Gas Turbine Services GE MS9001E COMPONENT TECHNOLOGY
|
|
|
- Eleanore Singleton
- 5 years ago
- Views:
Transcription

1 Gas Turbine Services GE MS9001E COMPONENT TECHNOLOGY ١
2 Tavanir Presented by Colin Findlay Regional Sales Manager Torraj Mombeini Country Manager Bill Calder Component Repair Product Director ٢
3 AGENDA 1. Repair objectives. 2. MS9001E Technology Uprates. 3. History Overview. 4. Component Uprate Overview. 5. Incoming Inspection. 6. Typical defects. 7. Building a Repair Programme ( Typical Workscope ) 8. Repair Techniques. 9. Coating Processes. 10. Conversions, Modifications and Upgrades. (CLIP) 11. Differentiators. 12. Questions. ٣
4 Repair Objectives Life Extension Objectives. Improve on OEM life recommendation, through detailed component analysis. Repair Limits Objectives. Broaden OEM repair limits Repair to 'improved' condition to extend operating life. Ultimate Goal Reduce requirements to fit expensive new replacement components whilst extending operating life. ٤
5 MS9001E Technology Uprates INCREASED FIRING TEMPERATURES IMPROVE POWER OUTPUT & EFFICIENCY Design Level Firing Temperature E Technology 1100C F Technology 1300C FA Technology 1315C FB Technology 1370C G Technology 1415C H Technology 1427C Advanced Castings, Alloys, Cooling & Coatings Embodied As Firing Temperatures Increase ٥
6 MS9001E Technology Uprates MODEL SHIP DATES FIRING TEMP F/ C EXHAUST TEMP F/ C PG9111B / /507 PG9141E / /512 PG9157E / /520 PG9151E / /525 PG9161E / /527 PG9171E ?? 2055/ /537 ٦
7 MS9001E History Overview History Overview MS9001 development based on MS7001 field experience. Initial 9001 engines had same firing temp (1840F/ 1004C) as 7001 model. MS9001 Uprates have resulted in 42% output increase. Achieved by advances in Materials, Coating, cooling technology advances & modifications to support firing temperature increase of 100F/56F ٧



8 Component Uprate Overview - Row 1 Blade Major design changes since introduction. Sharp L/E replaced with blunt configuration. Material upgraded from IN738 to GTD 111. Turbulated internal cooling holes introduced. Coating upgrades from PtAl through to MCrAlY plus Internal Aluminide. ٨


9 Component Uprate Overview - Row 2 Blade Major design changes since introduction. Air cooling introduced on E models. Tip Shroud Scalloped and configuration modified to increase creep life. Material upgraded from U700 to IN738 to current GTD111 Cutter tooth Modification where honeycomb upgrade on shrouds is present. Coating upgrades to MCrAlY plus Internal Aluminide now standard. Dependent on fuel type and operating environment. ٩


10 Component Uprate Overview - Row 3 Blade Major design changes since introduction. Tip Shroud Scalloped and configuration modified to increase creep life. T/E thickened and chord length increased. Material upgraded from U500 to IN738. Cutter tooth Modification where honeycomb shroud upgrade present. A/F configuration amended. ١٠




11 Component Uprate Overview - Row 1 Nozzle Major design changes since introduction. X4 generations of design. Cooling design and coverage uprated to minimise cracking. Chordal Hinge modification implemented to aid sealing FSX 414 material across all generations. Support ring Modification required for some nozzle upgrades. ١١


12 Component Uprate Overview - Row 2 Nozzle Major design changes since introduction. Internal core plug cooling introduced. Chord length increased at L/E. FSX 414 material replaced with GTD 222 to improve downstream resistance. Aluminde coating applied to GTD 222 Nozzles. Brush seal uprate to diaphragm sections. ١٢


13 Component Uprate Overview - Row 3 Nozzle Major design changes since introduction. Not internally cooled. Chord length increased at L/E. Internal strenthening rib introduced to prevent buckling FSX 414 material replaced with GTD 222 to improve downstream resistance. Coating not required on GTD 222 due to low running temperatures. ١٣




14 Component Uprate Overview Row 1 Shroud Block Major design changes since introduction. Original Single Piece design life limited in LCF. Uprate design for 2055F/1124C went to 2 piece configuration in S/Steel block with FSX 414 film cooled caps. Reverted to one piece on HR120 design, issue ١٤

15 Component Uprate Overview Row 2 & 3 Shroud Blocks Major design changes since introduction. Original design utilised labyrinth sealing only Honeycomb seals implemented to reduce bucket tip leakage. Row 2 & 3 Buckets must have cutter tooth modification. ١٥
16 Component Uprate Overview Combustion Liners Major design changes since introduction. Original was of louvered configuration. Replaced with slot cooled liners on all 9E types. Hastelloy X base material. Material thickness increased by for 2055F/1124C. Thermal Barrier Coating added as standard on all 9E types. Life extension programmes successfully implemented. DLN1 Combustion technology being operated on MS9001E types. ١٦



