TROUBLESHOOTING CRACKS IN STEEL CASTINGS. By Rodman Duncan Casteel Technical Service
|
|
|
- Alan Little
- 6 years ago
- Views:
Transcription

1 TROUBLESHOOTING CRACKS IN STEEL CASTINGS By Rodman Duncan Casteel Technical Service
2 This presentation is given to the members of Steel Founder s Society of America in order to serve as a framework which can be used to identify the cause of cracks in steel castings and determine the appropriate corrective action.
3 The First Step in the Crack Troubleshooting Process is to Identify: Where do cracks occur? When do cracks occur?
4 Where do cracks occur? At a hot spot in the castings ( ingate, hot riser, heavy section) Under a riser, on the riser contact surface Heavy section (greater than 6 inscribed sphere) At a stress-raiser on a casting surface (small radii, change of section) Inside a cored surface Adjacent to an ingate Adjacent to a chill
5 When do Cracks Occur? During solidification and cooling (visible after shakeout & blast) During processing (grinding, arc air, welding) After heat-treatment (especially Q&T) Many days after Q&T ( delayed cracking )
6 Definition: Crack Morphology The appearance, pattern and structure of a crack on the casting surface, the open crack face, or in cross-sectional view
7 Index of Crack Types (1) Hot Tears (2) Hot Cracks (2a) Ingate Crack (2b) Bore Crack (2c) Chill Crack (3) Stress Cracks (4) Riser Cracks (5) Aluminum Nitride Crack (6) Quench Crack (7) Hydrogen Crack (8) Craze Crack
8 (1) HOT TEARS The crack is in a hot spot, near an ingate or riser, or a heavy section; and it is very visible after shakeout

9 The jagged and discontinuous surface appearance of a hot tear on the surface

10 Hot-Tear Crack Morphology: Surface: Wide and discontinuous (jagged) Face: Very dark (oxidized) and featuring dendritic regions X-section: darkly oxidized, deep, wide, discontinuous, lined with silicates

11 Cross Section of Hot Tear
12 Hot-Tear Causes 1. Hindered contraction during the latter stages of solidification Casting/rigging design features: opposing flanges or appendages, gating system runners 2. Hot spot or large thermal gradient isolated heavy section, or heat concentration at an ingate or riser contact 3. Constriction stress caused by mold or core Excess mold/core strength or sand density 4. Low melt-point phases in the inter-dendritic regions Usually due to high sulfur, or type II sulfide inclusions High pouring temperatures
13 Hot-Tear Cures 1. Identify source of stress and eliminate it: Stress is in a direction across the direction of the tear Change runner configuration 2. Reduce mold/core constriction Ram-up lightner pockets in mold, hollow our core, provide core mandrel, etc Reduce binder level Reduce sand compaction 3. Reduce hot spot Change ingate location Use multiple ingates Lower pouring temperature Provide chill 4. Reduce sulfur level to <.02% Eliminate type II sulfides (increase deoxidation)
14 (2) HOT CRACKS The crack is a tight, slightly jagged, and shallow crack at a hot spot, at a radius or at a section change or junction. It may or may not be visible at shakeout (may need MPT).

15 Crack Morphology: Surface: much tighter than a hot-tear, slightly jagged, sometimes under a vein Hot Crack Crack face: small, shallow regions of dark inter-dendritic fracture at crack origin X-section: discontinuous & dendritic, crack lined with silicates and dark oxide, possibly also type II sulfides




16


17 X-section at 100X of Hot Crack showing discontinuous path and oxide coatings


18 Hot Crack showing dendritic fracture face in cross section and dark oxidized region on open crack face

19 HOT CRACK LINED WITH OXIDATION PRODUCTS
20 Hot Crack Causes 1. Casting design feature such as small radii, section junctions causing localized delayed solidification and stress 2. Localized hot spots at ingates and riser contacts large thermal gradients during solidification 3. Loss of mold support during very late stage of solidification Sand binder burn-out in no-bake binders 4. Type II sulfides at S >.02% 5. High pouring temperatures
21 Hot-Crack Cures 1. Follow casting design rules: Larger radii, tapered junction between sections 2. Provide localized cooling: Cracking brackets (cooling fins) across crack Chilling sand or chilling coating in radii (chromite, zircon) 3. Provide mold support to heavy/hot section (very large castings only) 4. Reduce pouring temperature 5. Eliminate veining (Fe3O4 additive) 6. Eliminate type II sulfides Increase deoxidizers
22 (2a) Ingate Hot Crack Located adjacent to an ingate Morphology same as stress crack or hot crack Worst case appears as hot tear
23 Ingate Crack Causes 1. Extreme hot spot at ingate 2. Ingate modulus too large
24 Ingate Crack Cures 1. Reduce modulus of ingate Decrease the V/SA ratio (knife gate) 2. Increase the number of ingates
25 (2b) Bore Crack The crack is inside of a cylindrical cored surface, parallel to axis of core Usually has morphology features as described under hot crack, or stress crack
26 Bore-crack causes 1. Core constraint High hot-strength (binder%) Solid core 2. Hot spot near riser or ingate 3. Stress riser on cored surface
27 Bore-Crack Cures 1. Reduce binder % Sand tensile about 75 psi (the lower the better) 2. Hollow out core, or use lightner blocks or mandrel 3. Chill hot spot use chill sands, or steel chill 4. Put cracking brackets in core
28 (2c) Chill Crack Located always under or adjacent to an chill Morphology same as stress crack or hot crack
29 Causes and Cures of Chill Crack 1. If located under a chill, reduce chill thickness 2. If located adjacent to a chill, taper the edges of the chill at 30
30 (3) COLD STRESS CRACK The crack is at a radius or at a section change or junction, or other stress-raiser, is very tight, may be visible or not after shakeout

31 Cold Stress Crack Crack Morphology Surface: The crack is very tight and continuous, often visible only after MPT Crack Face: shiny, no dark areas, intergranular, fine grained fracture X-section: The crack is continuous, not dendritic, no oxides or silicates
32 CRYSTALLINE FACE OF STRESS CRACK ALONG EMBRITTLED FERRITE GRAIN BOUNDARIES

33 STRESS CRACK SHOWING SLIGHT OXIDATION

34 STRESS CRACK AFTER HEAT-TREAT
35 STRESS CRACK ADJACENT TO LINE OF INCLUSIONS
36 Stress Crack Causes 1. Stress during cooling Hot shakeout, fast cooling, rough handling 2. For alloys CE>.6, long delay from shakeout to normalize 3. Hot spots in casting, thermal gradients 4. Sub-surface flaws Inclusions, shrinkage (in radii) 5. Casting stress-raisers, sharp radii
37 Stress Crack Cures 1. Cooling fins or chill sands 2. Reduce stress-raisers, apply casting design rules for radii and section change 3. Longer shakeout times 4. Normalize quickly after shakeout 5. Reduce thermal gradient, multiple ingates 6. Reduce alloy CE
38 (4) RISER-CONTACT CRACKS The crack is in a riser contact surface
39 Riser-Contact Crack Crack Morphology: Surface: Cracks are either jagged, or straight across riser, or straight cracks radiating out from center of riser (star crack) Crack Face: shiny or grey, fine intergranular X-section: straight, intergranular, continuous, deep, may be oxidized or not


