V 1 m/min. V max (press) V 1 max. Temperature C. Arch. Metall. Mater., Vol. 61 (2016), No 1, p Introduction
|
|
|
- Heather Singleton
- 6 years ago
- Views:
Transcription
1 Arch. Metall. Mater., Vol. 61 (2016), No 1, p DOI: /amm D. Leśniak*,#, M. Dziki*, J. Zasadziński*, W. Libura* Influence of Mg content on deformability of AlMg alloys during extrusion In this study the research on deformability of AlMg alloys with high Mg contents in extrusion was carried out. The different shapes from AlMg alloys containing 3.5%, 4.5% and 5.5% of Mg were extruded on 500 T semi-industrial press by using one-hole and multi-hole flat dies. The extrudates surface quality was under investigations in relation with the temperature-speed parameters of the extrusion process. The metal exit speed was estimated depending on the extrudates shape, wall thickness and Mg content. The alloy s border solidus and liquidus temperatures were also determined. Keywords: extrusion, AlMg alloys, deformability, metal exit speed, surface quality 1. Introduction The deformabilty is defined as a resistance of metal or alloy to deformation and, at the same time, as a limit value of deformation before the loss of metal cohesion. The knowledge of deformability is the base for design of the metal working process parameters. For such processes like rolling or forging the deformability is described by the force needed to deformation and the maximal deformation value. In the case of extrusion the extrudability is represented by extrusion load and maximal exit speed of the metal from the die [1]. In the aluminium extrusion practice the extrusion load is not a limit, so the principal problem here is the maximization of the metal exit speed. Because of that in this work as deformabilty ratio of AlMg alloys (5XXX series) the maximal exit speed of the metal was assumed in dependence on the process parameters and the shape of an extrudate. The literature data on the possible exit speeds for the AlMg alloys in table 1 are given [1-2]. The prior investigation of the authors permitted to evaluate the limit exit speed during semi industrial extrusion of the flat shapes from the AlMg4,5 and AlMg5,5 alloys with the use of twohole die [3]. Table 1 Metal exit speed V 1max during extrusion of AlMg alloys with different Mg contents V 1max [m/min] Alloy [1] [2] AlMg AlMg AlMg ,5 3 In design of extrusion of the hard alloys, like 5XXX series alloys with high Mg content, we select the speed temperature parameters [4-5]. We base on the dependence of the maximal exit speed on temperature as shown schematically in Fig.1. The region under the limit curves A and B specifies possible temperature-speed parameters in the extrusion process. In this region the most favorable temperature-speed parameters are hatched. Theoretically, the best conditions occur at the intersection of the curves A and B. V 1 m/min V max (press) V 1 max A B Temperature C Fig. 1. Schematic diagram for determining the optimum temperaturespeed parameters of the extrusion process. A curve representing force capacity of the press, B curve representing the limit values of deformation (without cracking of the alloy exiting the die opening) The main goal of the work is to give the answer what is the influence of the Mg content on the deformability of 5XXX series alloys in the extrusion process. Beside of the Mg content the role of the extrudate shape was also analysed. * AGH University of Science and Technology, Faculty of Non-Ferrous Metals, Al. Mickiewicza 30, Kraków, Poland # Corresponding author: dlesniak@agh.edu.pl
2 86 2. Extrusion billets The AlMg alloys with high magnesium content of 3.5%, 4.5% and 5.5% were used in investigations. The billets were prepared in the Institute of Non-Ferrous Metals Light Metal Division in Skawina in semi-industrial conditions. The cast process was carried out using semi continuous vertical method to obtain billets of 105 mm in diameter. The chemical compositions of the alloys EN AW-5754 (3.5% Mg), EN AW (4.5% Mg) and EN AW-5019 (5.5% Mg) according to the PN-EN 573-3:2010 standard are given in table 2. The billets were next submitted to homogenization in the following conditions: the alloys EN AW-5754 and EN AW-5083: heating up to 410 C for 4hours, keeping for 2h at this temperature, next heating up to 530 C for 1h and keeping at this temperature for 12h, the EN AW-5019: heating up to 410 C for 4hours, keeping for 4h at this temperature, next heating up to 530 C for 1h and keeping at this temperature for 14h. After homogenization the billets were cooled down in the air. The course of the homogenization operation in the form of temperature- time dependence is shown in Fig. 2. The results of measurements in the form of calorimetric curves are shown in Fig. 3a c. The endo- and exothermic effects arising from the melting and solidification of the tested alloys are visible. For the each alloy beginning of both melting (solidus temperature) and solidification (liquidus temperature) were determined and are shown in table 3 and Fig.4. In addition, the differences between solidus and liquidus temperature for the as cast (S) and homogenized (H) samples were obtained. a) b) c) Fig. 2. Curves temperature-time registered during homogenization of billets from AlMg alloys with high Mg content 3. Calorimetric testing The calorimetric test was carried out to measure the limit liquidus and solidus temperatures of the alloys. The scanning calorimeter (DSC) of the Mettler Toledo Company was used in the experiments. The samples in the form of cylinder of 5 mm in diameter and mass of mg were placed in the crucible from the aluminium oxide. The measurement consisted in determination of the heat effect during heating from 390 C up to 700 C, and next during cooling down to 390 C. The heating and cooling operation were carried out with the speed of 20 C/ min. The tests were performed in the argon atmosphere. Fig. 3. DSC calorimetric curves for AlMg alloys with different Mg contents. a) 3.5% Mg (5754 alloy) b) 4.5% Mg (5083 alloy) c) 5.5% Mg (5019 alloy) The decreasing of the both liquidus and solidus temperatures was observed with the increase of Mg content in the alloy. The liquidus temperature does not depend on the state of the alloy, and for the each of the alloys tested in the as cast state as well as after homogenization is at the same level. From the point of view of design of homogenization Chemical compositions of AlMg alloys intended for extrusion process, % mass Table 2 Alloy Fe Si Cu Zn Ti Mn Mg Cr EN AW ,14 0,224 0,007 0,022 0,018 0,465 3,44 0,002 EN AW ,145 0,229 0,004 0,024 0,018 0,553 4,44 0,12 EN AW ,146 0,246 0,004 0,026 0,019 0,567 5,54 0,002

3 Summary of liquidus and solidus temperatures for AlMg alloys in different states (S as-cast, H homogenized) Alloy 5754 S 5754 H 5083 S 5083 H 5019 S 5019 H Liquidus, C Solidus, C Solidus H Solidus S, C Table 3 conditions and their control the most important are differences between the solidus temperature in the as cast state and after homogenization. For the analysed alloys, namely EN AW-5754, EN AW-5083, EN AW-5019 the differences are: 3 C, 8 C and 10 C respectively (table 2) the increase in the difference is observed as magnesium content in the alloy increases. Fig. 6. The dies and backers (above) for extrusion of solid sections Fig. 4. The solidus and liquidus temperatures of the AlMg alloys as cast and after homogenization 4. Extrusion trials The different solid shapes (fig. 5) from AlMg alloys containing 3.5%, 4.5% and 5.5% of Mg were extruded on 500 T semi-industrial press by using one-hole and multi-hole flat dies. The extrusion dies used in research were shown in Fig. 6. The metal flow was balanced by the proper arrangement of the holes on the die surface and/or by applying different bearing lengths. The example construction of extrusion dies were shown in Figure 7. The extrusion trials were performed for relatively high billet temperatures (T 0 = 500 C and 530 C) and a wide range of metal exit speed (V 1 = 1-35 m/min; depending of the Mg content in the alloy and the extrudates shape). The temperature of metal leaving the die opening was measured with the use of pyrometric measuring system installed on the press. The extrudates surface quality was under investigations in relation with the temperature-speed parameters of the extrusion process. The metal exit speed V 1cr (for which extrudates surface cracks appears) was estimated depending on the extrudates shape, wall thickness and Mg content. The applied parameters of extrusion process were showed in tables 4-7. Fig. 5. The shapes of extruded sections Fig. 7. Example die constructions for 2-hole extrusion of section of round type shape (on the left) and 1-hole extrusion of wide flat section (on the right) 5. Results and analysis Performed tests of extrusion of solid sections from 5XXX aluminium alloys allowed for obtaining data on influence of the magnesium content and extrudate shape on exit speed of metal from the die. Fig. 8 shows the example sections (No 1 and 3), which were obtained in the temperature-speed condition guarantying good surface quality of the product without streaks, cracks or tearing. Worthy to note if the fact that the dies used were equipped with relatively long bearing lands, what increases hydrostatic pressure within the die orifice (positive from the material deformability point of view), but from the other hand, causes the rise of the extrudate temperature. In Fig.8 a high geometrical stability of extrudates is observed, what confirms the uniformity of the metal flow from the die. This observation is valid for the all extruded profiles.
 extruded for")
 Fig. 9.")

.")

