Presentation on. Mah Seong Wee Construction Section
|
|
|
- Brian Payne
- 6 years ago
- Views:
Transcription
1 Presentation on Mah Seong Wee Construction Section
2 STEEL CONNECTIONS BOLTS WELDS HDB STEEL STRUCTURES


3

4


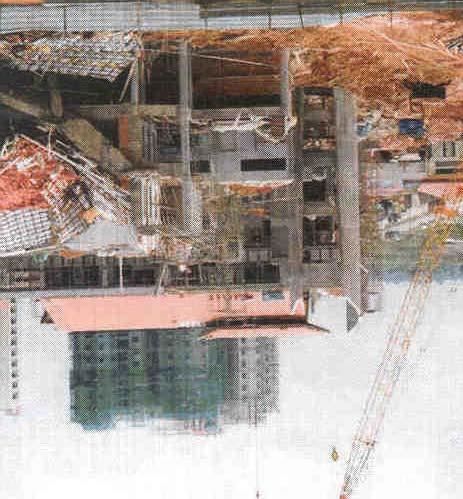
5 Gridline L L Q Columns at Gridline L which were braced to adjoining structure remained intact.

6 Truss broke into two sections. The roof trusses broke into two sections and the breakage occurred mainly at the center of truss.

7 Welding Failure Failures of trusses were at welding locations.

8 Bolted connection Bolted connections were pulled out of column.
9 No pre-welding and post-welding inspections was carried out. Shop drawings submitted by contractor were not checked Welded joints should not be located at the critical locations of the truss (e.g. at the Apex) Full butt welds should have been used instead of fillet welds for joining two steel sections of similar dimensions together.
10
11 STEEL
12 Steel = 98% of Iron with Main Alloying Elements Carbon, Silicon, Manganese Copper and chromium added to increase corrosion resistant Rarely contains more than 0.25% of carbon Higher the carbon content, the brittle the steel Grade 43 ( most common ), 50 and 55 (strongest) Design Grade -> Thickness -> Design Strength Hot Formed and Cold Formed Hollow Sections
13 Ductile at temperature above 10 degree C and more brittle as temperature falls below that. Performs badly in fires, with strength decreases with rise in temperature. Fire protection is needed such as encasing steel member with concrete.
14 Exposed steelwork easily subjected to corrosion. For corrosion protection, use : Metallic coating - dipping in a bath of molten zinc in galvanizing process or - spray on coating of aluminium or zinc is used on the member Painting - primer of zinc chromate followed by coats of iron oxide
15 Grade 275 series steel for all members All steel area to be painted shall be primed with a coat of red lead primer or 1 coat of zinc chromate primer All steel purlins and all steel members for building 5 storey and above shall be hot dipped galvanized All bolts, nuts and washers for connecting purlins and for building 5 storey and above shall be zincelectroplated
16 CONNECTIONS
17 BS 5950 mentioned Connections should be designed on the basis of a realistic assumption of the distribution of internal forces,having regard to relative stiffness Joint should be designed to act in accordance with the assumptions already made in the design Ductility of steel assists in the distribution of force generated within a joint Means that not a need to consider residual forces due to lack of fit, or bolt tightening
18 Rigid Design Joints in structure are assumed to be able to fully transfer the forces and moments in members which they attach
19 Semi-Rigid Design Joints in structure are assumed to transmit some restraint moment Not recommended as the design concept is not matured enough for practical design use
20 Simple Design Pinned joints, and significant moments are not developed at connections Beams are designed as simple supported Simple Construction
21 BOLTS
22 Type of Bolt Abbreviation Standards Black Bolt Black Bolt BS4190 High Strength Bolt High Strength Friction Grip Bolt HS Bolt HSFG Bolt BS3692 BS4604
23 (Grade 4.6 or 8.8) Grade 4.6 => mild steel =>Yield Stress = 235 N/mm2 Grade 8.8 => high strength steel => Yield Stress = 627 N/mm2 Black Hexagon head bolt is most commonly used
24
25

26
27
28 HSFG bolts consist of high-tensile bolt and nut and hardened steel washer. Hardened steel washer will prevent damage to connected parts Special type of washers such as load indicator can be used Load indicator washer has projections that squash down as bolt is tightened. Ensure correct shank tension
29 Bolts are tightened to a predetermined shank tension so that clamping force will transmit force in connected members by friction Bolts do not act in shear or bearing No slip or movement between connected parts due to shank tension and thus good in rigid connection Surface in contact must be free of oil,grease,scale and paint so as not to lower the slip resistance
30 Advantages Stiff in shear because of friction Stiff in tension than bearing bolts because of preloading Good fatigue resistance Disadvantages Expensive to install Bolts are not reusable

31
32 Structural Steel End Connection to Concrete Structure At Linkways For connection to new concrete structure, threaded bars with tension anchorage are to be adopted For connection to existing concrete structure, mechanical anchor bolts are to be used Threaded bars shall be high yield deformed bar Type 2
33
34

35
 stainless steel Chemical -Capsule")
36 Types of Anchor Mechanical -Heavy-duty : carbon steel (coated surface) stainless steel Chemical -Capsule -Injection

37 In Installation -MechanicalechanicalAnchor- Drill the hole to required depth Remove the drilling debris from the hole by compressed air Insert Anchor through fixture and drive in until contact fixture Tighten bolt with torque wrench to recommended assembly torque


38 Capsules In Installation -Chemical hemical Anchor- Injection
39 General App General Applications Types of Anchor Application Heavy Loading Light Loading Cyclic Loading Tension zone Cracked zone Uncracked zone Vertical downwards installation Overhead installation * Lateral installation Angle installation Space constraint (spacing & edge) Narrow base member Lapping of bars Dowel bars Heavy-Duty Mechanical Chemical (Capsules) Chemical (Injection) *For Chemical System, foil Capsule is recommended. Due to the design geometry of the capsule, the barbs at the tip of the foil capsule prevent it from dropping out of the holes for overhead installation.
40 HDB Applications Types of Anchor Elements Vertical fins on beam (dowel bars) Stiffener (dowel bars) Lintol (dowel bars) Hanger (dowel bars) LMR Plinth (dowel bars) Beam (dowel bars) Slab (dowel bars) Canopy (dowel bars) Kerb Cladding Connection Steel structures on beam/column Wall/Column plate Base plate Hold Down Bolts for Roof Truss Aluminium Sunbreaker Steel railing Construction props Temporary steel brackets Communal Shelters Mechanical Note : The use of Chemical (Injection) is not recommended. Chemical (Capsules - Epoxy)
41 Recommendation In-house design (steel to concrete) : >>Cast-in dowel bars (higher in capacity, easy installation) Cases for missing/misaligned dowel bars in construction: *Dowel Bar >>Chemical Anchor- Capsule is preferred (constrainst area, for starter bar) *Steel-Conc.>>Mechanical Anchor is preferred only for heavy loading Anchor to replace dowel bars : T16 ==>M16 (Not based on equivalent size) >>Design should be computed based on the anchor catalogue >>Types of anchor should be selected based on the recommended guidelines
42 WELDS