40 DEEP RISER CRACK DURING QUENCH SHOWS TINTING FROM TEMPER

41 EXTENSIVE CRACKING MAY BE DUE TO SEGREGATION
42 Severe riser cracking can be caused by sub-surface secondary shrinkage
43 PARALLEL RISER CONTACT CACKS CAUSED BY ARC-AIR AND SEGREGATION
44 Riser-contact Crack Causes 1. Inadequate preheat during arc-air Especially if alloy CE >.6 2. Under-riser C and Mn segregation extending into casting Particularly in the case of a star crack 3. Secondary shrink under contact 4. Coarse & brittle as-cast microstructure 5. Grinding cracks normal to grind direction 6. Quench crack Occurs only after Q&T heat-treatment
45 Riser-contact Crack Cures 1. Preheat to 250F minimum before arc-air when CE >.6 2. Reduce segregation & secondary shrink: Use mildly-exothermic hot-topping, 10 to 20% D riser thick D neck >.6 D riser Riser H/D > prior to torch arc-air 4. Follow guidelines for proper quenching
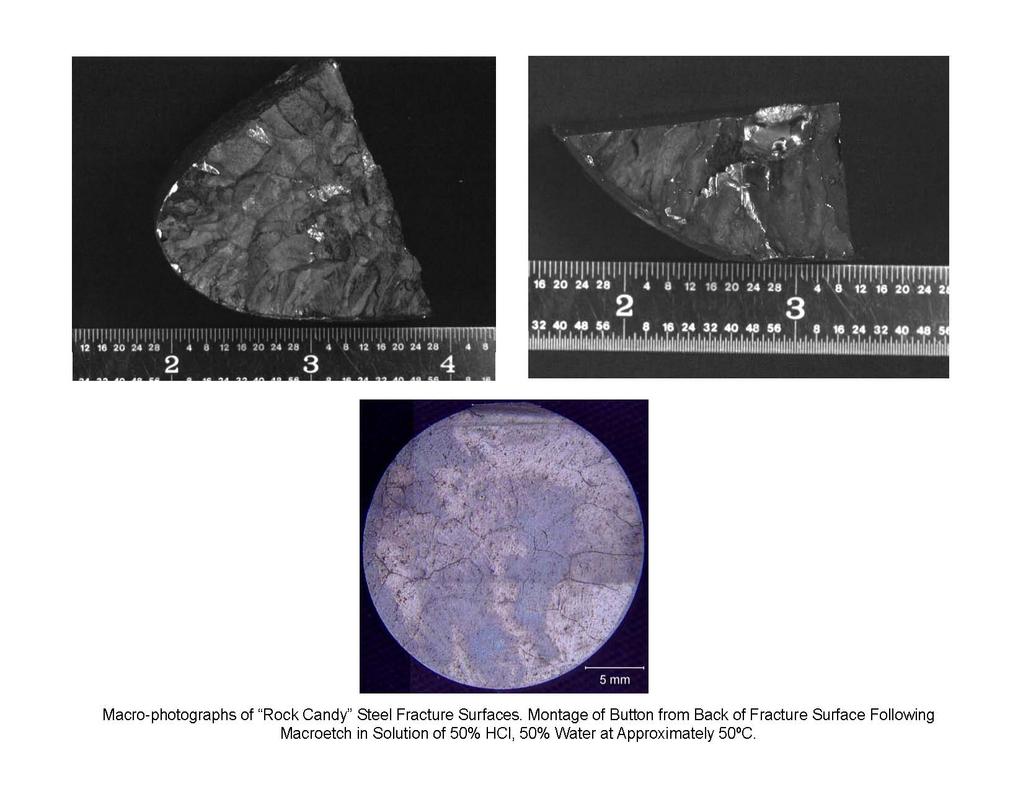
46 (5) ALUMINUM-NITRIDE CRACKS The crack is in a heavy section, or on a heavy section riser contact, and is visible as-cast, and is a meandering grain boundary crack

 is very")
47 The AlN crack (A) typically outlines the large prioraustenite grain boundaries, but may not be as continuous as this example shows. The rock candy feature of the crack face (B) is very indicative of this type of crack. (A) (B)
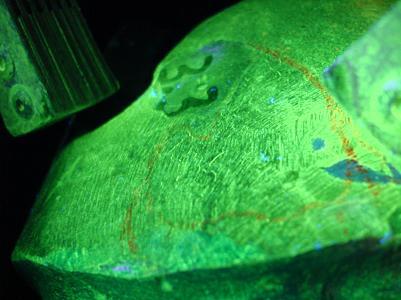
48 Aluminum-Nitride rock candy Crack Crack Morphology: Surface: Al-N cracks have a distinctive meandering path with small curved features, some with branches Crack face: The classic rock candy fracture smooth large grained facets, often more severe near the casting surface Usually a deep crack Lightly colored, no dark regions

49 The two lower microphotos are taken by an SEM on a fracture face facet, and show a distinct cross-hatched morphology caused by the precipitate of AlN
50
51 Aluminum-nitride Crack Causes 1. Usually caused by brittle precipitate of aluminum nitride at prior austenite grain boundaries. 2. Aluminum nitride is a result of: High residual aluminum High residual nitrogen Slow cooling in heavy sections 3. Shallow surface Al-N cracks in very heavy section caused by diffusion of N from PUN binder
52 Cures for Al-N cracks 1. Reduce N in arc furnace by C boil of.30 C minimum for N less than 80 ppm 2. Control residual Al to.025 to.04% 3. In very heavy section, replace Al deoxidation with Ca 4. Additions of N stabilizers Ti or Zr 5. Shakeout very heavy section parts above 2400F and allow to air cool 6. Al-N cannot be eliminated by heat treat
53 (6) QUENCH CRACKS The crack is a sharp, straight crack that is visible after Q&T heat-treatment

54 A sharply defined quench crack in a section removed from a casting

55 Crack Morphology: Surface: a straight sharp crack with no branching Crack face: most of the crack face will be a fine transgranular surface with a light tan or blue heat tint. The perimeter of the crack will have a curved edge. Inspect the crack face for chevrons that indicate crack origin. Inspect origin for pre-existing flaw or crack. This region will be dark grey to black in color Quench Crack

56 The crack goes straight through several sections of different thicknesses
 darker oxidation from a surface crack that had previously existed (B) a region of")
57 The quench crack from the previous slide opened up to reveal the crack face. (A) darker oxidation from a surface crack that had previously existed (B) a region of internal shrinkage
58 QUENCH CRACK FROM A CORNER
59 Quench Crack Causes 1. Pre existing surface flaw (at crack origin) Surface shrink, hot crack, stress crack,etc. 2. Sub-surface shrink 3. Hardenability too high for section size 4. Non-uniform quench due to poor agitation, hot water, or loading conditions 5. Casting quenched too cold, or not tempered soon enough after quench
60 Quench Crack Cures 1. Keep alloy C<.3 and CE <.6 2. Inspect part prior to quench for pre-existing flaws, repair before quench 3. Control water quench: Quench from 1600/1650F Water <100F, water velocity > 50 fpm, 1 gallon water per lb of castings Remove high-ce parts at 300/400F and air cool Provide spacing and even loading on tray 4. Temper soon after quench 5. Reduce riser segregation
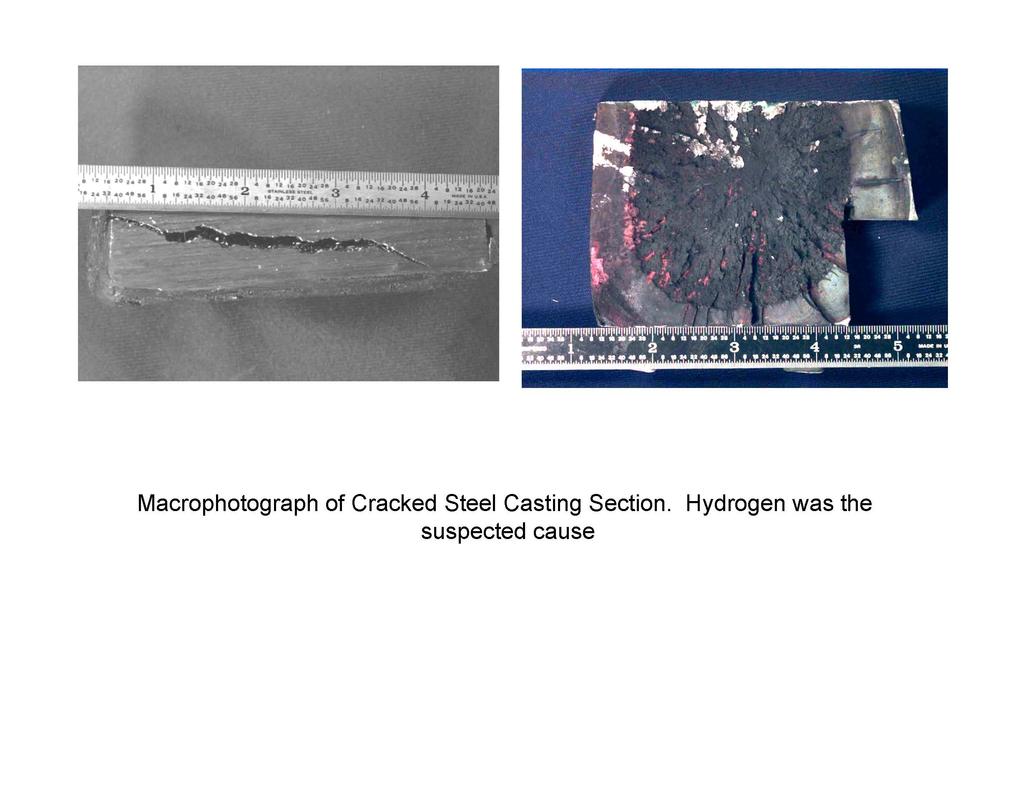
61 (7) HYDROGEN ASSISTED CRACKING The crack is in a heavy-section, and occurs several days to weeks after the final heattreatment