 middle part, c) back part Fig. 11.")
 middle part, c) back part Fig. 12.")
 middle part, c) back part Fig. 13.")
 middle part, c) back part")
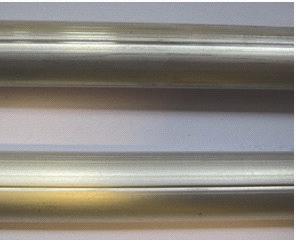
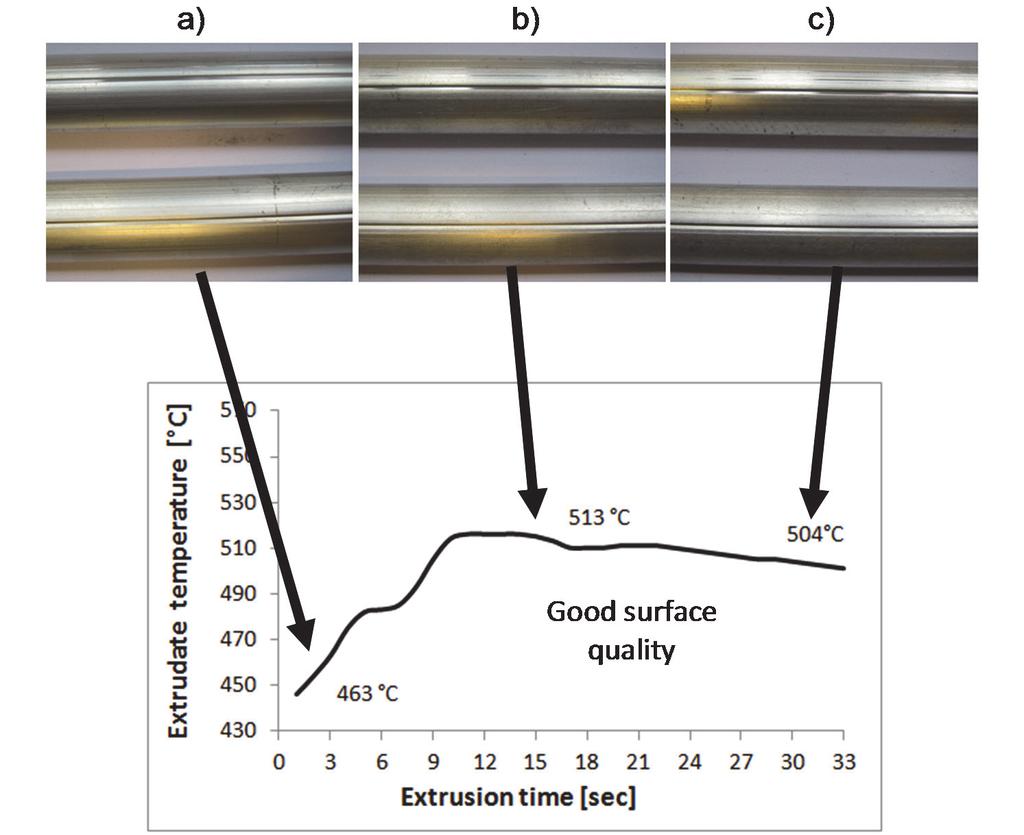
4 88 Fig. 8. Example sections (No 1 and No 3) extruded for properly matched temperature-speed parameters (good surface quality of extrudates) Fig. 9. Relation between extrudates surface quality and measured metal temperature along the length of extruded section No 1 for 5754 alloy (V1 = 31,2 m/min). a) front part, b) middle part, c) back part Fig. 10. Relation between extrudates surface quality and measured metal temperature on the length of extruded section No 1 for 5754 alloy (V1 = 22,3 m/min). a) front part, b) middle part, c) back part Fig. 11. Relation between extrudates surface quality and measured metal temperature on the length of extruded section No 1 for 5083 alloy (V1 = 13,4 m/min). a) front part, b) middle part, c) back part Fig. 12. Relation between extrudates surface quality and measured metal temperature on the length of extruded section No 1 for 5019 alloy (V1 = 8,9 m/min). a) final part, b) middle part, c) back part Fig. 13. Relation between extrudates surface quality and measured metal temperature on the length of extruded section No 1 for 5019 alloy (V1 = 6,7 m/min). a) front part, b) middle part, c) back part
5 89 Figs 9-13 present the surface quality of the round type solid section (section No 1) in dependence on the temperature measured along the section for the AlMg alloys of different magnesium content (3.5%, 4.5% and 5.5%). In case of the 5754 alloy (3.5% Mg) extruded with high exit speed (V 1 = 31,2 m/ min), the fine cracks can be observed when the exit temperature reached 561 C (Fig. 9). For the slightly lower temperature C (middle of the extrudate) none cracking was observed. The decreasing of the exit speed down to V 1 = 22,3 m/min resulted in slightly lower temperature of the extruded material (ca C at the end of the process, what allowed for receiving proper surface quality along the entire product (Fig. 10). As it results from the Fig 11 the loss of material cohesion takes place already at about 545 C for the exit speed of V 1 = 13,4 m/min). The safe extrusion temperature seems to be 535 C, for which good surface quality was obtained. For the 5019 alloy (5.5% Mg) the more lower temperaturespeed conditions were obtained (Figs 12-13). The numerous cracks were observed at the middle and end part of the extrudate at the temperature of C and for the exit speed of V 1 = 8,9 m/min (Fig. 12). The lowering of the exit speed down to V 1 = 6,7 m/min resulted in decreasing of the extrudate temperature to C, and in consequence, the process was safe from the surface quality point of view (Fig.13). Fig. 14 shows dependence of the metal exit speed V cr on the magnesium content in the alloy. This dependence concerns the extrusion of the round type solid section (section No 1) for the extrusion ratio R = 37 and heating temperature of 530 C. The dependence visible in Fig.14 indicates strong decreasing of the exit speed with the increase of the magnesium content in the AlMg alloys. In case of the analysed profile the change in the Mg content from 3,5% up to 5,5% resulted in over 3 times lower exit speed from the die. The magnesium content in the AlMg alloy influences the cracking temperature of the extruded product. The higher the magnesium content the lower temperature wat which the extrudate cracks. Fig 15 shows dependence of the cracking temperature of the extruded product on magnesium content in the 5XXX alloys. The course of this dependence is similar to the that of the solidus temperature when the magnesium content changes. It was found, that the difference between cracking temperature od solidus temperature for the alloy is of the order of C. The higher the magnesium content the lower is this difference. It means, that AlMg alloys of lower Mg content can be safely extruded at the temperature closer to its solidus temperature compared to the alloys of higher Mg content. The performed investigations allowed for predicting probable limit curves B, which describe the metal exit speed V cr from the die in dependence on temperature of the metal exiting the die for the AlMg alloys of varying Mg content (Fig. 16). The alternative method for obtaining the real course of the limit curves B is described in works [6-7]. In Figs the surface quality of the profiles No 2, 3 and 4 for the final parts of the extrudate is presented for the limited temperaturespeed conditions of the extrusion process for the 5754, 5083 and 5019 alloys. Parallel investigations were performed on the influence of the shape of the extrudate on the maximal exit speed for the particular alloy. Fig. 20 shows dependence of the metal exit speed Vcr on Mg content in the AlMg alloys for different extruded shapes. For the shapes favorable for the receiving high exit speed the data were described by symbol V 1 MAX, whereas for the unprofitable cases their data were described by symbol V 1 MIN. The another form of presentation of influence of the shape of extruded product on metal exit speed V cr for the 5XXX series alloys can be relations presented in Fig. 21. For the simplicity, the favorable shape of extrudate is the round type one, whereas the unfavorable shape may be described by the high periphery to cross-section ratio and by varying wall thickness of the section. The simplest example of a such shape may be flat section of low thickness and high width. The data shown in Fig. 21 indicate the substantial influence of the extruded shape on the possible maximal exit speed. This confirms the discussed role of the Mg content. The important conclusion resulting from Fig.21 is that, for the higher Mg content the less important is the role the extrudate shape when the maximal exit speed is considered. In general, for the higher Mg content in the alloy the maximal exit speed is very low. Fig. 14. Influence of Mg content in 5xxx series alloys on the metal exit speed V1cr during extrusion of solid section No 1 (shape close to round) Fig. 15. Influence of Mg content in 5xxx series alloys on the cracking temperature of extruded section No 1 (shape close to round) and solidus temperature of the alloy

 for AlMg alloys with")

 5019 alloy, V 1 =")

 5019 alloy, V")


 5019 alloy, V")
6 90 Fig. 16. Limit curves B representing the relation between metal exit speed V 1cr and temperature of metal leaving the die opening (section No 1 with round type shape) for AlMg alloys with different Mg contents Fig. 19. Extrudates surface matt for the end part of section No 4 (λ = 26,2) a) 5754 alloy, V 1 = 22 m/min, T 1 = 550 C, b) 5083 alloy, V 1 = 6,3 m/min, T 1 = 527 C, c) 5019 alloy, V 1 = 4,7 m/min, T 1 = 510 C Fig. 17. Extrudates surface cracks for the end part of section No 2 (R = 26,8) a) 5754 alloy, V 1 = 28,9 m/min, T 1 = 545 C, b) 5083 alloy, V 1 = 12,9 m/min, T 1 = 545 C, c) 5019 alloy, V 1 = 12,9 m/min, T 1 = 518 C Fig. 20. Relation between the metal exit speed V 1cr and Mg content in AlMg alloys for different extruded shapes Fig. 18. Extrudates surface cracks for the end part of section No 3 (λ = 23,4) a) 5754 alloy, V 1 = 19,6 m/min, T 1 = 556 C, b) 5083 alloy, V 1 = 11,2 m/min, T 1 = 550 C, c) 5019 alloy, V 1 = 8,4 m/min, T 1 = 533 C Fig. 21. The dependence of the metal exit speed V 1cr from the shape of extrudates for AlMg alloy with different Mg contents