43 Manual Metal Arc Welding Handheld electrode coated with flux that melts and protects molten metal A process of joining metal parts by fusing them and filling in with molten metal from the electrode
44 Most flexible and common as can be used in all welding positions Quality of welding depends highly on welder skill Contractor must submit the certificate of welder for approval
45
46 Fillet Weld Advantages Cheap No preparation required Disadvantages Not good for fatigue(fluctuating load such as bridge) Less attractive appearance Butt Weld Advantages Better fatigue performance Good appearance Disadvantages Expensive Requires edge preparation
47
48 Strength of fillet weld is calculated using the throat thickness For 90 degrees fillet weld, throat thickness is taken as 0.7 X size of leg length Strength of weld = 0.7 X leg length X pw/1000 X length of weld ( kn ) where pw = capacity of fillet weld based on type of electrode used (kn/mm)
49 Fillet welds terminating at ends or sides of parts should be returned continuously around corners for a distance of not less than twice the leg length In lap joints, minimum lap should not be less than (4 x thickness of thinner part jointed) Longitudinal spacing between effective lengths of weld not to exceed 300mm or 16t for compression elements Longitudinal spacing between effective lengths of weld not to exceed 24t for tension elements
50
51
52
53 Types of butt welds for HDB s projects Types of Butt Welds Square Single V Double V Single bevel Double bevel Thickness of plate welded Up to 6mm More than 6mm More than 16mm More than 6mm More than 16mm
54 Edge preparation is made by machine or flame cutting For steel hollow section, double V and double bevel butt weld cannot be used due to difficulty in edge preparation Full penetration butt weld shall be used for steel butt joints Strength of butt weld can be taken as the strength of the parent metal
55
56
57
58 Welding according with weld symbols and conform to BS 499 For unspecified weld, butt weld to be full penetration weld of size = thickness of member fillet weld to be 6mm weld all round member Minimum of 10 % of welded joints shall be tested
59

60

61

62 threaded bars with tension anchorage Fillet weld
63 Porosity Inclusions Lack of fusion and penetration Cracks - Lamellar Tearing

 or large amount of")
64 Formation of small cavities in weld metal Cavities are solidified gases in the molten weld pool Uniform distributed Porosity Caused by absorption of nitrogen,oxygen and hydrogen in molten weld Surface porosity Caused by excessive contamination (grease,dampness,atmosphere) or large amount of distributed porosity

65 Slag are non-metallic particles derived from flux Due to incomplete removal of slag in Manual Metal Arc welding Due to rust or mill scale on parent metal surfaces Radiograph of a butt weld showing 2 slag lines in the weld root Weld with pockets of slag trapped between the weld run


66 Lack of root fusion When the weld fails on one side of the joint in the root The next run of weld has not fused to the previously laid weld Lack of root penetration When the weld fails on 2 sides of the joint in the root Mainly caused by incorrect welding conditions Poor welding performance
")
67 Cause of incomplete root fusion Excessive thick root face Too small a root gap Misplaced welds Too low a power input Too low an arc (heat) input
68 Effect of electrode size on root fusion Large diameter electrode Small diameter electrode


69 As steel is rolled during manufacture,small impurities are deposited Construction of weld metal causes a tear Lamellar tearing in T welds Woody surface due to lamellar tear
70 1) Method of Detecting Defects in Welds 2) Checklist for Quality Control of Welding
71 Most Common and economical. Particular good for single pass welds Generally acceptable for fillet welds A procedure of standard checks to be followed by accredited inspector Mainly based on experience of inspector Detects surface imperfections only
72 Inspection is carried out using a penetrant, cleaner and developer Strong dye penetrant is absorbed into surface discontinuities by capillary action Cleaner is used for pre-cleaning and for removing excess penetrant Developer(e.g. chalk powder suspension) is sprayed on to reveal any surface cracks Detects tight cracks, open to surface Detects surface imperfections only Use for non-ferromagnetic steel where magnetic particle test is not applicable

73

74

75
76 Inspection is carried out using magnetizing equipment and magnetic particles Magnetic particles (iron oxide either in liquid or powder form) are placed onto the surface Once the magnetic particles are being magnetized, they will be collected in cavities or cracks owing to leakage flux to form a visible indication such as dark lines or points Use for ferromagnetic steel only. Not for stainless steel

77

78 Magnetic equipment is used to magnetized the particles

79
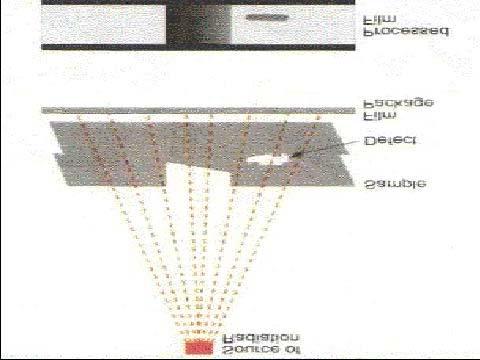
80 Inspection is carried out using a radiation source and radiographic film Area of interest is located between the radiation source and radioactive film Radioactive film is exposed by radiation passing through the area of interest and image can be viewed on developed film Where the weld metal is thinner or has a cavity in it more radiation gets to the film and a darker image is produced Highly recommended for butt weld Can detect internal and surface discontinuities
81

82 Radioactive film is exposed by X-ray passing through the area of interest and image can be viewed on developed film

83

84

85
86 Inspection is carried out using an ultrasonic flaw detector and ultrasonic probe Ultrasound is sent into area of interest and be reflected from a discontinuity and received by probe Reflected ultrasound is displayed on cathode ray tube screen in the flaw detector The signal in the screen is analyzed to determine the types of defect Good for butt weld and thick material Good for detecting internal discontinuities

87

88
89 Qualified Welder Contractor to engage qualified welder for welding Welding Procedure Adequate welding sequence Proper edge preparation Right electrodes are being used
90 Visual Inspection craters slag inclusion weld size, contour cracking Non-destructive Tests dye penetration magnetic particles inspection X-ray radiography ultrasonic testing
91 HDB STEEL STRUCTURE

92

93 Column spacing = 2.5m Column size = 139.7mm dia

94 Column spacing = 3m Column size = 200mm RHS


95 Col. Size = mm dia. Col. Spacing = 3m


96 Col. Size = 168.3dia. Col. Spacing = 2.5m

97 Col. Size = 168.3dia. Col. Spacing = 2.5m
98

99

100

101

102

103

104

105


106 Col. Size = 168.3dia. Col. Spacing = 3.5m


107 Col. Size Col. Spacing = 219 dia. = 5m


108 Col. Size = dia Col. Spacing = 4 to 5 m


109 Col. Size = dia. Col. Spacing = 3.5m

110

111

112

113

114

115

116 STEEL LINKBRIDGE -18m - in span -link between Industrial Block and MSCP
117 STEEL LINKBRIDGE CHS 355.6x10x85.2kg/m CHS 193.7x6.3x29.1kg/m -Material from UK CHS 406.4x12.5x121kg/m -Fabrication in Greensteel Pte Ltd (S)