62 Delayed Hydrogen Assisted Crack Morphology: Surface: Crack is straight, slightly jagged, in heavy section (looks similar to quench crack) Crack face: Crack origin is at a flake at center of heavy section, sometimes in shrink zone. Crack face covers entire section, coming to surface in a few locations. Crack surface has distinct pinnacle and dimple features ( Hydrogen fish-eyes ) Cracking (HAC)


63 The crack face can have different morphology, but the fracture always proceeds from the center to the outside of the section

64 MULTIPLE INTERNAL CRACKS ARE HYDROGEN BURSTS
65
66 Cause of HAC 1. HAC worse in high strength steels Also worse at higher Nickel levels (>2%) 2. H above about 5ppm in steel before casting H pickup in liquid steel from moisture in refractories, alloys, mold, atmosphere, etc.
67 Cures for HAC Reduce hydrogen in liquid steel Vigorous boil in arc furnace >.3%C, H< 2ppm Induction furnace can have high H > 6ppm AOD has least H< 1ppm Eliminate all sources of moisture in refractories, alloys, mold coatings Minimize atmospheric exposure, turbulence Skin dry a green-sand mold 1. Vent board ladles First heat on boards has high H 2. Lighten out heavy cast sections 3. Provide H diffusion cycle: >
68 (8) CRAZE CRACKING The surface shows a craze-crack network of fine, shallow cracks which can be seen in the as-cast surface, usually with MPT