7 91 Extrusion parameters for section No 1 Table 4 Section No 1 Alloy Billet diameter D 0 [mm] Ø96 Billet length L 0 [mm] Die/ Extrusion ratio R [-] flat 2-hole/37.1 Billet temperature T 0 [ C] 500 and 530 Extrudates temperature T 1 [ C] Metal exit speed V 1 [m/min] Extrusion parameters for section No 2 Table 5 Section No 2 Alloy Billet diameter D 0 [mm] Ø96 Billet length L 0 [mm] Die/ Extrusion ratio R [-] flat 2-hole/26.8 Billet temperature T 0 [ C] 500 and 530 Extrudates temperature T 1 [ C] Metal exit speed V1 [m/min] Extrusion parameters for section No 3 Table 6 Section No 3 Alloy Billet diameter D 0 [mm] Ø96 Billet length L 0 [mm] Die/ Extrusion ratio R [-] flat 1-hole/23.4 Billet temperature T 0 [ C] 500 and 530 Extrudates temperature T 1 [ C] Metal exit speed V1 [m/min] Extrusion parameters for section No 4 Table 7 Section No 4 Alloy Billet diameter D 0 [mm] Ø96 Billet length L 0 [mm] Die/ Extrusion ratio R [-] flat 1-hole/26.2 Billet temperature T 0 [ C] 500 and 530 Extrudates temperature T 1 [ C] Metal exit speed V 1 [m/min] Conclusions On the base of the analysis of the semi-industrial extrusion test on the AlMg alloys the following conclusion can be drown: 1. The maximal exit speed from the die strongly depends on Mg content in the alloy. The increase of the Mg content from 3,5 up to 5,5% results in about 3 times lower exit speed from the die. 2. The higher Mg content the lower temperature of the safe extrusion (without cracking). 3. The maximal exit speed for particular Mg content depends on the shape of extruded section. The round type sections can be extruded faster compared to the sections with high periphery to cross-section ratio. The higher Mg content the lower influence of the extruded section shape on maximal exit speed from the die. 4. The use of die with varying bearing lands (relatively long) resulted in the uniform metal flow from the die, and in consequence, high geometrical stability of the all extruded sections from the AlMg alloys of high Mg content (3,5-5,5%) was obtained. Taking into account
8 92 relatively high flow stress value of AlMg alloys and their tendency to sticking the shorter bearing lands are recommended. There is no risk of deformability drops of the alloys because the less favorable state of stresses within the die orifice is balanced by lower temperature of the extruded material. 5. The higher temperature rise is expected during industrial extrusion of the AlMg alloys when the billets of high dimensions are extruded ( mm in diameter and mm long). This can result in lower exit speed of the metal from the die. This phenomenon yields from the another heat balance of billets of high volume, particularly for the AlMg alloys, characterized by the low thermal conductivity. The obtained values of the maximal exit speed for AlMg alloys with different Mg content will be validated in the industrial conditions. Acknowledgements Financial support from National Centre of Research and Development under grant No: UOS-DEM-1-335/001 entitled The development of innovative extrusion technology of hard-deformable AlMg alloys (program DEMONSTRATOR+) REFERENCES [1] K. Laue, H. Stenger, Extrusion Process, Machinery, Tooling. ASM, Metals Park, Ohio [2] ASM Handbook, Aluminium and Aluminium Alloys, ASM International, [3] D. Leśniak, A. Rękas, W. Libura, J. Zasadziński, Badania odkształcalności stopów serii 5xxx o wysokiej zawartości Mg w procesie półprzemysłowego wyciskania, Obróbka Plastyczna Metali, vol. XXV, No. 3, ISSN , Wydawca Instytut Obróbki Plastycznej, pp , Poznań [4] T. Sheppard, On the relationship between extrusion conditions, mechanical properties and surface acceptability in some hard aluminium alloys, Proc. 7th International aluminium extrusion technology seminar, pp , Chicago [5] B. Dixon, Extrusion of 2xxx and 7xxx alloys. Proc. 7 th International Aluminum Extrusion Technology Seminar, p , Chicago [6] J. Zasadziński, J. Richert, W. Libura, Temperaturowoprędkościowe warunki wyciskania trudno odkształcalnych stopów Al, Rudy Metale (1977), nr 9, [7] J. Zasadziński, J. Richert, W. Libura, W.Z. Misiołek, Modeling of Temperature-Speed Parameters in Aluminium Extrusion, Proc. 5th Aluminium Extrusion Technology Seminar, p , Chicago Received: 20 January 2015.
THE COMPUTER SIMULATION AND THE EXPERIMENTAL RESEARCH ON THE STRESS FORCES OF THE COMBINED EXTRUSION OF DIFFERENT SIZED ALUMINUM STAMPINGS
 THE COMPUTER SIMULATION AND THE EXPERIMENTAL RESEARCH ON THE STRESS FORCES OF THE COMBINED EXTRUSION OF DIFFERENT SIZED ALUMINUM STAMPINGS Piotr THOMAS Kielce University of Technology, Al. 0-lecia P.P.
THE COMPUTER SIMULATION AND THE EXPERIMENTAL RESEARCH ON THE STRESS FORCES OF THE COMBINED EXTRUSION OF DIFFERENT SIZED ALUMINUM STAMPINGS Piotr THOMAS Kielce University of Technology, Al. 0-lecia P.P.
Arch. Metall. Mater., Vol. 61 (2016), No 4, p
, No 4, p") Arch. Metall. Mater., Vol. 61 (216), No 4, p. 1853 186 DOI: 1.1515/amm-216-299 K. Laber*,#, A. Kawałek*, S. Sawicki*, H. Dyja*, J. Borowski**, D. Leśniak***, H. Jurczak**** Investigations of plasticity
Arch. Metall. Mater., Vol. 61 (216), No 4, p. 1853 186 DOI: 1.1515/amm-216-299 K. Laber*,#, A. Kawałek*, S. Sawicki*, H. Dyja*, J. Borowski**, D. Leśniak***, H. Jurczak**** Investigations of plasticity
PROPERTIES OF AW 5059 ALUMINIUM ALLOY JOINTS WELDED BY MIG AND FRICTION STIR WELDING (FSW)
") Journal of KONES Powertrain and Transport, Vol. 20, No. 3 2013 PROPERTIES OF AW 5059 ALUMINIUM ALLOY JOINTS WELDED BY MIG AND FRICTION STIR WELDING (FSW) Miros aw Czechowski Gdynia Maritime University
Journal of KONES Powertrain and Transport, Vol. 20, No. 3 2013 PROPERTIES OF AW 5059 ALUMINIUM ALLOY JOINTS WELDED BY MIG AND FRICTION STIR WELDING (FSW) Miros aw Czechowski Gdynia Maritime University
Chapter 15 Extrusion and Drawing of Metals
 Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
THE APPLICATION OF FRICTION STIR WELDING (FSW) OF ALUMINIUM ALLOYS IN SHIPBUILDING AND RAILWAY INDUSTRY
 OF ALUMINIUM ALLOYS IN SHIPBUILDING AND RAILWAY INDUSTRY") Journal of KONES Powertrain and Transport, Vol. 24, No. 2 2017 THE APPLICATION OF FRICTION STIR WELDING (FSW) OF ALUMINIUM ALLOYS IN SHIPBUILDING AND RAILWAY INDUSTRY Grzegorz Gesella, Mirosław Czechowski
Journal of KONES Powertrain and Transport, Vol. 24, No. 2 2017 THE APPLICATION OF FRICTION STIR WELDING (FSW) OF ALUMINIUM ALLOYS IN SHIPBUILDING AND RAILWAY INDUSTRY Grzegorz Gesella, Mirosław Czechowski
A R C H I V E S O F M E T A L L U R G Y A N D M A T E R I A L S Volume Issue 2 DOI: /v
 A R C H I V E S O F M E T A L L U R G Y A N D M A T E R I A L S Volume 57 2012 Issue 2 DOI: 10.2478/v10172-012-0066-8 B. PŁONKA, J. KUT, P. KORCZAK, M. LECH-GREGA, M. RAJDA THE INFLUENCE OF EXTRUSION PROCESS
A R C H I V E S O F M E T A L L U R G Y A N D M A T E R I A L S Volume 57 2012 Issue 2 DOI: 10.2478/v10172-012-0066-8 B. PŁONKA, J. KUT, P. KORCZAK, M. LECH-GREGA, M. RAJDA THE INFLUENCE OF EXTRUSION PROCESS
Arch. Metall. Mater., Vol. 61 (2016), No 4, p
, No 4, p") Arch. Metall. Mater., Vol. 61 (2016), No 4, p. 1875 1880 DOI: 10.1515/amm-2016-0302 a. Mamala*,#, T. Knych*, P. Kwaśniewski*, A. Kawecki*, G. Kiesiewicz*, E. Sieja-Smaga*, W. Ściężor*, M. Gniełczyk*, R.
Arch. Metall. Mater., Vol. 61 (2016), No 4, p. 1875 1880 DOI: 10.1515/amm-2016-0302 a. Mamala*,#, T. Knych*, P. Kwaśniewski*, A. Kawecki*, G. Kiesiewicz*, E. Sieja-Smaga*, W. Ściężor*, M. Gniełczyk*, R.
G. K. Triantafyllidis, I. Kiligaridis, D. I. Zagkliveris, I. Orfanou, S. Spyridopoulou, E. Mitoudi-Vagourdi, S. Semertzidou
 Materials Sciences and Applications, 2015, 6, 86-94 Published Online January 2015 in SciRes. http://www.scirp.org/journal/msa http://dx.doi.org/10.4236/msa.2015.61011 Characterization of the A6060 Al Alloy
Materials Sciences and Applications, 2015, 6, 86-94 Published Online January 2015 in SciRes. http://www.scirp.org/journal/msa http://dx.doi.org/10.4236/msa.2015.61011 Characterization of the A6060 Al Alloy
Extrusion of AlMgSi Alloys
 Proceedings of the 9 th International Conference on Aluminium Alloys (2004) 32 Edited by J.F. Nie, A.J. Morton and B.C. Muddle Institute of Materials Engineering Australasia Ltd Extrusion of AlMgSi Alloys
Proceedings of the 9 th International Conference on Aluminium Alloys (2004) 32 Edited by J.F. Nie, A.J. Morton and B.C. Muddle Institute of Materials Engineering Australasia Ltd Extrusion of AlMgSi Alloys
Influence of Solute Atoms on Thermal Stability of Fibrous Structure in 2024 Aluminum Alloy Extrusion
 Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 2010 The Japan Institute of Light Metals pp. 107-112 107 Influence of Solute Atoms on Thermal
Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 2010 The Japan Institute of Light Metals pp. 107-112 107 Influence of Solute Atoms on Thermal
Bonding strength of Al/Mg/Al alloy tri-metallic laminates fabricated
 Bull. Mater. Sci., Vol. 34, No. 4, July 2011, pp. 805 810. Indian Academy of Sciences. Bonding strength of Al/Mg/Al alloy tri-metallic laminates fabricated by hot rolling X P ZHANG, *, M J TAN, T H YANG,
Bull. Mater. Sci., Vol. 34, No. 4, July 2011, pp. 805 810. Indian Academy of Sciences. Bonding strength of Al/Mg/Al alloy tri-metallic laminates fabricated by hot rolling X P ZHANG, *, M J TAN, T H YANG,
Microstructural Evolution of 6061 Al Alloy during Cyclic Semi-Solid Heat Treatment
 American Journal of Materials Science 2014, 4(1): 39-44 DOI: 10.5923/j.materials.20140401.06 Microstructural Evolution of 6061 Al Alloy during Cyclic Semi-Solid Heat Treatment Naglaa Fathy Physics Department,
American Journal of Materials Science 2014, 4(1): 39-44 DOI: 10.5923/j.materials.20140401.06 Microstructural Evolution of 6061 Al Alloy during Cyclic Semi-Solid Heat Treatment Naglaa Fathy Physics Department,
Introduction to Aluminum Extrusion
 Introduction to Aluminum Extrusion The Aluminum Association Presenter Jeff Victor Hydro Sr. Research Engineer - Metallurgy What is Extrusion? A shaping process using pressure to force material through
Introduction to Aluminum Extrusion The Aluminum Association Presenter Jeff Victor Hydro Sr. Research Engineer - Metallurgy What is Extrusion? A shaping process using pressure to force material through
CHAPTER INTRODUCTION
 1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
Comparison of Properties of Extruded 6xxx Alloys in T5 Temper versus T6 Temper
 Proceedings of the 9 th International Conference on Aluminium Alloys (2004) Edited by J.F. Nie, A.J. Morton and B.C. Muddle Institute of Materials Engineering Australasia Ltd 300 Comparison of Properties
Proceedings of the 9 th International Conference on Aluminium Alloys (2004) Edited by J.F. Nie, A.J. Morton and B.C. Muddle Institute of Materials Engineering Australasia Ltd 300 Comparison of Properties
PROPERTIES OF EN AW-2024 WROUGHT ALUMINUM ALLOY AFTER CASTING WITH CRYSTALLIZATION UNDER PRESSURE
 PROPERTIES OF EN AW-2024 WROUGHT ALUMINUM ALLOY AFTER CASTING WITH CRYSTALLIZATION UNDER PRESSURE Branislav Vanko 1, Ladislav Stanček 1, Michal Čeretka 1, Eduard Sedláček 1, Roman Moravčík 2 1 Institute
PROPERTIES OF EN AW-2024 WROUGHT ALUMINUM ALLOY AFTER CASTING WITH CRYSTALLIZATION UNDER PRESSURE Branislav Vanko 1, Ladislav Stanček 1, Michal Čeretka 1, Eduard Sedláček 1, Roman Moravčík 2 1 Institute
STRUCTURE AND PROPERTIES OF ALUMINUM ALLOYS WITH ADDITIONS OF TRANSITION METALS PRODUCED VIA COUPLED RAPID SOLIDIFICATION AND HOT EXTRUSION
 STRUCTURE AND PROPERTIES OF ALUMINUM ALLOYS WITH ADDITIONS OF TRANSITION METALS PRODUCED VIA COUPLED RAPID SOLIDIFICATION AND HOT EXTRUSION KULA Anna 1, BLAZ Ludwik 1 1 AGH University of Science and Technology,
STRUCTURE AND PROPERTIES OF ALUMINUM ALLOYS WITH ADDITIONS OF TRANSITION METALS PRODUCED VIA COUPLED RAPID SOLIDIFICATION AND HOT EXTRUSION KULA Anna 1, BLAZ Ludwik 1 1 AGH University of Science and Technology,
Global Journal of Engineering Science and Research Management
 DIFFUSION BONDING OF AL ALLOY USING DIFFERENT IINTERLAYERS Assist. Prof. Dr. Ahmed A. Akbar*, Samer K. Khaleel * Asst. Prof. Dr. at University of Technology, Production Engineering and Metallurgy, Iraq
DIFFUSION BONDING OF AL ALLOY USING DIFFERENT IINTERLAYERS Assist. Prof. Dr. Ahmed A. Akbar*, Samer K. Khaleel * Asst. Prof. Dr. at University of Technology, Production Engineering and Metallurgy, Iraq
The Extrusion Press Maintenance Manual Free online at
 The Extrusion Press Maintenance Manual Free online at www.pressmaintmanual.com www.alkennedy.net Some ideas and images are from a presentation by Mr. Bill Dixon QED Extrusion Developments Inc. Billet quality
The Extrusion Press Maintenance Manual Free online at www.pressmaintmanual.com www.alkennedy.net Some ideas and images are from a presentation by Mr. Bill Dixon QED Extrusion Developments Inc. Billet quality
Pressing Speed, Specific Pressure and Mechanical Properties of Aluminium Cast
 ARCHIVES of FOUNDRY ENGINEERING DOI: 10.1515/afe-2016-0024 Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (2299-2944) Volume 16 Issue 2/2016 45 50 Pressing
ARCHIVES of FOUNDRY ENGINEERING DOI: 10.1515/afe-2016-0024 Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (2299-2944) Volume 16 Issue 2/2016 45 50 Pressing
Aluminum Extrusion Quality for Anodizing Characteristic
 Aluminum Extrusion Quality for Anodizing Characteristic IHAA 17 th Technical Symposium Jerome Fourmann September 19-21, 2018 Seattle, WA Proprietary Statement The following information is the property
Aluminum Extrusion Quality for Anodizing Characteristic IHAA 17 th Technical Symposium Jerome Fourmann September 19-21, 2018 Seattle, WA Proprietary Statement The following information is the property
Index Terms Solidification, Zinc-base alloys, thermal parameters, columnar-to-equiaxed transition. Fig. 1: Schematic of experimental setup.
 Unidirectional Solidified Zn-Al-Si-Cu Alloys: Columnar-to-Equiaxed Transition (CET) Alicia Esther Ares Faculty of Sciences (FCEQyN) - National University of Misiones (UNaM). Posadas-Misiones. Researcher
Unidirectional Solidified Zn-Al-Si-Cu Alloys: Columnar-to-Equiaxed Transition (CET) Alicia Esther Ares Faculty of Sciences (FCEQyN) - National University of Misiones (UNaM). Posadas-Misiones. Researcher
Phase Transformation Die Casting Process for Manufacturing a Thin- Type Product and Its Mechanical Performance Assessment
 Key Engineering Materials Online: 2004-10-15 ISSN: 1662-9795, Vols. 274-276, pp 535-540 doi:10.4028/www.scientific.net/kem.274-276.535 2004 Trans Tech Publications, Switzerland Phase Transformation Die
Key Engineering Materials Online: 2004-10-15 ISSN: 1662-9795, Vols. 274-276, pp 535-540 doi:10.4028/www.scientific.net/kem.274-276.535 2004 Trans Tech Publications, Switzerland Phase Transformation Die
Fundamental Study on Impact Toughness of Magnesium Alloy at Cryogenic Temperature
 Fundamental Study on Impact Toughness of Magnesium Alloy at Cryogenic Temperature Akihiro Takahashi Department of Mechanical Engineering National Institute of Technology, Miyakonojo College, Miyakonojo,
Fundamental Study on Impact Toughness of Magnesium Alloy at Cryogenic Temperature Akihiro Takahashi Department of Mechanical Engineering National Institute of Technology, Miyakonojo College, Miyakonojo,
A R C H I V E S O F M E T A L L U R G Y A N D M A T E R I A L S Volume Issue 1 DOI: /v
 A R C H I V E S O F M E T A L L U R G Y A N D M A T E R I A L S Volume 57 2012 Issue 1 DOI: 10.2478/v10172-011-0147-0 D. LEŚNIAK WELDABILITY INVESTIGATIONS OF AlCuMg ALLOYS FOR EXTRUSION WELDING BADANIA
A R C H I V E S O F M E T A L L U R G Y A N D M A T E R I A L S Volume 57 2012 Issue 1 DOI: 10.2478/v10172-011-0147-0 D. LEŚNIAK WELDABILITY INVESTIGATIONS OF AlCuMg ALLOYS FOR EXTRUSION WELDING BADANIA
ISOTHERMAL FORGING OF P/M FeAl ALLOYS. T. ŚLEBOD, S. BEDNAREK, A. Łukaszek-SOLEK
 ISOTHERMAL FORGING OF P/M FeAl ALLOYS T. ŚLEBOD, S. BEDNAREK, A. Łukaszek-SOLEK AGH University of Science and Technology, Faculty of Metals Engineering and Industrial Computer Science, Al. Mickiewicza
ISOTHERMAL FORGING OF P/M FeAl ALLOYS T. ŚLEBOD, S. BEDNAREK, A. Łukaszek-SOLEK AGH University of Science and Technology, Faculty of Metals Engineering and Industrial Computer Science, Al. Mickiewicza
COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY
 Tome V (year 2007), Fascicole 2, (ISSN 1584 2665) COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY D. KAKAS, L. KOVACEVIC, P. TEREK UNIVERSITY OF NOVI SAD, FACULTY OF TECHNICAL SCIENCES,
Tome V (year 2007), Fascicole 2, (ISSN 1584 2665) COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY D. KAKAS, L. KOVACEVIC, P. TEREK UNIVERSITY OF NOVI SAD, FACULTY OF TECHNICAL SCIENCES,
Keywords: Warm Forming, Warm Temperature, Plasticity, Forgeability, Pressure test, Simulation
 1 Slovak University of Technology in Bratislava, Faculty of Material Science and Technology in Trnava, Institute of Production Technologies, Slovak Republic Abstract. Warm forming is most commonly used
1 Slovak University of Technology in Bratislava, Faculty of Material Science and Technology in Trnava, Institute of Production Technologies, Slovak Republic Abstract. Warm forming is most commonly used
Diffusion welding in vacuum of homogeneous joints of alloy AlMg3
 Diffusion welding in vacuum of homogeneous joints of alloy AlMg3 Pavel Nachtnebl Supervisors: doc. Ing. Ladislav Kolařík, Ph. D.; Uni.-Prof. Uwe Reisgen Abstract: Diffusion welding was used to join aluminium
Diffusion welding in vacuum of homogeneous joints of alloy AlMg3 Pavel Nachtnebl Supervisors: doc. Ing. Ladislav Kolařík, Ph. D.; Uni.-Prof. Uwe Reisgen Abstract: Diffusion welding was used to join aluminium
Effects of Mechanical Stirring and Vibration on the Microstructure of Hypereutectic Al-Si-Cu-Mg Alloy Billets
 Materials Transactions, Vol. 48, No. 5 (2007) pp. 960 to 966 Special Issue on New Developments and Analysis for Fabrication of Functional Nanostructures #2007 The Japan Institute of Metals Effects of Mechanical
Materials Transactions, Vol. 48, No. 5 (2007) pp. 960 to 966 Special Issue on New Developments and Analysis for Fabrication of Functional Nanostructures #2007 The Japan Institute of Metals Effects of Mechanical
Metallurgy of Aluminum Die Casting Alloys EC 305 Dave Neff
 Metallurgy of Aluminum Die Casting Alloys EC 305 Dave Neff Dave Neff OUTLINE Where aluminum comes from Why alloys are useful Alloy designation and nomenclature Specific roles of alloy elements Properties
Metallurgy of Aluminum Die Casting Alloys EC 305 Dave Neff Dave Neff OUTLINE Where aluminum comes from Why alloys are useful Alloy designation and nomenclature Specific roles of alloy elements Properties
Microstructural evolution of Al Zn Mg Cu (Sc) alloy during hot extrusion and heat treatments
 alloy during hot extrusion and heat treatments") Journal of Materials Processing Technology 155 156 (2004) 1330 1336 Microstructural evolution of Al Zn Mg Cu (Sc) alloy during hot extrusion and heat treatments Dong-Woo Suh a,, Sang-Yong Lee a, Kyong-Hwan
Journal of Materials Processing Technology 155 156 (2004) 1330 1336 Microstructural evolution of Al Zn Mg Cu (Sc) alloy during hot extrusion and heat treatments Dong-Woo Suh a,, Sang-Yong Lee a, Kyong-Hwan
Influence of parameters during induction heating cycle of 7075 aluminium alloys with RAP process
 Influence of parameters during induction heating cycle of 7075 aluminium alloys with RAP process G. Vaneetveld 1, a, A. Rassili 1,b and H. V. Atkinson 2,c 1 ThixoUnit Ulg, PiMW B56, University of Liège,
Influence of parameters during induction heating cycle of 7075 aluminium alloys with RAP process G. Vaneetveld 1, a, A. Rassili 1,b and H. V. Atkinson 2,c 1 ThixoUnit Ulg, PiMW B56, University of Liège,
QUALITY CONTROL OF SECTIONS IN THE PROCESS OF THEIR EXTRUSION
 Int. J. Chem. Sci.: 13(2), 2015, 1076-1084 ISSN 0972-768X www.sadgurupublications.com QUALITY CONTROL OF SECTIONS IN THE PROCESS OF THEIR EXTRUSION A. B. TELESHEVA *, A. T. TURDALYEV, HENRYK DYJA, YE.
Int. J. Chem. Sci.: 13(2), 2015, 1076-1084 ISSN 0972-768X www.sadgurupublications.com QUALITY CONTROL OF SECTIONS IN THE PROCESS OF THEIR EXTRUSION A. B. TELESHEVA *, A. T. TURDALYEV, HENRYK DYJA, YE.
Semi-solid casting of pure magnesium
 Semi-solid casting of pure magnesium CURLE Ulyate A. a* and WILKINS Jeremias D. b Light Metals, Materials Science and Manufacturing, Council for Scientific and Industrial Research Pretoria, South Africa
Semi-solid casting of pure magnesium CURLE Ulyate A. a* and WILKINS Jeremias D. b Light Metals, Materials Science and Manufacturing, Council for Scientific and Industrial Research Pretoria, South Africa
Keywords: List the keywords covered in your paper. These keywords will also be used by the publisher to produce a keyword index.
 1-4 1-5 PHASES AND STRUCTURE CHARACTERISTICS OF THE NEAR EUTECTIC AL-SI-CU ALLOY USING DERIVATIVE THERMO ANALYSIS L.A. Dobrzanski 1, a, M. Krupinski 2,b, K. Labisz 3,c, B. Krupinska 4,d and A. Grajcar
1-4 1-5 PHASES AND STRUCTURE CHARACTERISTICS OF THE NEAR EUTECTIC AL-SI-CU ALLOY USING DERIVATIVE THERMO ANALYSIS L.A. Dobrzanski 1, a, M. Krupinski 2,b, K. Labisz 3,c, B. Krupinska 4,d and A. Grajcar
Process of Extrusion of Aluminum: Process Overview Billet Dies and Tooling Direct Extrusion Operation Stretching Cutting Aging Packaging
 Process of Extrusion of Aluminum: Process Overview Billet Dies and Tooling Direct Extrusion Operation Stretching Cutting Aging Packaging Process Overview The aluminum extrusion process really begins with
Process of Extrusion of Aluminum: Process Overview Billet Dies and Tooling Direct Extrusion Operation Stretching Cutting Aging Packaging Process Overview The aluminum extrusion process really begins with
Design and Optimization of Large-section Profile Die for AZ80 Alloy
 5th International Conference on Advanced Design and Manufacturing Engineering (ICADME 2015) Design and Optimization of Large-section Profile Die for AZ80 Alloy Minglong MA a *, Haizhen WANG, Kui ZHANG
5th International Conference on Advanced Design and Manufacturing Engineering (ICADME 2015) Design and Optimization of Large-section Profile Die for AZ80 Alloy Minglong MA a *, Haizhen WANG, Kui ZHANG
EXPERIMENTAL AND NUMERICAL ASPECTS REGARDING LEAD ALLOY PLASTIC DEFORMATION
 EXPERIMENTAL AND NUMERICAL ASPECTS REGARDING LEAD ALLOY PLASTIC DEFORMATION MARIANA POP *, DAN FRUNZA *, ADRIANA NEAG * Abstract. The aim of this paper is to present an experimental and finite element
EXPERIMENTAL AND NUMERICAL ASPECTS REGARDING LEAD ALLOY PLASTIC DEFORMATION MARIANA POP *, DAN FRUNZA *, ADRIANA NEAG * Abstract. The aim of this paper is to present an experimental and finite element
CHAPTER 9 PHASE DIAGRAMS
 CHAPTER 9 PHASE DIAGRAMS PROBLEM SOLUTIONS 9.14 Determine the relative amounts (in terms of mass fractions) of the phases for the alloys and temperatures given in Problem 9.8. 9.8. This problem asks that
CHAPTER 9 PHASE DIAGRAMS PROBLEM SOLUTIONS 9.14 Determine the relative amounts (in terms of mass fractions) of the phases for the alloys and temperatures given in Problem 9.8. 9.8. This problem asks that
The effect of scandium on the as-homogenized microstructure of 5083 alloy for extrusion
 Materials Science and Engineering A280 (2000) 139 145 www.elsevier.com/locate/msea The effect of scandium on the as-homogenized microstructure of 5083 alloy for extrusion Tadashi Aiura a, Nobutaka Sugawara
Materials Science and Engineering A280 (2000) 139 145 www.elsevier.com/locate/msea The effect of scandium on the as-homogenized microstructure of 5083 alloy for extrusion Tadashi Aiura a, Nobutaka Sugawara
Aluminum 6061-T6; 6061-T651
 Aluminum 606 I -T6; 606 l -T651 Aluminum 6061-T6; 6061-T651 Categories: Metal; Nonferrous Metal; Aluminum Alloy; 6000 Series Aluminum Alloy Material Notes: General 6061 characteristics and uses: Excellent
Aluminum 606 I -T6; 606 l -T651 Aluminum 6061-T6; 6061-T651 Categories: Metal; Nonferrous Metal; Aluminum Alloy; 6000 Series Aluminum Alloy Material Notes: General 6061 characteristics and uses: Excellent
Experimental and theoretical investigation of the microstructural evolution in aluminium alloys during extrusion
 Computational Methods and Experiments in Materials Characterisation IV 209 Experimental and theoretical investigation of the microstructural evolution in aluminium alloys during extrusion T. Kayser, F.