118 STEEL LINKBRIDGE Cutting Welding


119 STEEL LINKBRIDGE Welding Test - MPI


120 STEEL LINKBRIDGE Galvanizing



121 STEEL LINKBRIDGE Splice Connection Welding Test - MPI & X-ray

122 STEEL LINKBRIDGE Installation and Connection

123 STEEL LINKBRIDGE Installation and Connection
1. Structural Steel Sections Structural steel sections can be classified into various groups according to their shapes.
 1 Structural Steelwork 1. Structural Steel Sections Structural steel sections can be classified into various groups according to their shapes. A steel section is designated by the serial size in millimeters
1 Structural Steelwork 1. Structural Steel Sections Structural steel sections can be classified into various groups according to their shapes. A steel section is designated by the serial size in millimeters
Section 906. STRUCTURAL STEEL
 906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
LAGUARDIA COMMUNITY COLLEGE - CUNY August 3, 2009
 SECTION 051200 - STRUCTURAL STEEL FRAMING PART 1 - GENERAL 1.01 SUMMARY A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 1 Specification
SECTION 051200 - STRUCTURAL STEEL FRAMING PART 1 - GENERAL 1.01 SUMMARY A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 1 Specification
SECTION VIBRATION AND SEISMIC CONTROLS FOR ELECTRICAL SYSTEMS
 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions, apply to this Section. 1.2 SUMMARY A. This Section includes the
PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions, apply to this Section. 1.2 SUMMARY A. This Section includes the
71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding. Weld Metal - Chemistry
 Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
SECTION HANGERS AND SUPPORTS FOR PLUMBING PIPING AND EQUIPMENT
 SECTION 220529 - PART 1 - GENERAL 1.1 SUMMARY A. This Section includes the following: 1. Steel pipe hangers and supports. 2. Metal framing systems. 3. Thermal-hanger shield inserts. 4. Fastener systems.
SECTION 220529 - PART 1 - GENERAL 1.1 SUMMARY A. This Section includes the following: 1. Steel pipe hangers and supports. 2. Metal framing systems. 3. Thermal-hanger shield inserts. 4. Fastener systems.
SECTION HANGERS AND SUPPORTS FOR ELECTRICAL SYSTEMS
 SECTION 26 05 29 HANGERS AND SUPPORTS FOR ELECTRICAL SYSTEMS PART 1 GENERAL 1.1 DESCRIPTION A. Scope: 1. CONTRACTOR shall provide all labor, materials, equipment, and incidentals as shown, specified, and
SECTION 26 05 29 HANGERS AND SUPPORTS FOR ELECTRICAL SYSTEMS PART 1 GENERAL 1.1 DESCRIPTION A. Scope: 1. CONTRACTOR shall provide all labor, materials, equipment, and incidentals as shown, specified, and
Welding Inspection Defects/Repairs Course Reference WIS 5
 Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
INSPECTION OF FIELD WELDING
 INSPECTION OF FIELD WELDING Objective Types of Projects Involving Welding Common Welding Terms & Symbols Welder Qualifications Common Welding Requirements Welding Inspection Types of Projects Involving
INSPECTION OF FIELD WELDING Objective Types of Projects Involving Welding Common Welding Terms & Symbols Welder Qualifications Common Welding Requirements Welding Inspection Types of Projects Involving
SPECIFICATION FOR STRUCTURAL STEELWORK
 SPECIFICATION FOR STRUCTURAL STEELWORK 1.0 SCOPE OF WORK The work covered by this section of the Specifications consists of furnishing all plants, labour, equipment, supervision, appliances and materials,
SPECIFICATION FOR STRUCTURAL STEELWORK 1.0 SCOPE OF WORK The work covered by this section of the Specifications consists of furnishing all plants, labour, equipment, supervision, appliances and materials,
SECTION VIBRATION CONTROLS FOR HVAC PIPING AND EQUIPMENT
 SECTION 230548 - PART 1 - GENERAL 1.1 SUMMARY A. This Section includes the following: 1. Elastomeric Isolation pads. 2. Elastomeric Isolation mounts. 3. [Freestanding] [Restrained] [Freestanding and restrained]
SECTION 230548 - PART 1 - GENERAL 1.1 SUMMARY A. This Section includes the following: 1. Elastomeric Isolation pads. 2. Elastomeric Isolation mounts. 3. [Freestanding] [Restrained] [Freestanding and restrained]
SECTION METAL BUILDING SYSTEMS
 SECTION 13 3419 PART 1 GENERAL 1.01 SECTION INCLUDES A. Manufacturer-engineered, shop-fabricated structural steel building frame. B. Insulated Metal wall and roof panels including gutters and downspouts.
SECTION 13 3419 PART 1 GENERAL 1.01 SECTION INCLUDES A. Manufacturer-engineered, shop-fabricated structural steel building frame. B. Insulated Metal wall and roof panels including gutters and downspouts.
1. Hangers and supports for electrical equipment and systems. 2. Construction requirements for concrete bases.
 SECTION 260529 - HANGERS AND SUPPORTS PART 1 - GENERAL 1.1 SUMMARY A. Section includes: 1. Hangers and supports for electrical equipment and systems. 2. Construction requirements for concrete bases. 1.2
SECTION 260529 - HANGERS AND SUPPORTS PART 1 - GENERAL 1.1 SUMMARY A. Section includes: 1. Hangers and supports for electrical equipment and systems. 2. Construction requirements for concrete bases. 1.2
Table of Contents. List of Drawings
 SCOPE OF WORK Hastings Stadium Exhibition Park, 81 London Road, Guelph, Ontario Structural and Maintenance Remedial Work Prepared For City of Guelph City Hall, 1 Carden Street, Guelph, ON N1H 3A1 Prepared
SCOPE OF WORK Hastings Stadium Exhibition Park, 81 London Road, Guelph, Ontario Structural and Maintenance Remedial Work Prepared For City of Guelph City Hall, 1 Carden Street, Guelph, ON N1H 3A1 Prepared
CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES. Welding is the process of coalescing more than one material part at
 41 CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES 3.0. INTRODUCTION Welding is the process of coalescing more than one material part at their surface of contact by the suitable
41 CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES 3.0. INTRODUCTION Welding is the process of coalescing more than one material part at their surface of contact by the suitable
SECTION REINFORCING STEEL
 SECTION REINFORCING STEEL 1. DESCRIPTION This specification shall govern the furnishing and placing of reinforcing steel, deformed and smooth, of the size and quantity designated on the plans and in accordance
SECTION REINFORCING STEEL 1. DESCRIPTION This specification shall govern the furnishing and placing of reinforcing steel, deformed and smooth, of the size and quantity designated on the plans and in accordance
SECTION PREFABRICATED PIPE BRIDGE(s)
") SECTION 13135 - PREFABRICATED PIPE BRIDGE(s) PART 1 - GENERAL 1.01 Scope A. The Contractor is responsible for all engineering design, detailing, fabricating, installation including foundations for the
SECTION 13135 - PREFABRICATED PIPE BRIDGE(s) PART 1 - GENERAL 1.01 Scope A. The Contractor is responsible for all engineering design, detailing, fabricating, installation including foundations for the
EVALUATION REPORT. PFC-5551 Reissued April 1, Filing Category: DESIGN Steel (038)
") ICBO Evaluation Service, Inc. 5360 WORKMAN MILL ROAD WHITTIER, CALIFORNIA 90601-2299 A subsidiary corporation of the International Conference of Building Officials EVALUATION REPORT Copyright 2001 ICBO
ICBO Evaluation Service, Inc. 5360 WORKMAN MILL ROAD WHITTIER, CALIFORNIA 90601-2299 A subsidiary corporation of the International Conference of Building Officials EVALUATION REPORT Copyright 2001 ICBO
1. IMPERFECTIONS OF THE WELDED CONNECTION
 1. IMPERFECTIONS OF THE WELDED CONNECTION A. Classification of imperfections in the welds acc. to EN 26520 (ISO 6520) Crack (100) - imperfection produced by a local rupture in the solid state which can
1. IMPERFECTIONS OF THE WELDED CONNECTION A. Classification of imperfections in the welds acc. to EN 26520 (ISO 6520) Crack (100) - imperfection produced by a local rupture in the solid state which can
Division 11 - Equipment Section 11401
 PART 1 - GENERAL 1.1 GENERAL A. Division 1 General Requirements applies and becomes a part of this Section of the Specification as fully as if repeated herein. B. Items of equipment which are included
PART 1 - GENERAL 1.1 GENERAL A. Division 1 General Requirements applies and becomes a part of this Section of the Specification as fully as if repeated herein. B. Items of equipment which are included
RULES FOR THE CLASSIFICATION OF SHIPS
 RULES FOR THE CLASSIFICATION OF SHIPS 2009 Part 26 - WELDING Amendments No.1 CROATIAN REGISTER OF SHIPPING Hrvatska (Croatia) 21000 Split Marasovićeva 67 P.O.B. 187 Tel.: (...) 385 (0)21 40 81 11 Fax.:
RULES FOR THE CLASSIFICATION OF SHIPS 2009 Part 26 - WELDING Amendments No.1 CROATIAN REGISTER OF SHIPPING Hrvatska (Croatia) 21000 Split Marasovićeva 67 P.O.B. 187 Tel.: (...) 385 (0)21 40 81 11 Fax.:
D D TYPE A1, A2 & B MICHIGAN DEPARTMENT OF TRANSPORTATION 5-40 CONNECTION. L4" x 4" x 3/8" Brace. C8 x 4.25 Strut. WT9 x 17.5.
 Sign length minus Adjust to avoid interference with sign legend A Deck fascia A 6" Equal Equal 6" Sign length (L) varies 6 to 12 PLAN 0 CONNECTION (DECK FASCIA) Angle connection assembly F Face of concrete
Sign length minus Adjust to avoid interference with sign legend A Deck fascia A 6" Equal Equal 6" Sign length (L) varies 6 to 12 PLAN 0 CONNECTION (DECK FASCIA) Angle connection assembly F Face of concrete
Northpointe Renovation EPN #1701 F/A Project #17027 September 8, 2017
 SECTION 055213 - PIPE AND TUBE RAILINGS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION 055213 - PIPE AND TUBE RAILINGS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
AASHTO/AWS D1.5M/D1.5:2008. Table of Contents
 Table of Contents Personnel...v Foreword...ix List of Tables... xviii List of Figures...xix List of Forms...xxi 1. General Provisions...1 1.1 Application...1 1.2 Base Metal...1 1.3 Welding Processes...1
Table of Contents Personnel...v Foreword...ix List of Tables... xviii List of Figures...xix List of Forms...xxi 1. General Provisions...1 1.1 Application...1 1.2 Base Metal...1 1.3 Welding Processes...1
ITEM 686 TRAFFIC SIGNAL POLE ASSEMBLIES (STEEL)
") ITEM 686 TRAFFIC SIGNAL POLE ASSEMBLIES (STEEL) 686.1. Description. This Item shall govern for designing, fabricating, furnishing and erecting steel traffic signal pole assemblies of the various types
ITEM 686 TRAFFIC SIGNAL POLE ASSEMBLIES (STEEL) 686.1. Description. This Item shall govern for designing, fabricating, furnishing and erecting steel traffic signal pole assemblies of the various types
Fig Beam Clamp Retaining Strap (B-Line B3367)
") Fig. 69 - Beam Clamp Retaining Strap (B-Line B3367) Size Range: 3 /8"-16 thru 3 /4"-10 rod 4 (101.6mm) thru 16 (406.4mm) lengths Note: longer lengths are available consult factory Material: Pre-Galvanized
Fig. 69 - Beam Clamp Retaining Strap (B-Line B3367) Size Range: 3 /8"-16 thru 3 /4"-10 rod 4 (101.6mm) thru 16 (406.4mm) lengths Note: longer lengths are available consult factory Material: Pre-Galvanized
CONCRETE STEPS, HANDRAILS, AND SAFETY RAIL
 SUDAS Standard Specifications Division 9 - Site Work and Landscaping Section 9080 - Concrete Steps, Handrails, and Safety Rail CONCRETE STEPS, HANDRAILS, AND SAFETY RAIL PART - GENERAL.0 SECTION INCLUDES
SUDAS Standard Specifications Division 9 - Site Work and Landscaping Section 9080 - Concrete Steps, Handrails, and Safety Rail CONCRETE STEPS, HANDRAILS, AND SAFETY RAIL PART - GENERAL.0 SECTION INCLUDES
Anchor bolts ASTM F1554, Gr. 36 Wide flange beams ASTM A992, Fy = 50 ksi Misc. structural steel ASTM A36, Fy = 36 ksi
 STRUCTURAL NOTES MATERIAL STRENGTHS Structural Steel Reinforcing Steel Concrete Masonry Structural Lumber Anchor bolts ASTM F1554, Gr. 36 Wide flange beams ASTM A992, Fy = 50 ksi Misc. structural steel
STRUCTURAL NOTES MATERIAL STRENGTHS Structural Steel Reinforcing Steel Concrete Masonry Structural Lumber Anchor bolts ASTM F1554, Gr. 36 Wide flange beams ASTM A992, Fy = 50 ksi Misc. structural steel
AWS B1.10:1999 An American National Standard. Guide for the Nondestructive Examination of Welds
 AWS B1.10:1999 An American National Standard Guide for the Nondestructive Examination of Welds Key Words Guide, eddy current examination, magnetic particle examination, nondestructive examination, penetrant
AWS B1.10:1999 An American National Standard Guide for the Nondestructive Examination of Welds Key Words Guide, eddy current examination, magnetic particle examination, nondestructive examination, penetrant
Approval testing of welders working to approved welding procedures
 BRITISH STANDARD BS 4871-3: 1985 Specification for Approval testing of welders working to approved welding procedures Part 3: Arc welding of tube to tube-plate joints in metallic materials UDC 621.791.007.2:331.108.376:
BRITISH STANDARD BS 4871-3: 1985 Specification for Approval testing of welders working to approved welding procedures Part 3: Arc welding of tube to tube-plate joints in metallic materials UDC 621.791.007.2:331.108.376:
Sample Questions for Welding Engineering Examinations
 Sample Questions for Welding Engineering Examinations AWS Welding Engineer Revision 2 August 2003 Part 1 Basic Fundamentals of Science Examination Mathematics 1. Determine the acute angle _ when tan 63
Sample Questions for Welding Engineering Examinations AWS Welding Engineer Revision 2 August 2003 Part 1 Basic Fundamentals of Science Examination Mathematics 1. Determine the acute angle _ when tan 63
Section 12 - Welding Consumables 1. Welding of Carbon Steels 2. MMA Electrodes 24. MIG/MAG Wires 44. MIG & TIG Wires for CMn & Low Alloy Steels 50
 Carbon Steels 1 Afrox Product Reference Manual Carbon Steels Section - 1 Carbon Steels 1 Welding of Carbon Steels 2 MMA Electrodes 24 MIG/MAG Wires 44 MIG & TIG Wires for CMn & Low Alloy Steels 50 Flux
Carbon Steels 1 Afrox Product Reference Manual Carbon Steels Section - 1 Carbon Steels 1 Welding of Carbon Steels 2 MMA Electrodes 24 MIG/MAG Wires 44 MIG & TIG Wires for CMn & Low Alloy Steels 50 Flux
WELDING PROCEDURE SPECIFICATION. Shielded Metal Arc Welding-SMAW
 WELDING PROCEDURE SPECIFICATION Shielded Metal Arc Welding-SMAW WPS Number: WPS-SMAW-CS Revision: 0 Company Name & Address ABC WELDING & FABRICATING 123 WeldProc Boulevard Toronto, ON A1B 2C3 CWB Approval
WELDING PROCEDURE SPECIFICATION Shielded Metal Arc Welding-SMAW WPS Number: WPS-SMAW-CS Revision: 0 Company Name & Address ABC WELDING & FABRICATING 123 WeldProc Boulevard Toronto, ON A1B 2C3 CWB Approval
Structural Steel Properties and Processes. Types of Steel. Ian Thomas
 44 Structural Steel Ian Thomas Victoria University 44.1 Properties and Processes Types of Steel Structural Properties Heat Treatment Welding 44.2 Service Performance. Brittle Fracture Fatigue Performance
44 Structural Steel Ian Thomas Victoria University 44.1 Properties and Processes Types of Steel Structural Properties Heat Treatment Welding 44.2 Service Performance. Brittle Fracture Fatigue Performance
AWS B1.10M/B1.10:2009 An American National Standard. Guide for the Nondestructive Examination of Welds
 An American National Standard Guide for the Nondestructive Examination of Welds An American National Standard Approved by the American National Standards Institute July 1, 2009 Guide for the Nondestructive
An American National Standard Guide for the Nondestructive Examination of Welds An American National Standard Approved by the American National Standards Institute July 1, 2009 Guide for the Nondestructive
SECTION METAL MATERIALS, METHODS AND FASTENING
 PART 1 - GENERAL 1.01 DESCRIPTION SECTION 05025 METAL MATERIALS, METHODS AND FASTENING Work Specified Herein and Elsewhere: A. This Section includes the basic materials and methods required for the work
PART 1 - GENERAL 1.01 DESCRIPTION SECTION 05025 METAL MATERIALS, METHODS AND FASTENING Work Specified Herein and Elsewhere: A. This Section includes the basic materials and methods required for the work
xiii Preface to the Fifth Edition Preface to the Second Edition Factors for Conversion to SI Units of
 Structural Steel Designer's Handbook Table Of Contents: Contributors xiii Preface to the Fifth Edition xv Preface to the Second Edition xvii Factors for Conversion to SI Units of xix Measurement Chapter
Structural Steel Designer's Handbook Table Of Contents: Contributors xiii Preface to the Fifth Edition xv Preface to the Second Edition xvii Factors for Conversion to SI Units of xix Measurement Chapter
PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGINGS
 p 1 of 6 UF-1 UF-12 PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGING the test temperature be higher than 20 F ( 29 C). Certification is required. An ultrasonic examination shall be made
p 1 of 6 UF-1 UF-12 PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGING the test temperature be higher than 20 F ( 29 C). Certification is required. An ultrasonic examination shall be made
1. Cast-in-place concrete is specified in Section
 SECTION 03 38 00 PART 1 - GENERAL 1.01 DESCRIPTION A. This Section describes the requirements for furnishing and installing post-tensioned slabs, jacks, jacking and anchors at Parking Structure, and record
SECTION 03 38 00 PART 1 - GENERAL 1.01 DESCRIPTION A. This Section describes the requirements for furnishing and installing post-tensioned slabs, jacks, jacking and anchors at Parking Structure, and record
The American Institute
 Cynthia J. Lanz Cynthia J. Lanz is Director of Specifications at the American Institute of Steel Construction (AISC) in Chicago. The American Institute of Steel Construction (AISC) will welcome the new
Cynthia J. Lanz Cynthia J. Lanz is Director of Specifications at the American Institute of Steel Construction (AISC) in Chicago. The American Institute of Steel Construction (AISC) will welcome the new
4 Shielded Metal Arc Welding*
 4 Shielded Metal Arc Welding* * Abbreviated MMA (Manual metal arc welding). American designation: shielded metal arc welding (SMAW). Shielded metal arc welding (SMAW) is an AW process that uses a consumable
4 Shielded Metal Arc Welding* * Abbreviated MMA (Manual metal arc welding). American designation: shielded metal arc welding (SMAW). Shielded metal arc welding (SMAW) is an AW process that uses a consumable
MODERN ULTRASONIC TECHNIQUES FOR DEFECT DETECTION IN CAST MATERIALS
 MODERN ULTRASONIC TECHNIQUES FOR DEFECT DETECTION IN CAST MATERIALS INTRODUCTION S. Palit Sagar National Metallurgical Laboratory, Jamshedpur 831007 e-mail : sarmi@nmlindia.org In casting flaw detection
MODERN ULTRASONIC TECHNIQUES FOR DEFECT DETECTION IN CAST MATERIALS INTRODUCTION S. Palit Sagar National Metallurgical Laboratory, Jamshedpur 831007 e-mail : sarmi@nmlindia.org In casting flaw detection
INSPECTION and TESTING of WELDS & Acceptance Standard
 INSPECTION and TESTING of WELDS & BY A.K.BOSE CONSULTANT Topics of Discussion Important Definitions related to Welding Weld Inspection- Before, During and After Weld Inspection Instruments and Gauges Common
INSPECTION and TESTING of WELDS & BY A.K.BOSE CONSULTANT Topics of Discussion Important Definitions related to Welding Weld Inspection- Before, During and After Weld Inspection Instruments and Gauges Common
Shackles. Applications. Range. Design. CAD drawings. Finish
 Applications Shackles are used in lifting and static systems as removable links to connect (steel) wire rope, chain and other fittings. Screw pin shackles are used mainly for non-permanent applications.
Applications Shackles are used in lifting and static systems as removable links to connect (steel) wire rope, chain and other fittings. Screw pin shackles are used mainly for non-permanent applications.
Anchor HSA Fastening. Technology Manual HSA. Stud anchor. Version /
 Anchor HSA Fastening Stud anchor Technology Manual HSA Stud anchor Version 2015-09 09 / 2015 1 HSA Stud anchor Anchor version HSA Carbon steel with DIN 125 washe HSA-R Stainless steel A4 HSA-R2 Stainless
Anchor HSA Fastening Stud anchor Technology Manual HSA Stud anchor Version 2015-09 09 / 2015 1 HSA Stud anchor Anchor version HSA Carbon steel with DIN 125 washe HSA-R Stainless steel A4 HSA-R2 Stainless
Qualification scheme for welders of aluminium alloys
 (March 2009) Qualification scheme for welders of aluminium alloys 1. Scope 1.1 This document provides guidance for a qualification scheme for welders intended to be engaged in welding of aluminium alloys
(March 2009) Qualification scheme for welders of aluminium alloys 1. Scope 1.1 This document provides guidance for a qualification scheme for welders intended to be engaged in welding of aluminium alloys
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
ACCEPTANCE CRITERIA FOR EXPANSION BOLTS IN STRUCTURAL STEEL CONNECTIONS (BLIND-BOLTS) PREFACE
 PREFACE") www.icc-es.org (800) 423-6587 (562) 699-0543 A Subsidiary of the International Code Council ACCEPTANCE CRITERIA FOR EXPANSION BOLTS IN STRUCTURAL STEEL CONNECTIONS (BLIND-BOLTS) AC437 Approved October
www.icc-es.org (800) 423-6587 (562) 699-0543 A Subsidiary of the International Code Council ACCEPTANCE CRITERIA FOR EXPANSION BOLTS IN STRUCTURAL STEEL CONNECTIONS (BLIND-BOLTS) AC437 Approved October
Defects and Discontinuities. Tim Turner Elizabethtown Technical College
 Defects and Discontinuities Tim Turner Elizabethtown Technical College Defect A flaw or flaws that by nature or accumulated effect render a part or product unable to meet minimum applicable acceptance
Defects and Discontinuities Tim Turner Elizabethtown Technical College Defect A flaw or flaws that by nature or accumulated effect render a part or product unable to meet minimum applicable acceptance
Smarter. Safer. Leaner.
 Smarter. Safer. Leaner. Fast Installation and Removal Decrease Leading Edge Exposure by 87% OSHA Compliant Versatile and Reusable Use Perimeter Protection Posts During Construction: At Building Perimeter
Smarter. Safer. Leaner. Fast Installation and Removal Decrease Leading Edge Exposure by 87% OSHA Compliant Versatile and Reusable Use Perimeter Protection Posts During Construction: At Building Perimeter
CANTILEVER RACK SPECIFICATIONS PART 1 GENERAL 1.1 SCOPE 1.2 APPROVED MANUFACTURER 1.3 REGULATORY ORGANIZATIONS AND GROUPS 1.4 QUALITY ASSURANCE
 CANTILEVER RACK SPECIFICATIONS PART 1 GENERAL 1.1 SCOPE This specification is intended to describe the general requirements applicable to a proper structural cantilever rack design. In addition, it is
CANTILEVER RACK SPECIFICATIONS PART 1 GENERAL 1.1 SCOPE This specification is intended to describe the general requirements applicable to a proper structural cantilever rack design. In addition, it is
American Metal Specialties, Inc.
 American Metal Specialties, Inc. www.cablerailings.com (253) 272-9344 (253) 627-3843 Fax PART 1 GENERAL 1.1 SECTION INCLUDES SECTION 05 73 00 STAINLESS STEEL ORNAMENTAL HANDRAILS AND RAILINGS For best
American Metal Specialties, Inc. www.cablerailings.com (253) 272-9344 (253) 627-3843 Fax PART 1 GENERAL 1.1 SECTION INCLUDES SECTION 05 73 00 STAINLESS STEEL ORNAMENTAL HANDRAILS AND RAILINGS For best
HIGH PERFORMANCE REINFORCEMENT PRODUCTS. Product Catalogue.
 HIGH PERFORMANCE REINFORCEMENT PRODUCTS Product Catalogue www.hrc-europe.com HRC and its product philosophy The use of T-headed bars in concrete structures has some remarkable benefits compared to the
HIGH PERFORMANCE REINFORCEMENT PRODUCTS Product Catalogue www.hrc-europe.com HRC and its product philosophy The use of T-headed bars in concrete structures has some remarkable benefits compared to the
SECTION DECORATIVE METAL AND GLASS RAILING
 SECTION 05 73 00 DECORATIVE METAL AND GLASS RAILING PART 1 GENERAL 1.1 SUMMARY A) This section includes both standard and custom handrails as shown in the contract drawings. B) These include aluminum,
SECTION 05 73 00 DECORATIVE METAL AND GLASS RAILING PART 1 GENERAL 1.1 SUMMARY A) This section includes both standard and custom handrails as shown in the contract drawings. B) These include aluminum,
Lifting Sockets. Flat Lifting Sockets
 Lifting sockets are widely used in the application of precast concrete construction, such as lifting beams, wall and floor slabs etc.. A reinforcement bar is to be inserted through the cross hole to transfer
Lifting sockets are widely used in the application of precast concrete construction, such as lifting beams, wall and floor slabs etc.. A reinforcement bar is to be inserted through the cross hole to transfer
SECTION 1043 FENCE MATERIAL
 SECTION 1043 FENCE MATERIAL 1043.1 Scope. This specification covers the material required in the construction of chainlink fence and woven wire fence. 1043.2 Basis of Acceptance. The basis of acceptance
SECTION 1043 FENCE MATERIAL 1043.1 Scope. This specification covers the material required in the construction of chainlink fence and woven wire fence. 1043.2 Basis of Acceptance. The basis of acceptance
Notes Changed note Date. 1 (A) Changed template 09 / 07 / 2008
 Changed template 09 / 07 / 2008") Revisions Notes Changed note Date 1 (A) Changed template 09 / 07 / 2008 2 Changed template. Clause 12.5.4.1 hot-rolled steel added. Clause 12.5.4.2, 12.5.2.4, 12.5.3.4, 12.5.4.4, 12.5.5.4, 12.5.6.4, 12.5.7.4
Revisions Notes Changed note Date 1 (A) Changed template 09 / 07 / 2008 2 Changed template. Clause 12.5.4.1 hot-rolled steel added. Clause 12.5.4.2, 12.5.2.4, 12.5.3.4, 12.5.4.4, 12.5.5.4, 12.5.6.4, 12.5.7.4
Design for welding: Design recommendations
 Design for welding: Design recommendations Arc welding can be used to weld almost any kind of assembly, including even complex structures. Arc weldments use a wide variety of ferrous and non ferrous metals.
Design for welding: Design recommendations Arc welding can be used to weld almost any kind of assembly, including even complex structures. Arc weldments use a wide variety of ferrous and non ferrous metals.
STULZ-SICKLES STEEL COMPANY
 STULZ-SICKLES STEEL COMPANY SINCE 1916 Providing Years of Wear Resistant Service to the Railroad Industry Railroad ELIZABETH, NEW JERSEY COLTON, CALIFORNIA 800-351-1776 800-572-5809 www.stulzsicklessteel.com
STULZ-SICKLES STEEL COMPANY SINCE 1916 Providing Years of Wear Resistant Service to the Railroad Industry Railroad ELIZABETH, NEW JERSEY COLTON, CALIFORNIA 800-351-1776 800-572-5809 www.stulzsicklessteel.com
PRECAST CONCRETE CONNECTIONS - US PRACTICE
 PRECAST CONCRETE CONNECTIONS - US PRACTICE Larbi Sennour, PhD, SE President Consulting Engineers Group, Inc. SPEAKERS Precast Connections 3 General Types Wet Connections Semi Dry Dry Wet System - Definition
PRECAST CONCRETE CONNECTIONS - US PRACTICE Larbi Sennour, PhD, SE President Consulting Engineers Group, Inc. SPEAKERS Precast Connections 3 General Types Wet Connections Semi Dry Dry Wet System - Definition
Design of Steel Structures Prof. S.R.Satish Kumar and Prof. A.R.Santha Kumar
 2.6 Portal frames Portal frames are the most commonly used structural forms for single-storey industrial structures. They are constructed mainly using hot-rolled sections, supporting the roofing and side
2.6 Portal frames Portal frames are the most commonly used structural forms for single-storey industrial structures. They are constructed mainly using hot-rolled sections, supporting the roofing and side
ROLLING RACK. Simple Security
 Simple Security The graceful design and high security of the Rolling Rack has made this type of bike rack a standard for many schools and communities. The Rolling Rack can be used as a single-sided or
Simple Security The graceful design and high security of the Rolling Rack has made this type of bike rack a standard for many schools and communities. The Rolling Rack can be used as a single-sided or
B R OA DWAY RAC K. High Security
 B R OA DWAY RAC K High Security The Broadway Rack is a great fit on Broadway or in areas where maximum security is a top priority. Made of thick, two-inch square steel, the Broadway Rack renders pipe-cutters
B R OA DWAY RAC K High Security The Broadway Rack is a great fit on Broadway or in areas where maximum security is a top priority. Made of thick, two-inch square steel, the Broadway Rack renders pipe-cutters
1 Exam Prep Placing Reinforcing Bars Tabs and Highlights
 1 Exam Prep Placing Reinforcing Bars Tabs and s These 1 Exam Prep Tabs are based on the CRSI Placing Reinforcing Bars Recommended Practices, 9 th Edition. Each 1 Exam Prep tabs sheet has five rows of tabs.
1 Exam Prep Placing Reinforcing Bars Tabs and s These 1 Exam Prep Tabs are based on the CRSI Placing Reinforcing Bars Recommended Practices, 9 th Edition. Each 1 Exam Prep tabs sheet has five rows of tabs.
CHEMICAL /4" 3/8" to 5/8" /8" 3/4" to 1-1/4" 1 10
 194 ASTM A193 GRADE B7 HIGH-STRENGTH CARBON, ZINC PLATED (ASTM B 633 YELLOW DICHROMATE) B7 (AISI 414) anchor rod is supplied with nuts meeting the requirements of ASTM Specification A 194, Grade 2H (ASTM
194 ASTM A193 GRADE B7 HIGH-STRENGTH CARBON, ZINC PLATED (ASTM B 633 YELLOW DICHROMATE) B7 (AISI 414) anchor rod is supplied with nuts meeting the requirements of ASTM Specification A 194, Grade 2H (ASTM
Model # 238HS-P8. 4/27/2011 Page 1 of 11
 Model # 238HS-P8 4/27/2011 Page 1 of 11 4/27/2011 Page 2 of 11 1675 Locust Street Red Bud, IL 62278 Phone: 618-282-8200 Fax: 618-282-8202 WARRANTY & TERMS WARRANTY: 5 Year Limited Warranty on Thermoplastic
Model # 238HS-P8 4/27/2011 Page 1 of 11 4/27/2011 Page 2 of 11 1675 Locust Street Red Bud, IL 62278 Phone: 618-282-8200 Fax: 618-282-8202 WARRANTY & TERMS WARRANTY: 5 Year Limited Warranty on Thermoplastic
GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS
 - June 2013 Addendum GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS SUBSECTION "A" : GENERAL RULES SUBSECTION "B" : CLASS 1 COMPONENTS SUBSECTION "C" : CLASS 2 COMPONENTS SUBSECTION "D" : CLASS
- June 2013 Addendum GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS SUBSECTION "A" : GENERAL RULES SUBSECTION "B" : CLASS 1 COMPONENTS SUBSECTION "C" : CLASS 2 COMPONENTS SUBSECTION "D" : CLASS
Modeling Welded. ANSYS e-learning. June CAE Associates
 Modeling Welded Connections ANSYS e-learning Peter Barrett June 2013 2013 CAE Associates Outline The importance of weld stress prediction. Weld geometry and terminology. Failure due to fatigue. Methods
Modeling Welded Connections ANSYS e-learning Peter Barrett June 2013 2013 CAE Associates Outline The importance of weld stress prediction. Weld geometry and terminology. Failure due to fatigue. Methods
Prospective Construction Systems for Mass Housing
 Prospective Construction Systems for Mass Housing TECHNOLOGY PROFILE Light Gauge Steel Framed Structures (LGSF) Building Materials & Technology Promotion Council Ministry of Housing & Urban Poverty Alleviation
Prospective Construction Systems for Mass Housing TECHNOLOGY PROFILE Light Gauge Steel Framed Structures (LGSF) Building Materials & Technology Promotion Council Ministry of Housing & Urban Poverty Alleviation
MATERIALS. Moment-resisting Frames. Key Words Historical steelwork, old steelwork, retrofit, appraisal, rehabilitation, assessment,
 Properties and Assessment of Historical Structural Steelwork Author: Kevin Cowie Affiliation: Steel Construction New Zealand Inc. Date: 3 rd July 2009 Ref.: MAT1005 MATERIALS Key Words Historical steelwork,
Properties and Assessment of Historical Structural Steelwork Author: Kevin Cowie Affiliation: Steel Construction New Zealand Inc. Date: 3 rd July 2009 Ref.: MAT1005 MATERIALS Key Words Historical steelwork,
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties
 Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
5. POST-EARTHQUAKE INSPECTION
 5. POST-EARTHQUAKE INSPECTION When required by the building official, or recommended by the Interim Guidelines in Chapter 4, post-earthquake inspections of buildings may be conducted in accordance with
5. POST-EARTHQUAKE INSPECTION When required by the building official, or recommended by the Interim Guidelines in Chapter 4, post-earthquake inspections of buildings may be conducted in accordance with
QC Inspection and Qualification Procedure- TX-EDU-VT-1-07, Revision # by Richard J DePue, Supersedes IW-VT-1 Visual Inspection Procedure
 1.0 Scope: QC Inspection and Qualification Procedure- TX-EDU-VT-1-07, Revision #6 03-04-2016 by Richard J DePue, Supersedes IW-VT-1 Visual Inspection Procedure The purpose of this procedure is to define
1.0 Scope: QC Inspection and Qualification Procedure- TX-EDU-VT-1-07, Revision #6 03-04-2016 by Richard J DePue, Supersedes IW-VT-1 Visual Inspection Procedure The purpose of this procedure is to define
AISI S E1 AISI STANDARD. Errata to North American Specification. for the Design of Cold-Formed. Steel Structural Members.
 AISI S100-12-E1 AISI STANDARD Errata to North American Specification for the Design of Cold-Formed Steel Structural Members 2012 Edition Amendment on August 16, 2013 Errata to North American Specification
AISI S100-12-E1 AISI STANDARD Errata to North American Specification for the Design of Cold-Formed Steel Structural Members 2012 Edition Amendment on August 16, 2013 Errata to North American Specification
AS/NZS 5131:2016. Australian/New Zealand Standard. Structural steelwork Fabrication and erection AS/NZS 5131:2016
 AS/NZS 5131:2016 Australian/New Zealand Standard Structural steelwork Fabrication and erection AS/NZS 5131:2016 AS/NZS 5131:2016 This joint Australian/New Zealand standard was prepared by joint Technical
AS/NZS 5131:2016 Australian/New Zealand Standard Structural steelwork Fabrication and erection AS/NZS 5131:2016 AS/NZS 5131:2016 This joint Australian/New Zealand standard was prepared by joint Technical
Joining. 10. Tool Design for Joining. Joining. Joining. Physical Joining. Physical Joining
 Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
The ATI 17-4 precipitation hardening stainless steel (S17400) is covered by the following wrought product specifications.
 is covered by the following wrought product specifications.") ATI 17-4 Precipitation Hardening Stainless Steel (UNS S17400) INTRODUCTION ATI 17-4 precipitation hardening stainless steel (S17400), Type 630, is a chromium-nickel-copper precipitation hardening stainless
ATI 17-4 Precipitation Hardening Stainless Steel (UNS S17400) INTRODUCTION ATI 17-4 precipitation hardening stainless steel (S17400), Type 630, is a chromium-nickel-copper precipitation hardening stainless
SECTION MASONRY ACCESSORIES
 PART 1 GENERAL 1.01 SCOPE OF WORK A. Contractor shall furnish all labor, materials, equipment and incidentals required to provide masonry accessories as shown on the Contract Drawings and specified herein.
PART 1 GENERAL 1.01 SCOPE OF WORK A. Contractor shall furnish all labor, materials, equipment and incidentals required to provide masonry accessories as shown on the Contract Drawings and specified herein.
BEARING METAL STUD FRAMING
 L-1 Section 05410 Long Form Specification LOAD BEARING METAL STUD FRAMING This section includes axially loaded steel studs, with unique slotted top channels, usually of 0.91, 1.2 and 1.5 mm (16, 18, or
L-1 Section 05410 Long Form Specification LOAD BEARING METAL STUD FRAMING This section includes axially loaded steel studs, with unique slotted top channels, usually of 0.91, 1.2 and 1.5 mm (16, 18, or
Model # 158-P4. 12/12/2013 Page 1 of 11
 Model # 158-P4 12/12/2013 Page 1 of 11 2/12/2013 Page 2 of 11 1675 Locust Street Red Bud, IL 62278 Phone: 618-282-8200 Fax: 618-282-8202 WARRANTY & TERMS WARRANTY: 5 Year Limited Warranty on Thermoplastic
Model # 158-P4 12/12/2013 Page 1 of 11 2/12/2013 Page 2 of 11 1675 Locust Street Red Bud, IL 62278 Phone: 618-282-8200 Fax: 618-282-8202 WARRANTY & TERMS WARRANTY: 5 Year Limited Warranty on Thermoplastic
Qualification scheme for welders of hull structural steels
 (Sept 2016) Qualification scheme for welders of hull structural steels 1. Scope 1.1 This document gives requirements for a qualification scheme for welders intended to be engaged in the fusion welding
(Sept 2016) Qualification scheme for welders of hull structural steels 1. Scope 1.1 This document gives requirements for a qualification scheme for welders intended to be engaged in the fusion welding
Slip Characteristics of Combined Metallized/Galvanized Faying Surfaces in Slip-Critical Bolted Connections
 Slip Characteristics of Combined Metallized/Galvanized Faying Surfaces in Slip-Critical Bolted Connections Maxime Ampleman, ing. jr., Project Development Junior Engineer, Canam-Bridges Charles-Darwin Annan,
Slip Characteristics of Combined Metallized/Galvanized Faying Surfaces in Slip-Critical Bolted Connections Maxime Ampleman, ing. jr., Project Development Junior Engineer, Canam-Bridges Charles-Darwin Annan,
PIPE AND TUBE RAILINGS
 SECTION 05521 - PIPE AND TUBE RAILINGS PART 1 GENERAL 1.01 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification
SECTION 05521 - PIPE AND TUBE RAILINGS PART 1 GENERAL 1.01 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification
RIGID LIFELINES PRODUCT SPECIFICATIONS 1
 RIGID LIFELINES PRODUCT SPECIFICATIONS 1 This guide can be used to prepare a bid specification for the incorporation of a Ceiling-Mounted Monorail Anchor Track System into a competitive bid project or
RIGID LIFELINES PRODUCT SPECIFICATIONS 1 This guide can be used to prepare a bid specification for the incorporation of a Ceiling-Mounted Monorail Anchor Track System into a competitive bid project or
Cast Steel Propellers W27. (May 2000) (Rev.1 May 2004)
 (Rev.1 May 2004)") (May 2000) (Rev.1 May 2004) Cast Steel Propellers 1. Scope 1.1 These unified requirements are applicable to the manufacture of cast steel propellers, blades and bosses. 1.2 Where the use of alternative
(May 2000) (Rev.1 May 2004) Cast Steel Propellers 1. Scope 1.1 These unified requirements are applicable to the manufacture of cast steel propellers, blades and bosses. 1.2 Where the use of alternative
KINETICS Pipe & Duct Seismic Application Manual
 KINETICS ipe & Duct Seismic Application Manual FIRE ROTECTION IING SYSTEMS S13.1 Introduction: Historically the ICC (2000, 2003, 2006, and 2009 IBC) and the NFA (NFA 5000) have been competing code writing
KINETICS ipe & Duct Seismic Application Manual FIRE ROTECTION IING SYSTEMS S13.1 Introduction: Historically the ICC (2000, 2003, 2006, and 2009 IBC) and the NFA (NFA 5000) have been competing code writing
System Components. Grades. General Information Installation Information
 General Information SECTION CONTENTS AC100-PRO General Information Installation Information Vinylester Injection Adhesive Anchoring System Design Information ProDUCT DESCRIPTION The AC100-PRO is a two-component
General Information SECTION CONTENTS AC100-PRO General Information Installation Information Vinylester Injection Adhesive Anchoring System Design Information ProDUCT DESCRIPTION The AC100-PRO is a two-component
PTFE BELLOWS POLY FLUORO LTD. POLY FLUORO LTD.260A. Bommasandra Industrial Area, Hosur Road, Bangalore TECHNICAL SPECIFICATION
 PTFE BELLOWS TECHNICAL SPECIFICATION 1. MATERIALS 1.1 PTFE Only virgin (not reprocessed) PTFE conforming to ASTM D 1457, type III, IV or V shall be used for the production of bellows; the PTFE raw material
PTFE BELLOWS TECHNICAL SPECIFICATION 1. MATERIALS 1.1 PTFE Only virgin (not reprocessed) PTFE conforming to ASTM D 1457, type III, IV or V shall be used for the production of bellows; the PTFE raw material
The advantages of resistance welding versus Mig welding are: Weld consistency Weld strength Floor cleanliness.
 self-supported tri Flooring Systems Self-Supported TriDEK floors have a truss system that eliminates the need for floor frames or other support methods. TriDEK self-supported floors can be used to span
self-supported tri Flooring Systems Self-Supported TriDEK floors have a truss system that eliminates the need for floor frames or other support methods. TriDEK self-supported floors can be used to span
EML 2322L -- MAE Design and Manufacturing Laboratory. Welding
 EML 2322L -- MAE Design and Manufacturing Laboratory Welding Intro to Welding A weld is made when separate pieces of material to be joined combine and form one piece when heated to a temperature high enough
EML 2322L -- MAE Design and Manufacturing Laboratory Welding Intro to Welding A weld is made when separate pieces of material to be joined combine and form one piece when heated to a temperature high enough
HVU with HAS/HAS-E rod adhesive anchor system
 HVU with HAS/HAS-E rod HVU with HAS/HAS-E rod Mortar system Benefits Hilti HVU foil capsule HAS HAS-R HAS-HCR rod - suitable for non-cracked concrete C 20/25 to C 50/60 - high loading capacity - suitable
HVU with HAS/HAS-E rod HVU with HAS/HAS-E rod Mortar system Benefits Hilti HVU foil capsule HAS HAS-R HAS-HCR rod - suitable for non-cracked concrete C 20/25 to C 50/60 - high loading capacity - suitable
ISO INTERNATIONAL STANDARD. Fasteners Preloading test for the detection of hydrogen embrittlement Parallel bearing surface method
 INTERNATIONAL STANDARD ISO 15330 First edition 1999-09-01 Fasteners Preloading test for the detection of hydrogen embrittlement Parallel bearing surface method Éléments de fixation Essai de précharge pour
INTERNATIONAL STANDARD ISO 15330 First edition 1999-09-01 Fasteners Preloading test for the detection of hydrogen embrittlement Parallel bearing surface method Éléments de fixation Essai de précharge pour
Materials Carbon Steel is used in the manufacturing of riser and pipe clamps. Stainless Steel and other materials are available.
 Pipe clamps offered in this section are designed for support and attachment of pipe to structural members. wide range of pipe clamps are available for various applications. Materials arbon Steel is used
Pipe clamps offered in this section are designed for support and attachment of pipe to structural members. wide range of pipe clamps are available for various applications. Materials arbon Steel is used
SECTION SEISMIC CONTROL OSHPD
 SECTION 01451 PART 1 - GENERAL 1.01 DESCRIPTION A. Provide all required seismic restraints and calculations in order to insure that the installation of all architectural, mechanical, and electrical equipment/components
SECTION 01451 PART 1 - GENERAL 1.01 DESCRIPTION A. Provide all required seismic restraints and calculations in order to insure that the installation of all architectural, mechanical, and electrical equipment/components
Steel Making. Modern Long Product Manufacturing. Process Flow Chart
 Rolling Process Metallurgical Aspects Material Specifications and Chemistries Standard Mill Practices Miscellaneous Tables & Data Elastic Section Modulus Plastic Section Modulus Moment of Inertia SI Conversion
Rolling Process Metallurgical Aspects Material Specifications and Chemistries Standard Mill Practices Miscellaneous Tables & Data Elastic Section Modulus Plastic Section Modulus Moment of Inertia SI Conversion
UNIFIED FACILITIES GUIDE SPECIFICATIONS
 USACE / NAVFAC / AFCEC / NASA UFGS-13 48 00 (August 2008) --------------------------- Preparing Activity: USACE Superseding UFGS-13 48 00 (October 2007) UNIFIED FACILITIES GUIDE SPECIFICATIONS References
USACE / NAVFAC / AFCEC / NASA UFGS-13 48 00 (August 2008) --------------------------- Preparing Activity: USACE Superseding UFGS-13 48 00 (October 2007) UNIFIED FACILITIES GUIDE SPECIFICATIONS References
Design of Connections for Tensioned Fabric Structures
 Design of Connections for Tensioned Fabric Structures Author: Craig G. Huntington, Huntington Design Associates, Oakland, CA, craig@huntingtondesign.com Introduction This paper is excerpted from the chapter
Design of Connections for Tensioned Fabric Structures Author: Craig G. Huntington, Huntington Design Associates, Oakland, CA, craig@huntingtondesign.com Introduction This paper is excerpted from the chapter