69 Crack Morphology Surface: A fine and indistinct network pattern of cracking, usually visible only with MPT, (looks like a pottery glaze crack) Crack face: usually the crack is too shallow to open up X-section: Very shallow crack, through ferrite or oxide at prior austenite grain boundary, highly oxidized Craze Cracking
70
71 Causes of Craze Cracking 1. In green sand molds, due to high-temperature oxidation at prior-austenite grain boundaries 2. Excessively high shakeout temperatures above 2000F Can be caused by combustion of binder and sand falling away from cast surface 3. Oxidation damage at austenite grains due to excessive austenitizing time and/or temperature 4. In very heavy sections, due to surface nitriding from PUN binder
72 Cures for Craze Cracks 1. In green sand mold, reduce moisture or skin-dry mold surface 2. In PUN, increase Fe3O4 addition to 5% 3. Reportedly worse at low levels of C, increase C to.25% 4. Reportedly worse in steels with high Ni 5. Usually can be removed by light grinding
73 A series of papers on cracking in steel castings were presented at the 1998 T&O Conference and published in the Proceedings of the T&O Conference from that year. These papers should provide further information regarding causes and cures of cracks in steel castings
MICROSTRUCTURAL ANALYSIS OF HOT TEARS IN A WCB STEEL VALVE BODY
 STEEL FOUNDERS' SOCIETY OF AMERICA TECHNICAL SERVICE REPORT #l05 MICROSTRUCTURAL ANALYSIS OF HOT TEARS IN A WCB STEEL VALVE BODY Published by the STEEL FOUNDERS' SOCIETY OF AMERICA Mr. Malcolm Blair Technical
STEEL FOUNDERS' SOCIETY OF AMERICA TECHNICAL SERVICE REPORT #l05 MICROSTRUCTURAL ANALYSIS OF HOT TEARS IN A WCB STEEL VALVE BODY Published by the STEEL FOUNDERS' SOCIETY OF AMERICA Mr. Malcolm Blair Technical
Understanding Contamination From Feeding Aids In Cast Steel
 Understanding Contamination From Feeding Aids In Cast Steel Riser sleeves and hot-toppings can improve the overall quality and cost of steel castings, but they may impact the chemistry of the metal. Tests
Understanding Contamination From Feeding Aids In Cast Steel Riser sleeves and hot-toppings can improve the overall quality and cost of steel castings, but they may impact the chemistry of the metal. Tests
Deoxidation Process Change to Prevent Under-Riser Cracking Caused by Aluminum Nitrides on Heavy Sections
 Deoxidation Process Change to Prevent Under-Riser Cracking Caused by Aluminum Nitrides on Heavy Sections M.C.M. Terrazas, Mario & Kulkarni, Shrirang. Metallurgy & Melt Acerlan Matrix Metals San Juan del
Deoxidation Process Change to Prevent Under-Riser Cracking Caused by Aluminum Nitrides on Heavy Sections M.C.M. Terrazas, Mario & Kulkarni, Shrirang. Metallurgy & Melt Acerlan Matrix Metals San Juan del
OPTIMIZATION OF PROPERTIES AND STRUCTURE WITH ADDITION OF TITANIUM IN HADFIELD STEELS Mohammad Bagher Limooei (1), Shabnam Hosseini (1)
, Shabnam Hosseini (1)") Abstract OPTIMIZATION OF PROPERTIES AND STRUCTURE WITH ADDITION OF TITANIUM IN HADFIELD STEELS Mohammad Bagher Limooei (1), Shabnam Hosseini (1) 1- Islamic Azad University, Ayatollah Amoli Branch sh_hosseini@yahoo.com,
Abstract OPTIMIZATION OF PROPERTIES AND STRUCTURE WITH ADDITION OF TITANIUM IN HADFIELD STEELS Mohammad Bagher Limooei (1), Shabnam Hosseini (1) 1- Islamic Azad University, Ayatollah Amoli Branch sh_hosseini@yahoo.com,
Heat Treating Basics-Steels
 Heat Treating Basics-Steels Semih Genculu, P.E. Steel is the most important engineering material as it combines strength, ease of fabrication, and a wide range of properties along with relatively low cost.
Heat Treating Basics-Steels Semih Genculu, P.E. Steel is the most important engineering material as it combines strength, ease of fabrication, and a wide range of properties along with relatively low cost.
Influence of compound deoxidation of steel with Al, Zr, rare earth metals, and Ti on properties of heavy castings
 ARCHIVES of FOUNDRY ENGINEERING Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 12 Issue 1/2012 99 104 19/1 Influence of compound deoxidation
ARCHIVES of FOUNDRY ENGINEERING Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 12 Issue 1/2012 99 104 19/1 Influence of compound deoxidation
Steels suitable for galvanizing
 Steels suitable for galvanizing 2013-09-18 Most steels can be satisfactorily hot-dip galvanized. However, reactive elements in the steel, in particular, silicon (Si) and phosphorus (P), can affect hot-dip
Steels suitable for galvanizing 2013-09-18 Most steels can be satisfactorily hot-dip galvanized. However, reactive elements in the steel, in particular, silicon (Si) and phosphorus (P), can affect hot-dip
Steels Processing, Structure, and Performance, Second Edition Copyright 2015 ASM International G. Krauss All rights reserved asminternational.
 Steels Processing, Structure, and Performance, Second Edition Copyright 2015 ASM International G. Krauss All rights reserved asminternational.org Contents Preface to the Second Edition of Steels: Processing,
Steels Processing, Structure, and Performance, Second Edition Copyright 2015 ASM International G. Krauss All rights reserved asminternational.org Contents Preface to the Second Edition of Steels: Processing,
Failure Analysis of Leaking Stainless Steel Pump Casing
 University of Tennessee, Knoxville Trace: Tennessee Research and Creative Exchange University of Tennessee Honors Thesis Projects University of Tennessee Honors Program 12-2011 Failure Analysis of Leaking
University of Tennessee, Knoxville Trace: Tennessee Research and Creative Exchange University of Tennessee Honors Thesis Projects University of Tennessee Honors Program 12-2011 Failure Analysis of Leaking
Temperature & Density for Castings
 Temperature & Density for Castings FIGURE 5.1 (a) Temperature as a function of time for the solidification of pure metals. Note that freezing takes place at a constant temperature. (b) Density as a function
Temperature & Density for Castings FIGURE 5.1 (a) Temperature as a function of time for the solidification of pure metals. Note that freezing takes place at a constant temperature. (b) Density as a function
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
PART II: Metal Casting Processes and Equipment
 Manufacturing Engineering Technology in SI Units, 6 th Edition PART II: Metal Casting Processes and Equipment Introduction Casting involves pouring molten metal into a mold cavity Process produce intricate
Manufacturing Engineering Technology in SI Units, 6 th Edition PART II: Metal Casting Processes and Equipment Introduction Casting involves pouring molten metal into a mold cavity Process produce intricate
Failure Analysis for the Economizer Tube of the Waste Heat Boiler
 China Steel Technical Report, No. 22, pp. 53 58, (2009) Tsung-Feng Wu 53 Failure Analysis for the Economizer Tube of the Waste Heat Boiler TSUNG-FENG WU New Materials Research and Development Department
China Steel Technical Report, No. 22, pp. 53 58, (2009) Tsung-Feng Wu 53 Failure Analysis for the Economizer Tube of the Waste Heat Boiler TSUNG-FENG WU New Materials Research and Development Department
family of stainless steels can be divided into five (5) categories:
 categories:") Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Metal Casting. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian Schmid 2008, Pearson Education ISBN No.
 Metal Casting Important factors in casting Solidification of the metal from its molten state and accompanying shrinkage Flow of the molten metal into the mold cavity Heat transfer during solidification
Metal Casting Important factors in casting Solidification of the metal from its molten state and accompanying shrinkage Flow of the molten metal into the mold cavity Heat transfer during solidification
Outline CASTING PROCESS - 2. The Mold in Casting. Sand Casting Mold Terms. Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia
 Outline CASTING PROCESS - 2 Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia Casting Molds Gating system pouring basin, sprue, runner, gate Riser Core Heating and melting Melting furnaces Pouring
Outline CASTING PROCESS - 2 Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia Casting Molds Gating system pouring basin, sprue, runner, gate Riser Core Heating and melting Melting furnaces Pouring
Structural Steels and Their Weldability
 Contents Structural Steels and Their Weldability Department of Civil Engineering Tokyo Institute of Technology Historical Review of Steels Iron and Steel Structural Steels Mechanical Properties Chemical