17 Component Uprate Overview Combustion Liners Original Louvered designed MS9001B Standard Slot Cooling DLN 1 ١٧
18 Component Uprate Overview Transition Pieces Major design changes since introduction. Original 9B design was long type transition piece configuration. Redesigned Canted Combustion System resulted in short TP configuration to increase stiffness. Redesigned Canned Combustion System (firing temp up to 2055F/1124C) resulted in lengthening the TP configuration at fwd end. Hastelloy X base material used on Original Thin Walled and Uprated Thick Walled designs. Nimonic 263 material introduced in the Mid 1980 s. Aft bracket design modifications implemented to reduce bracket weld cracking. Thermal Barrier Coating added as standard on all 9E types. Life extension programmes successfully implemented. ١٨



19 Component Uprate Overview Transition Pieces Original Long Design Standard Design Extended Design ١٩
20 Building a Repair Programme Intellectual Property Rights For each potential APM /APR product or process we perform a detailed IPR (Intellectual Property Rights) review. This is done before the APM /APR process for an individual product is actually launched. To ensure that Wood Group Heavy Industrial Turbines maintains the integrity of it s own and third party owned IPR. To ensure product integrity and support of customers indemnification obligations. ٢٠
21 INCOMING INSPECTION Metallurgical Analysis Building the Repair Process Full destructive or material and coating assessment only. ٢١

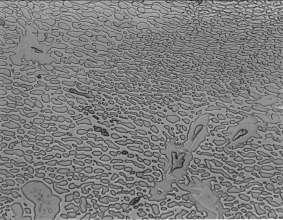
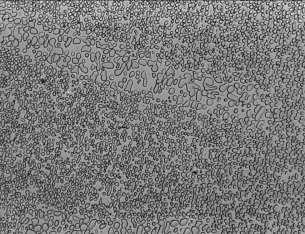

22 INCOMING INSPECTION DESTRUCTIVE INVESTIGATION - MICROSTRUCTURE Root Aerofoil mid-height suction face Aerofoil mid-height Leading edge ٢٢
23 INCOMING INSPECTION Cobalt Alloy mainly HGP static components. New Microstructure discrete carbides Embrittled Microstructure grain boundary carbide precipitation and growth + matrix carbide precipitation and growth Some acicular (needle-like) carbide formation Severely Embrittled Microstructure heavy, continuous grain boundary carbide film formation and acicular carbide formation Some severe cracking ٢٣

")


24 INCOMING INSPECTION Creep Degradation Mechanisms High level of stress at elevated temperature Base load operation Fatigue TMF - cyclic thermal loading (low cycle fatigue) High cycle (vibratory) fatigue FOD Upstream failures, Particle erosion Oxidation / Corrosion Temperature, fuel and environment related Microstructural degeneration Overaging, embrittlement ٢٤






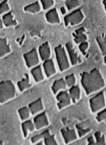
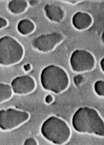
25 INCOMING INSPECTION Cooling passage cracking No general oxidation of cooling passage surface DESTRUCTIVE INVESTIGATION - DEFECTS Tip oxidation and γ agglomeration High temperature oxidation / nitridation ٢٥
26 INCOMING INSPECTION Metallurgical Assessment Sample/samples taken at receipt of components Life assessment is a key part of the repair process Many techniques available to ensure maximum component life is attained Wood Group offers a comprehensive assessment and repair service for both existing and new technology engines Utilising the skill sets of WGHIT AG, Field Service and Component Repair facilities ٢٦





27 INCOMING INSPECTION Heat Treatment. High Vacuum based processes. High temperature range in excess of 1200 C Argon pressure quench to achieve correct cooling rates. Base material refinement. Materials heat treated as per manufacturers specifications ٢٧

28 INCOMING INSPECTION Coating Removal - Chemical Stripping Fully developed Chemical Stripping Proprietary Processes. Acid/Alkali used at elevated temperatures. Fully Controlled Process. All non coated and internal sections masked off. Heat tint used to quantify removal on Nickel based materials. Acid etching used to quantify removal on cobalt alloys. ٢٨


29 INCOMING INSPECTION Chemical Stripping All uncoated areas masked using high temperature wax to protect base material Tape or Silicone sealant used to mask cooling holes to prevent blockages. Root section not exposed to chemicals. Performed on blade and vane material. ٢٩




30 INCOMING INSPECTION Heat Tint Inspection Post Coating Strip Example showing gold coloured coated area and blue non coated area. Note the non coated areas are not completely blue and this colour is dependent on the base material. Acid etching can also be used to confirm complete strip ٣٠




31 INCOMING INSPECTION Fluorescent Penetrant Inspection. Inspection performed to detailed Wood Group Criteria. All Inspectors PCN and/or ASNT approved. Detailed reports specify location, size and type of cracking. ٣١


 Capability.")



32 INCOMING INSPECTION Dimensional Inspection. Co ordinate Measuring Machine ( CMM ) Capability. Full reverse engineered blueprint drawings. On site portable CMM capability. Machine location replication fixtures. To establish critical dimensions. ٣٢

 the leading edge")

33 INCOMING INSPECTION Borescope Inspection. To determine IGA, Missing Sections and Internal Cracks In many cases cracks can penetrate the wall on the trailing edge and (less often) the leading edge Hidden trailing edge cracks cannot be found by NDE Uncertainty leads to high scrap rates and reduced warranty conditions ٣٣

34 INCOMING INSPECTION X Ray Inspection. To locate any INCOMING Internal Cracks. INSPECTION To determine extent and condition of previous repairs. To determine cooling configuration and any blockages. To verify technical integrity post repair. ٣٤


35 INCOMING INSPECTION Ultrasonic/ Eddy INCOMING Current Inspections INSPECTION To determine base material thickness. Can component be restored? Thin areas on blades can result in scrap To verify technical integrity post repair ie correct thickness has been restored. ٣٥
36 INCOMING INSPECTION Incoming Inspection INCOMING Report. INSPECTION Comprehensive report detailing all findings. Full extent of required repairs known at this time. Recommendations, Upgrades forwarded to the customer at this point. ٣٦






37 MS9001E Typical Defects INCOMING INSPECTION Blades Tip Rub & missing material. TMF Cracking. F.O.D Z Notch wear / cracking. Angel Wing Rub. Shroud lift & Twist. Platform cracking. ٣٧









38 MS9001E Typical Defects Nozzles. Base Material Erosion. Missing Material. F.O.D Multi Aerofoil Cracking. Distortion. Downstream deflection. Coating breakdown. Feather seal wear/cracking. Diaphragm cracking/seal wear Gaps / Clearances outwith specification. ٣٨






39 MS9001E Typical Defects Combustion Material Fuel Nozzle Bore, x f collar, liner stop wear. F.O.D. Missing Material/cracking. Damaged floating seal slots. Hula skirt breakdown Distortion. Coating breakdown. ٣٩



40 MS9001E Typical Defects Shroud Blocks Multi Cracking. Seal cracking. Erosion. Honeycomb breakdown. Tenon wear. ٤٠
41 Building a Repair Programme Typical Repair Workscope Blend to remove oxidation and or defects. Perform NDT to ensure parts are defect free prior to repair. Perform Weld repairs to all prepared areas. Blend to restore component profile. Conventional Machine and or EDM to restore dimensions. Perform NDT to ensure parts are defect free prior to repair. Perform Post Repair Heat Treatment. Perform NDT to ensure parts are defect free prior to repair. Perform Hydrogen Fluoride or Hydrogen Clean in preparation for braze repair. ٤١
42 Building a Repair Programme Typical Repair Workscope Continued Prepare and apply Transient Phase Restoration repairs. Perform Vacuum heat treatments. Blend to restore component profile. Conventional Machine and or EDM to restore dimensions. Perform NDT to ensure parts are defect free. Perform dimensional inspection. Perform UT/EC tests. Perform Flow checks. Forward for coating. ٤٢





43 Repair Techniques Repair - Blending To remove defects such as Corrosion, Oxidation. Prepare cracking. Remove defective material. Prepare components to an acceptable condition for weld. ٤٣




44 Repair Techniques Welding Processes. REPAIR WELDING Pulsed and Micro TIG processes. Laser Powder Fusion ( LPF ) Processes. Welder Approval to ASME IX standard. Highly developed and controlled processes. Sectional Replacement ٤٤

45 Repair Techniques Tungsten Inert Gas (TIG) Arc created between nonconsumable tungsten electrode and metal. Inert gas is fed through torch to shield electrode and weld pool Electrode - Shielding gas Shielding gas nozzle Filler wire is fed separately into molten weld pool Arc plasma Weld Pool + ٤٥




46 Repair Techniques TIG welding Good deposition rate control Protective gas shield prevents high temperature oxidation Crack repair Material reclamation Large heat input (HAZ) ٤٦
47 Repair Techniques Laser Powder Welding Laser achieved by concentration of light waves Light energy converts to thermal energy and weld pool produced Filler powder injected onto substrate over area of beam impingement, into molten pool Rapid melting and solidification of filler metal allows build up of layers Powder & argon Cladding Substrate Concentrated light waves Powder & shield gas ٤٧



48 Repair Techniques Laser Powder Welding Low heat input Narrow weld runs CNC controlled deposition Weld solidification control ٤٨




49 Repair Techniques Post Repair - Blending REPAIR Critical process. Reprofiling. Dimensional restoration. Surface finishing. Highly skilled operation. ٤٩
.")




50 Repair Techniques Hydrogen Fluoride Ion Cleaning ( HFIC ). REPAIR Key step in the process. Essential to ensure high quality repair. Oxidised base material removed by HF Ion clean To remove oxidised species from component surface, and provide a surface amenable to repair by the application of a braze paste. Relies on highly reactive hydrogen-fluoride gas combines with oxides to produce volatile metal fluorides. ٥٠



51 Repair Techniques Transient Phase Restoration ( TPR ). REPAIR Offers various benefits over more conventional repair techniques: 1. Allows repair in critical areas, where welding not permitted 2. No localised heat input 3. Allows repair of alloys which are difficult to weld 4. No weld cracking of heat sensitive materials. ٥١


 EDM Supper Drill Machine Plasma Cutting")
52 Repair Techniques MACHINING CNC Milling Machine CNC Wire Cutting Machine Hydraulic Shear Cutting Machine Horizontal Lathe Vertical Lathe, 4000mm Dia. Radial Arm Drilling Machine Hydraulic Press Machine, 100 Ton Hydraulic Jacking Machine, 150 Ton Electrode Discharge Machine (EDM) EDM Supper Drill Machine Plasma Cutting Machine Water Jet Machining ٥٢
53 Building a Coating Programme Typical Coating Workscope Blast in preparation for coating.. Mask non coated areas. Apply MCrAlY ( either as bond coat or stand alone ) Apply Internal and/or external diffused aluminide coating. ( If required ) Vacuum Heat treat. ( Solution and Age ) Apply Thermal Barrier Coat. Shot / Ceramic Peen. ( if required ) Assemble internal sections. ( Vanes ) Perform flow checks. Visual Inspect. Dimensional Inspect. ٥٣
54 Coating Processes MCrAlY Overlay Coatings Comprehensive Protection High Temperature Oxidation Type I Hot Corrosion MCrAlY (M=Co, Ni or Co/Ni) Alumina Formers Additional Elements (Cr,Y & Re Etc) Typically First & Second Stage Components HVOF ٥٤

")
 Interface Contamination (Max")
55 Coating Processes HVOF APPLIED COATINGS CoNiCrAlY & NiCoCrAlY β(nial) & γ (Ni 3 Al) Microstructure High Density (<1% Porosity) Dispersed Oxide (<0.5%) Interface Contamination (Max 10%) Bond Strength (>10000 PSI) 100 µm ٥٥


56 Coating Processes Thermal Barrier Coatings. Multilayer Coating System Reduce Metal Substrate Temperatures Zirconia (ZrO 2 ) Top Coat 6-8 wt.% Y 2 O 3 Partially Stabilises Structure MCrAlY Inner Layer (Bond Coat) Air Plasma Deposition ٥٦
 Low Activity (982-1093ºC) Oxidation Resistant β-nial Corrosion Resistant Doping")
57 Coating Processes DIFFUSED COATINGS Diffused Aluminides. Inward / Outward Diffusion High Activity ( C) Low Activity ( ºC) Oxidation Resistant β-nial Corrosion Resistant Doping Elements Slurry Fusion Deposition Chemical Vapour Deposition Cooling Hole Blade Wall ٥٧
58 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) THE DEMANDS OF TODAY S POWER GENERATION INDUSTRY INFLUENCES THE NEED FOR INCREASED LIFE EXPECTANCY FOR GAS TURBINE ENGINE COMPONENTS. INCORPORATING THE Combustion Life Improvement Package ( CLIP ) TO THE COMBUSTION SECTION COMPONENTS OF THE GAS TURBINE ENGINE ALLOWS ENGINE USERS TO ACHIEVE THESE REQUIREMENTS. ٥٨
59 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) WHAT DOES THE COMBUSTION LIFE IMPROVEMENT PACKAGE COMPRISE OF? THE COMBUSTION LIFE IMPROVEMENT PACKAGE COMPRISES OF THE APPLICATION OF WEAR AND HEAT RESISTANT MATERIALS AND COATINGS TO KNOWN HIGH WEAR CONTACT SURFACES ON COMPONENTS THROUGHOUT THE COMBUSTION SECTION OF THE GAS TURBINE ENGINE ٥٩
60 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) FUEL NOZZLE LOCATION DIAMETER PRE-MACHINED AND CHROME CARBIDE COATING APPLIED TO THE SAME SURFACE TO RESTORE THE COMPONENT TO O.E.M. DIMENSIONS OPTION: THERMAL BARRIER COATING APPLIED TO THIS FACE ٦٠
61 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) COMBUSTION LINER FUEL NOZZLE LOCATION BORE LINER STOPS CROSS FIRE COLLARS SPRING SEAL THERMAL BARRIER COATING ALSO APPLIED TO INTERNAL SURFACE TO C STANDARD ٦١
62 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) COMBUSTION LINER STOPS CHROME CARBIDE COATING APPLIED TO THE INNER SURFACE OF THE LINER STOP ٦٢
63 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) CROSS FIRE COLLARS CHROME CARBIDE COATING APPLIED TO THE INNER SURFACE OF THE CROSS FIRE COLLAR ٦٣
64 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) SPRING SEAL CHROME CARBIDE COATING APPLIED TO THE OUTER SURFACE OF THE SPRING SEAL ٦٤
65 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) Cross Fire Tubes FEMALE LOCATION SLOTS PRE- MACHINED AND CHROME CARBIDE COATING APPLIED TO THE SAME SURFACE TO RESTORE THE COMPONENT TO O.E.M. DIMENSIONS LOCATION DIAMETERS PRE- MACHINED AND CHROME CARBIDE COATING APPLIED TO THE SAME SURFACE TO RESTORE THE COMPONENT TO O.E.M. DIMENSIONS MALE ٦٥
66 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) CROSS FIRE TUBE RETAINER FORK AREA PRE-MACHINED (BOTH SIDES) AND CHROME CARBIDE COATING APPLIED TO THE SAME SURFACES TO RESTORE THE COMPONENT TO O.E.M. DIMENSIONS ٦٦
67 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) FLOW SLEEVE PRE-MACHINE TO REMOVE FROM FLOW SLEEVE LINER STOP LOCATION APPLY STELLITE WELD TO PRE-MACHINED LOCATION TO ALLOW FOR FINAL MACHINE FINAL MACHINE TO O.E.M. DIMENSIONS ٦٧
68 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) INLET BORE TRANSITION PIECES SEAL SLOTS H BRACKETS THERMAL BARRIER COATING APPLIED TO INTERNAL SURFACE TO C STANDARD ٦٨
69 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) INLET BORE CHROME CARBIDE HARD FACE COATING APPLIED TO THE INLET BORE AT SPRING SEAL MATING LOCATION THE FIRST 4 OF THE INLET BORE AT THE SPRING SEAL MATING LOCATION IS COATED ٦٩
70 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) SEAL SLOTS SLOTS ARE PRE-MACHINED TO ALLOW INSERT FITMENT AT THREE POSITIONS ON THE RADIAL SLOTS AND ONE POSITION EACH SIDE SLOT INSERTS WELDED INTO POSITION (L605 MAT L) TO O.E.M. DIMENSIONS ٧٠
71 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) H BRACKETS REMOVE H BRACKETS FROM MAIN COMPONENT AND PRE- MACHINE TO ALLOW FOR INSERT FITMENT FIT INSERTS (L605 MAT L) AND WELD INTO POSITION TO O.E.M. DIMENSIONS. RE-ASSEMBLE H BRACKETS TO MAIN COMPONENT ٧١
72 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) INNER RADIAL TRANSITION SEAL CHROME CARBIDE COATING APPLIED TO EACH END OF THE INNER RADIAL TRANSITION SEAL ٧٢
73 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) OUTER RADIAL TRANSITION SEAL CHROME CARBIDE COATING APPLIED TO EACH END OF THE OUTER RADIAL TRANSITION SEAL ٧٣
74 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) HARDWARE - SIDE SEAL COMPONENT PRE- MACHINED AND CHROME CARBIDE COATING APPLIED TO THE SAME SURFACES TO RESTORE THE COMPONENT TO O.E.M. DIMENSIONS ٧٤
75 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) HARDWARE - BULLHORN BRACKET CONTACT SURFACES PRE-MACHINED L605 PLATE MATERIAL WELDED TO PRE-MACHINED CONTACT SURFACES TO RESTORE THE COMPONENT TO O.E.M. DIMENSIONS ٧٥
76 Conversions, Modifications & Upgrades Combustion Life Improvement Package ( CLIP ) WHAT ARE THE BENEFITS OF IMPLEMENTING THE COMBUSTION LIFE IMPROVEMENT PACKAGE? LONGER ENGINE RUNNING HOURS A REDUCTION IN OUTAGE DOWN COSTS A REDUCTION IN REFURBISHMENT COSTS ٧٦
77 Differentiators We are not a low tech, low overhead company. We are the best alternative to the OEM. We invest heavily in technical research to offer high integrity solutions. We have already developed and implemented repairs where the OEM and our independent competitors have not. Can demonstrate we have listened to our customers specific issues and developed solutions. Our solutions have achieved lower maintenance costs reduced installation times and have repaired otherwise condemned parts to achieve life Wood Group solutions will ultimately deliver cost savings to the customer but will not always be reflected in the immediate repair costs. ٧٧

78 Questions ٧٨
19 th SYMPOSIUM ON INDUSTRIAL APPLICATIONS OF GAS TURBINES
 19 th SYMPOSIUM ON INDUSTRIAL APPLICATIONS OF GAS TURBINES Training Session 8: Gas Turbine Repair Technology by Scott Hastie / Liburdi Turbine Services Presented at the 19th Symposium on Industrial Application
19 th SYMPOSIUM ON INDUSTRIAL APPLICATIONS OF GAS TURBINES Training Session 8: Gas Turbine Repair Technology by Scott Hastie / Liburdi Turbine Services Presented at the 19th Symposium on Industrial Application
Liburdi Group of Companies
 Liburdi Group of Companies Liburdi Engineering Ltd Liburdi Turbine Services Inc Liburdi Automation Inc Liburdi Dimetrics Corp Dundas, Ontario Charlotte, North Carolina St Petersburg, Russia New Applications
Liburdi Group of Companies Liburdi Engineering Ltd Liburdi Turbine Services Inc Liburdi Automation Inc Liburdi Dimetrics Corp Dundas, Ontario Charlotte, North Carolina St Petersburg, Russia New Applications
Training Session 5: Gas Turbine Repair
 Training Session 5: Gas Turbine Repair By Scott Hastie / Liburdi Turbine Services Presented at the 2015 Symposium on Industrial Application of Gas Turbines (IAGT) Banff, Alberta, Canada - October 2015
Training Session 5: Gas Turbine Repair By Scott Hastie / Liburdi Turbine Services Presented at the 2015 Symposium on Industrial Application of Gas Turbines (IAGT) Banff, Alberta, Canada - October 2015
T-070 Inspection Limits and Repair
 T-070 First Stage Turbine Nozzle Engine Application(s): Subject: Compliance: Allison 250-C40/47 Installation, Inspection and Rework Procedures for the E23062061 1 st Stage Turbine Nozzle Assembly. Any
T-070 First Stage Turbine Nozzle Engine Application(s): Subject: Compliance: Allison 250-C40/47 Installation, Inspection and Rework Procedures for the E23062061 1 st Stage Turbine Nozzle Assembly. Any
Frame 7FA Parts.
 Frame 7FA Parts www.pwps.com Improved Design Extending the Service Life of Your Parts PW Power Systems (PWPS) designs the combustion liner, flow sleeve, transition piece, and liner cap assembly for the
Frame 7FA Parts www.pwps.com Improved Design Extending the Service Life of Your Parts PW Power Systems (PWPS) designs the combustion liner, flow sleeve, transition piece, and liner cap assembly for the
Industrial Gas Turbine Aftermarket Parts, Repairs and Services
 Industrial Gas Turbine Aftermarket Parts, Repairs and Services www.pwps.com 1 Contents 2 About PW Power Systems 3 Industrial Gas Turbine New Parts 7 Industrial Gas Turbine Repairs 12 Industrial Gas Turbine
Industrial Gas Turbine Aftermarket Parts, Repairs and Services www.pwps.com 1 Contents 2 About PW Power Systems 3 Industrial Gas Turbine New Parts 7 Industrial Gas Turbine Repairs 12 Industrial Gas Turbine
Vendor Verification: Step 4-6
 Vendor Verification: Step 4-6 All rights reserved. The following presentation is the intellectual property of Turbine End-User Services Inc. No part may be reproduced or used in any form or by any means
Vendor Verification: Step 4-6 All rights reserved. The following presentation is the intellectual property of Turbine End-User Services Inc. No part may be reproduced or used in any form or by any means
The Role of Metallurgical Analysis in Gas Turbine Maintenance. Frame 6 Users Group Conference Vendor Presentations.
 LTS Technology Review The Role of Metallurgical Analysis in Gas Turbine Maintenance Frame 6 Users Group Conference Vendor Presentations. Randy Thompson Liburdi Turbine Services June 14, 2010 Presentation
LTS Technology Review The Role of Metallurgical Analysis in Gas Turbine Maintenance Frame 6 Users Group Conference Vendor Presentations. Randy Thompson Liburdi Turbine Services June 14, 2010 Presentation
T-022 Inspection Limits and Repair
 Subject: EXTEX Engineered Products Part Numbers: Installations: Revision History: Reason: Description: Applicability: Accomplishment Instructions: Approval: Notes: Inspection and Repair of First Stage
Subject: EXTEX Engineered Products Part Numbers: Installations: Revision History: Reason: Description: Applicability: Accomplishment Instructions: Approval: Notes: Inspection and Repair of First Stage
Turbine Tip Clearance Issues and Optimization for Increased Power and Efficiency. Lloyd Cooke Liburdi Turbine Services Inc
 Turbine Tip Clearance Issues and Optimization for Increased Power and Efficiency Lloyd Cooke Liburdi Turbine Services Inc www.liburdi.com Turbine Blade Tip Clearance Tip Clearance between Turbine Blades
Turbine Tip Clearance Issues and Optimization for Increased Power and Efficiency Lloyd Cooke Liburdi Turbine Services Inc www.liburdi.com Turbine Blade Tip Clearance Tip Clearance between Turbine Blades
REMOVE COATINGS FROM TURBINE COMPONENTS WITHOUT DAMAGING THEM AND LOWER YOUR COSTS.
 REMOVE COATINGS FROM TURBINE COMPONENTS WITHOUT DAMAGING THEM AND LOWER YOUR COSTS. The Clean & Green Solution A Precision Abrasive Waterjet (AWJ) Process is higher quality and more cost effective than
REMOVE COATINGS FROM TURBINE COMPONENTS WITHOUT DAMAGING THEM AND LOWER YOUR COSTS. The Clean & Green Solution A Precision Abrasive Waterjet (AWJ) Process is higher quality and more cost effective than
Industrial Gas Turbines Aftermarket Parts, Repairs and Services
 New Industrial Gas Turbine Parts Industrial Gas Turbine Repair Aftermarket Field Services Industrial Gas Turbines Aftermarket Parts, Repairs and Services 1 2 6 11 About Us New Industrial Gas Turbine Parts
New Industrial Gas Turbine Parts Industrial Gas Turbine Repair Aftermarket Field Services Industrial Gas Turbines Aftermarket Parts, Repairs and Services 1 2 6 11 About Us New Industrial Gas Turbine Parts
THERMAL SPRAY COATINGS
 THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
WELDING TECHNOLOGY AND WELDING INSPECTION
 WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
Reconditioning Services
 Rainbow Mechanical and Electrical Works Reconditioning Services Mud Motor Rotors and Down hole tools Rainbow Mechanical and Electrical Works Part of Trinity Holdings, UAE. Established in 1991, Abu Dhabi,to
Rainbow Mechanical and Electrical Works Reconditioning Services Mud Motor Rotors and Down hole tools Rainbow Mechanical and Electrical Works Part of Trinity Holdings, UAE. Established in 1991, Abu Dhabi,to
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization
 Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Laser Cladding Services
 Laser Cladding Services Alabama Laser provides laser cladding services, using lasers to deposit a layer of material onto a substrate by way of powder or wire. This process is emerging as a strategic technique
Laser Cladding Services Alabama Laser provides laser cladding services, using lasers to deposit a layer of material onto a substrate by way of powder or wire. This process is emerging as a strategic technique
WELDING Topic and Contents Hours Marks
 Topic and Contents Hours Marks 3.1 Introduction 04 Marks Classification and selection of welding process. Working principle of Gas welding and types of flames. 3.2 Arc welding process 08 Marks Metal arc,
Topic and Contents Hours Marks 3.1 Introduction 04 Marks Classification and selection of welding process. Working principle of Gas welding and types of flames. 3.2 Arc welding process 08 Marks Metal arc,
Welding Job Knowledge
 Titanium and titanium alloys Weldability of materials Job Titanium and its alloys are chosen because of the following properties: high strength to weight ratio; corrosion resistance; mechanical properties
Titanium and titanium alloys Weldability of materials Job Titanium and its alloys are chosen because of the following properties: high strength to weight ratio; corrosion resistance; mechanical properties
Cutting Tool Materials and Cutting Fluids. Dr. Mohammad Abuhaiba
 Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
Overview of Sulzer Metco Compressor and Turbine Abradable Technology
 Overview of Sulzer Metco Compressor and Turbine Abradable Technology Scott Wilson 8th International Charles Parsons Turbine Conference 05 Sep 2011-08 Sep 2011, University of Portsmouth, Portsmouth, UK
Overview of Sulzer Metco Compressor and Turbine Abradable Technology Scott Wilson 8th International Charles Parsons Turbine Conference 05 Sep 2011-08 Sep 2011, University of Portsmouth, Portsmouth, UK
Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal
 Little thermal") Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal penetration thus small thermal distortion for sensitive
Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal penetration thus small thermal distortion for sensitive
Mobile repair of hard coated rolls and machine components. ICE Europe Technical Program, Dr. A. Barth,
 Mobile repair of hard coated rolls and machine components ICE Europe Technical Program, Dr. A. Barth, 22.03.2017 Technological Competence and Scope Full Service Surface Technology Surface Treatments Mechanical
Mobile repair of hard coated rolls and machine components ICE Europe Technical Program, Dr. A. Barth, 22.03.2017 Technological Competence and Scope Full Service Surface Technology Surface Treatments Mechanical
ALUMEC. High strength aluminium
 High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
SprayTech. Flame Spray Technologies. Flame Spray Technologies Service Centers. MCrAlY Powders. Head Quarters Flame Spray Technologies
 Service Centers, Italy Tel: (+39) 02 27 409151 Fax: (+39) 02 25 029434, UK Tel: (+44) 1252 78 22 97 Fax: (+44) 1252 78 13 62, USA Tel: (+1) 616 67 63 006 Fax: (+1) 616 67 63 660, Japan Tel: (+81) 3 5342
Service Centers, Italy Tel: (+39) 02 27 409151 Fax: (+39) 02 25 029434, UK Tel: (+44) 1252 78 22 97 Fax: (+44) 1252 78 13 62, USA Tel: (+1) 616 67 63 006 Fax: (+1) 616 67 63 660, Japan Tel: (+81) 3 5342
SURFACE TECHNOLOGIES AND ADVANCED MANUFACTURING
 SURFACE TECHNOLOGIES AND ADVANCED MANUFACTURING AEROSPACE POWER GENERATION OIL & GAS www.hycrome.com TEL: +44 (0)1282 418300 FAX: +44 (0)1282 418310 About Hycrome Hycrome was originally established in
SURFACE TECHNOLOGIES AND ADVANCED MANUFACTURING AEROSPACE POWER GENERATION OIL & GAS www.hycrome.com TEL: +44 (0)1282 418300 FAX: +44 (0)1282 418310 About Hycrome Hycrome was originally established in
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding Keyword: 16.1 Selection of pulse parameters
 Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Material Product Data Sheet Cobalt Chromium [Nickel Tungsten Silicon] Carbon Alloy Powders (Similar to Stellite, Ultimet, Mar M 509)
![Material Product Data Sheet Cobalt Chromium [Nickel Tungsten Silicon] Carbon Alloy Powders (Similar to Stellite, Ultimet, Mar M 509)](/thumbs/88/114559402.jpg "Material Product Data Sheet Cobalt Chromium [Nickel Tungsten Silicon] Carbon Alloy Powders (Similar to Stellite, Ultimet, Mar M 509)") Material Product Data Sheet Cobalt Chromium [Nickel Tungsten Silicon] Carbon Alloy Powders (Similar to Stellite, Ultimet, Mar M 509) Powder Products: Amdry MM509, Amdry MM509-C, Amdry X40, Diamalloy 4060NS,
Material Product Data Sheet Cobalt Chromium [Nickel Tungsten Silicon] Carbon Alloy Powders (Similar to Stellite, Ultimet, Mar M 509) Powder Products: Amdry MM509, Amdry MM509-C, Amdry X40, Diamalloy 4060NS,
Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel
 Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel Technical Data & Welding Guidelines FERRALIUM Alloy 255 Ferralium 255SD50 Super Duplex Stainless Steel General FERRALIUM
Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel Technical Data & Welding Guidelines FERRALIUM Alloy 255 Ferralium 255SD50 Super Duplex Stainless Steel General FERRALIUM
Lecture-52 Surface Modification Techniques: HVOF and Detonation Spraying
 Fundamentals of Surface Engineering: Mechanisms, Processes and Characterizations Prof.D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology-Roorkee Lecture-52
Fundamentals of Surface Engineering: Mechanisms, Processes and Characterizations Prof.D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology-Roorkee Lecture-52
Advanced Robotic Laser Cladding The Oerlikon MetcoClad System. July 2015
 Advanced Robotic Laser Cladding The Oerlikon MetcoClad System July 2015 Laser Cladding is a welding technology Laser Cladding (LC) means laser build-up welding, also known as Laser Metal Forming (LMF),
Advanced Robotic Laser Cladding The Oerlikon MetcoClad System July 2015 Laser Cladding is a welding technology Laser Cladding (LC) means laser build-up welding, also known as Laser Metal Forming (LMF),
POWPOWEER GENR ERATION
 POWER GENERATION POWER GENERATION Kennametal Stellite is a global provider of solutions for wear, heat, and corrosion problems, a worldclass manufacturer of components, and a service provider for the power
POWER GENERATION POWER GENERATION Kennametal Stellite is a global provider of solutions for wear, heat, and corrosion problems, a worldclass manufacturer of components, and a service provider for the power
voestalpine Additive Manufacturing Center Singapore Pte Ltd
 voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
Beechcraft Corporation Special Processes Index Special Processes that Require Approval to Perform
 Brazing Note: Part Number-specific approval is required for Suppliers who do not hold Nadcap Welding/Brazing certification. Silver brazing requires Part Number-specific approval in all cases. Contact:
Brazing Note: Part Number-specific approval is required for Suppliers who do not hold Nadcap Welding/Brazing certification. Silver brazing requires Part Number-specific approval in all cases. Contact:
Water Erosion Experiment Update. T.Davenne O.Caretta S.Bennetton 5 th Dec 2013
 Water Erosion Experiment Update T.Davenne O.Caretta S.Bennetton 5 th Dec 2013 Motivation ISIS water cooled tungsten targets are clad with tantalum to avoid tungsten corrosion problems that occur when in
Water Erosion Experiment Update T.Davenne O.Caretta S.Bennetton 5 th Dec 2013 Motivation ISIS water cooled tungsten targets are clad with tantalum to avoid tungsten corrosion problems that occur when in
USN. Hosur : 6A/6B/6C 10ME665. Discuss briefly. 1 a.
 USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
Introduction to Welding Technology
 Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
Thermal Durability and Abradability of Plasma Sprayed Al-Si-Polyimide Seal Coatings p. 85
 Trends in Automotive Applications of Thermal Spray Technology in Japan p. 1 Production Plasma in the Automotive Industry: A European Viewpoint p. 7 The Effect of Microstructure on the Wear Behavior of
Trends in Automotive Applications of Thermal Spray Technology in Japan p. 1 Production Plasma in the Automotive Industry: A European Viewpoint p. 7 The Effect of Microstructure on the Wear Behavior of
Superalloy Joining Suppliers Provided Courtesy of Materials
 VBC Group Welding Division: Superalloys Equipment sales and lease, as well as sales servicing, training and calibration "VBC Group Welding Division: Superalloys." VBC Group. April 2007. Vacuum Brazing
VBC Group Welding Division: Superalloys Equipment sales and lease, as well as sales servicing, training and calibration "VBC Group Welding Division: Superalloys." VBC Group. April 2007. Vacuum Brazing
HARD CHROME REPLACEMENT
 bv Impact 4, 6921 RZ Duiven P.O. Box 1027, 6920 BA Duiven The Netherlands Tel: +31 263190140 Fax: +31 263190141 E-mail: info@fst.nl Homepage: www.fst.nl Inc. 3040 Charlevoix Dr. SE Suite 203 I Grand Rapids,
bv Impact 4, 6921 RZ Duiven P.O. Box 1027, 6920 BA Duiven The Netherlands Tel: +31 263190140 Fax: +31 263190141 E-mail: info@fst.nl Homepage: www.fst.nl Inc. 3040 Charlevoix Dr. SE Suite 203 I Grand Rapids,
International Journal of Advance Engineering and Research Development
 Scientific Journal of Impact Factor (SJIF): 5.71 International Journal of Advance Engineering and Research Development Volume 5, Issue 03, March -2018 e-issn (O): 2348-4470 p-issn (P): 2348-6406 Study
Scientific Journal of Impact Factor (SJIF): 5.71 International Journal of Advance Engineering and Research Development Volume 5, Issue 03, March -2018 e-issn (O): 2348-4470 p-issn (P): 2348-6406 Study
MSC Solutions for Additive Manufacturing Simufact Additive
 MSC Solutions for Additive Manufacturing Simufact Additive 15.01.2018 Simufact Product Portfolio Cold Forming Hot Forging Sheet Metal Forming Mechanical Joining Powder Bed Fusion Arc Welding Laser Beam
MSC Solutions for Additive Manufacturing Simufact Additive 15.01.2018 Simufact Product Portfolio Cold Forming Hot Forging Sheet Metal Forming Mechanical Joining Powder Bed Fusion Arc Welding Laser Beam
Beveling procedures and beveling machines beveling, a quick overview 1
 Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides
 Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides Powder Products: Metco 1030A, Metco 1030B Wire Products: Metco 8224 US patent
Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides