLESS STEELS Clean weld area and follow usual joint preparation. Sheet thickness till 0 gauge can be butt welded and heavier sections has to bevelled to a 60 angle. Tack weld to minimise distortion of long joints. Electrode should be not more than 5 from normal. Maintain short arc and stringer beads are advised. Use skip or staggered welding to minimise heat buildup TENSILE STRENGTH : 80,000 PSI (550 N/ mm )
20 ½ ½ 5 A- Corrosion Resistance B- Mechanical Strength C- Heat Resistance A B C D D- Weldability SUPER STANALLOY CN 5 AC/DC+ D STAINLESS STEELS High corrosion resistance structures and vessels like chemical tanks, pumps, impellors, mixers and steam turbine blades. «Complete electrode deposition without wastage. «Extra low carbon to resist corrosion problems- Low FN. «Suitable for titanium and columbium stabilised Stainless steels. «Resists pitting caused due to acids and others. «Smooth finely rippled deposits. «Has good creep resistance. «Low moisture absorption leading to quality welds. «Low amperage welding leading to no IGC. Superb weldability, with fine rippled beads. All purpose stainless steel electrode with high heat resistance for metallic arc welding of 6/6L. Highly recommended for extra low carbon containing stainless steels to minimise the inter granular corrosion. Applicable for dairy, chemical plants and distillery equipments. Best suited for overlaying on steel where in chemical corrosion and hardness are required. High resistance to scaling, impact and corrosion. Clean weld area and follow usual joint preparation. Sheet thickness till 0 gauge can be butt welded and heavier sections has to bevelled to a 60 angle. Tack weld to minimise distortion of long joints. Electrode should be not more than 50 from normal. Maintain short arc and stringer beads are advised. Use skip or staggered welding to minimise heat buildup TENSILE STRENGTH : 80,000 PSI (550 N/ mm )
21 5 5 ½ A- Corrosion Resistance B- Mechanical Strength C- Heat Resistance A B C D D- Weldability SUPER STANALLOY CN 5 AC/DC+ High corrosion resistance structures and vessel like chemical & fertilizer tanks, pumps, impellors, mixers and steam turbine blades. Highly suitable for fertiliser and chemical industries where nil ferrite is required. «Blend of Nil ferrite combined with no cracks in weld bead. «Complete electrode deposition without wastage. «Extra low carbon to resist corrosion problems- Nil FN. «Resists pitting caused fertilisers and chemicals. «Smooth finely rippled deposits. «Low moisture absorption leading to quality welds. «Low amperage welding leading to no IGC. Best in class electrode for welding fertilizer and chemical industry components where Nil ferrite is required. The electrodes superbly manages the nil ferrite and also nil cracks in welding which is difficult to achieve with regular electrodes. Superb weldability, with fine rippled beads. All purpose stainless steel electrode with high heat resistance for metallic arc welding of 8/8 Moly fortified stainless steel specifically 6/6L. Also suitable for types like 5, 8 and 9. Moly and extra low carbon facilitates this alloy to prevent acid corrosion and also enhanced creep. Super slag control parameters make the alloy welder friendly and also defect free welding. Can be used for a highly restrained joints. Clean weld area and follow usual joint preparation. Sheet thickness till 0 gauge can be butt welded and heavier sections has to bevelled to a 60 angle. Tack weld to minimise distortion of long joints. Electrode should be not more than 5 from normal. Maintain short arc and stringer beads are advised. Use skip or staggered welding to minimise heat buildup TENSILE STRENGTH : 85,000 PSI (590N/ mm ) D STAINLESS STEELS 6
22 ½ 5 ½ ½ ½ A- Corrision Resistance B- Mechanical Strength C- Heat Resistance A B C D E D- Weldability E- Versatility SUPER STANALLOY CN 5 AC/DC+ D STAINLESS STEELS 7 Most suited alloy for welding all grades of stainless steels and also unknown stainless steels. Can be used in heat treatment retorts, baskets, trays and heat exchangers. «Weld metal is Non magnetic and has austenitic structure. «Complete electrode deposition without wastage. «Extra low carbon to resist corrosion problems- Low FN. «Ideal for high oxidation at higher temperatures till 00 C. «Resists pitting caused due to acids and others. «Smooth finely rippled deposits. «Excellent hot cracking and chemical corrosiion. «Low moisture absorption leading to quality welds. «Low amperage welding leading to no IGC. Superb weldability, no spatter with fine rippled beads. All purpose stainless steel electrode with high heat resistance for metallic arc welding of 5/0 type of stainless steel and unknown stainless steel. Designed to take high temperature till 00 C. Can be ideally used for stainless steels to carbon steel joining. Clean weld area and follow usual joint preparation. Sheet thickness till 0 gauge can be butt welded and heavier sections has to bevelled to a 60 angle. Tack weld to minimise distortion of long joints. Electrode should be not more than 5 from normal. Maintain short arc and stringer beads are advised. Use skip or staggered welding to minimise heat buildup TENSILE STRENGTH : 8,000 PSI (580N/ mm )
23 ½ 5 ½ ½ A- Corrosion Resistance B- Mechanical Strength C- Heat Resistance SUPER STANALLOY CN 55 AC/DC+ A B C D D- Erosion Hydraulic & Water Turbines, pump housings, die casting moulds, Castor rolls, shafts «High corrosion resistance. «Complete electrode deposition without wastage. «Excellent toughness. «Resists pitting due to cavitation. «Smooth finely rippled deposits. «Low moisture absorption leading to quality welds. «Simplified heat treatment. Best in class electrode for welding hydraulic turbines. An ideal alloy for hard surfacing of pelton wheels and hydraulic turbines. The weld deposits are very tough and show consistent and homogenous properties The electrode can be used in all poisitons. Clean weld area. Tack thin parts every -5 cm. On % chrome steels, preheat to 50 C, deposit with a short to medium arc keeping the electrode almost vertical. Backwhip craters and chip slag between passes. Do not peen the deposits. For developing best mechanical properties, carryout stress relieving at 580 C for hours and slow cool the component. Follow instruction of the steel manufacturer for heat treatable base metals. Machine deposits with carbide tipped tools.00.5 TENSILE STRENGTH : 0000 PSI (80N/mm ) HARDNESS : - 8 HRc D STAINLESS STEELS 8
24 5 5 5 A- Corrosion Resistance B- Mechanical Strength C- Heat Resistance SUPER STANALLOY CN 56 AC/DC+ A B C D D- Erosion D STAINLESS STEELS 9 Hydraulic & Water Turbines, pump housings, die casting moulds, Castor rolls, shafts «High corrosion resistance. «Complete electrode deposition without wastage. «Excellent toughness. «Resists pitting due to cavitation. «Smooth finely rippled deposits. «Low moisture absorption leading to quality welds. «Simplified heat treatment. Best in class electrode for welding hydraulic turbines. An ideal alloy for hard surfacing of pelton wheels and hydrualic turbines. The weld deposits are very tough and show consistent and homogenous properties The electrode can be used in all poisitons Clean weld area. Tack thin parts every -5 cm. On % chrome steels, preheat to 50 C, deposit with a short to medium arc keeping the electrode almost vertical. Backwhip craters and chip slag between passes. Do not peen the deposits. For developing best mechanical properties, carryout stress relieving at 580 C for hours and slow cool the component. Follow instruction of the steel manufacturer for heat treatable base metals. Machine deposits with carbide tipped tools TENSILE STRENGTH : 0000 PSI (80N/mm ) HARDNESS : 50 BHN (Approx)
25 E CAST IRON 0
26 A- Weldability B- Crack Resistance C- Bonding A B C D E D- Versatility E- Colour Match SUPER STANALLOY FN 6 AC/DC+ E Ideal electrode for welding oil soaked and highly contaminated cast irons defect rectification in cast iron foundries. Best colour match to grey cast irons. CAST IRON «Extreme resistance to surface contaminations in cast iron. «Spray and fast freezing capability makes it suitable for pin hole free welding of cast irons. «Non conductive flux coating helps in reaching deep cracks without side arcing, because of non conductive flux coating. «All positional welding capability. «Excellent colour match to grey cast irons. Ideal electrodes to be used as a buffer layer while doing an cast iron joining job. Best suited for highly contaminated Cast irons. Non conductive coating makes it best suited without side arcing taking place. The deposits have a great colour match to Grey cast iron. Can be used for all thick and also thin section, where machining is not necessary. Fantastic performance on oxidised and contaminated surfaces. Clean weld area. Vee out cracks with Super Stan Gouge after drilling holes at the end of the cracks, so that propagation of the cracks are arrested. Spray weld this deposit to minimal thickness on the face of groove. Maintain a medium short arc length for a uniform thickness. Do not weave while welding cast irons. Adopt skip, stagger and sequence welding techniques to minimise heat build up. Remove slag by chipping and brushing. SIZE (mm) TENSILE STRENGTH : 60,000 PSI (0N/ mm )