Contents Structural Steels and Their Weldability Department of Civil Engineering Tokyo Institute of Technology Historical Review of Steels Iron and Steel Structural Steels Mechanical Properties Chemical
Electronics materials - Stress and its effect on materials
 Electronics materials - Stress and its effect on materials Introduction You will have already seen in Mechanical properties of metals that stress on materials results in strain first elastic strain and
Electronics materials - Stress and its effect on materials Introduction You will have already seen in Mechanical properties of metals that stress on materials results in strain first elastic strain and
What Do The Sand Testing Numbers Mean
 What Do The Sand Testing Numbers Mean Scott Honeyman Carpenter Brothers, Inc. Minimum Sand Testing Program Two categories for green sand testing: 1) to check the consistency of the prepared green sand.
What Do The Sand Testing Numbers Mean Scott Honeyman Carpenter Brothers, Inc. Minimum Sand Testing Program Two categories for green sand testing: 1) to check the consistency of the prepared green sand.
27-301, Fall 02, Rollett. Total marks = 100 (20 per question). 1 st Homework, due Sept. 6th
. 1 st Homework, due Sept. 6th") 27-301, Fall 02, Rollett Total marks = 100 (20 per question). 1 st Homework, due Sept. 6th Notes/Answers The thermal histories asked for in this homework are not always unique defined so the homeworks
27-301, Fall 02, Rollett Total marks = 100 (20 per question). 1 st Homework, due Sept. 6th Notes/Answers The thermal histories asked for in this homework are not always unique defined so the homeworks
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
HEAT TREATMENT. Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability
 Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability HEAT TREATMENT With focus on Steels Principles of Heat Treatment of Steels Romesh C Sharma New Age International (P)
Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability HEAT TREATMENT With focus on Steels Principles of Heat Treatment of Steels Romesh C Sharma New Age International (P)
SIRIUS 253: A rare earth containing heat resistant steel. Thermal conductivity (W.m - 1.K - 1 ) Resistivity
 Resistivity") Indu SIRIUS 253 SIRIUS 253: A rare earth containing heat resistant SIRIUS 253 grade is a fully austenitic stainless containing 21 Cr, 1.7 Si, 0.17N and Rare Earth elements (cerium, lanthane,...) which
Indu SIRIUS 253 SIRIUS 253: A rare earth containing heat resistant SIRIUS 253 grade is a fully austenitic stainless containing 21 Cr, 1.7 Si, 0.17N and Rare Earth elements (cerium, lanthane,...) which
YIELD IMPROVEMENT CASE STUDY: STACKED SPRING CAPS
 YIELD IMPROVEMENT CASE STUDY: STACKED SPRING CAPS Shouzhu Ou 1, Kent Carlson 1, Malcolm Blair 2, Graham Jones 3, Richard Hardin 1 and Christoph Beckermann 4 1 Research Engineers, Department of Mechanical
YIELD IMPROVEMENT CASE STUDY: STACKED SPRING CAPS Shouzhu Ou 1, Kent Carlson 1, Malcolm Blair 2, Graham Jones 3, Richard Hardin 1 and Christoph Beckermann 4 1 Research Engineers, Department of Mechanical
Module - 2 Advanced Metal Casting Processes Lecture - 1 Metal Casting basics, Gating and Risering design
 Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 2 Advanced Metal Casting Processes Lecture
Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 2 Advanced Metal Casting Processes Lecture
Experiment E: Martensitic Transformations
 Experiment E: Martensitic Transformations Introduction: The purpose of this experiment is to introduce students to a family of phase transformations which occur by shear rather than diffusion. In metals,
Experiment E: Martensitic Transformations Introduction: The purpose of this experiment is to introduce students to a family of phase transformations which occur by shear rather than diffusion. In metals,
9. Welding Defects 109
 9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
HOTVAR. Hot work tool steel
 Hot work tool steel General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by: High hot wear resistance Very good high temperature properties High resistance
Hot work tool steel General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by: High hot wear resistance Very good high temperature properties High resistance
HOTVAR Hot work tool steel
 T OOL STEEL FACTS HOTVAR Hot work tool steel Wherever tools are made Wherever tools are used General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by:
T OOL STEEL FACTS HOTVAR Hot work tool steel Wherever tools are made Wherever tools are used General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by:
CHILLS 1. INTRODUCTION
 CHILLS 1. INTRODUCTION 2. DEFINITION 3. PURPOSE 4. MATERIAL 5. CALCULATION 6. RULES 7. NON-CONFORMITIES 8. CONCLUSIONS ADDITION : FINS ADDITION : DIFFERENCE IN EFFECT FOR GREY AND DUCTILE IRON 1. INTRODUCTION
CHILLS 1. INTRODUCTION 2. DEFINITION 3. PURPOSE 4. MATERIAL 5. CALCULATION 6. RULES 7. NON-CONFORMITIES 8. CONCLUSIONS ADDITION : FINS ADDITION : DIFFERENCE IN EFFECT FOR GREY AND DUCTILE IRON 1. INTRODUCTION
Title: Rectification of 20/90 Dragline. B Prabhakar Rao Manager, Coal and Coke Oven(C-1), MECON Limited, Ranchi.
, MECON Limited, Ranchi.") Title: Rectification of 20/90 Dragline By B Prabhakar Rao Manager, Coal and Coke Oven(C-1), MECON Limited, Ranchi. Dragline: Walking dragline 20/90 manufactured in collaboration with Russia is a powerful
Title: Rectification of 20/90 Dragline By B Prabhakar Rao Manager, Coal and Coke Oven(C-1), MECON Limited, Ranchi. Dragline: Walking dragline 20/90 manufactured in collaboration with Russia is a powerful
Principle No. 3 Design for Optimum Economy Factor #2 Machining cost Factor #1 Strength required Factor #3 Cooling rate
 Principle No. 3 Design for Optimum Economy The price of a casting quoted by the foundry is relatively unimportant both to the ultimate user and to the designer. Instead, the contribution of the casting
Principle No. 3 Design for Optimum Economy The price of a casting quoted by the foundry is relatively unimportant both to the ultimate user and to the designer. Instead, the contribution of the casting
A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY
 ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
This procedure applies to the operations of two 5000 lb. capacity furnaces with one 1250 kw variable frequency power unit to melt steel.
 PAGE: 1 of 10 1.0 SCOPE This procedure applies to the operations of two 5000 lb. capacity furnaces with one 1250 kw variable frequency power unit to melt steel. 2.0 RESPONSIBILITY The melter is responsible
PAGE: 1 of 10 1.0 SCOPE This procedure applies to the operations of two 5000 lb. capacity furnaces with one 1250 kw variable frequency power unit to melt steel. 2.0 RESPONSIBILITY The melter is responsible
Mat E 272 Lecture 19: Cast Irons
 Mat E 272 Lecture 19: Cast Irons November 8, 2001 Introduction: One reason steels and cast iron alloys find such wide-ranging applications and dominate industrial metal production is because of how they
Mat E 272 Lecture 19: Cast Irons November 8, 2001 Introduction: One reason steels and cast iron alloys find such wide-ranging applications and dominate industrial metal production is because of how they
A STUDY ON THERMAL CRACKING OF CAST IRON
 Paper No. 677 A STUDY ON THERMAL CRACKING OF CAST IRON Dr. M. Yousaf Anwar 414 Anwar Pakistan Engineering Congress, 70th Annual Session Proceedings 415 A STUDY ON THERMAL CRACKING OF CAST IRON Dr. M. Yousaf
Paper No. 677 A STUDY ON THERMAL CRACKING OF CAST IRON Dr. M. Yousaf Anwar 414 Anwar Pakistan Engineering Congress, 70th Annual Session Proceedings 415 A STUDY ON THERMAL CRACKING OF CAST IRON Dr. M. Yousaf
Materials for Automobiles. Carburization Lec 6 22 August 2011
 Materials for Automobiles Carburization Lec 6 22 August 2011 Assignment 1 Suggest suitable steel for: Sewing Needle Tipper load body Hammer head State the properties expected and how the recommended steel
Materials for Automobiles Carburization Lec 6 22 August 2011 Assignment 1 Suggest suitable steel for: Sewing Needle Tipper load body Hammer head State the properties expected and how the recommended steel
Far-reaching efficiency.
 Steel Far-reaching efficiency. The new XABO 1300. Achieving new heights in lightweight heavy-duty construction for special vehicles. With a minimum yield strength of 1,300 megapascals, the quenched and
Steel Far-reaching efficiency. The new XABO 1300. Achieving new heights in lightweight heavy-duty construction for special vehicles. With a minimum yield strength of 1,300 megapascals, the quenched and
