Characteristics of Forging
|
|
|
- Simon Porter
- 6 years ago
- Views:
Transcription

1 Forging of Metals
 Landinggear components for the C5A and C5B transport aircraft, made by forging. (c) General view of a 445 MN (50,000 ton) hydraulic press.")
2 Forged Components Figure 14.1 (a) Schematic illustration of the steps involved in forging a knife. (b) Landinggear components for the C5A and C5B transport aircraft, made by forging. (c) General view of a 445 MN (50,000 ton) hydraulic press. Source: (a) Courtesy of the Mundial LLC. (b and c) Courtesy of Wyman-Gordon Company.
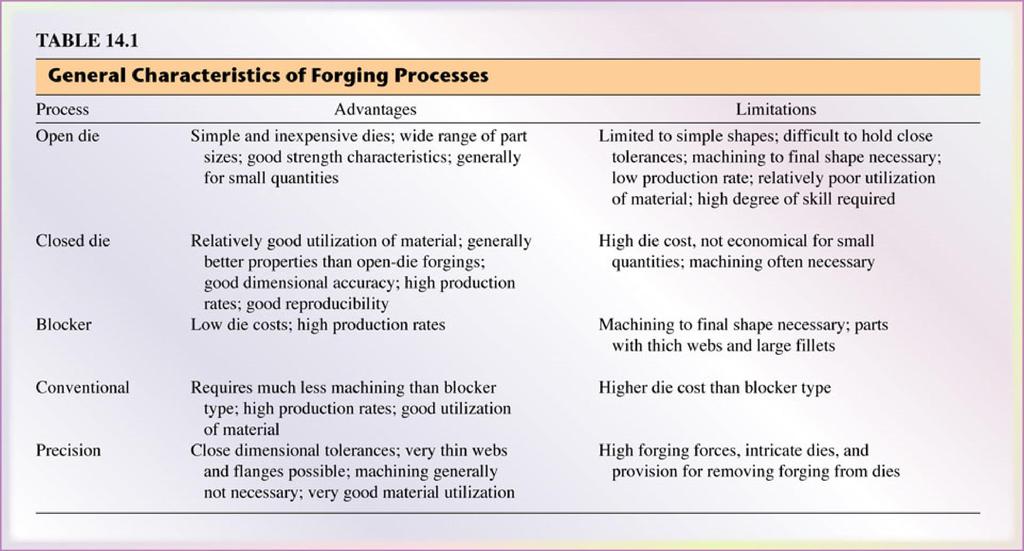
3 Characteristics of Forging

4 Cogging Operation on a Rectangular Bar Figure 14.4 (a) Schematic illustration of a cogging operation on a rectangular bar. Blacksmiths use this process to reduce the thickness of bars by hammering the part on an anvil. Reduction in thickness is accompanied by barreling, as in Fig. 14.3c. (b) Reducing the diameter of a bar by open-die forging; note the movements of the dies and the workpiece. (c) The thickness of a ring being reduced by open-die forging.
.")
5 Impression-Die Forging Figure 14.5 (a) through (c) Stages in impression-die forging of a solid round billet. Note the formation of flash, which is excess metal that is subsequently trimmed off (see Fig. 14.7). (d) Standard terminology for various features of a forging die.

6 Forging a Rod, Fullering, and Edging Figure 14.7 (a) Stages in forging a connecting rod for an internal combustion engine. Note the amount of flash required to ensure proper filling of the die cavities. (b) Fullering and (c) edging operations to properly distribute the material when preshaping the blank for forging.

7 Force in Impression Die Forging F ky f A
 and precision or flashless forging (right side) of a")
8 Closed-Die Forging Versus Flashless Forging Figure 14.9 Comparison of closed-die forging with flash (left side of each illustration) and precision or flashless forging (right side) of a round billet. Source After H. Takemasu, V. Vazquez, B. Painter, and T. Altan.


9 The Coining Process (b) Figure (a) Schematic illustration of the coining process. The earliest coins were made by open-die forging and lacked precision and sharp details. (b) An example of a modern coining operation, showing the workpiece and tooling. Note the detail and superior finish that can be achieve in this process. Source: Courtesy of C & W Steel Stamp Co., Inc.
 Heading operation to form heads on fasteners, such as nails and rivets.")
10 Heading Figure (a) Heading operation to form heads on fasteners, such as nails and rivets. (b) Sequence of operations to produce a typical bolt head by heading.

11 Grain Flow in Forging Figure A pierced round billet showing grain-flow pattern (see also Fig 14.12c). Source: Courtesy of Ladish Co., Inc.
 The stepped pin used in Case Study 14.1. (b) Illustration of the manufacturing steps used to produce the stepped pin.")
12 Stepped Pin Figure (a) The stepped pin used in Case Study (b) Illustration of the manufacturing steps used to produce the stepped pin. Source: Courtesy of National Machinery, LLC.

13 Metals in Decreasing Order of Forgeability
 Laps formed by web buckling during forging; web thickness should be increased to avoid this problem. (b) Internal defects caused by an oversized billet.")
14 Defects in Forged Parts Figure Examples of defects in forged parts. (a) Laps formed by web buckling during forging; web thickness should be increased to avoid this problem. (b) Internal defects caused by an oversized billet. Die cavities are filled prematurely, and the material at the center flows past the filled regions as the die closes.

15 Speed Ranges of Forging Equipment
 Mechanical press with an eccentric drive; the eccentric shaft can be replaced by a crankshaft to give the up-and-down motion to the ram.")
16 Principles of Various Forging Machines Figure Schematic illustration of the principles of various forging machines. (a) Mechanical press with an eccentric drive; the eccentric shaft can be replaced by a crankshaft to give the up-and-down motion to the ram. (b) Knuckle-joint press. (c) Screw press. (d) Hydraulic press.
 in forging; note how the setup and the tooling costsper-piece decrease as")
17 Cost-per-piece in Forging Figure Typical (cost-per-piece) in forging; note how the setup and the tooling costsper-piece decrease as the number of pieces forged increases if all pieces use the same die.

18 Costs of a Rod Made by Forging and Casting Figure Relative unit costs of a small connecting rod made by various forging and casting processes. Note that, for large quantities, forging is more economical. Sand casting is the most economical process for fewer then about 20,000 pieces.
 The Lotus Elise Series 2 Sportscar; (b) illustration of the original design for the vertical suspension uprights, using an aluminum extrusion; (c) retrofit design, using a steel forging;")
19 Lotus Elise Series 2 and Vertical Suspension Uprights Figure (a) The Lotus Elise Series 2 Sportscar; (b) illustration of the original design for the vertical suspension uprights, using an aluminum extrusion; (c) retrofit design, using a steel forging; (d) optimized steel forging design for new car models. Source: Courtesy of Lotus Engineering and the American Iron and Steel Institute.

20 Comparison of Suspension Designs for the Lotus
Chapter 14 Forging of Metals
 Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Chapter 14: Metal-Forging Processes and Equipments
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3
 SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
Casting. Forming. Sheet metal processing. Powder- and Ceramics Processing. Plastics processing. Cutting. Joining.
 Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Figure 13.1 Schematic outline of various flat- and shape-rolling processes. Source: American Iron and Steel Institute.
 Forming and Shaping Forming and Shaping (1)Rolling (2)Forging (3)Extrusion and Drawing (4)Sheet-Metal Forming (5)Powder Metallurgy (6)Forming and Shaping Plastic s and Composite Materials (7)Forming and
Forming and Shaping Forming and Shaping (1)Rolling (2)Forging (3)Extrusion and Drawing (4)Sheet-Metal Forming (5)Powder Metallurgy (6)Forming and Shaping Plastic s and Composite Materials (7)Forming and
Chapter 15 Extrusion and Drawing of Metals
 Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Design for Forging. Forging processes. Typical characteristics and applications
 Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
Metal extrusion. Metal stamping
 Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Types Of Extrusion. FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact.
 direct; (b) indirect; (c) hydrostatic; (d) impact.") Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Module 3 Selection of Manufacturing Processes. IIT Bombay
 Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
The entire world of forging
 The entire world of forging Forming the Future Put it into motion. Forging with Schuler. For over 150 years, the name Schuler has been synonymous with innovative technologies, quality and customer-oriented
The entire world of forging Forming the Future Put it into motion. Forging with Schuler. For over 150 years, the name Schuler has been synonymous with innovative technologies, quality and customer-oriented
ME 4563 ME 4563 ME Introduction to Manufacturing Processes. College of Engineering Arkansas State University.
 Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Heinz Tschaetsch Metal Forming Practise
 Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
Forging. Types of Forging Dies. Open-Die Forging. Outline. Forging. Types of forging Forging analysis Examples
 Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Designing a Forging Die for connecting rod
 RESEARCH ARTICLE OPEN ACCESS Designing a Forging Die for connecting rod Suraj Ashok Garud, Prof. M.M.Patil M.E.(CAD/CAM) ASST.PROF AT K.G.I.T # Department of mechanical engg srjgarud@gmail.com Abstract
RESEARCH ARTICLE OPEN ACCESS Designing a Forging Die for connecting rod Suraj Ashok Garud, Prof. M.M.Patil M.E.(CAD/CAM) ASST.PROF AT K.G.I.T # Department of mechanical engg srjgarud@gmail.com Abstract
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS
 COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
1. Definitions and classification of Metal forming processes
 1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
Welcome to. The Gateway of Indian Drop Forging. An ISO 9001: 2008 Certified Company. Veraval Main Road, Veraval (Shapar) ,
 ,") Welcome to The Gateway of Indian Drop Forging An ISO 9001: 2008 Certified Company Veraval Main Road, Veraval (Shapar) 360024, Dist. Rajkot, Gujarat, India Phone no. : - +91 2827 252020/3030, Fax: - +91
Welcome to The Gateway of Indian Drop Forging An ISO 9001: 2008 Certified Company Veraval Main Road, Veraval (Shapar) 360024, Dist. Rajkot, Gujarat, India Phone no. : - +91 2827 252020/3030, Fax: - +91
Types of Metal Alloys
 Types of Metal Alloys Metal alloys Ferrous Nonferrous Steels Cast iron 257 Uses low carbon
Types of Metal Alloys Metal alloys Ferrous Nonferrous Steels Cast iron 257 Uses low carbon
CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight
 2303-2307 CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight Salim Ahmed, Tasmeem Ahmad Khan Abstract This study was conducted on a single cylinder four stroke cycle engine.
2303-2307 CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight Salim Ahmed, Tasmeem Ahmad Khan Abstract This study was conducted on a single cylinder four stroke cycle engine.
Introduction. 1. Outline of fan case ring
 A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
Forging Magazine June 2003 PROSIM-BFL 1
 Crank Shaft forging design optimisation using computer simulation Dr.S.Shamasundar, B.Sonhar ProSIM, 326, III Stage IV Block, Basaveshwara Nagar, Bangalore 560 079 India www.pro-sim.com, Email: shama@pro-sim.com
Crank Shaft forging design optimisation using computer simulation Dr.S.Shamasundar, B.Sonhar ProSIM, 326, III Stage IV Block, Basaveshwara Nagar, Bangalore 560 079 India www.pro-sim.com, Email: shama@pro-sim.com
A wide range of cold-formable steel grades and aluminium alloys are used as wire materials within a diameter range from 5 mm to 34 mm.
 Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Hull and machinery steel forgings
 (1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
(1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
5 PRODUCTION COST ESTIMATION. PRODUCTION COST ESTIMATION : Instructional Objectives
 Production Cost Estimation 129 5 PRODUCTION COST ESTIMATION PRODUCTION COST ESTIMATION : Instructional Objectives After studying this unit, the student should be able to : (i) Know how cost costimation
Production Cost Estimation 129 5 PRODUCTION COST ESTIMATION PRODUCTION COST ESTIMATION : Instructional Objectives After studying this unit, the student should be able to : (i) Know how cost costimation
Stamping Basics. Fundamentals & Terminology
 Stamping Basics Fundamentals & Terminology 2 Introduction The Dayton Mission It is the mission of Dayton Progress Corporation to continue furnishing our customers with the highest quality information,
Stamping Basics Fundamentals & Terminology 2 Introduction The Dayton Mission It is the mission of Dayton Progress Corporation to continue furnishing our customers with the highest quality information,
Bulk Deformation Forming - Rolling
 1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
Lecture 9 - Manufacturing in Engineering
 Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
2. TEST RECORDS: All records of tests and analysis shall be kept in suitable forms approved by the Bureau.
 SCHEME OF TESTING AND INSPECTION FOR CERTIFICATION OF CARBON STEEL BILLETS, BLOOMS, SLABS AND BARS FOR FORGINGS ACCORDING TO IS:1875-1992 (Fifth Revision) 1. LABORATORY: A laboratory shall be maintained
SCHEME OF TESTING AND INSPECTION FOR CERTIFICATION OF CARBON STEEL BILLETS, BLOOMS, SLABS AND BARS FOR FORGINGS ACCORDING TO IS:1875-1992 (Fifth Revision) 1. LABORATORY: A laboratory shall be maintained
1060, 1100, 3003, 3105, 5052, 5083, 5754, 6061 etc.
 Product Name Picture Alloy Temper Thickness Width 5 bars Tread Plate /Aluminu m Checker Plate 1060, 1100, 3003, 3105, 5052, 5083, 5754, 6061 etc. H12, H14, H16, H18, H22, H24, H26, H32, H34, H36, H38,
Product Name Picture Alloy Temper Thickness Width 5 bars Tread Plate /Aluminu m Checker Plate 1060, 1100, 3003, 3105, 5052, 5083, 5754, 6061 etc. H12, H14, H16, H18, H22, H24, H26, H32, H34, H36, H38,
INTRODUCTION AND OVERVIEW OF MANUFACTURING. Manufacturing is Important. Manufacturing - Technologically Important
 INTRODUCTION AND OVERVIEW OF MANUFACTURING 1. What is Manufacturing? 2. Materials in Manufacturing 3. Manufacturing Processes 4. Production Systems 5. Organization of the Book Manufacturing is Important
INTRODUCTION AND OVERVIEW OF MANUFACTURING 1. What is Manufacturing? 2. Materials in Manufacturing 3. Manufacturing Processes 4. Production Systems 5. Organization of the Book Manufacturing is Important
Forging Processes: Variables and Descriptions
 CHAPTER 2 Forging Processes: Variables and Descriptions Manas Shirgaokar 2.1 Introduction In forging, an initially simple part a billet, for example is plastically deformed between two tools (or dies)
CHAPTER 2 Forging Processes: Variables and Descriptions Manas Shirgaokar 2.1 Introduction In forging, an initially simple part a billet, for example is plastically deformed between two tools (or dies)
Providing Quality Forging Since 1931
 Providing Quality Forging Since 1931 ISO Certified since 1993 Story Composite Forgings Ltd. is an ISO 9001:2008 Certified open die forging company which meets the provisions of PED 97/23/ EC 7/2, Annex
Providing Quality Forging Since 1931 ISO Certified since 1993 Story Composite Forgings Ltd. is an ISO 9001:2008 Certified open die forging company which meets the provisions of PED 97/23/ EC 7/2, Annex
HOW TO BUY FORGINGS. The Design Conference
 HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
Extrusion of complex shapes
 Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
A Study on the Powder Forging of Aluminum Alloy Pistons
 International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
B. Shop Drawings: For metal lockers. Include plans, elevations, sections, details, and attachments to other work.
 SECTION 10 5113 - METAL LOCKERS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification Sections,
SECTION 10 5113 - METAL LOCKERS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification Sections,
SECTION Summit Phenolic Lockers (Solid Phenolic Lockers)
") SECTION 10 51 00 Summit Phenolic Lockers (Solid Phenolic Lockers) Part 1-General 1.01 Summary A. Section includes: solid phenolic lockers solid phenolic benches 1.02 Submittals A. Submittals: Comply with
SECTION 10 51 00 Summit Phenolic Lockers (Solid Phenolic Lockers) Part 1-General 1.01 Summary A. Section includes: solid phenolic lockers solid phenolic benches 1.02 Submittals A. Submittals: Comply with
COPPER PRODUCTS. 145 COPPER PRODUCTS Half Hard Tellurium Rounds
 COPPER PRODUCTS 110 COPPER PRODUCTS Rounds... 12-2 Squares... 12-2 Flats - Square Edge...12-3 thru12-4 Flats - Full Round Edge (FRE)... 12-5 Cold Rolled Sheet... 12-6 110 Quarter Hard Copper Sheet... 12-6
COPPER PRODUCTS 110 COPPER PRODUCTS Rounds... 12-2 Squares... 12-2 Flats - Square Edge...12-3 thru12-4 Flats - Full Round Edge (FRE)... 12-5 Cold Rolled Sheet... 12-6 110 Quarter Hard Copper Sheet... 12-6
Powder-Metal Processing and Equipment
 Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder Metallurgy. Powder-Metal Processing and Equipment 11/10/2009
 Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Chapter 19. Forming and Shaping Plastics and Composite Materials
 Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
D-M-E MoldBasics Mold Bases
 D-M-E MoldBasics Mold Bases ECONOMICAL MOLD BASES STOCKED FOR IMMEDIATE DELIVERY MoldBasics Mold Bases 210 MoldBasics Mold Bases Features and Applications Low Cost Simple Construction Broad Range of Sizes
D-M-E MoldBasics Mold Bases ECONOMICAL MOLD BASES STOCKED FOR IMMEDIATE DELIVERY MoldBasics Mold Bases 210 MoldBasics Mold Bases Features and Applications Low Cost Simple Construction Broad Range of Sizes
INNOVATIVE METAL FORMING TECHNOLOGIES 1. CROSS WEDGE ROLLING (CWR)
") Journal of Machine Engineering, Vol. 14, No.1, 2014 Jarosław BARTNICKI 1 Zbigniew PATER 1 Andrzej GNTARZ 1 Janusz TMCZAK 1 metal forming, innovative processes, cross wedge rolling, helical wedge rolling,
Journal of Machine Engineering, Vol. 14, No.1, 2014 Jarosław BARTNICKI 1 Zbigniew PATER 1 Andrzej GNTARZ 1 Janusz TMCZAK 1 metal forming, innovative processes, cross wedge rolling, helical wedge rolling,
PRODUCT CATALOGUE. Aluminium Extrusion
 PRODUCT CATALOGUE Aluminium Extrusion COMPANY PROFILE Established in August 2016, P.K. Metal Industries is the industrial brain child of Mr.Vishal Gaur. A civil engineer who completed his education at
PRODUCT CATALOGUE Aluminium Extrusion COMPANY PROFILE Established in August 2016, P.K. Metal Industries is the industrial brain child of Mr.Vishal Gaur. A civil engineer who completed his education at
A. Pre-engineered, pre-finished extruded aluminum Pavilions.
 10 73 00 SECTION Pavilions PART 1 GENERAL 1.1 SECTION INCLUDES A. Pre-engineered, pre-finished extruded aluminum Pavilions. 1.2 RELATED SECTIONS A. Section 03100 - Concrete Forms and Accessories. B. Section
10 73 00 SECTION Pavilions PART 1 GENERAL 1.1 SECTION INCLUDES A. Pre-engineered, pre-finished extruded aluminum Pavilions. 1.2 RELATED SECTIONS A. Section 03100 - Concrete Forms and Accessories. B. Section
Aluminum Extrusion Alloy Guides
 Aluminum Extrusion Alloy Guides There are two extrusion processes, direct and indirect. With direct, the ingot moves relative to the container wall; with indirect, the die moves. Under pressure, the ingot
Aluminum Extrusion Alloy Guides There are two extrusion processes, direct and indirect. With direct, the ingot moves relative to the container wall; with indirect, the die moves. Under pressure, the ingot
SECTION TURBINE VENTILATORS
 SECTION 07 72 00 TURBINE VENTILATORS **This is a CSI Three-Part Specification using CSI MasterFormat 2004-2010 Section Numbers and Titles. This specification must be edited to suit your particular project.
SECTION 07 72 00 TURBINE VENTILATORS **This is a CSI Three-Part Specification using CSI MasterFormat 2004-2010 Section Numbers and Titles. This specification must be edited to suit your particular project.
Training module for 6 months on skill development in food processing
 Training module for 6 months on skill development in food processing Module No. Module Title Duration (Hrs) 2 Manufacturing Techniques of Food Processing Techniques 630 MODULE - 2 1. Title of the Module
Training module for 6 months on skill development in food processing Module No. Module Title Duration (Hrs) 2 Manufacturing Techniques of Food Processing Techniques 630 MODULE - 2 1. Title of the Module
Ch 14 Single-Station Manufacturing Cells
 Ch 14 Single-Station Manufacturing Cells Sections: 1. Single-Station Manned Workstations 2. Single-Station Automated Cells 3. Applications of Single-Station Cells 4. Analysis of Single-Station Cells Classification
Ch 14 Single-Station Manufacturing Cells Sections: 1. Single-Station Manned Workstations 2. Single-Station Automated Cells 3. Applications of Single-Station Cells 4. Analysis of Single-Station Cells Classification
Joining. 10. Tool Design for Joining. Joining. Joining. Physical Joining. Physical Joining
 Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
ISOTHERMAL FORGING OF P/M FeAl ALLOYS. T. ŚLEBOD, S. BEDNAREK, A. Łukaszek-SOLEK
 ISOTHERMAL FORGING OF P/M FeAl ALLOYS T. ŚLEBOD, S. BEDNAREK, A. Łukaszek-SOLEK AGH University of Science and Technology, Faculty of Metals Engineering and Industrial Computer Science, Al. Mickiewicza
ISOTHERMAL FORGING OF P/M FeAl ALLOYS T. ŚLEBOD, S. BEDNAREK, A. Łukaszek-SOLEK AGH University of Science and Technology, Faculty of Metals Engineering and Industrial Computer Science, Al. Mickiewicza
Shackles Page 058. What It Takes To Be Crosby Or Equal. Shackle Performance. Ask: What is Working Load Limit and design factor for shackles?
 Shackles Page 058 What It Takes To Be Crosby Or Equal G-209 G-2130 Shackle Performance DESIGN The theoretical reserve capability of carbon shackles should be as a minimum 5 to 1, and alloy shackles a minimum
Shackles Page 058 What It Takes To Be Crosby Or Equal G-209 G-2130 Shackle Performance DESIGN The theoretical reserve capability of carbon shackles should be as a minimum 5 to 1, and alloy shackles a minimum
WELDING Topic and Contents Hours Marks
 Topic and Contents Hours Marks 3.1 Introduction 04 Marks Classification and selection of welding process. Working principle of Gas welding and types of flames. 3.2 Arc welding process 08 Marks Metal arc,
Topic and Contents Hours Marks 3.1 Introduction 04 Marks Classification and selection of welding process. Working principle of Gas welding and types of flames. 3.2 Arc welding process 08 Marks Metal arc,
Solid-State Welding Processes
 Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Steel Forgings: Design, Production, Selection, Testing, and Application. Edward G. Nisbett. ASTM Stock No. MNL53
 Steel Forgings: Design, Production, Selection, Testing, and Application Edward G. Nisbett ASTM Stock No. MNL53 INTERNATIONAL Standards Worldwide ASTM International 100 Barr Harbor Drive PO Box C700 West
Steel Forgings: Design, Production, Selection, Testing, and Application Edward G. Nisbett ASTM Stock No. MNL53 INTERNATIONAL Standards Worldwide ASTM International 100 Barr Harbor Drive PO Box C700 West
Always providing our customers with what they need, when they need it.
 Always providing our customers with what they need, when they need it. We offer solutions for our customers various needs using our complete production system, including ring forging, heat treatment, turning,
Always providing our customers with what they need, when they need it. We offer solutions for our customers various needs using our complete production system, including ring forging, heat treatment, turning,
ScienceDirect. Optimization of Power Transmission on Mechanical Forging Presses
 Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 69 ( 2014 ) 890 896 24th DAAAM International Symposium on Intelligent Manufacturing and Automation, 2013 Optimization of Power
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 69 ( 2014 ) 890 896 24th DAAAM International Symposium on Intelligent Manufacturing and Automation, 2013 Optimization of Power
Plastic deformation analysis of wear on insert component and die service life in hot forging process
 Indian Journal of Engineering & Materials Sciences Vol. 22, December 2015, pp. 686-692 Plastic deformation analysis of wear on insert component and die service life in hot forging process R Rajiev a *
Indian Journal of Engineering & Materials Sciences Vol. 22, December 2015, pp. 686-692 Plastic deformation analysis of wear on insert component and die service life in hot forging process R Rajiev a *
Mining & Heavy Industry Tools
 Mining & Heavy Industry Tools The Mumme Products range of forged hand tools are produced to the highest possible standards for use in the mining and heavy construction industries. With top quality materials
Mining & Heavy Industry Tools The Mumme Products range of forged hand tools are produced to the highest possible standards for use in the mining and heavy construction industries. With top quality materials
REPORT HOLDER: MITEK USA, INC. (FORMERLY USP STRUCTURAL CONNECTORS) SOUTHCROSS DRIVE, SUITE 200 BURNSVILLE, MINNESOTA EVALUATION SUBJECT:
 SOUTHCROSS DRIVE, SUITE 200 BURNSVILLE, MINNESOTA EVALUATION SUBJECT:") 0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 43 6587 (56) 699 0543 www.icc es.org ESR 3754 Reissued 09/07 This report is subject to renewal 09/09. DIVISION: 03 00 00 CONCRETE
0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 43 6587 (56) 699 0543 www.icc es.org ESR 3754 Reissued 09/07 This report is subject to renewal 09/09. DIVISION: 03 00 00 CONCRETE
SECTION ORNAMENTAL ALUMINUM RAILING. ** NOTE TO SPECIFIER ** Superior Aluminum Products, Inc.; Ornamental aluminum railing products.
 SECTION 05720 ORNAMENTAL ALUMINUM RAILING ** NOTE TO SPECIFIER ** Superior Aluminum Products, Inc.; Ornamental aluminum railing products. This section is based on the products of Superior Aluminum Products,
SECTION 05720 ORNAMENTAL ALUMINUM RAILING ** NOTE TO SPECIFIER ** Superior Aluminum Products, Inc.; Ornamental aluminum railing products. This section is based on the products of Superior Aluminum Products,
Chapter 16. Sheet-Metal Forming Processes. Sheet-Metal Parts. Shearing with a Punch and Die. Shearing. Die-Cutting Operations
 Chapter 16 Sheet-Metal Forming Processes Sheet-Metal Parts (a) (b) Figure 16.1 Examples of sheet-metal parts. (a) Die-formed and cut stamped parts. (b) Parts produced by spinning. Source: (a) Courtesy
Chapter 16 Sheet-Metal Forming Processes Sheet-Metal Parts (a) (b) Figure 16.1 Examples of sheet-metal parts. (a) Die-formed and cut stamped parts. (b) Parts produced by spinning. Source: (a) Courtesy
Special Bar Quality Steel:
 Special Bar Quality Steel: Helping Customers Push the Bounds of What s Possible TimkenSteel is a leading special bar quality (SBQ) steel maker of small, intermediate and large bars up to 16" (406 mm) in
Special Bar Quality Steel: Helping Customers Push the Bounds of What s Possible TimkenSteel is a leading special bar quality (SBQ) steel maker of small, intermediate and large bars up to 16" (406 mm) in
RESISTANCE WELDING MANUAL
 FTZSTSTA RWMA RESISTANCE WELDING MANUAL Revised Fourth Edition RWMA CONTENTS PREFACE ACKNOWLEDGEMENTS Section 1 PROCESSES Fundamentals Of Resistance Welding ;M INTRODUCTION 1-1 RESISTANCE WELDING PROCESSES
FTZSTSTA RWMA RESISTANCE WELDING MANUAL Revised Fourth Edition RWMA CONTENTS PREFACE ACKNOWLEDGEMENTS Section 1 PROCESSES Fundamentals Of Resistance Welding ;M INTRODUCTION 1-1 RESISTANCE WELDING PROCESSES
545 N Bowen Ave Bremen, IN Phone (800) bremencastings.com MACHINING MACHINE SHOP & ASSEMBLY OPERATIONS
 bremencastings.com MACHINING MACHINE SHOP & ASSEMBLY OPERATIONS") BremenCastings @BremenCastings 545 N Bowen Ave Bremen, IN 46506 Phone (800) 837-2411 bremencastings.com +BremenCastings BCI MACHINING MACHINE SHOP & ASSEMBLY OPERATIONS CORE VALUES BCI Machining strives
BremenCastings @BremenCastings 545 N Bowen Ave Bremen, IN 46506 Phone (800) 837-2411 bremencastings.com +BremenCastings BCI MACHINING MACHINE SHOP & ASSEMBLY OPERATIONS CORE VALUES BCI Machining strives
Hardfacing Electrodes. Special tubular construction requiring low operating currents. Hardness : 650/700 HB.
 Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
Licensed Copy: John May, Powertrain Ltd., February 20, 2002, Uncontrolled Copy, (c) BSI
 BSI") BRITISH STANDARD BS 70-3: Incorporating Amendment Nos. 1 and 2 Specification for Wrought steel for mechanical and allied engineering purposes Part 3: Bright bars for general engineering purposes BS70-3:
BRITISH STANDARD BS 70-3: Incorporating Amendment Nos. 1 and 2 Specification for Wrought steel for mechanical and allied engineering purposes Part 3: Bright bars for general engineering purposes BS70-3:
HORNOS Y METALES S.A
 HORNOS Y METALES S.A THE COMPANY I COMPANY HORNOS Y METALES S.A. FOUNDED 1988 BY MR. ANGEL AGUIRRE PASTO TURNOVER 8 MILLON EUROS IN 2011 30% SALES INCREASE SINCE 2009 MAJOR COMPLETED PROJECT 1,550.000
HORNOS Y METALES S.A THE COMPANY I COMPANY HORNOS Y METALES S.A. FOUNDED 1988 BY MR. ANGEL AGUIRRE PASTO TURNOVER 8 MILLON EUROS IN 2011 30% SALES INCREASE SINCE 2009 MAJOR COMPLETED PROJECT 1,550.000
NEW DEVELOPMENTS IN SHEET METAL FORMING
 NEW DEVELOPMENTS IN SHEET METAL FORMING Taylan Altan Center for Precision Forming - CPF The Ohio State University Columbus, OH https://ercnsm.osu.edu / https://cpf.osu.edu Overview of CPF activities November
NEW DEVELOPMENTS IN SHEET METAL FORMING Taylan Altan Center for Precision Forming - CPF The Ohio State University Columbus, OH https://ercnsm.osu.edu / https://cpf.osu.edu Overview of CPF activities November
C O N F I D E N T I A L
 C O N F I D E N T I A L 1 Please Print or Type Company Name Main Office Address of Company THE ALUMINUM ASSOCIATION, INC. MEMBERSHIP APPLICATION City State Zip/Province Code Country Phone Number Fax Number
C O N F I D E N T I A L 1 Please Print or Type Company Name Main Office Address of Company THE ALUMINUM ASSOCIATION, INC. MEMBERSHIP APPLICATION City State Zip/Province Code Country Phone Number Fax Number
Alloy Design and Innovative Manufacturing Technology of High-Strength Ni-base Wrought Alloy for Efficiency Improvement in Thermal Power Plants
 Alloy Design and Innovative Manufacturing Technology of High-Strength Ni-base Wrought Alloy for Efficiency Improvement in Thermal Power Plants 32 SHINYA IMANO *1 JUN SATO *2 HIRONORI KAMOSHIDA *2 TAKASHI
Alloy Design and Innovative Manufacturing Technology of High-Strength Ni-base Wrought Alloy for Efficiency Improvement in Thermal Power Plants 32 SHINYA IMANO *1 JUN SATO *2 HIRONORI KAMOSHIDA *2 TAKASHI
Alro Steel. Tool & Die Steel. Handbook. A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels.
 Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
Aluminium Extrusion Press
 Your satisfaction is always what we pursue! Aluminium Extrusion Press Our aluminium extrusion press is improved through redesigning the structure and replacing important components, the improvements result
Your satisfaction is always what we pursue! Aluminium Extrusion Press Our aluminium extrusion press is improved through redesigning the structure and replacing important components, the improvements result
High Performance Stainless Steel Long Products & Production Process of Daido Steel. ISSF-8 Seoul, Korea
 1 High Performance Stainless Steel Long Products & Production Process of ISSF-8 Seoul, Korea May 17, 2004 Hiroo Inamori Co., Ltd 2 Consumption of Stainless Steel (SS) Long Products Rapid increase of consumption
1 High Performance Stainless Steel Long Products & Production Process of ISSF-8 Seoul, Korea May 17, 2004 Hiroo Inamori Co., Ltd 2 Consumption of Stainless Steel (SS) Long Products Rapid increase of consumption
We manufactures copper & copper based alloys mainly brass / bronzes extrusion & drawn quality rods / bars
 EXTRUDED RODS INTRODUCTION` We manufactures copper & copper based alloys mainly brass / bronzes extrusion & drawn quality rods / bars in different shapes like round, hex, square, rectangular & flat. We
EXTRUDED RODS INTRODUCTION` We manufactures copper & copper based alloys mainly brass / bronzes extrusion & drawn quality rods / bars in different shapes like round, hex, square, rectangular & flat. We
Section 906. STRUCTURAL STEEL
 906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
AUTOMATIC CUT-OFF LA THES for Bar and Tubular Stock
 AUTOMATIC CUT-OFF LA THES for Bar and Tubular Stock Chamfer, Form, Groove, Cut Off Up to 8" Tubing; Up to 3" Bar Stock Rugged Construction Application Engineering Automatic Load/Unload Maximum Productivity
AUTOMATIC CUT-OFF LA THES for Bar and Tubular Stock Chamfer, Form, Groove, Cut Off Up to 8" Tubing; Up to 3" Bar Stock Rugged Construction Application Engineering Automatic Load/Unload Maximum Productivity
SECTION ORNAMENTAL ALUMINUM RAILING. ** NOTE TO SPECIFIER ** Superior Aluminum Products, Inc.; Ornamental aluminum railing products.
 SECTION 05720 ORNAMENTAL ALUMINUM RAILING ** NOTE TO SPECIFIER ** Superior Aluminum Products, Inc.; Ornamental aluminum railing products. This section is based on the products of Superior Aluminum Products,
SECTION 05720 ORNAMENTAL ALUMINUM RAILING ** NOTE TO SPECIFIER ** Superior Aluminum Products, Inc.; Ornamental aluminum railing products. This section is based on the products of Superior Aluminum Products,
TR Technical Report. Development of fabrication technology for copper canisters with cast inserts. Status report in August 2001
 Technical Report TR-02-07 Development of fabrication technology for copper canisters with cast inserts Status report in August 2001 Claes-Göran Andersson Svensk Kärnbränslehantering AB April 2002 Svensk
Technical Report TR-02-07 Development of fabrication technology for copper canisters with cast inserts Status report in August 2001 Claes-Göran Andersson Svensk Kärnbränslehantering AB April 2002 Svensk
All Aluminum at Quality Aluminum Forge
 PROFILE Quality Aluminum Forge QAF forge crew in action at the Orange facility All Aluminum at Quality Aluminum Forge In this final of three articles featuring the operations of SIFCO Industries, we profile
PROFILE Quality Aluminum Forge QAF forge crew in action at the Orange facility All Aluminum at Quality Aluminum Forge In this final of three articles featuring the operations of SIFCO Industries, we profile
J.I.C. HYDRAULIC TUBING Seamless & Welded Hydraulic Fluid Line 23 Seamless Burst Pressures & Working Pressures 24 Welded Burst Pressures 25
 TABLE OF CONTENTS STEEL & ALLOY ROUND MECHANICAL TUBING Drawn Over Mandrel (DOM) 3-15 Cold Drawn Seamless (CDS) 3-15 Hot Rolled Seamless (HRS) 3-15 Electric Resistance Welded (ERW) 3-15 Seamless 4130/4140
TABLE OF CONTENTS STEEL & ALLOY ROUND MECHANICAL TUBING Drawn Over Mandrel (DOM) 3-15 Cold Drawn Seamless (CDS) 3-15 Hot Rolled Seamless (HRS) 3-15 Electric Resistance Welded (ERW) 3-15 Seamless 4130/4140
Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance
 Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance Cross-Section of Metal Surface FIGURE 4.1 Schematic illustration of the cross-section of the surface
Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance Cross-Section of Metal Surface FIGURE 4.1 Schematic illustration of the cross-section of the surface
SP Standard Profile. Flanged to Duct Install Type THERMAL BREAKS OPPOSED ACTION PARALLEL ACTION. T.A. Morrison & Co. Inc.
 1 SUBMITTAL DATA Series 9000 BF Thermally Insulated Damper with Thermally Broken Frames & Blades SP Standard Profile Flanged to Duct Install Type THERMAL BREAKS OPPOSED frame is 4 (101.6 mm) deep x 1 (25.4
1 SUBMITTAL DATA Series 9000 BF Thermally Insulated Damper with Thermally Broken Frames & Blades SP Standard Profile Flanged to Duct Install Type THERMAL BREAKS OPPOSED frame is 4 (101.6 mm) deep x 1 (25.4
Innovative heat treatment technologies. Field proven reliability and cutting-edge technology for every application
 Innovative heat treatment technologies Field proven reliability and cutting-edge technology for every application Leading-edge heat treatment furnaces meeting international safety and quality standards
Innovative heat treatment technologies Field proven reliability and cutting-edge technology for every application Leading-edge heat treatment furnaces meeting international safety and quality standards
THE ANALYSIS OF FORGING INCONEL 718 ALLOY. Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK
 THE ANALYSIS OF FORGING INCONEL 718 ALLOY Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK AGH University of Science and Technology, 30-059 Krakow, 30 Mickiewicza Av., e-mail address:
THE ANALYSIS OF FORGING INCONEL 718 ALLOY Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK AGH University of Science and Technology, 30-059 Krakow, 30 Mickiewicza Av., e-mail address:
A. The extent of extruded aluminum walkway covers is shown on the Drawings and as specified herein.
 SECTION 10530 - EXTRUDED ALUMINUM WALKWAY COVERS PART I - GENERAL.1 RELATED DOCUMENTS A. Drawings and general provisions of Contract, including General, Supplementary, and Special Conditions and Division
SECTION 10530 - EXTRUDED ALUMINUM WALKWAY COVERS PART I - GENERAL.1 RELATED DOCUMENTS A. Drawings and general provisions of Contract, including General, Supplementary, and Special Conditions and Division
Cast steel: Group of ASTM standards for steel castings and forgings
 Cast steel: Group of ASTM standards for steel castings and forgings Abstract: This group of ASTM specifications covers standard properties of steel and iron castings and forgings for valves, flanges, fittings,
Cast steel: Group of ASTM standards for steel castings and forgings Abstract: This group of ASTM specifications covers standard properties of steel and iron castings and forgings for valves, flanges, fittings,
Vibration and Shock Isolation Systems for Forging Machinery
 TECHNICAL BULLETIN M/L- 697 Vibration and Shock Isolation Systems for Forging Machinery Introduction The installation of forging presses, hammers and screw presses has evolved over the past several decades
TECHNICAL BULLETIN M/L- 697 Vibration and Shock Isolation Systems for Forging Machinery Introduction The installation of forging presses, hammers and screw presses has evolved over the past several decades
Specification Lightning Protection Systems
 Specification Lightning Protection Systems General: Summary A) This Section specifies the lightning protection system for the building(s) or structure(s). This system provides safety for the building and
Specification Lightning Protection Systems General: Summary A) This Section specifies the lightning protection system for the building(s) or structure(s). This system provides safety for the building and
MATERIAL ALLOWABLE STRENGTH DATA
 Design Allowables Data Sheet A B C D E Metallic Materials Threaded Fasteners Wire Ropes and Cables Wood Rivets Issue Status Iss No. Date Change Description 1 29/06/06 Initial Issue, Metallic Materials
Design Allowables Data Sheet A B C D E Metallic Materials Threaded Fasteners Wire Ropes and Cables Wood Rivets Issue Status Iss No. Date Change Description 1 29/06/06 Initial Issue, Metallic Materials
PRESTON HEALTH SERVICES ARCHITECT'S NO. 2700
 SECTION 09 5113 - ACOUSTICAL PANEL CEILINGS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION 09 5113 - ACOUSTICAL PANEL CEILINGS PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
PTFE BELLOWS POLY FLUORO LTD. POLY FLUORO LTD.260A. Bommasandra Industrial Area, Hosur Road, Bangalore TECHNICAL SPECIFICATION
 PTFE BELLOWS TECHNICAL SPECIFICATION 1. MATERIALS 1.1 PTFE Only virgin (not reprocessed) PTFE conforming to ASTM D 1457, type III, IV or V shall be used for the production of bellows; the PTFE raw material
PTFE BELLOWS TECHNICAL SPECIFICATION 1. MATERIALS 1.1 PTFE Only virgin (not reprocessed) PTFE conforming to ASTM D 1457, type III, IV or V shall be used for the production of bellows; the PTFE raw material
Die Hardfacing and Remanufacturing using Direct Metal Deposition (DMD) B. Dutta POM Group, Inc., Auburn Hills, MI-48326
 B. Dutta POM Group, Inc., Auburn Hills, MI-48326") Die Hardfacing and Remanufacturing using Direct Metal Deposition (DMD) B. Dutta POM Group, Inc., Auburn Hills, MI-48326 OUTLINE Company Overview of Direct Metal Deposition DMD Systems DMD Application in
Die Hardfacing and Remanufacturing using Direct Metal Deposition (DMD) B. Dutta POM Group, Inc., Auburn Hills, MI-48326 OUTLINE Company Overview of Direct Metal Deposition DMD Systems DMD Application in
EXCEL Medical Waste - Equipment Installation Section SECTION GYPSUM BOARD
 SECTION 09 29 00 GYPSUM BOARD PART 1 - GENERAL 1.1 DESCRIPTION This section specifies installation and finishing of gypsum board. 1.2 RELATED WORK A. Installation of steel framing members for walls, partitions,
SECTION 09 29 00 GYPSUM BOARD PART 1 - GENERAL 1.1 DESCRIPTION This section specifies installation and finishing of gypsum board. 1.2 RELATED WORK A. Installation of steel framing members for walls, partitions,
ATI 45Nb Alloy. ATI 45Nb Alloy. Technical Data Sheet. Titanium Alloy
 ATI 45Nb Alloy Titanium Alloy INTRODUCTION Originally developed for application as an aerospace alloy because of its relative ease of formability, high strength and ductility at temperatures up to 427
ATI 45Nb Alloy Titanium Alloy INTRODUCTION Originally developed for application as an aerospace alloy because of its relative ease of formability, high strength and ductility at temperatures up to 427
Engel Diversified Industries Inc.
 Engel Diversified Industries Inc. PO Box 85 1060 Quaker Avenue Jordan, MN 55352 Represented by: Duane Jaworski & Associates 763-792-2184 Toll Free 877-562-5070 Fax 763-785-9065 Toll Free 877-280-2087 EDi
Engel Diversified Industries Inc. PO Box 85 1060 Quaker Avenue Jordan, MN 55352 Represented by: Duane Jaworski & Associates 763-792-2184 Toll Free 877-562-5070 Fax 763-785-9065 Toll Free 877-280-2087 EDi