27 5 5 ½ ½ A B C D E F G A- Weldability B- Crack Resistance C- Bonding D- Machinability E- Colour Match F- Penetration G- Mechanical Strength SUPER STANALLOY FN 6 AC/DC+ Innovative core wire design alloy, which virtually allows all types of weldable cast irons to be welded. Ideally suited for high strength CI weld joints, pump housings, Rotors, compressors, valves and gear box housing. «Innovative core wire design allowing maximum penetration with maximum tensile strength in its class. «FROSTARC formulation. «Touch weld & low amperage welding. «High resistance to surface contamination by oil, grease and others. «Highest tensile strength in its class. «Can be ideally suited for heavy & thin thickness. «High degree of versatility, Machinability & All position welding. Highly recommended alloy for welding all kinds of cast iron joining. Due to innovative core wire design, welding deposits give high penetration combined with high tensile strength. The desposits are highly resistive to surface contaminations. Can be used for thicker and also thinner sections successfully. The frostarc formulation allow this alloy to be used as touch and weld electrode Arc is generated at very low amperages. Weld deposits exhibits excellent machinability. Clean weld area. Vee out cracks with Super Stan Gouge after drilling holes at the end of the cracks, so that propagation of the cracks are arrested. This alloy can be directly deposited on contaminated surfaces, by using stringer beads and using, skip, stagget and sequencing technique. In case of very high contamination give a layer of Super Stanalloy FN 6. Deposits should be peened immediately after welding. Chip slag between passes. Deposits give the maximum tensile strength and there by maximum strength in the joints TENSILE STRENGTH : 76,000 PSI (55 N/ mm ) E CAST IRON
28 ½ A B C D E F G A- Weldability B- Crack Resistance C- Bonding D- Machinability E- Colour Match F Penetration G- Mechanical Strength SUPER STANALLOY FN 6 AC/DC+ E Pump housings, rotors, compressors, valves and gear box casings. «Pure Nickel electrode for superior crack resistance. «Frost Arc formulation coating. «Controlled penetrations. «Superb Machinability. «High tensile strength combined with machinability in its class. CAST IRON Highly recommended for cast iron joining where machining is required like drilling and tapping. Frost arc coating allows this alloys to be used at low amperages and touch weld. The deposits can be quenched after welding for heat removal. An all position electrode. Clean weld area. Vee out cracks with Super Stan Gouge after drilling holes at the end of the cracks, so that propagation of the cracks are arrested. In case of high contamination give a thin layer of Super Stanalloy FN 6. Use stringer beads and using, skip, staggered and sequencing technique. Deposits should be peened immediately after welding. Chip slag between passes. Deposits give the maximum tensile strength and there by maximum strength in the joints TENSILE STRENGTH : 65,000 PSI (50 N/ mm )
29 5 ½ ½ ½ ½ A B C D E F G A- Weldability B- Crack Resistance C- Bonding D- Machinability E- Colour Match F- Penetration G- Mechanical Strength SUPER STANALLOY FN 6 AC/DC- Automotive Engine blocks, Cast iron pulleys, gears and sliding tables and thin walled cast iron components. E «High nickel electrode. «Low temperature- Globular arc transfer design. «Controlled penetrations. «Excellent eachinability. «All position electrode & has good strike and restrike properties. Highly recommended for cast iron joining where section thickness are low. Globular arc coating allows this alloys to be used at low amperages and touch and weld. The deposits can be quenched after welding for heat removal. An all position electrode. CAST IRON Clean weld area. Vee out cracks with Super Stan Gouge after drilling holes at the end of the cracks, so that propagation of the cracks are arrested. In case of high contamination give a thin layer of Super Stanalloy FN 6. Use stringer beads and using, skip, staggered and sequencing technique. Deposits should be peened immediately after welding. Chip slag between passes. Deposits give the maximum tensile strength and there by maximum strength in the joints TENSILE STRENGTH : 6,000 PSI (0N/ mm )
30 5 ½ ½ ½ A B C D E F ½ G A- Weldability B- Crack Resistance C- Bonding D- Machinability E- Colour Match F- Penetration G- Mechanical Strength SUPER STANALLOY FN 65 AC/DC+ E CAST IRON High walled machine bases, thicker pump castings, differential casings and heavy cast iron section. «Ferro nickel electrode. «Highly suited for heavier thickness. «Resistance to surface contaminations. «Excellent penetrations. «Good machinability. «All position & has good strike and restrike properties. Highly recommended for cast iron joining where section thicknesses are high. Globular arc coating allows this alloys to be used at low amperages and touch and weld. Preheat is not required in most cases. Preheat critical parts to around 50 C. An all position electrode. Deposits can take hydrostatic pressure, which means can give pin hole free deposits. Heavy walled sections can be easily welding because of the blend of FN. Dense weld beads which are completely machinable. Clean weld area. Vee out cracks with Super Stan Gouge after drilling holes at the end of the cracks, so that propagation of the cracks are arrested. In case of high contamination give a thin layer of Super Stanalloy FN 6. Use stringer beads and using, skip, staggered and sequencing technique. Deposits should be peened immediately after welding. Chip slag between passes. Slow cool the deposits. Deposits give the maximum tensile strength and there by maximum strength in the joints TENSILE STRENGTH : 5 80,000 PSI (550N/ mm )
31 5 A B C D E F G A- Weldability B- Crack Resistance C- Bonding D- Machinability E- Colour Match F- Penetration G- Mechanical Strength SUPER STANALLOY FN 66 AC/DC+ Ideal electrode for joining cast irons to carbon steels. Best suited for nodular cast irons or malleable cast irons like Gear box housing, Hubs of automobile axles, cast iron die cladding and buildups. «Nodular deposits give high crack resistivity. «Highly suited for heavier thickness. «Resistance to surface contaminations. «Excellent penetrations. «Good machinability. «Exceptional all position weldability properties. Highly recommended for cast iron of nodular or malleable grades. Superior arc coating allows this alloys to be used at low amperages and touch and weld. Preheat is not required in most cases. Preheat critical parts to around 50 C. An all position electrode. Deposits can take hydrostatic pressure, which means can give pin hole free deposits. Heavy walled sections can be easily welding because of the blend of FN. Dense weld beads which are completely machinable. Most suited for Nodular and reactive torque bearing castings. Clean weld area. Vee out cracks with Super Stan Gouge after drilling holes at the end of the cracks, so that propagation of the cracks are arrested. In case of high contamination give a thin layer of Super Stanalloy FN 6. Use stringer beads and using, skip, staggered and sequencing technique. Deposits should be peened immediately after welding. Chip slag between passes. Slow cool the deposits. Deposits give the maximum tensile strength and there by maximum strength in the joints. E CAST IRON TENSILE STRENGTH : 70,000 PSI (500N/ mm ) 6
32 5 A B C D E F G A- Weldability B- Crack Resistance C- Bonding D- Machinability E- Colour Match F- Penetration G- Mechanical Strength SUPER STANALLOY FN 67 AC/DC+ E CAST IRON High walled machine bases, thicker pump castings, differential casings and heavy cast iron section. «Ferro nickel electrode. «Highly suited for heavier thickness. «Resistance to surface contaminations. «Excellent penetrations. «Good machinability. «All position & has good strike and restrike properties. Highly recommended for cast iron joining where section thickness are high. Globular arc coating allows this alloys to be used at low amperages and touch and weld. Preheat is not required in most cases. Preheat critical parts to around 50 C. An all position electrode. Deposits can take hydrostatic pressure, which means can give pin hole free deposits. Heavy walled sections can be easily welding because of the blend of FN. Dense weld beads which are completely machinable. Clean weld area. Vee out cracks with Super Stan Gouge after drilling holes at the end of the cracks, so that propagation of the cracks are arrested. In case of high contamination give a thin layer of Super Stanalloy FN 6. Use stringer beads and using, skip, staggered and sequencing technique. Deposits should be peened immediately after welding. Chip slag between passes. Slow cool the deposits. Deposits give the maximum tensile strength and there by maximum strength in the joints TENSILE STRENGTH : 70,000 PSI (500N/ mm )
33 F HARDFACING 8
34 5 ½ ½ ½ ½ A B C D E F ½ G A- Abrasion B- Impact C- Friction D- Heat E- Corrosion F- Cavitation G- Erosion SUPER STANHARD FC 7 AC/DC+ Back hoe buckets, Excavating equipments, Ploughs, scrappers, sugar mill pinions, couplings, Hammers etc. F HARDFACING «Basic coated electrode with impact resistance. «High hardness resisting abrasion. «Rapid deposition with self lifting slag. «All position electrode. «Can take compressive loads combined with abrasion without spalling. Suitable alloy for hardfacing and coating of wear prone equipments due to abrasive wear. This can be used on carbon steels, manganese steels and also on malleable iron. Best recommended for worn out parts and can be deposited on multi layers. The alloy has high hardness combined with spalling resistance. The deposits can take compressive loads and to some extent impact too. Clean weld area. Vee out cracks with Super Stan Gouge and also gouge out the fatigued and worn damaged metal. Pre heat heavy sections to about 00 C to 50 C. Use stringer beads or X weaving beads holding a short arc. The deposits can be deposited with out the danger of cracking. The stress relieving checks are hair line showing the tough matrix structure. Controlling of heat buildup by maintaining interpass temperature can be best. Chip slag between passes HARDNESS : HRc
35 5 ½ A- Work Hardening B- Machinability C- Impact A B C D D- Versatility SUPER STANHARD FC 7 AC/DC+ Sugar mill Pinions, couplings, tailbars, hammers, fibrizors, wobblers, excavators idlers, rolls, gear teeth, TMT roll passes rolls etc., «Hardfacing alloys for protective coating of all ferrous metals. «Superior toughness and deposits doesn't spall under severe loads. «Deposits are highly machinable. «Weld deposits exhibits low coefficient of friction. «Basic coated electrode with easy slag removal and all position weldability. Suitable alloy for hardfacing and coating of ferrous metals prone to severe impact and abrasion. The components subjected to heavy loads and pressures can be hardfacing with this products as these deposits can take good compressive loads and can work under pressure without spalling. The weld metal solidfied rapidly making the alloy weldable at all positions. The deposits can be easily machined with tipped tools. F HARDFACING Clean weld area. Vee out cracks with Super Stan Gouge and also gouge out the fatigued and worn damaged metal. Pre heat heavy sections to about 00 C to 50 C. Use stringer beads or X weaving beads holding a short arc. The deposits can be deposited with out the danger of cracking. The stress relieving checks are hair line showing the tough matrix structure. Controlling of heat buildup by maintaining interpass temperature can be best. Chip slag between passes HARDNESS : 8- HRc 0
36 5 ½ ½ ½ A- Work Hardening B- Machinability C- Impact A B C D E D- Versatility E- Abrasion SUPER STANHARD MN 7 AC/DC+ F HARDFACING Manganese steel hammers, Impactor arms, grizzly bars, sprockets, heavy equipment tumblers, wear pads and track pads of Heavy earth moving equipments. «Ideally suited for Hadfield/ Manganese steels. «Ultimate toughness and deposits doesn't spall under severe loads. «Deposits are machinable. «Rapid deposition along with quick freeze deposits makes its applications in all positions. «Low temperature welding adds to the merit of the electrode particularly for Manganese steel surfacing. «Work hardening type of alloys. Suitable alloy for building up worn out manganese steel wear parts which are subjected to heavy impact. A manganese compatible electrode with additions of Nickel and fortified elements makes it an ideal electrode for buildup and surfacing Manganese steels. Superior alloy for cushioning and also buildup. The deposits can take good impact and can work under pressure without spalling, The deposits work harden to give good abrasion resistance. Clean weld area. Vee out cracks with Super Stan Gouge and also gouge out the fatigued and worn damaged metal. Do not preheat Manganese steels. Maintain a short arc and deposits short beads of 5-7 cm at a time to avoid heat build up. The interpass weld temperature should not cross 50 C for best performance and fault free service. Peening the deposits are highly recommended for optimum stress free life HARDNESS : HRc (As deposited) 5-50 HRc (Work hardened)
37 5 5 5 ½ A- Work Hardening B- Machinability A B C D E C- Impact D- Abrasion E- Versatility SUPER STANHARD FW 7 AC/DC+ Front idlers, track rolls, track pads and links of earth moving machinery, Sprockets, conveyor rolls, railway crossings, crusher hammers, blow bars. Best for cushioning layers before hard facing. «Ideally suited for Hadfield/ Manganese steels. «Deposits rapidly work hardens in service. «Deposits doesn't chunk out in service due to unique alloy design. «Excellent crack resistivity. «Has good low coefficient of friction property. «All position welding alloy. Suitable alloy for building up worn out manganese steel wear parts which are subjected to heavy impact. A Chrome manganese electrode with additions of Nickel makes it an ideal electrode for buildup and surfacing Manganese steels. Superior alloy for cushioning and buildup. The deposits work harden rapidly to high hardness making it ideally suited for earth moving and crushers applications. The multiple pass build is possible without chunking of the deposit. Clean weld area. Vee out cracks with Super Stan Gouge and also gouge out the fatigued and worn damaged metal. Do not preheat Manganese steel. Maintain a short arc and deposits short beads of 5-7 cm at a time to avoid heat build up. The interpass weld temperature should not cross 50 C for best performance and fault free service. Peening the deposits are highly recommended for optimum stress free life F HARDFACING HARDNESS : HRc (As deposited) 50 HRc (Work hardened)
38 ½ 5 5 ½ A- Impact B- Work Hardening C- Abrasion A B C D E D- Compression E- High Temp SUPER STANHARD NA 75 AC/DC+ F HARDFACING Forged/ Alloyed sprockets, Heavy earthmoving tumblers, idlers, Crusher jaws, conical crusher mantle, coke crushers etc., «Deposits work harden in service. «Nickel based austenitic deposits gives high temperature. «Unique alloy for hardfacing & joining. «Excellent crack resistivity. «Deposits has low coefficient of friction. «Deposits are galling & spalling resistant. «All position welding alloy. A high alloys nickel based austenitic deposit, exhibiting high temperature properties in strength, corrosion and also compressive galling. Deposits have very low coefficient of friction and also polishes in service. Highly recommended for buildup, cladding and joining of high alloy/ medium alloyed forged earthmoving components and heavy machinery like crushers and impactors. Clean weld area. Vee out cracks with Super Stan Gouge and also gouge out the fatigued and worn damaged metal. In case of joining bevel the edges to C. Deposit stringer beads or X beads as the application warrants. Remove and chip slag between passes. Peening of deposits is required when used on high carbon and high alloyed steels. When used on managanese steel do not allow the interpass temperature and the base metal temperature to exceed 50 C HARDNESS : HRc (As deposited) 5-8 HRc (Work hardened) TENSILE STRENGTH :,0,000 PSI (80N/ mm )
39 5 ½ ½ ½ A B C D E F G A- Abrasion B- Impact C- Erosion D- Friction E- Corrosion F- Cavitation G- Heat SUPER STANHARD AC 76 AC/DC- Earthmoving applications like, buckets, track pads, lip plates, teeth points, scrappers, dozers blades etc. «Very High Single layers hardness and resists high abrasion. «Very mild stress relieving checks no uprooting of hardfaced deposit. «Smooth bead appearance and whitish appearance. «All position electrode. «Touch weld, excellent weldability and high deposition rates. «Can take temperatures up to 00 C. Suitable alloy for hardfacing and coating of wear prone equipments due to abrasive wear. This can be used on carbon steels, manganese steels and also on malleable iron. Deposits polish in service and offers low coefficient of friction. All position compatibility of the electrodes makes welding easy. Extensitely can be used on earth moving machinery, crushing applications. Clean weld area. Vee out cracks with Super Stan Gouge and also gouge out the fatigued and worn damaged metal. Pre heat heavy sections to about 00 C to 50 C. Do not preheat % Mn Steels. If the build up is high it is recommended to use Super Stanhard MN 7 as a cushion layers for best performances. Use stringer beads or X weaving beads holding a short arc. The deposits can be deposited with out the danger of cracking. The stress relieving checks are hair line showing the tough matrix structure. In case of Cast irons, a base layer of Super Stanalloy FN 65 is recommended for best bonding HARDNESS : HRc F HARDFACING
40 5 ½ ½ ½ ½ ½ A B C D E F G A- Abrasion B- Impact C- Erosion D- Friction E- Corrosion F- Cavitation G- Heat SUPER STANHARD CR 77 AC/DC+ F HARDFACING Fibrizor hammers, anvil plates, trash plates of sugar mills, ID fan Hardfacing, Rubber processing machinery chambers, augers, pulper screws,hammers etc. «Outstanding electrode with combination of wear properties. «Ultimate alloy resisting abrasion, erosion, heat, moderate impact & moderate corrosion. «Bald deposit, giving best results in erosive atmospheres. «Temperature resistance up to 550 C. «Can take good compressive loads too. «High recovery electrode. Ideal alloys for hardfacing applications which warrants, high hardness to resist abrasion, abrasion combined with heat upt 550 C. Deposits exhibits bald appearance without any ripples, enables best results in erosive atmospheres. The deposits are whitish in colour which shows that corrosion can be tackled better by the deposits, apart from taking compressive and impact loads. Clean weld area. Vee out cracks with Super Stan Gouge and also gouge out the fatigued and worn damaged metal. Pre heat heavy sections to about 00 C to 50 C. Do not preheat % Mn Steels. If the build up is high it is recommended to use Super Stanhard NA 75 as a cushion layer for best performances. Use stringer beads or X weaving beads holding a short arc. The deposits can be deposited without the danger of cracking. The stress relieving checks are hair line showing the tough matrix structure. In case of Cast irons, a base layer of Super Stanalloy FN 65 is recommended for best bonding. Remove slag by chipping HARDNESS : HRc
41 5 5 ½ ½ ½ ½ A B C D E F G A- Abrasion B- Impact C- Erosion D- Friction E- Corrosion F- Cavitation G- Heat SUPER STANHARD CC 78 AC/DC+ Bucket teeth, Dragline buckets, Dozer blades, Bucket bottom, Impactor arms. Wobblers, crushing hammers & gyratory crushers. «Outstanding electrode for grinding abrasion. «Deposits exhibit grinding abrasion, pressure and moderate impact resistance. «Slag free deposit with 60% metal recovery. «Hair line stress relieving checks ensuring no chunking of deposits. «Rapid deposition rates. «Can withstand temperature till 500 C. Innovative high coated and heavily alloyed electrode for grinding abrasion like teeth points and hammers. Can be used on manganese steels and also carbon steels with ease. The weld deposits resists grinding abrasion combined with Heat, moderate impact and also mild pressures. F HARDFACING Clean weld area. Vee out cracks with Super Stan Gouge and also gouge out the fatigued and worn damaged metal. Pre heat heavy sections to about 00 C to 50 C. In Mn steels use a base layer of Super Stanhard NA 75 & do not preheat. In carbon steels,if the build up is high it is recommended to use Super Stanalloy DS as a cushion layers for best performances. Use stringer beads or X weaving beads holding a short arc. The deposits can be deposited with out the danger of cracking. The stress relieving checks are hair line showing the tough matrix structure. In case of Cast irons, a base layer of Super Stanalloy FN 65 is recommended for best bonding. Remove slag by chipping HARDNESS : 6-65 HRc 6
42 5 ½ 5 ½ 5 ½ A B C D E F G A- Abrasion B- Impact C- Erosion D- Friction E- Corrosion F- Cavitation G- Heat SUPER STANHARD HT 79 AC/DC+ F HARDFACING 7 Clinker crusher hammers, Sinter crusher hammers, sinter & clinker hubs, Sinter and clinker knife bars, ID fans handling high temperature flue gases, slurry pumps, billet conveyor rolls, hot slag conveyors. «Outstanding electrode for High Heat combined with grinding abrasion & Erosion. «Excellent resistance to wear at high temperatures till 750 C. «Slag free deposit, with 70% metal recovery. «Hair line stress relieving checks ensuring no chunking of deposits. «Rapid deposition rates. «Can withstand temperature till 850 C. Innovative high coated and heavily alloyed electrode for high heat combined with gouging abrasion & erosion. Can be used on manganese steels and also carbon steels with ease. The weld deposits resists grinding abrasion combined with high Heat & Erosion. Clean weld area. Vee out cracks with Super Stan Gouge and also gouge out the fatigued and worn damaged metal. Pre heat heavy sections to about 00 C to 50 C. In Mn steels use a base layer of Sunper Stanhard NA 75 & do not preheat. In carbon steels, If the build up is high it is recommended to use Super Stanalloy DS as a cushion layers for best performances. Use stringer beads or X weaving beads holding a short arc. The deposits can be deposited with out the danger of cracking. The stress relieving checks are hair line showing the tough matrix structure. In case of Cast irons, a base layer of Super Stanalloy FN 65 is recommended for best bonding. Remove slag by chipping.00.5 HARDNESS : 6-67 HRc
43 5 ½ 5 ½ ½ A B C D E F ½ G A- Abrasion B- Impact C- Friction D- Erosion E- Corrosion F- Cavitation G- Heat SUPER STANHARD HS 80 AC/DC+ Composite high steel steel dies,punches, trimming dies, shears, piercing dies, bar cutters & coke cutters. «Heat treatable deposits. «High speed steel type overlays with ultimate frictional resistance. «Excellent edge retention properties even at elevated temperatures. «High hardness combined with knife edge properties. F Superb alloy which retains hardness at high temperatures combined with very low coefficient of friction. The deposits retain edge inspite of high friction and abrasion due to the high alloy electrode. Excellent for knife edges and machine tool parts subject to heavy frictional wear. Ideal for building composite blanking or punching dies. HARDFACING Clean weld area. Vee out cracks with Super Stan Gouge and also gouge out the fatigued and worn damaged metal. Pre Heat die steel and high alloys to C. Use stringer beads deposition and also peen the deposits to relieve stresses. Chip slag in between passes and also maintain the temperature in the base metal while depositing on die steels & high carbon/ alloyed steels. Post heating will help in better performance. Use Super Stanalloy DS as a cushion layers for best results HARDNESS : HRc 8
SUPER STANALLOY ST 21 AC/DC-
 5 A- Low Heat Input B- Mechanical Strength SUPER STANALLOY ST A/D-.00.50 0-80 00-0 65-90 A B D- Weldability General appications like containers, steel bus bodies, air conditioning units, machine guards,
5 A- Low Heat Input B- Mechanical Strength SUPER STANALLOY ST A/D-.00.50 0-80 00-0 65-90 A B D- Weldability General appications like containers, steel bus bodies, air conditioning units, machine guards,
LOW HEAT INPUT WELDING ALLOYS
 ASTRALOY 662 CHARACTERISTICS: An all position AC/DC electrode for high strength, crack free joining of low/medium carbon, and medium tensile steels of various compositions. Low alloy medium carbon steels,
ASTRALOY 662 CHARACTERISTICS: An all position AC/DC electrode for high strength, crack free joining of low/medium carbon, and medium tensile steels of various compositions. Low alloy medium carbon steels,
FOR MACHINABLE AND FLAME HARDENABLE SURFACING. RECOMMENDED CURRENT RANGE & PACKING DETAILS Size (mm) Amps
 Amps") H-MACH-1 FOR MACHINABLE AND FLAME HARDENABLE SURFACING Fe Cr Mn EURO-TECH H-MACH-1 is an all position basic coated electrode which can be successfully used in thick surfacing and intermediate layers can
H-MACH-1 FOR MACHINABLE AND FLAME HARDENABLE SURFACING Fe Cr Mn EURO-TECH H-MACH-1 is an all position basic coated electrode which can be successfully used in thick surfacing and intermediate layers can
FERROGOLD 500. Recommended amperage settings: Diameter (mm) Minimum Amperage Maximum Amperage
 Minimum Amperage Maximum Amperage") Nickel & obalt Alloys : NirFe -, Alloyed core Inconel. FERROGOLD 500 Niobium - molybdenum bearing, all position inconel electrode for heat resistant and cold-tough joints. Excellent out of position welding.
Nickel & obalt Alloys : NirFe -, Alloyed core Inconel. FERROGOLD 500 Niobium - molybdenum bearing, all position inconel electrode for heat resistant and cold-tough joints. Excellent out of position welding.
ลวดเช อมพ เศษ. Weld Mold / USA. Tool and Die Alloy Welding Materials
 ลวดเช อมพ เศษ Weld Mold / USA Tool and Die Alloy Welding Materials High-strength alloys for bearing surfaces and tools that must work-harden, for the joining of cracked die sections and for applications
ลวดเช อมพ เศษ Weld Mold / USA Tool and Die Alloy Welding Materials High-strength alloys for bearing surfaces and tools that must work-harden, for the joining of cracked die sections and for applications
Hardfacing Electrodes. Special tubular construction requiring low operating currents. Hardness : 650/700 HB.
 Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding. Weld Metal - Chemistry
 Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
HH W1030 HF BUILD-UP FOR CARBON STEEL
 HH W1030 HF BUILD-UP FOR CARBON STEEL HH W1030 HF is a high hardness build-up wire with excellent compressive strength. It is recommended for any application for any application where the weld deposits
HH W1030 HF BUILD-UP FOR CARBON STEEL HH W1030 HF is a high hardness build-up wire with excellent compressive strength. It is recommended for any application for any application where the weld deposits
MICROFUSION Maintenance Welding Alloys DM - 6
 MICROFUSION STEEL DM - 6 FERRITE BALANCED ALLOY FOR ALL STEELS GIVING SUPER STRENGTH Provides exceptional strength A non-cracking alloy for all steels Special "Ionized Arc Transfer drastically reduces
MICROFUSION STEEL DM - 6 FERRITE BALANCED ALLOY FOR ALL STEELS GIVING SUPER STRENGTH Provides exceptional strength A non-cracking alloy for all steels Special "Ionized Arc Transfer drastically reduces
Austarc 12P. Austarc 13S GENERAL PURPOSE ELECTRODES - MILD STEEL GENERAL PURPOSE ELECTRODES - MILD STEEL 76 CONTENTS CLASSIFICATION: DESCRIPTION:
 GENERAL PURPOSE S - MILD STEEL Austarc 12P AS/NZS 4855-B E43 13 A AWS A5.1: E6013 A popular, easy starting, smooth running, all positional mild steel general purpose electrode. Austarc 12P has the extra
GENERAL PURPOSE S - MILD STEEL Austarc 12P AS/NZS 4855-B E43 13 A AWS A5.1: E6013 A popular, easy starting, smooth running, all positional mild steel general purpose electrode. Austarc 12P has the extra
WELDING ELECTRODES WELDING ELECTRODES
 WELDING ELETRODE WELDING ELETRODE REMIUM UER 7 E6013 ELETRODE Application: UER 7 E6013 is a high quality rutile coated general purpose electrode for welding in all positions. UER 7 E6013 has a low spatter
WELDING ELETRODE WELDING ELETRODE REMIUM UER 7 E6013 ELETRODE Application: UER 7 E6013 is a high quality rutile coated general purpose electrode for welding in all positions. UER 7 E6013 has a low spatter
family of stainless steels can be divided into five (5) categories:
 categories:") Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Freedom Alloys Welding Repair Kit Part No
 Freedom Alloys Welding Repair Kit Part No. 10005 FREEDOM ALLOYS INTRODUCES THE MOST INNOVATIVE AND RELIABLE WELDING PRODUCTS ALL IN ONE CONVENIENT, PORTABLE, AND WATERTIGHT REPAIR KIT DEVELOPED FOR THE
Freedom Alloys Welding Repair Kit Part No. 10005 FREEDOM ALLOYS INTRODUCES THE MOST INNOVATIVE AND RELIABLE WELDING PRODUCTS ALL IN ONE CONVENIENT, PORTABLE, AND WATERTIGHT REPAIR KIT DEVELOPED FOR THE
Abrasocord 43. Abrasocord 350 HARDFACING ELECTRODES HARDFACING ELECTRODES 94 CONTENTS TYPICAL APPLICATIONS: CLASSIFICATION: DESCRIPTION:
 HARDFACING S Abrasocord 43 AS/NZS 2576: 2465-A4 Heavy coated hardfacing electrode depositing very hard Chromium/ Niobium carbides in an austenitic matrix. It is ideal for hard surfacing applications where
HARDFACING S Abrasocord 43 AS/NZS 2576: 2465-A4 Heavy coated hardfacing electrode depositing very hard Chromium/ Niobium carbides in an austenitic matrix. It is ideal for hard surfacing applications where
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
These elements are in carbon steels in minimal amounts, usually less than 1%.
 Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
HARDFACING RODS AND WIRES
 HARDFACING RDS AND WIRES 83188 Technical Brochure PRF 0128B.indd 1 2/6/13 12:31 PM USA 300 HT Build-up and Hardsurfacing, Heavy Impact and Mild Abrasion USA CRMN- is our general purpose build-up and hardsurfacing
HARDFACING RDS AND WIRES 83188 Technical Brochure PRF 0128B.indd 1 2/6/13 12:31 PM USA 300 HT Build-up and Hardsurfacing, Heavy Impact and Mild Abrasion USA CRMN- is our general purpose build-up and hardsurfacing
Welding Electrodes & Alloys MADE IN THE UK PRODUCT GUIDE
 Welding Electrodes & Alloys MADE IN THE UK PRODUCT GUIDE MWA International - A division of Weldfast UK Ltd Company Profile: MWA international have been manufacturing welding rods in the United Kingdom
Welding Electrodes & Alloys MADE IN THE UK PRODUCT GUIDE MWA International - A division of Weldfast UK Ltd Company Profile: MWA international have been manufacturing welding rods in the United Kingdom
Standard Flux cored wires
 Issued 11/12/2005 VERSCHLEISS-SCHUTZ GMBH THALE Standard Flux cored wires regarding application and properties content Standard Flux cored wires: CAST IRON WELDING...1 TOOL STEELS...2 TUNGSTEN CARBIDE
Issued 11/12/2005 VERSCHLEISS-SCHUTZ GMBH THALE Standard Flux cored wires regarding application and properties content Standard Flux cored wires: CAST IRON WELDING...1 TOOL STEELS...2 TUNGSTEN CARBIDE
Technical Data Sheet 321 Electrode Hi-Performance E-Z Arc Alloy
 321 Electrode Hi-Performance E-Z Arc Alloy A quality electrode formulated to clean contaminants and produce good base metal penetration. Once welded, it lifts the contaminants into an easy-forming slag
321 Electrode Hi-Performance E-Z Arc Alloy A quality electrode formulated to clean contaminants and produce good base metal penetration. Once welded, it lifts the contaminants into an easy-forming slag
CEMENT INDUSTRY TOTAL WELDING SOLUTIONS PROVIDER
 CEMENT INDUSTRY CEMENT INDUSTRY APPLICATIONS A. KILN TYRE Base :- Metal :- Base Metal is generally made of low alloy steel and is cast in structure Problem :- 1. Dents by pittings on the Annular surface
CEMENT INDUSTRY CEMENT INDUSTRY APPLICATIONS A. KILN TYRE Base :- Metal :- Base Metal is generally made of low alloy steel and is cast in structure Problem :- 1. Dents by pittings on the Annular surface
4/19/2018. The heat generated for welding comes from an arc
 Foundations of Agriculture The heat generated for welding comes from an arc Develops when electricity jumps across an air gap between the end of an electrode and the base metal. A. Alternating Current
Foundations of Agriculture The heat generated for welding comes from an arc Develops when electricity jumps across an air gap between the end of an electrode and the base metal. A. Alternating Current
Welding Alloys Group STELLOY. Cobalt Products. Cobalt Base Welding Consumables for Cladding and Hardfacing
 Welding Alloys Group STELLOY Cobalt Products Cobalt Base Welding Consumables for Cladding and Hardfacing Welding Alloys Group Since its foundation in 1966, the Welding Alloys Group,an independent group,
Welding Alloys Group STELLOY Cobalt Products Cobalt Base Welding Consumables for Cladding and Hardfacing Welding Alloys Group Since its foundation in 1966, the Welding Alloys Group,an independent group,
AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS)
 OF STAINLESS STEEL (SS)") Suggested Spec. for SMAW-SS - 1 - AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS) Scope This document provides information on welding and related operations of stainless steel
Suggested Spec. for SMAW-SS - 1 - AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS) Scope This document provides information on welding and related operations of stainless steel
STULZ-SICKLES STEEL COMPANY
 STULZ-SICKLES STEEL COMPANY SINCE 1916 Providing Years of Wear Resistant Service to the Railroad Industry Railroad ELIZABETH, NEW JERSEY COLTON, CALIFORNIA 800-351-1776 800-572-5809 www.stulzsicklessteel.com
STULZ-SICKLES STEEL COMPANY SINCE 1916 Providing Years of Wear Resistant Service to the Railroad Industry Railroad ELIZABETH, NEW JERSEY COLTON, CALIFORNIA 800-351-1776 800-572-5809 www.stulzsicklessteel.com
CLADDING AND HARDFACING POWDERS
 CLADDING AND HARDFACING POWDERS GTV consumables for Laser Cladding Version 1.1 Ni: NICKEL BASED POWDERS GTV No. Description Particle size Hardness C Ni Cr B Si Fe Mo Others 31.25.10 Inconel 625-160 +53
CLADDING AND HARDFACING POWDERS GTV consumables for Laser Cladding Version 1.1 Ni: NICKEL BASED POWDERS GTV No. Description Particle size Hardness C Ni Cr B Si Fe Mo Others 31.25.10 Inconel 625-160 +53
XTRAWELD 2 XTRAWELD 2 - DRUM PACK. Classification: AWS A5.18 ER70S-6 EN ISO G3Si1 Approvals: LR H15, ABS 2SA, DNV, BV
 MIG / MAG WIRE XTRAWELD 2 Xtraweld 2 is premium grade mild steel MIG/MAG welding wire, produced from high quality deoxidized mig rod, the product is copper coated to increase shelf life and feeding ability,
MIG / MAG WIRE XTRAWELD 2 Xtraweld 2 is premium grade mild steel MIG/MAG welding wire, produced from high quality deoxidized mig rod, the product is copper coated to increase shelf life and feeding ability,
Good welding practice Stainless Steels
 Good welding practice Stainless Steels Glenn Allen Welding Engineer TWI North Stainless Steels Four basic types of stainless steels, Austenitic, most common Ferritic Martensitic Duplex, main use oil &
Good welding practice Stainless Steels Glenn Allen Welding Engineer TWI North Stainless Steels Four basic types of stainless steels, Austenitic, most common Ferritic Martensitic Duplex, main use oil &
Staineless Steel Wire Flux Cored Wire. Nickel. QUALITY WELDING ALLOYS
 http://www.amfiller.com taineless teel Wire Flux Cored Wire Nickel QUALITY WELING ALLOY 6015 urphy treet, Houston, TX 77033, UA (T) 1.713.649.8785 (F) 1.713.644.9628 Real People Real ervice Real Fast Get
http://www.amfiller.com taineless teel Wire Flux Cored Wire Nickel QUALITY WELING ALLOY 6015 urphy treet, Houston, TX 77033, UA (T) 1.713.649.8785 (F) 1.713.644.9628 Real People Real ervice Real Fast Get
Tailor-Made Protectivity Welding Solutions for the Mining Industry
 Tailor-Made Protectivity Welding Solutions for the Mining Industry www.voestalpine.com/welding Metallurgical Expertise for Best Welding Results (formerly Böhler Welding Group) is a leading manufacturer
Tailor-Made Protectivity Welding Solutions for the Mining Industry www.voestalpine.com/welding Metallurgical Expertise for Best Welding Results (formerly Böhler Welding Group) is a leading manufacturer
Staineless Steel Wire Flux Cored Wire. Nickel. QUALITY WELDING ALLOYS
 http://www.amfiller.com taineless teel Wire Flux Cored Wire Nickel QUALITY WELDING ALLOY 6015 Murphy treet, Houston, TX 77033, UA (T) 1.713.649.8785 (F) 1.713.644.9628 Real People Real ervice Real Fast
http://www.amfiller.com taineless teel Wire Flux Cored Wire Nickel QUALITY WELDING ALLOY 6015 Murphy treet, Houston, TX 77033, UA (T) 1.713.649.8785 (F) 1.713.644.9628 Real People Real ervice Real Fast
FERROCLAD CR. All weld metal mechanical properties: Hardness HRC. 160% recovery, high-chrome protection (without treatment)
") ardfacing Overlays Austenitic : 57 60 RC Economy Priced Chromium Carbide FERROCLAD CR 160% recovery, high-chrome protection All weld metal mechanical properties: ardness RC 57-60 (without treatment) Unmatched
ardfacing Overlays Austenitic : 57 60 RC Economy Priced Chromium Carbide FERROCLAD CR 160% recovery, high-chrome protection All weld metal mechanical properties: ardness RC 57-60 (without treatment) Unmatched
WELDING PROCEDURE SPECIFICATION. Shielded Metal Arc Welding-SMAW
 WELDING PROCEDURE SPECIFICATION Shielded Metal Arc Welding-SMAW WPS Number: WPS-SMAW-CS Revision: 0 Company Name & Address ABC WELDING & FABRICATING 123 WeldProc Boulevard Toronto, ON A1B 2C3 CWB Approval
WELDING PROCEDURE SPECIFICATION Shielded Metal Arc Welding-SMAW WPS Number: WPS-SMAW-CS Revision: 0 Company Name & Address ABC WELDING & FABRICATING 123 WeldProc Boulevard Toronto, ON A1B 2C3 CWB Approval
Magna Welding Alloys. Welding & Brazing Products Designed for the Mining & Quarrying Industry ITW PP & F Korea Limited. All rights reserved.
 Magna Welding Alloys Welding & Brazing Products Designed for the Mining & Quarrying Industry 2016 ITW PP & F Korea Limited. All rights reserved. There is growing concern in the mining and quarrying industry
Magna Welding Alloys Welding & Brazing Products Designed for the Mining & Quarrying Industry 2016 ITW PP & F Korea Limited. All rights reserved. There is growing concern in the mining and quarrying industry
FSection F. Sheets and Plates. Plates. Plates and Sheets. Plates. Plates. Sheets and Plates
 FSection F HIGH STRENGTH LOW ALLOY STEELS HEAT TREATED CONSTRUCTIONAL ALLOY STEELS ABRASION RESISTING STEELS HIGH STRENGTH LOW ALLOY STEELS... 2-3 Sheets and Plates HEAT TREATED CONSTRUCTIONAL ALLOY STEELS...
FSection F HIGH STRENGTH LOW ALLOY STEELS HEAT TREATED CONSTRUCTIONAL ALLOY STEELS ABRASION RESISTING STEELS HIGH STRENGTH LOW ALLOY STEELS... 2-3 Sheets and Plates HEAT TREATED CONSTRUCTIONAL ALLOY STEELS...
Group 1: Build-up and Joining Alloys
 Group 1: Build-up and Joining Alloys A. Build-up of Carbon Steels Stoody Build-up LH Coated A solid core electrode with a special low hydrogen coating to provide a high strength fusion bond on carbon and
Group 1: Build-up and Joining Alloys A. Build-up of Carbon Steels Stoody Build-up LH Coated A solid core electrode with a special low hydrogen coating to provide a high strength fusion bond on carbon and
Rebuilding & Overlay Stoody.com
 HARDFACING ALLOYS For Sugar Mill Applications Rebuilding & Overlay STOODY SUGAR MILL APPLICATIONS Stoody has a long history of supplying the sugar industry with welding alloys specifically designed to
HARDFACING ALLOYS For Sugar Mill Applications Rebuilding & Overlay STOODY SUGAR MILL APPLICATIONS Stoody has a long history of supplying the sugar industry with welding alloys specifically designed to
Dissimilar Metals DISSIMILAR METALS. Weld Tech News VOL 1. NO. 14
 Dissimilar Metals Weld Tech News VOL 1. NO. 14 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Dissimilar Metals Weld Tech News VOL 1. NO. 14 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Industeel Industeel, the right steel Creusabro at the right place Unique, Best, Proven
 Industeel Industeel, Creusabro the right steel at Unique, the right Best, place Proven A complete range to meet any situation Creusabro is a complete range of advanced abrasion resistant steel plates bringing
Industeel Industeel, Creusabro the right steel at Unique, the right Best, place Proven A complete range to meet any situation Creusabro is a complete range of advanced abrasion resistant steel plates bringing
UTP MAINTENANCE DISTRIBUTOR PROGRAMME
 Tailor-Made Protectivity UTP MAINTENANCE DISTRIBUTOR PROGRAMME voestalpine Böhler Welding www.voestalpine.com/welding THE BEST PRODUCTS FOR DEMANDING INDUSTRIES 2 voestalpine Böhler Welding As a pioneer,
Tailor-Made Protectivity UTP MAINTENANCE DISTRIBUTOR PROGRAMME voestalpine Böhler Welding www.voestalpine.com/welding THE BEST PRODUCTS FOR DEMANDING INDUSTRIES 2 voestalpine Böhler Welding As a pioneer,
SAMPLE. MEM05051A Select welding processes. MEM05 Metal and Engineering Training Package. Learner guide Version 1
 MEM05 Metal and Engineering Training Package MEM05051A Select welding processes Learner guide Version 1 Training and Education Support Industry Skills Unit Meadowbank Product Code: 5721 Acknowledgments
MEM05 Metal and Engineering Training Package MEM05051A Select welding processes Learner guide Version 1 Training and Education Support Industry Skills Unit Meadowbank Product Code: 5721 Acknowledgments
Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides
 Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides Powder Products: Metco 1030A, Metco 1030B Wire Products: Metco 8224 US patent
Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides Powder Products: Metco 1030A, Metco 1030B Wire Products: Metco 8224 US patent
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
DOWNLOAD PDF SMAW : BEADS AND FILLET WELDS
 Chapter 1 : SMAW Fillet Welds?!!! - Miller Welding Discussion Forums View Notes - SMAW -beads and fillet weldsterm: Definition: wire brush or grinder used to remove heavy mill scale or corrosion from coupons
Chapter 1 : SMAW Fillet Welds?!!! - Miller Welding Discussion Forums View Notes - SMAW -beads and fillet weldsterm: Definition: wire brush or grinder used to remove heavy mill scale or corrosion from coupons
SPECTRA SUPER ALLOYS LIMITED
 SPECTRA SUPER ALLOYS LIMITED INTRODUCTION Spectra Super Alloys Limited is a young professional company started by a group of qualified engineering having vast experience in the welding field. Spectra Super
SPECTRA SUPER ALLOYS LIMITED INTRODUCTION Spectra Super Alloys Limited is a young professional company started by a group of qualified engineering having vast experience in the welding field. Spectra Super
KOBATEK Products. Coated Electrodes for Maintenance and Repair Welding Flux-Cored and GMA Welding Wires for Hardfacing
 KOBATEK Products Coated Electrodes for Maintenance and Repair Welding Flux-Cored and GMA Welding Wires for Hardfacing PROTECTIVE MAINTENANCE TECHNOLOGY www.askaynak.com.tr Visit ASKAYNAK (Kaynak Tekniği
KOBATEK Products Coated Electrodes for Maintenance and Repair Welding Flux-Cored and GMA Welding Wires for Hardfacing PROTECTIVE MAINTENANCE TECHNOLOGY www.askaynak.com.tr Visit ASKAYNAK (Kaynak Tekniği
USE THE BEST WORLD CLASS WELDING CONSUMABLES & STAINLESS STEEL WIRES
 USE THE BEST WRLD CLASS WELDING CNSUMABLES & STAINLESS STEEL WIRES Superon Schweisstechnik India Ltd. Superon Schweisstechnik India Ltd., part of the >500 crores / USD 100 million Stanvac-Superon Group,
USE THE BEST WRLD CLASS WELDING CNSUMABLES & STAINLESS STEEL WIRES Superon Schweisstechnik India Ltd. Superon Schweisstechnik India Ltd., part of the >500 crores / USD 100 million Stanvac-Superon Group,
WA Tubular Hardfacing Electrodes
 WA Tubular Hardfacing Electrodes This catalogue presents a selection of standard tubular electrodes for hardfacing applications. We will gladly examine any special request. Please do not hesitate to contact
WA Tubular Hardfacing Electrodes This catalogue presents a selection of standard tubular electrodes for hardfacing applications. We will gladly examine any special request. Please do not hesitate to contact
Title: Rectification of 20/90 Dragline. B Prabhakar Rao Manager, Coal and Coke Oven(C-1), MECON Limited, Ranchi.
, MECON Limited, Ranchi.") Title: Rectification of 20/90 Dragline By B Prabhakar Rao Manager, Coal and Coke Oven(C-1), MECON Limited, Ranchi. Dragline: Walking dragline 20/90 manufactured in collaboration with Russia is a powerful
Title: Rectification of 20/90 Dragline By B Prabhakar Rao Manager, Coal and Coke Oven(C-1), MECON Limited, Ranchi. Dragline: Walking dragline 20/90 manufactured in collaboration with Russia is a powerful
Steel Casting & Wear Resistant Material
 Steel Casting & Wear Resistant Material INTERSCAN One Stop Industrial Solutions! About Interscan INTERSCAN was established by Mr. Tauqeer Ahmed in 1993, the company was committed to deliver clients the
Steel Casting & Wear Resistant Material INTERSCAN One Stop Industrial Solutions! About Interscan INTERSCAN was established by Mr. Tauqeer Ahmed in 1993, the company was committed to deliver clients the
NAME 345 Welding Technology Lecture 03 (Welding Joint Design)
") NAME 345 Welding Technology Lecture 03 (Welding Joint Design) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000,
NAME 345 Welding Technology Lecture 03 (Welding Joint Design) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000,
Hardfacing. Fedmang 15 Fe Mn Cr ART NO DIA LGTH AMPS PACKAGING KG RODS
 Hardfacing Fedmang 15 Fe Mn Cr Rutile coated electrode with 140% recovery rate. For welding hadfield manganese steels and for work hardening surfaces on components subjected to high impact and pressure.
Hardfacing Fedmang 15 Fe Mn Cr Rutile coated electrode with 140% recovery rate. For welding hadfield manganese steels and for work hardening surfaces on components subjected to high impact and pressure.
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
HARDFACING & HIGH ALLOY Product Selection Guide
 HARDFACING & HIGH ALLOY Product Selection Guide STOODY HARDFACING AND HIGH-ALLOY JOINING Stoody is a world leading innovator and producer of welding wires, electrodes, and powders used to combat various
HARDFACING & HIGH ALLOY Product Selection Guide STOODY HARDFACING AND HIGH-ALLOY JOINING Stoody is a world leading innovator and producer of welding wires, electrodes, and powders used to combat various
ESCO Universal Wear Solutions. Mining, Construction, Aggregate & Industrial Applications
 ESCO Universal Wear Solutions Mining, Construction, Aggregate & Industrial Applications ESCO Corporation With a history of proprietary products and a reputation for engineering and metallurgical expertise,
ESCO Universal Wear Solutions Mining, Construction, Aggregate & Industrial Applications ESCO Corporation With a history of proprietary products and a reputation for engineering and metallurgical expertise,
Their widespread use is accounted for by three factors:
 TYPES OF METAL ALLOYS Metal alloys, by virtue of composition, are often grouped into two classes ferrous and nonferrous. Ferrous alloys, those in which iron is the principal constituent, include steels
TYPES OF METAL ALLOYS Metal alloys, by virtue of composition, are often grouped into two classes ferrous and nonferrous. Ferrous alloys, those in which iron is the principal constituent, include steels
Material Selection Jacob Klinginsmith, Russ Glass Naomi Sanders, Becky Moffitt
 Material Selection Jacob Klinginsmith, Russ Glass Naomi Sanders, Becky Moffitt The most significant feature of our poster is the slider bar graph at the top of each material category. This quick reference
Material Selection Jacob Klinginsmith, Russ Glass Naomi Sanders, Becky Moffitt The most significant feature of our poster is the slider bar graph at the top of each material category. This quick reference
A Practical Design Guide for Welded Connections Part 1 Basic Concepts and Weld Symbols
 A Practical Design Guide for Welded Connections Part 1 Basic Concepts and Weld Symbols by James Doane, PhD, PE Course Overview This course is divided into 2 parts. Though it provides some basic concepts
A Practical Design Guide for Welded Connections Part 1 Basic Concepts and Weld Symbols by James Doane, PhD, PE Course Overview This course is divided into 2 parts. Though it provides some basic concepts
Filler Metal Selector Guide
 pioneers in the tool & DIE INDUSTRIES SINCE 1926 Filler Metal Selector Guide for Specialty Tool & Die and Maintenance Welding Products 2000 East Avis Drive Madison Heights, MI 48071 P (248) 588-0001 (800)
pioneers in the tool & DIE INDUSTRIES SINCE 1926 Filler Metal Selector Guide for Specialty Tool & Die and Maintenance Welding Products 2000 East Avis Drive Madison Heights, MI 48071 P (248) 588-0001 (800)
HARDFACING ELECTRODES
 HARDFACING ELECTRODES UTOP 38.. K1 UTOP 43.. K2 UTOP 45.. K3 UTOP 52.. K4 UTOP 55.. K5 TOOLDUR... K6 E DUR 250... K7 E DUR 300 K8 E DUR 400... K9 E DUR 500 K10 E DUR 600 K11 E DUR 60R. K12 E DUR 600Si..
HARDFACING ELECTRODES UTOP 38.. K1 UTOP 43.. K2 UTOP 45.. K3 UTOP 52.. K4 UTOP 55.. K5 TOOLDUR... K6 E DUR 250... K7 E DUR 300 K8 E DUR 400... K9 E DUR 500 K10 E DUR 600 K11 E DUR 60R. K12 E DUR 600Si..
Ferrous Alloys. Metal Alloys. Ferrous. Non ferrous. Grey iron. Carbon Low Alloy High Alloy. Nodular iron White iron Malleable iron Alloy cast irons
 Metal Alloys Most engineering metallic materials are alloys. Metals are alloyed to enhance their properties, such as strength, hardness or corrosion resistance, and to create new properties, such as shape
Metal Alloys Most engineering metallic materials are alloys. Metals are alloyed to enhance their properties, such as strength, hardness or corrosion resistance, and to create new properties, such as shape
PRODUCT CATALOGUE WELDING CONSUMABLES. 07/2014
 PRODUCT CATALOGUE WELDING CONSUMABLES 07/2014 www.magmaweld.com COMPANY PROFILE NON STOP WELDING & CUTTING Welders desire their welding electrodes and machines not to let them down while they carry out
PRODUCT CATALOGUE WELDING CONSUMABLES 07/2014 www.magmaweld.com COMPANY PROFILE NON STOP WELDING & CUTTING Welders desire their welding electrodes and machines not to let them down while they carry out
Chapter 12. Flux Cored Arc Welding Equipment, Setup, and Operation Delmar, Cengage Learning
 Chapter 12 Flux Cored Arc Welding Equipment, Setup, and Operation Objectives Explain the FCA welding process Describe what equipment is needed for FCA welding List the advantages of FCA welding, and explain
Chapter 12 Flux Cored Arc Welding Equipment, Setup, and Operation Objectives Explain the FCA welding process Describe what equipment is needed for FCA welding List the advantages of FCA welding, and explain
MATERIALIZING VISIONS. Bohler-Uddeholm H13 TOOL STEEL
 MATERIALIZING VISIONS Bohler-Uddeholm H13 TOOL STEEL Bohler-Uddeholm H13 General Bohler-Uddeholm H13 is a chromium-molybdenumvanadium alloyed steel which is characterized by: Good resistance to abrasion
MATERIALIZING VISIONS Bohler-Uddeholm H13 TOOL STEEL Bohler-Uddeholm H13 General Bohler-Uddeholm H13 is a chromium-molybdenumvanadium alloyed steel which is characterized by: Good resistance to abrasion
OIL &GAS EXPLORATION,EXTRACTION
 GOLD ANTI WEAR TECHNOLOGY OIL &GAS EXPLORATION,EXTRACTION WELDING REPAIR AND MAINTENANCE APPLICATIONS ANTI WEAR TECHNOLOGY Expensive equipment and industrial installations are subject to daily attack by
GOLD ANTI WEAR TECHNOLOGY OIL &GAS EXPLORATION,EXTRACTION WELDING REPAIR AND MAINTENANCE APPLICATIONS ANTI WEAR TECHNOLOGY Expensive equipment and industrial installations are subject to daily attack by
CIMC: Introduction to Agricultural Power and Technology
 CIMC: Introduction to Agricultural Power and Technology Unit 3- Shielded Metal Arc Welding 1. Shielded Metal Arc Welding also goes by other names. Which of the following is another term for this type of
CIMC: Introduction to Agricultural Power and Technology Unit 3- Shielded Metal Arc Welding 1. Shielded Metal Arc Welding also goes by other names. Which of the following is another term for this type of
STAINLESS STEELS. Chromium and nickel content in the various groups of stainless steels
 These steels contain a high percentage of chromium and sometimes other alloys and have been designed to prevent different types of corrosion. There are two kinds of corrosion: dry corrosion (often named
These steels contain a high percentage of chromium and sometimes other alloys and have been designed to prevent different types of corrosion. There are two kinds of corrosion: dry corrosion (often named
WELDING IN THE TOOL SHOP WITH UTP WELDING CONSUMABLES. High speed steels Cold working steels Hot working steels Injection mould steels Cast iron
 WELDING IN THE TOOL SHOP WITH UTP WELDING CONSUMABLES High speed steels Cold working steels Hot working steels Injection mould steels Cast iron G e n e r a l I n d e x Page Page 1. General introduction
WELDING IN THE TOOL SHOP WITH UTP WELDING CONSUMABLES High speed steels Cold working steels Hot working steels Injection mould steels Cast iron G e n e r a l I n d e x Page Page 1. General introduction
Arcos Has You Covered
 Arcos is the company with the reputation and experience you can rely on for a comprehensive line of superior quality bare and covered electrodes for high nickel alloys. Our wide selection of high nickel
Arcos is the company with the reputation and experience you can rely on for a comprehensive line of superior quality bare and covered electrodes for high nickel alloys. Our wide selection of high nickel
Part catalogue. 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys. special applications
 Part catalogue 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys as well as for special applications 6 Welding consumables for welding of cast iron, Cu- and Albase-alloys as well as
Part catalogue 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys as well as for special applications 6 Welding consumables for welding of cast iron, Cu- and Albase-alloys as well as
The following points should be considered when selecting the proper coated electrode. 1. Match the mechanical properties of the base metal.
 HQ Aluminum Elect The following points should be considered when selecting the proper coated electrode. 1. Match the mechanical properties of the base metal. 2. Match the chemical composition of the base
HQ Aluminum Elect The following points should be considered when selecting the proper coated electrode. 1. Match the mechanical properties of the base metal. 2. Match the chemical composition of the base
Distributor Exclusive Program
 Available Exclusively Through Authorized Distributors Point of Purchase Distributor Exclusive Program Create Your Own MG Display! Build your walk-in business by catering to your specific customer base.
Available Exclusively Through Authorized Distributors Point of Purchase Distributor Exclusive Program Create Your Own MG Display! Build your walk-in business by catering to your specific customer base.
NAME 345 Welding Technology Lecture 09 SAW, ESW & Resistance Welding
 NAME 345 Welding Technology Lecture 09 Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000, Bangladesh Submerged
NAME 345 Welding Technology Lecture 09 Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000, Bangladesh Submerged
The Convenience Stores For Metal
 STEEL Data and Specifications 303 Chromium-nickel stainless steel with added sulfur or selenium and phosphorus to improve machinability and non-seizing properties. It is the most free machining of the
STEEL Data and Specifications 303 Chromium-nickel stainless steel with added sulfur or selenium and phosphorus to improve machinability and non-seizing properties. It is the most free machining of the
NAME 345 Welding Technology Lecture 07 Shielded Metal Arc Welding (SMAW)
") NAME 345 Welding Technology Lecture 07 Shielded Metal Arc Welding (SMAW) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology
NAME 345 Welding Technology Lecture 07 Shielded Metal Arc Welding (SMAW) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology
ORVAR SUPREME. Hot work tool steel
 Hot work tool steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Hot work tool steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
PRODUCT SELECTION GUIDE BUILD-UP AND HARDFACING ELECTRODES AND WIRES. Coated Electrodes & Bare Rods. Semi-Automatic Wires
 PRODUCT SELECTION GUIDE BUILD-UP AND HARDFACING ELECTRODES AND WIRES Coated Electrodes & Bare Rods Semi-Automatic Wires Automatic Submerged Arc Wires CONTENTS Selection Guide to Build-Up and Hardfacing
PRODUCT SELECTION GUIDE BUILD-UP AND HARDFACING ELECTRODES AND WIRES Coated Electrodes & Bare Rods Semi-Automatic Wires Automatic Submerged Arc Wires CONTENTS Selection Guide to Build-Up and Hardfacing
Repairing the Roller of a Rolling Machine Used in SMAW Welding Processes
 Repairing the Roller of a Rolling Machine Used in SMAW Welding Processes Course: Welding technology De la Cruz Depaz Angel, Huamani Nisama, Rey Christian, Valencia Huarcaya, Noé Joel, Vergaray De la Cruz,
Repairing the Roller of a Rolling Machine Used in SMAW Welding Processes Course: Welding technology De la Cruz Depaz Angel, Huamani Nisama, Rey Christian, Valencia Huarcaya, Noé Joel, Vergaray De la Cruz,
Stainless Steel (17/4PH&630) Bar
 Bar") SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
Problem Steels 1. Welding Consumables Problem Steels. Section 12 - Welding Consumables. 12 Problem Steels. Welding of Problem Steels 2
 Problem Steels 1 Afrox Product Reference Manual Problem Steels Section - Problem Steels 1 Welding of Problem Steels 2 Problem Steels Electrodes 3 Problem Steels MIG & TIG Wires 7 Problem Steels Flux Cored
Problem Steels 1 Afrox Product Reference Manual Problem Steels Section - Problem Steels 1 Welding of Problem Steels 2 Problem Steels Electrodes 3 Problem Steels MIG & TIG Wires 7 Problem Steels Flux Cored
Frequently Asked Questions About Hardface Welding: Understanding What It Is and How it is Used
 Frequently Asked Questions About Hardface Welding: Understanding What It Is and How it is Used All industries have parts and equipment that are exposed to some type of destructive wear. Hardfacing is a
Frequently Asked Questions About Hardface Welding: Understanding What It Is and How it is Used All industries have parts and equipment that are exposed to some type of destructive wear. Hardfacing is a
CHAPTER INTRODUCTION
 1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
SAFDUR 800 E. MMA Electrodes Hardfacing
 SAFDUR 800 E SAFDUR 800 E is a basic-graphite coated high-efficiency MMA electrode with ~200% metal recovery depositing a hyper-eutectic chromium hard alloy with special alloying elements. Specially developed
SAFDUR 800 E SAFDUR 800 E is a basic-graphite coated high-efficiency MMA electrode with ~200% metal recovery depositing a hyper-eutectic chromium hard alloy with special alloying elements. Specially developed
WELDING,FABRICATION AND REPAIRS
 WELDING,FABRICATION AND REPAIRS FABRICATION Flat profiles and formed sections can be fabricated into larger items or finished structures using conventional welding procedures. Liners may be fixed to existing
WELDING,FABRICATION AND REPAIRS FABRICATION Flat profiles and formed sections can be fabricated into larger items or finished structures using conventional welding procedures. Liners may be fixed to existing
BÖHLER WELDING FILLER MATERIAL SELECTION
 Lasting Connections BÖHLER WELDING FILLER MATERIAL SELECTION voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER SELECTION AWS COVERED ELECTRODES, TIG RODS, SOLID WIRES AND CORED WIRES Under
Lasting Connections BÖHLER WELDING FILLER MATERIAL SELECTION voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER SELECTION AWS COVERED ELECTRODES, TIG RODS, SOLID WIRES AND CORED WIRES Under
Stainless Steel Bar
 SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
Fabrication Guide. sole manufacturer of T200X HARDFACED PLATE. Wear Resistant Hardfaced Plate
 Fabrication Guide Wear Resistant Hardfaced Plate HARDFACED PLATE sole manufacturer of T200X TM Wear Resistant Hardfaced Plate Fabrication Guide T his guide provides practical information on how to cut,
Fabrication Guide Wear Resistant Hardfaced Plate HARDFACED PLATE sole manufacturer of T200X TM Wear Resistant Hardfaced Plate Fabrication Guide T his guide provides practical information on how to cut,
> RX12UF. Cobalt content w/w. Grade. Properties and recommendations. HARTMETALL ESTECH AG 6285 Hitzkirch
 pli > Ultra-fine grain carbides are characterized by a very high hardness and wear resistance. They are used for milling tools and drills for processing abrasive, soft and tough materials, in nozzles and
pli > Ultra-fine grain carbides are characterized by a very high hardness and wear resistance. They are used for milling tools and drills for processing abrasive, soft and tough materials, in nozzles and
Consumables for hardfacing.
 Consumables for hardfacing Contents Home 411 Hardfacing Contents Designation DIN SFA/AWS Page SMAW OK 83.27 E1-UM-350-414 OK 83.28 E1-UM-300-415 OK 83.29 E1-UM-300-416 OK 83.50 E6-UM-55-417 OK 83.53 E
Consumables for hardfacing Contents Home 411 Hardfacing Contents Designation DIN SFA/AWS Page SMAW OK 83.27 E1-UM-350-414 OK 83.28 E1-UM-300-415 OK 83.29 E1-UM-300-416 OK 83.50 E6-UM-55-417 OK 83.53 E
Glossary of Steel Terms
 Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Welding Alloys Group. WA Applications. for Hydropower
 Welding Alloys Group WA Applications for Hydropower Success through innovation This catalogue presents a range of high performance cored wires and electrodes dedicated to hydropower applications. We will
Welding Alloys Group WA Applications for Hydropower Success through innovation This catalogue presents a range of high performance cored wires and electrodes dedicated to hydropower applications. We will
Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel
 Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel Technical Data & Welding Guidelines FERRALIUM Alloy 255 Ferralium 255SD50 Super Duplex Stainless Steel General FERRALIUM
Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel Technical Data & Welding Guidelines FERRALIUM Alloy 255 Ferralium 255SD50 Super Duplex Stainless Steel General FERRALIUM
WELDING Topic and Contents Hours Marks
 Topic and Contents Hours Marks 3.1 Introduction 04 Marks Classification and selection of welding process. Working principle of Gas welding and types of flames. 3.2 Arc welding process 08 Marks Metal arc,
Topic and Contents Hours Marks 3.1 Introduction 04 Marks Classification and selection of welding process. Working principle of Gas welding and types of flames. 3.2 Arc welding process 08 Marks Metal arc,
Introduction to Welding Technology
 Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
Steel Properties. History of Steel
 History of Steel Steel Properties Cast Iron Cast iron preceded wrought iron. It is brittle, has high carbon content with low tensile strength. It has excellent casting properties. It was mainly used to
History of Steel Steel Properties Cast Iron Cast iron preceded wrought iron. It is brittle, has high carbon content with low tensile strength. It has excellent casting properties. It was mainly used to
ALUMEC. High strength aluminium
 High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
COVERED ELECTRODES FOR (SMAW / MMA)
") Lasting Connections SELECTION GUIDE COVERED ELECTRODES FOR (SMAW / MMA) voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER WELDING Introduction Lasting Connections As a pioneer in welding consumables
Lasting Connections SELECTION GUIDE COVERED ELECTRODES FOR (SMAW / MMA) voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER WELDING Introduction Lasting Connections As a pioneer in welding consumables
Alloy Steels. Chapter 7. Copyright 2007 Dr. Ali Ourdjini.
 7 Alloy Steels At the end of this lesson students should be able to: Classify alloy steels Explain: effects of alloying elements to steel properties Discuss: composition, microstructure, mechanical properties
7 Alloy Steels At the end of this lesson students should be able to: Classify alloy steels Explain: effects of alloying elements to steel properties Discuss: composition, microstructure, mechanical properties
REMOVAL OF CAST LIP STEP 1 STEP 2. Layout cut lines, based on existing welds and verify with dimension taken from new lip. STEP 3
 REMOVAL OF CAST LIP STEP 1 fig. 1-1 Brace clam from cheek plate to cheek plate (A). Brace clam from bucket floor, (just behind back of lip joint), to upper cheek plate on both sides (B). The purpose of
REMOVAL OF CAST LIP STEP 1 fig. 1-1 Brace clam from cheek plate to cheek plate (A). Brace clam from bucket floor, (just behind back of lip joint), to upper cheek plate on both sides (B). The purpose of