Casting Process Part 2
 Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
STEEL FOUNDERS' SOCIETY OF AMERCA TECHNICAL SERVICE REPORT #101
 STEEL FOUNDERS' SOCIETY OF AMERCA TECHNICAL SERVICE REPORT #101 OBSERVATIONS ON THE EFFECT OF NITROGEN ON AUSTENITE STABILITY IN CF-3 AND CF-8 STAINLESS STEEL Published by the STEEL FOUNDERS' SOCIETY OF
STEEL FOUNDERS' SOCIETY OF AMERCA TECHNICAL SERVICE REPORT #101 OBSERVATIONS ON THE EFFECT OF NITROGEN ON AUSTENITE STABILITY IN CF-3 AND CF-8 STAINLESS STEEL Published by the STEEL FOUNDERS' SOCIETY OF
7. Design for Castability
 7. Design for Castability Castability implies ease of producing a casting, minimising cost, defects and lead-time. This is facilitated by high compatibility between product requirements and process capabilities.
7. Design for Castability Castability implies ease of producing a casting, minimising cost, defects and lead-time. This is facilitated by high compatibility between product requirements and process capabilities.
related to the welding of aluminium are due to its high thermal conductivity, high
 Chapter 7 COMPARISON FSW WELD WITH TIG WELD 7.0 Introduction Aluminium welding still represents a critical operation due to its complexity and the high level of defect that can be produced in the joint.
Chapter 7 COMPARISON FSW WELD WITH TIG WELD 7.0 Introduction Aluminium welding still represents a critical operation due to its complexity and the high level of defect that can be produced in the joint.
Materials engineering. Iron and steel making
 Materials engineering Iron and steel making Metals: rarely exist in pure state mostly in ores Ore: Metallic and other compounds, mostly oxides Metallic content: Iron ores: 30-70% Fe Copper ores: 0.1-0.8
Materials engineering Iron and steel making Metals: rarely exist in pure state mostly in ores Ore: Metallic and other compounds, mostly oxides Metallic content: Iron ores: 30-70% Fe Copper ores: 0.1-0.8
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR
 Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
Incoloy Alloy 800H/800HT (UNS N08810/088011)
") Incoloy 800H/800HT (UNS N08810/088011) Incoloy 800H/HT is an outstanding corrosion resistant alloy that is recommended for use in the high temperature industrial conditions. It has higher strength than
Incoloy 800H/800HT (UNS N08810/088011) Incoloy 800H/HT is an outstanding corrosion resistant alloy that is recommended for use in the high temperature industrial conditions. It has higher strength than
Development of Veinseal
 VEINSEAL The development of Veinseal as a revolutionary core additive followed a 6-7 year path, involving the testing of many different materials, in addition to requiring a bit of serendipity. Before
VEINSEAL The development of Veinseal as a revolutionary core additive followed a 6-7 year path, involving the testing of many different materials, in addition to requiring a bit of serendipity. Before
The ATI 17-4 precipitation hardening stainless steel (S17400) is covered by the following wrought product specifications.
 is covered by the following wrought product specifications.") ATI 17-4 Precipitation Hardening Stainless Steel (UNS S17400) INTRODUCTION ATI 17-4 precipitation hardening stainless steel (S17400), Type 630, is a chromium-nickel-copper precipitation hardening stainless
ATI 17-4 Precipitation Hardening Stainless Steel (UNS S17400) INTRODUCTION ATI 17-4 precipitation hardening stainless steel (S17400), Type 630, is a chromium-nickel-copper precipitation hardening stainless
DURATINET COURSE - Testing Techniques for Structures Inspection LNEC Lisbon Portugal May 2012
 DURATINET - Testing Techniques for Structures Inspection METALLOGRAPHY AND FRACTOGRAPHY OF IRON AND STEEL M. J. Correia LNEC, Laboratório Nacional de Engenharia Civil, DM, Av. do Brasil, 101, 1700 066
DURATINET - Testing Techniques for Structures Inspection METALLOGRAPHY AND FRACTOGRAPHY OF IRON AND STEEL M. J. Correia LNEC, Laboratório Nacional de Engenharia Civil, DM, Av. do Brasil, 101, 1700 066
Cast Iron Foundry Practices 3. Metallurgy of grey irons
 MME 345, Lecture 36 Cast Iron Foundry Practices 3. Metallurgy of grey irons Ref: Heine, Loper and Rosenthal. Principles of Metal Casting, Tata McGraw-Hill, 19670 Topics to discuss today 1. Graphite morphology
MME 345, Lecture 36 Cast Iron Foundry Practices 3. Metallurgy of grey irons Ref: Heine, Loper and Rosenthal. Principles of Metal Casting, Tata McGraw-Hill, 19670 Topics to discuss today 1. Graphite morphology
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION. T.W. Skszek and M. T. J. Lowney. Abstract. DMD Process Overview
 DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
short name: NR* technical product sheet created :57 1/10 seamless tube EN tol. acc. EN/ISO 1127 NR ,0 0,075 4,0 0,125
 technical product sheet short name: NR* seamless tube EN 10216-5 tol. acc. EN/ISO 1127 Art.-Nr. kg s D NR-033-020 NR-030-040 NR-030-030 NR-030-020 NR-030-016 NR-028-035 NR-026-032 NR-026-026 NR-026-023
technical product sheet short name: NR* seamless tube EN 10216-5 tol. acc. EN/ISO 1127 Art.-Nr. kg s D NR-033-020 NR-030-040 NR-030-030 NR-030-020 NR-030-016 NR-028-035 NR-026-032 NR-026-026 NR-026-023
BUREAU OF INDIAN STANDARDS Draft Indian Standard
 For Comments Only BUREAU OF INDIAN STANDARDS Draft Indian Standard STEEL PLATES FOR PRESSURE VESSEL FOR INTERMEDIATE AND HIGH TEMPERATURE SERVICE INCLUDING BOILERS (Third Revision of IS 2002) ICS 77.140.30
For Comments Only BUREAU OF INDIAN STANDARDS Draft Indian Standard STEEL PLATES FOR PRESSURE VESSEL FOR INTERMEDIATE AND HIGH TEMPERATURE SERVICE INCLUDING BOILERS (Third Revision of IS 2002) ICS 77.140.30
Steel Castings in Architecture PDH Code: AIA A781 AISC G295
 Steel Castings in Architecture PDH Code: AIA A781 AISC G295 American Institute of Steel Construction E 14a Wednesday 73211 E 14b Friday 62326 Best Practices Credit(s) earned on completion of this course
Steel Castings in Architecture PDH Code: AIA A781 AISC G295 American Institute of Steel Construction E 14a Wednesday 73211 E 14b Friday 62326 Best Practices Credit(s) earned on completion of this course
Solidification of Metals in Molds
 Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
11.3 The alloying elements in tool steels (e.g., Cr, V, W, and Mo) combine with the carbon to form very hard and wear-resistant carbide compounds.
 combine with the carbon to form very hard and wear-resistant carbide compounds.") 11-2 11.2 (a) Ferrous alloys are used extensively because: (1) Iron ores exist in abundant quantities. (2) Economical extraction, refining, and fabrication techniques are available. (3) The alloys may
11-2 11.2 (a) Ferrous alloys are used extensively because: (1) Iron ores exist in abundant quantities. (2) Economical extraction, refining, and fabrication techniques are available. (3) The alloys may
ATI 332 ATI 332. Technical Data Sheet. Stainless Steel: Austenitic GENERAL PROPERTIES TYPICAL ANALYSIS PHYSICAL PROPERTIES
 ATI 332 Stainless Steel: Austenitic (UNS N08800) GENERAL PROPERTIES ATI 332 alloy is a nickel and chromium austenitic stainless steel designed to resist oxidation and carburization at elevated temperatures.
ATI 332 Stainless Steel: Austenitic (UNS N08800) GENERAL PROPERTIES ATI 332 alloy is a nickel and chromium austenitic stainless steel designed to resist oxidation and carburization at elevated temperatures.
Chapter Outline: Failure
 Chapter Outline: Failure How do Materials Break? Ductile vs. brittle fracture Principles of fracture mechanics Stress concentration Impact fracture testing Fatigue (cyclic stresses) Cyclic stresses, the
Chapter Outline: Failure How do Materials Break? Ductile vs. brittle fracture Principles of fracture mechanics Stress concentration Impact fracture testing Fatigue (cyclic stresses) Cyclic stresses, the
ATI 201 HP /ATI 201L HP
 Stainless Steel: Austenitic (UNS S20100 and S20103) GENERAL PROPERTIES and L austenitic stainless steels belong to the 200 series of Cr-Mn-Ni stainless alloys, which are similar to the 300 series of Cr-Ni
Stainless Steel: Austenitic (UNS S20100 and S20103) GENERAL PROPERTIES and L austenitic stainless steels belong to the 200 series of Cr-Mn-Ni stainless alloys, which are similar to the 300 series of Cr-Ni
ATI 2205 ATI Technical Data Sheet. Duplex Stainless Steel GENERAL PROPERTIES. (UNS S31803 and S32205)
") ATI 2205 Duplex Stainless Steel (UNS S31803 and S32205) GENERAL PROPERTIES ATI 2205 alloy (UNS S31803 and/or S32205) is a nitrogen-enhanced duplex stainless steel alloy. The nitrogen serves to significantly
ATI 2205 Duplex Stainless Steel (UNS S31803 and S32205) GENERAL PROPERTIES ATI 2205 alloy (UNS S31803 and/or S32205) is a nitrogen-enhanced duplex stainless steel alloy. The nitrogen serves to significantly
Casting Defects - Sand Mold, Metal Casting
 1 de 9 28/11/2013 20:04 About Us Casting Products Casting Workshop Machining Workshop Inspection Certif Casting Defects - Sand Mold, Metal Casting Introducing various metal casting defects with many pictures
1 de 9 28/11/2013 20:04 About Us Casting Products Casting Workshop Machining Workshop Inspection Certif Casting Defects - Sand Mold, Metal Casting Introducing various metal casting defects with many pictures
Impact 7 Steel. A Durable, Dependable Steel Solution For Harsh Environments. Technical Data. Alloy Description. Alloy Type. Typical Applications
 Impact 7 Steel Technical Data A Durable, Dependable Steel Solution For Harsh Environments Alloy Description As a world leader in steel manufacturing, TimkenSteel specializes in providing custom steel solutions
Impact 7 Steel Technical Data A Durable, Dependable Steel Solution For Harsh Environments Alloy Description As a world leader in steel manufacturing, TimkenSteel specializes in providing custom steel solutions
Fractography: The Way Things Fracture
 Fractography: The Way Things Fracture S.K. Bhaumik Materials Science Division Council of Scientific & Industrial Research (CSIR) Bangalore 560 017 Outline Introduction Classification of fracture Fracture
Fractography: The Way Things Fracture S.K. Bhaumik Materials Science Division Council of Scientific & Industrial Research (CSIR) Bangalore 560 017 Outline Introduction Classification of fracture Fracture
Introduction to Joining Processes
 7. WELD METALLURGY A wide range of mechanical and physical properties can be developed in a single engineering material of given composition by altering the microstructure. Such properties are said to
7. WELD METALLURGY A wide range of mechanical and physical properties can be developed in a single engineering material of given composition by altering the microstructure. Such properties are said to
An investigation of the effect of five different inoculants on the metal expansion penetration in grey cast iron
 1 An investigation of the effect of five different inoculants on the metal expansion penetration in grey cast iron Izudin Dugic and Ingvar L Svensson Division of Component Technology Jönköping University,
1 An investigation of the effect of five different inoculants on the metal expansion penetration in grey cast iron Izudin Dugic and Ingvar L Svensson Division of Component Technology Jönköping University,
Uddeholm Formvar. FORMVAR is a trade mark registered in the European Union
 Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
CLAD STAINLESS STEELS AND HIGH-NI-ALLOYS FOR WELDED TUBE APPLICATION
 CLAD STAINLESS STEELS AND HIGHNIALLOYS FOR WELDED TUBE APPLICATION Wolfgang Bretz Wickeder Westfalenstahl GmbH Hauptstrasse 6 D58739 Wickede, Germany Keywords: Cladding, Laser/TIG Welding, Combined SolderingWelding
CLAD STAINLESS STEELS AND HIGHNIALLOYS FOR WELDED TUBE APPLICATION Wolfgang Bretz Wickeder Westfalenstahl GmbH Hauptstrasse 6 D58739 Wickede, Germany Keywords: Cladding, Laser/TIG Welding, Combined SolderingWelding
HOLDAX Prehardened holder steel
 Prehardened holder steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Prehardened holder steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Solidification and Crystallisation 5. Formation of and control of granular structure
 MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
>> Iron << Aluminum Steel Copper. MeltLab Systems Copyright 2014 All rights reserved 844-Meltlab
 >> Iron
>> Iron
Principals of Billet Making
 Billet quality directly controls the quality of extrusions and affects productivity, in term profitability. The quality of billets& cost are the two important considerations for extrusion producers. Day
Billet quality directly controls the quality of extrusions and affects productivity, in term profitability. The quality of billets& cost are the two important considerations for extrusion producers. Day
Lecture - 06 Principle of Fusion Welding Processes: Gas Welding
 Joining Technologies of Commercial Importance Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology Roorkee Lecture - 06 Principle of Fusion Welding Processes:
Joining Technologies of Commercial Importance Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology Roorkee Lecture - 06 Principle of Fusion Welding Processes:
Results are presented in Table 1. The tube was fabricated from a Type 347 and no unusual conditions were noted.
 1. Introduction Hydroprocessing units such as isomax in oil refineries upgrade hydrocarbon feedstocks by converting heavier feeds into more valuable lighter products. The reactions occur under a hydrogen-rich
1. Introduction Hydroprocessing units such as isomax in oil refineries upgrade hydrocarbon feedstocks by converting heavier feeds into more valuable lighter products. The reactions occur under a hydrogen-rich
Mechanical Properties
 Mechanical Properties Elastic deformation Plastic deformation Fracture Fatigue Environmental crack growth Crack Instabilty ß σ T The critical crack length for given σ a a c = Q 2 K Ic σ a 2 a r ß a Sources
Mechanical Properties Elastic deformation Plastic deformation Fracture Fatigue Environmental crack growth Crack Instabilty ß σ T The critical crack length for given σ a a c = Q 2 K Ic σ a 2 a r ß a Sources
B Moulding plant. A Clay-bonded sand
 124 Assistance for decisions: Burnt-on sand 125 Assistance for decisions: Burnt-on sand A Clay-bonded sand B Moulding plant Examine lustrous carbon production Measure active carbon in moulding sand, examine
124 Assistance for decisions: Burnt-on sand 125 Assistance for decisions: Burnt-on sand A Clay-bonded sand B Moulding plant Examine lustrous carbon production Measure active carbon in moulding sand, examine
Specification Alloyed quenched and tempered steel and. JED precipitation hardening steel 036M
 Specification 2017-05 Class: Heat-treatable steel Class No.:11 Alloyed quenched and tempered steel and JED precipitation hardening steel 036M Previous Edition Part name (for databases) 1994-03 Alloyed
Specification 2017-05 Class: Heat-treatable steel Class No.:11 Alloyed quenched and tempered steel and JED precipitation hardening steel 036M Previous Edition Part name (for databases) 1994-03 Alloyed
Materials & Processes in Manufacturing. Introduction. Introduction ME 151. Chapter 6 Ferrous Metals and Alloys
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 6 Ferrous Metals and Alloys 1 Introduction Figure 6-1 Page 106 2003 Bill Young 2 Introduction Metals are example of a material (The
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 6 Ferrous Metals and Alloys 1 Introduction Figure 6-1 Page 106 2003 Bill Young 2 Introduction Metals are example of a material (The
Heat Treatment of Steel Lab Report. Justin Lance 11/16/2011 Engineering 45 Lab Section 3 Troy Topping
 Heat Treatment of Steel Lab Report Justin Lance justalance@gmail.com 11/16/2011 Engineering 45 Lab Section 3 Troy Topping troytopping@gmail.com ABSTRACT We observed how the properties of 4140 steel vary
Heat Treatment of Steel Lab Report Justin Lance justalance@gmail.com 11/16/2011 Engineering 45 Lab Section 3 Troy Topping troytopping@gmail.com ABSTRACT We observed how the properties of 4140 steel vary
FSection F. Sheets and Plates. Plates. Plates and Sheets. Plates. Plates. Sheets and Plates
 FSection F HIGH STRENGTH LOW ALLOY STEELS HEAT TREATED CONSTRUCTIONAL ALLOY STEELS ABRASION RESISTING STEELS HIGH STRENGTH LOW ALLOY STEELS... 2-3 Sheets and Plates HEAT TREATED CONSTRUCTIONAL ALLOY STEELS...
FSection F HIGH STRENGTH LOW ALLOY STEELS HEAT TREATED CONSTRUCTIONAL ALLOY STEELS ABRASION RESISTING STEELS HIGH STRENGTH LOW ALLOY STEELS... 2-3 Sheets and Plates HEAT TREATED CONSTRUCTIONAL ALLOY STEELS...
CHAPTER 3 VALVE STEEL MATERIAL AND THERMAL PROCESSING
 48 CHAPTER 3 VALVE STEEL MATERIAL AND THERMAL PROCESSING This chapter discusses the materials used for making internal combustion engine inlet and exhaust valves. The general heat treatments followed for
48 CHAPTER 3 VALVE STEEL MATERIAL AND THERMAL PROCESSING This chapter discusses the materials used for making internal combustion engine inlet and exhaust valves. The general heat treatments followed for
Cracks in high-manganese cast steel
 ARCHIVES of FOUNDRY ENGINEERING Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 9 Issue 4/2009 17 22 4/4 Cracks in high-manganese cast