Computational Methods and Experiments in Materials Characterisation IV 209 Experimental and theoretical investigation of the microstructural evolution in aluminium alloys during extrusion T. Kayser, F.
Impact Toughness of Weldments in Al Mg Si Alloys
 Materials Transactions, Vol. 43, No. 6 (2002) pp. 1381 to 1389 c 2002 The Japan Institute of Metals Impact Toughness of Weldments in Al Mg Si Alloys Victor Alexandru Mosneaga, Tohru Mizutani, Toshiro Kobayashi
Materials Transactions, Vol. 43, No. 6 (2002) pp. 1381 to 1389 c 2002 The Japan Institute of Metals Impact Toughness of Weldments in Al Mg Si Alloys Victor Alexandru Mosneaga, Tohru Mizutani, Toshiro Kobayashi
About Us. We had the good capability and capacity to meet most demands of the aluminum sheet and coil market and welcome your inquiry!
 About Us Henan Minmetals East Industrial Co., Ltd is a group company, and as one of the most important division of the company, Aluminum Products Division mainly dedicated to manufacture and supply best
About Us Henan Minmetals East Industrial Co., Ltd is a group company, and as one of the most important division of the company, Aluminum Products Division mainly dedicated to manufacture and supply best
2
 1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
Types Of Extrusion. FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact.
 direct; (b) indirect; (c) hydrostatic; (d) impact.") Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Simulation of Stress Distribution in a Thick- Walled Bushing Produced by Die-Casting
 ARCHIVES of FOUNDRY ENGINEERING DOI: 10.1515/afe-2017-0143 Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (2299-2944) Volume 17 Issue 4/2017 127 132 Simulation
ARCHIVES of FOUNDRY ENGINEERING DOI: 10.1515/afe-2017-0143 Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (2299-2944) Volume 17 Issue 4/2017 127 132 Simulation
Chapter Four EXTRUDABILITY & QUENCH SENSITIVITY
 Chapter Four EXTRUDABILITY & QUENCH SENSITIVITY Metal Response and Extrudability Mechanical Properties Data flow stress ductility temperature Localized Deformation Extrudability Testing Flow Stress Data
Chapter Four EXTRUDABILITY & QUENCH SENSITIVITY Metal Response and Extrudability Mechanical Properties Data flow stress ductility temperature Localized Deformation Extrudability Testing Flow Stress Data
EFFECTS OF COOLING MEDIA ON THE MECHANICAL PROPERTIES AND MICROSTRUCTURE OF SAND AND DIE CASTING ALUMINIUM ALLOYS
 EFFECTS OF COOLING MEDIA ON THE MECHANICAL PROPERTIES AND MICROSTRUCTURE OF SAND AND DIE CASTING ALUMINIUM ALLOYS B.O. Adewuyi and J.A. Omotoyinbo Department of Metallurgical and Materials Engineering,
EFFECTS OF COOLING MEDIA ON THE MECHANICAL PROPERTIES AND MICROSTRUCTURE OF SAND AND DIE CASTING ALUMINIUM ALLOYS B.O. Adewuyi and J.A. Omotoyinbo Department of Metallurgical and Materials Engineering,
The Application of ATD and DSC Methods to Study of the EN AC Alloy Phase Transformations
 A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 17 Issue 2/2017 207 211 36/2
A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 17 Issue 2/2017 207 211 36/2
High speed roll casting of Mg alloy strip by a vertical type twin roll caster
 of Achievements in Materials and Manufacturing Engineering VOLUME 15 ISSUE 1-2 March-April 2006 High speed roll casting of Mg alloy strip by a vertical type twin roll caster T. Haga a, *, H. Watari b,
of Achievements in Materials and Manufacturing Engineering VOLUME 15 ISSUE 1-2 March-April 2006 High speed roll casting of Mg alloy strip by a vertical type twin roll caster T. Haga a, *, H. Watari b,
Diffusion Bonding of Semi-Solid (SSM 356) Cast Aluminum Alloy
 Cast Aluminum Alloy") International OPEN ACCESS Journal Of Modern Engineering Research (IJMER) Diffusion Bonding of Semi-Solid (SSM 356) Cast Aluminum Alloy Chaiyoot Meengam 1, Prapas Muangjunburee 2, Jessada Wannasin 3 1,
International OPEN ACCESS Journal Of Modern Engineering Research (IJMER) Diffusion Bonding of Semi-Solid (SSM 356) Cast Aluminum Alloy Chaiyoot Meengam 1, Prapas Muangjunburee 2, Jessada Wannasin 3 1,
Material designation: EN-Material No. DIN-Material No. EN AW-5754 [EN AW-Al Mg3]
![Material designation: EN-Material No. DIN-Material No. EN AW-5754 [EN AW-Al Mg3]](/thumbs/95/124417647.jpg "Material designation: EN-Material No. DIN-Material No. EN AW-5754 [EN AW-Al Mg3]") Material Data Sheet Aluminium alloy Materials Services Technology, Innovation & Sustainability Page 1/5 Material designation: EN-Material No. DIN-Material No. EN AW-5754 [EN AW-Al Mg3] 3.3535 Scope This
Material Data Sheet Aluminium alloy Materials Services Technology, Innovation & Sustainability Page 1/5 Material designation: EN-Material No. DIN-Material No. EN AW-5754 [EN AW-Al Mg3] 3.3535 Scope This
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Available online at ScienceDirect. Procedia Engineering 81 (2014 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 658 663 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 658 663 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
MECHANICAL PROPERTIES AND STRESS CORROSION OF ELECTRON BEAM MELTING THROUGH JOINT OF AlMg3 ALLOY
 Mirosław Czechowski Gdynia Maritime University, Faculty of Marine Engineering, Poland MECHANICAL PROPERTIES AND STRESS CORROSION OF ELECTRON BEAM MELTING THROUGH JOINT OF AlMg3 ALLOY ABSTRACT This paper
Mirosław Czechowski Gdynia Maritime University, Faculty of Marine Engineering, Poland MECHANICAL PROPERTIES AND STRESS CORROSION OF ELECTRON BEAM MELTING THROUGH JOINT OF AlMg3 ALLOY ABSTRACT This paper
International Journal of Scientific & Engineering Research, Volume 6, Issue 3, March-2015 ISSN
 1530 Component Crack Analysis of high pressure die casting aluminum alloy (Alsi9cu ) Satish kumar Manocha Designation Dy. Manager Department - R&D Name of industries Rico auto industries ABSTRACT: Crack
1530 Component Crack Analysis of high pressure die casting aluminum alloy (Alsi9cu ) Satish kumar Manocha Designation Dy. Manager Department - R&D Name of industries Rico auto industries ABSTRACT: Crack
The Science and Engineering of Materials, 4 th ed Donald R. Askeland Pradeep P. Phulé. Chapter 8 Solid Solutions and Phase Equilibrium
 The Science and Engineering of Materials, 4 th ed Donald R. Askeland Pradeep P. Phulé Chapter 8 Solid Solutions and Phase Equilibrium Objectives of Chapter 8 The goal of this chapter is to describe the
The Science and Engineering of Materials, 4 th ed Donald R. Askeland Pradeep P. Phulé Chapter 8 Solid Solutions and Phase Equilibrium Objectives of Chapter 8 The goal of this chapter is to describe the
Some Researches in the Field of Fatigue Phenomenon in Engineering
 Some Researches in the Field of Fatigue Phenomenon in Engineering IOAN ENESCU Department of Mechanical Engineering Transylvania University of Brasov 50006 Bvd. Eroilor nr.9, Brasov, ROMANIA enescu@unitbv.ro
Some Researches in the Field of Fatigue Phenomenon in Engineering IOAN ENESCU Department of Mechanical Engineering Transylvania University of Brasov 50006 Bvd. Eroilor nr.9, Brasov, ROMANIA enescu@unitbv.ro
Model castings with composite surface layer - application
 A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 8 Issue 3/2008 105 110 19/3 Model
A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 8 Issue 3/2008 105 110 19/3 Model
ALUMINIUM ALLOYS FOR EXTRUDED PROFILES
 ALUMINIUM ALLOYS FOR EXTRUDED PROFILES Introduction Page 3 CE Certified alloys extruded by EXALCO Page 4 Aluminium alloys - Technical data Page 5 Page 6 Tolerances for cross-sectional dimensions - EN 755-9
ALUMINIUM ALLOYS FOR EXTRUDED PROFILES Introduction Page 3 CE Certified alloys extruded by EXALCO Page 4 Aluminium alloys - Technical data Page 5 Page 6 Tolerances for cross-sectional dimensions - EN 755-9
Finite element analysis of multi-hole extrusion of aluminum-alloy tubes
 journal of materials processing technology 201 (2008) 150 155 journal homepage: www.elsevier.com/locate/jmatprotec Finite element analysis of multi-hole extrusion of aluminum-alloy tubes Fuh-Kuo Chen a,,
journal of materials processing technology 201 (2008) 150 155 journal homepage: www.elsevier.com/locate/jmatprotec Finite element analysis of multi-hole extrusion of aluminum-alloy tubes Fuh-Kuo Chen a,,
STANDARD SPECIFICATION
 SPECIFICATION The products from Yieh will be strictly produced according to national or international standard, or sometimes to mutually agreed standard. CHINESE GB/T 5237 GB/T 6892 GB/T 6893 Aluminum
SPECIFICATION The products from Yieh will be strictly produced according to national or international standard, or sometimes to mutually agreed standard. CHINESE GB/T 5237 GB/T 6892 GB/T 6893 Aluminum
>> Iron << Aluminum Steel Copper. MeltLab Systems Copyright 2014 All rights reserved 844-Meltlab
 >> Iron
>> Iron
Metal extrusion. Metal stamping
 Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Quality Standard for ACR Copper Tubes in LWC
 Quality Standard for ACR Copper Tubes in LWC Foreword cuproclima is a protected tradename for high-quality seamless copper tubes in levelwound coils (LWC) supplied to manufacturers of heat exchangers for
Quality Standard for ACR Copper Tubes in LWC Foreword cuproclima is a protected tradename for high-quality seamless copper tubes in levelwound coils (LWC) supplied to manufacturers of heat exchangers for
Casting. Forming. Sheet metal processing. Powder- and Ceramics Processing. Plastics processing. Cutting. Joining.
 Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Study on hot extrusion of large-diameter magnesium alloy thin tubes
 Study on hot extrusion of large-diameter magnesium alloy thin tubes *Yeong-Maw Hwang 1) and Chia-Ming Hsu 2) 1), 2) Department of Mechanical and Electro-Mechanical Engineering, National Sun Yat- Sen University,
Study on hot extrusion of large-diameter magnesium alloy thin tubes *Yeong-Maw Hwang 1) and Chia-Ming Hsu 2) 1), 2) Department of Mechanical and Electro-Mechanical Engineering, National Sun Yat- Sen University,
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
Chapter Two. Aluminum Extrusion Alloys
 Chapter Two Aluminum Extrusion Alloys Advantages of Aluminum Extrusions Aluminum s Material Advantages: Recyclable and Nontoxic Lightweight Strong High Strength to Weight Ratio Resilient Corrosion-Resistant
Chapter Two Aluminum Extrusion Alloys Advantages of Aluminum Extrusions Aluminum s Material Advantages: Recyclable and Nontoxic Lightweight Strong High Strength to Weight Ratio Resilient Corrosion-Resistant
Influence of Crystal Orientations on the Bendability of an Al-Mg-Si Alloy
 Materials Transactions, Vol. 51, No. 4 (2010) pp. 614 to 619 Special Issue on Crystallographic Orientation Distribution and Related Properties in Advanced Materials II #2010 The Japan Institute of Light
Materials Transactions, Vol. 51, No. 4 (2010) pp. 614 to 619 Special Issue on Crystallographic Orientation Distribution and Related Properties in Advanced Materials II #2010 The Japan Institute of Light
Arch. Metall. Mater., Vol. 61 (2016), No 4, p
, No 4, p") Arch. Metall. Mater., Vol. 61 (2016), No 4, p. 1969 1974 DOI: 10.1515/amm-2016-0318 A. SMALCERZ*,#, J. BARGLIK*, D. KUC*, K. DUCKI*, S. WASIŃSKI* THE MICROSTRUCTURE AND MECHANICAL PROPERTIES OF CYLINDRICAL
Arch. Metall. Mater., Vol. 61 (2016), No 4, p. 1969 1974 DOI: 10.1515/amm-2016-0318 A. SMALCERZ*,#, J. BARGLIK*, D. KUC*, K. DUCKI*, S. WASIŃSKI* THE MICROSTRUCTURE AND MECHANICAL PROPERTIES OF CYLINDRICAL
TRANSFORMATIONS DURING QUENCHING AND TEMPERING OF HOT-WORK TOOL STEEL. Piotr BAŁA, Janusz KRAWCZYK
 TRANSFORMATIONS DURING QUENCHING AND TEMPERING OF HOT-WORK TOOL STEEL Piotr BAŁA, Janusz KRAWCZYK AGH University of Science and Technology Faculty of Metals Engineering and Industrial Computer Science
TRANSFORMATIONS DURING QUENCHING AND TEMPERING OF HOT-WORK TOOL STEEL Piotr BAŁA, Janusz KRAWCZYK AGH University of Science and Technology Faculty of Metals Engineering and Industrial Computer Science
The effect of Friction Stir Processing on the fatigue life of MIG-Laser hybrid welded joints as compared to conventional FSW 6082-T6 aluminium joints
 Surface Effects and Contact Mechanics IX 183 The effect of Friction Stir Processing on the fatigue life of MIG-Laser hybrid welded joints as compared to conventional FSW 6082-T6 aluminium joints A. Els-Botes,
Surface Effects and Contact Mechanics IX 183 The effect of Friction Stir Processing on the fatigue life of MIG-Laser hybrid welded joints as compared to conventional FSW 6082-T6 aluminium joints A. Els-Botes,
Fracture Analysis of a Crack Propagating in Aluminium-7% Silicon Alloy Casting
 Proceedings of the 9 th International Conference on Aluminium Alloys (2004) Edited by J.F. Nie, A.J. Morton and B.C. Muddle Institute of Materials Engineering Australasia Ltd 672 Fracture Analysis of a
Proceedings of the 9 th International Conference on Aluminium Alloys (2004) Edited by J.F. Nie, A.J. Morton and B.C. Muddle Institute of Materials Engineering Australasia Ltd 672 Fracture Analysis of a
Extrusion of complex shapes
 Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
Effect of Occasional Shear Loading on Fatigue Crack Growth in 7075 Aluminum Alloy M. Makizaki 1, a, H. Matsunaga 2, 4, b, K. Yanase 3, 4, c 3, 4, d
 Materials Science Forum Online: 213-3-11 ISSN: 1662-9752, Vol. 75, pp 264-267 doi:1.428/www.scientific.net/msf.75.264 213 Trans Tech Publications, Switzerland Effect of Occasional Shear Loading on Fatigue
Materials Science Forum Online: 213-3-11 ISSN: 1662-9752, Vol. 75, pp 264-267 doi:1.428/www.scientific.net/msf.75.264 213 Trans Tech Publications, Switzerland Effect of Occasional Shear Loading on Fatigue
High Speed Twin-Roll Casting of Aluminum Alloys
 Proceedings of the 9 th International Conference on Aluminium Alloys (2004) Edited by J.F. Nie, A.J. Morton and B.C. Muddle Institute of Materials Engineering Australasia Ltd 718 High Speed Twin-Roll Casting
Proceedings of the 9 th International Conference on Aluminium Alloys (2004) Edited by J.F. Nie, A.J. Morton and B.C. Muddle Institute of Materials Engineering Australasia Ltd 718 High Speed Twin-Roll Casting
Hot Cracking Susceptibility in the TIG Joint of AZ31 Mg-Alloy Plates Produced by the TRC Process with and without Intensive Melt Shearing
 Materials Science Forum Vol. 765 (2013) pp 756-760 (2013) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/msf.765.756 Hot Cracking Susceptibility in the TIG Joint of AZ31 Mg-Alloy Plates
Materials Science Forum Vol. 765 (2013) pp 756-760 (2013) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/msf.765.756 Hot Cracking Susceptibility in the TIG Joint of AZ31 Mg-Alloy Plates
Jouji Oshikiri 1, Norio Nakamura 2 and Osamu Umezawa 1
 Proceedings of the 12th International Conference on Aluminium Alloys, September 5 9, 5-9, 21, Yokohama, Japan 21 21 The Japan Institute of Light Metals pp. 2381-2386 2381 Jouji Oshikiri 1, Norio Nakamura
Proceedings of the 12th International Conference on Aluminium Alloys, September 5 9, 5-9, 21, Yokohama, Japan 21 21 The Japan Institute of Light Metals pp. 2381-2386 2381 Jouji Oshikiri 1, Norio Nakamura
Structure and Mechanical Properties of Al-Li Alloys as Cast
 ARCHIVES of FOUNDRY ENGINEERING DOI: 10.2478/afe-2013-0027 Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (2299-2944) Volume 13 Issue 2/2013 5 10 Structure
ARCHIVES of FOUNDRY ENGINEERING DOI: 10.2478/afe-2013-0027 Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (2299-2944) Volume 13 Issue 2/2013 5 10 Structure
Copper Based Bi-metallic Core Pin Using DMD: Industrial Evaluation
 Vol. 2 (2012) No. 3 ISSN: 2088-5334 Copper Based Bi-metallic Core Pin Using DMD: Industrial Evaluation M. Khalid Imran #, Syed Masood #, Milan Brandt *, Stefan Gulizia +, Mahnaz Zahedi + # Industrial Research
Vol. 2 (2012) No. 3 ISSN: 2088-5334 Copper Based Bi-metallic Core Pin Using DMD: Industrial Evaluation M. Khalid Imran #, Syed Masood #, Milan Brandt *, Stefan Gulizia +, Mahnaz Zahedi + # Industrial Research
Copper & Copper Alloys CuZn40Pb2 (OF 2357)
") Copper and Copper Alloys Page 1 of 6 no responsibility is taken for the correctness of this information 02/2014 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Others min. 57.0 Rem. 1.6 - - - - - - - - - - max. 59.0-2.2
Copper and Copper Alloys Page 1 of 6 no responsibility is taken for the correctness of this information 02/2014 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Others min. 57.0 Rem. 1.6 - - - - - - - - - - max. 59.0-2.2
Catalogue of European standards in the aluminium and aluminium alloys field
 Catalogue of European standards in the aluminium and aluminium alloys field Under revision New publications during last two years (2017-2018) September 2018 David KRUPKA AFNOR Normalisation Industrial
Catalogue of European standards in the aluminium and aluminium alloys field Under revision New publications during last two years (2017-2018) September 2018 David KRUPKA AFNOR Normalisation Industrial
STANDARD SPECIFICATION
 STANDARD SPECIFICATION The products from Yieh will be strictly produced according to national or international standard, or sometimes to mutually agreed standard. CHINESE STANDARD GB/T 3190 Wrought Aluminum
STANDARD SPECIFICATION The products from Yieh will be strictly produced according to national or international standard, or sometimes to mutually agreed standard. CHINESE STANDARD GB/T 3190 Wrought Aluminum
J = D C A C B x A x B + D C A C. = x A kg /m 2
 1. (a) Compare interstitial and vacancy atomic mechanisms for diffusion. (b) Cite two reasons why interstitial diffusion is normally more rapid than vacancy diffusion. (a) With vacancy diffusion, atomic
1. (a) Compare interstitial and vacancy atomic mechanisms for diffusion. (b) Cite two reasons why interstitial diffusion is normally more rapid than vacancy diffusion. (a) With vacancy diffusion, atomic
Research Article A Study of the Quench Sensitivity of 6061-T6 and 6069-T6 Aluminum Alloys
 Metallurgy Volume 211, Article ID 747198, 5 pages doi:1.1155/211/747198 Research Article A Study of the Quench Sensitivity of 661-T6 and 669-T6 Aluminum Alloys M. E. Kassner, 1 P. Geantil, 2 and X. Li
Metallurgy Volume 211, Article ID 747198, 5 pages doi:1.1155/211/747198 Research Article A Study of the Quench Sensitivity of 661-T6 and 669-T6 Aluminum Alloys M. E. Kassner, 1 P. Geantil, 2 and X. Li
- HSS-Blade (EOS art.-no ) - 90 µm mesh for powder sieving recommended (EOS art.-no ) - Argon atmosphere
 - 90 µm mesh for powder sieving recommended (EOS art.-no ) - Argon atmosphere") EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg is a aluminium metal alloy powder intended for processing on EOS DMLS systems. This document provides information and data for parts built using EOS Aluminium
EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg is a aluminium metal alloy powder intended for processing on EOS DMLS systems. This document provides information and data for parts built using EOS Aluminium
Introduction. 1. Outline of fan case ring
 A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
Study on rheo-diecasting process of 7075R alloys by SA-EMS melt homogenized treatment
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Study on rheo-diecasting process of 7075R alloys by SA-EMS melt homogenized treatment Recent citations - Wear analysis of A356
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Study on rheo-diecasting process of 7075R alloys by SA-EMS melt homogenized treatment Recent citations - Wear analysis of A356
Manufacturing Process - I
 Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Rositsa Gavrilova ABSTRACT
 Journal Journal of Chemical of Chemical Technology Technology and Metallurgy, and Metallurgy, 52, 2, 52, 2017, 2, 2017 294-298 PROGNOSTICATION OF MAIN PARAMETERS DURING CASTING UNDER PRESSURE AND CRYSTALLIZATION
Journal Journal of Chemical of Chemical Technology Technology and Metallurgy, and Metallurgy, 52, 2, 52, 2017, 2, 2017 294-298 PROGNOSTICATION OF MAIN PARAMETERS DURING CASTING UNDER PRESSURE AND CRYSTALLIZATION
Injection Moulding and Heat Treatment of Ni-Cr-Si-B Alloy Powder
 Injection Moulding and Heat Treatment of Ni-Cr-Si-B Alloy Powder M. Y. Anwar 1, M. Ajmal 1, M. T. Z. Butt 2 and M. Zubair 1 1. Department of Met. & Materials Engineering, UET Lahore. 2. Faculty of Engineering
Injection Moulding and Heat Treatment of Ni-Cr-Si-B Alloy Powder M. Y. Anwar 1, M. Ajmal 1, M. T. Z. Butt 2 and M. Zubair 1 1. Department of Met. & Materials Engineering, UET Lahore. 2. Faculty of Engineering
G. Silva, B. Rivolta, R. Gerosa & U. Derudi
 Study of the SCC Behavior of 7075 Aluminum Alloy After One-Step Aging at 163 C G. Silva, B. Rivolta, R. Gerosa & U. Derudi Journal of Materials Engineering and Performance ISSN 1059-9495 J. of Materi Eng
Study of the SCC Behavior of 7075 Aluminum Alloy After One-Step Aging at 163 C G. Silva, B. Rivolta, R. Gerosa & U. Derudi Journal of Materials Engineering and Performance ISSN 1059-9495 J. of Materi Eng
MACHINES DESIGN SSC-JE STAFF SELECTION COMMISSION MECHANICAL ENGINEERING STUDY MATERIAL MACHINES DESIGN
 1 SSC-JE STAFF SELECTION COMMISSION MECHANICAL ENGINEERING STUDY MATERIAL C O N T E N T 2 1. MACHINE DESIGN 03-21 2. FLEXIBLE MECHANICAL ELEMENTS. 22-34 3. JOURNAL BEARINGS... 35-65 4. CLUTCH AND BRAKES.
1 SSC-JE STAFF SELECTION COMMISSION MECHANICAL ENGINEERING STUDY MATERIAL C O N T E N T 2 1. MACHINE DESIGN 03-21 2. FLEXIBLE MECHANICAL ELEMENTS. 22-34 3. JOURNAL BEARINGS... 35-65 4. CLUTCH AND BRAKES.
wrought = rolled, extruded, forged heat treatable non-heat treatable
 Physical metallurgy of alluminium Wrought Al alloys wrought = rolled, extruded, forged heat treatable non-heat treatable International alloy designation system (IADS) e.g. 1XXX = Al 7XXX = Al-Zn-Mg-(Cu)
Physical metallurgy of alluminium Wrought Al alloys wrought = rolled, extruded, forged heat treatable non-heat treatable International alloy designation system (IADS) e.g. 1XXX = Al 7XXX = Al-Zn-Mg-(Cu)
Effect of Isothermal Annealing Temperatures and Roller Burnishing on the Microhardness and Surface Quality of H13 Alloy Steel
 J. Appl. Res. Ind. Eng. Vol. 4, No. 3 (217) 25 214 Journal of Applied Research on Industrial Engineering www.journal-aprie.com Effect of Isothermal Annealing Temperatures and Roller Burnishing on the Microhardness
J. Appl. Res. Ind. Eng. Vol. 4, No. 3 (217) 25 214 Journal of Applied Research on Industrial Engineering www.journal-aprie.com Effect of Isothermal Annealing Temperatures and Roller Burnishing on the Microhardness
Fundamental Course in Mechanical Processing of Materials. Exercises
 Fundamental Course in Mechanical Processing of Materials Exercises 2017 3.2 Consider a material point subject to a plane stress state represented by the following stress tensor, Determine the principal
Fundamental Course in Mechanical Processing of Materials Exercises 2017 3.2 Consider a material point subject to a plane stress state represented by the following stress tensor, Determine the principal