ARCHIVES of FOUNDRY ENGINEERING Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 9 Issue 4/2009 17 22 4/4 Cracks in high-manganese cast
Chemistry and Chemical Sampling Updated 2012
 Chemistry and Chemical Sampling Updated 2012 Chemical Analysis The Quality of an Analysis is Never Better than the Quality of the Sample Chemistry and Chemical Sampling Why is metal chemistry control important?
Chemistry and Chemical Sampling Updated 2012 Chemical Analysis The Quality of an Analysis is Never Better than the Quality of the Sample Chemistry and Chemical Sampling Why is metal chemistry control important?
is detrimental to hot workability and subsequent surface quality. It is used in certain steels to improve resistance to atmospheric corrosion.
 Glossary of Terms Alloying Elements ALUMINIUM - Al is used to deoxidise steel and control grain size. Grain size control is effected by forming a fine dispersion with nitrogen and oxygen which restricts
Glossary of Terms Alloying Elements ALUMINIUM - Al is used to deoxidise steel and control grain size. Grain size control is effected by forming a fine dispersion with nitrogen and oxygen which restricts
Metals are used by industry for either one or combination of the following properties
 Basic Metallurgy Metals are the backbone of the engineering industry being the most important Engineering Materials. In comparison to other engineering materials such as wood, ceramics, fabric and plastics,
Basic Metallurgy Metals are the backbone of the engineering industry being the most important Engineering Materials. In comparison to other engineering materials such as wood, ceramics, fabric and plastics,
ME 216 Engineering Materials II
 ME 216 Engineering Materials II Chapter 12 Heat Treatment (Part II) Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana Assistant Professor Hardenability It is the ability of steel to harden
ME 216 Engineering Materials II Chapter 12 Heat Treatment (Part II) Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana Assistant Professor Hardenability It is the ability of steel to harden
Hot rolled Steel Plates, Sheets and Coils
 Hot rolled Steel Plates, Sheets and Coils Steels resistant to wear and surface pressure AR Hardened steel resistant to abrasive wear cause by rolling contact and high surface pressure can be used to signiþ
Hot rolled Steel Plates, Sheets and Coils Steels resistant to wear and surface pressure AR Hardened steel resistant to abrasive wear cause by rolling contact and high surface pressure can be used to signiþ
STEEL FOUNDERS SOCIETY OF AMERICA TECHNICAL SERVICE REPORT #123 BRITTLE FRACTURE IN A WCB STEEL CASTING
 STEEL FOUNDERS SOCIETY OF AMERICA TECHNICAL SERVICE REPORT #123 BRITTLE FRACTURE IN A WCB STEEL CASTING Published by the STEEL FOUNDERS SOCIETY OF AMERICA Malcolm Blair Technical and Research Director
STEEL FOUNDERS SOCIETY OF AMERICA TECHNICAL SERVICE REPORT #123 BRITTLE FRACTURE IN A WCB STEEL CASTING Published by the STEEL FOUNDERS SOCIETY OF AMERICA Malcolm Blair Technical and Research Director
Glossary of Steel Terms
 Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
QRO 90 SUPREME Hot work tool steel
 T O O L S T E E L F A C T S QRO 90 Hot work tool steel Great Tooling Starts Here! Cover photo: Bo Dahlgren This information is based on our present state of knowledge and is intended to provide general
T O O L S T E E L F A C T S QRO 90 Hot work tool steel Great Tooling Starts Here! Cover photo: Bo Dahlgren This information is based on our present state of knowledge and is intended to provide general
Autonomous Engineering Applied to Investment Casting Process. ICI Conference October 15-18, 2017
 Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
Chemical Processing Equipment. Distillation Towers. Oil Refineries
 410S STAINLESS STEEL Chemical Processing Equipment Distillation Towers Oil Refineries Trays TYPE 410S is a low-carbon, non-hardening ferritic stainless steel. The ability to cool from elevated temperatures
410S STAINLESS STEEL Chemical Processing Equipment Distillation Towers Oil Refineries Trays TYPE 410S is a low-carbon, non-hardening ferritic stainless steel. The ability to cool from elevated temperatures
Chapter Four EXTRUDABILITY & QUENCH SENSITIVITY
 Chapter Four EXTRUDABILITY & QUENCH SENSITIVITY Metal Response and Extrudability Mechanical Properties Data flow stress ductility temperature Localized Deformation Extrudability Testing Flow Stress Data
Chapter Four EXTRUDABILITY & QUENCH SENSITIVITY Metal Response and Extrudability Mechanical Properties Data flow stress ductility temperature Localized Deformation Extrudability Testing Flow Stress Data
PART I PERFORMANCE OF MATERIALS IN SERVICE. Materials and Process Selection for Engineering Design: Mahmoud Farag
 PART I PERFORMANCE OF MATERIALS IN SERVICE 1 Performance of Materials in Service I Part I discusses the different types of failure and how to prevent, or at least delay, such failures by selecting appropriate
PART I PERFORMANCE OF MATERIALS IN SERVICE 1 Performance of Materials in Service I Part I discusses the different types of failure and how to prevent, or at least delay, such failures by selecting appropriate
Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore
 Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore Recap Eutectic phase diagram Eutectic phase diagram Eutectic isotherm Invariant point Eutectic Reaction Compositions of components
Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore Recap Eutectic phase diagram Eutectic phase diagram Eutectic isotherm Invariant point Eutectic Reaction Compositions of components
ATI 13-8 ATI Technical Data Sheet. Precipitation Hardening Alloy INTRODUCTION FORMS AND CONDITIONS. (UNS S13800, ASTM Type XM-13)
") ATI 13-8 Precipitation Hardening Alloy (UNS S13800, ASTM Type XM-13) INTRODUCTION ATI 13-8 alloy (UNS S13800) is a martensitic precipitation-hardening stainless steel that has excellent strength, high
ATI 13-8 Precipitation Hardening Alloy (UNS S13800, ASTM Type XM-13) INTRODUCTION ATI 13-8 alloy (UNS S13800) is a martensitic precipitation-hardening stainless steel that has excellent strength, high
WeldingAL-6XN. General Welding Recommendations
 WeldingAL-6XN General Welding Recommendations AL-6XN alloy is easily welded using similar weld parameters as Type 316L stainless steel, including travel speed (IPM) and weld current. It is typically suggested
WeldingAL-6XN General Welding Recommendations AL-6XN alloy is easily welded using similar weld parameters as Type 316L stainless steel, including travel speed (IPM) and weld current. It is typically suggested
Appendix 3 JIS Steel and Related Standards 471
 Appendix 3 JIS Steel and Related Standards 471 G 3314:1995 G 3315:2002 G 3316:1987 G 3317:1994 G 3318:1994 G 3320:1999 G 3321:1998 G 3322:1998 G 3350:1987 G 3351:1987 G 3352:2003 G 3353:1990 G 3429:1988
Appendix 3 JIS Steel and Related Standards 471 G 3314:1995 G 3315:2002 G 3316:1987 G 3317:1994 G 3318:1994 G 3320:1999 G 3321:1998 G 3322:1998 G 3350:1987 G 3351:1987 G 3352:2003 G 3353:1990 G 3429:1988
ATI 601 ATI 601. Technical Data Sheet. Nickel-base Alloy INTRODUCTION PRODUCT FORMS SPECIFICATIONS & CERTIFICATES (UNS N06601)
") Nickel-base Alloy (UNS N06601) INTRODUCTION alloy (UNS Designation N06601) is an austenitic nickel-chromium-iron alloy designed for both heat and corrosion resistance. As compared to ATI 600 alloy (UNS
Nickel-base Alloy (UNS N06601) INTRODUCTION alloy (UNS Designation N06601) is an austenitic nickel-chromium-iron alloy designed for both heat and corrosion resistance. As compared to ATI 600 alloy (UNS
Quality of ductile iron
 Quality of ductile iron It is in the eye of the beholder Al Alagarsamy THORS What is quality? Properties? Can we quantify it? Soundness gas and shrinkage Absence of inclusions Absence of carbides chill,
Quality of ductile iron It is in the eye of the beholder Al Alagarsamy THORS What is quality? Properties? Can we quantify it? Soundness gas and shrinkage Absence of inclusions Absence of carbides chill,
Moda 430/4016 EN , ASTM TYPE 430 / UNS S43000
 Moda 430/4016 EN 1.4016, ASTM TYPE 430 / UNS S43000 General characteristics Moda 430/4016 is a classic 16 chromium ferritic stainless steel. Good corrosion resistance in mildly corrosive environments combined
Moda 430/4016 EN 1.4016, ASTM TYPE 430 / UNS S43000 General characteristics Moda 430/4016 is a classic 16 chromium ferritic stainless steel. Good corrosion resistance in mildly corrosive environments combined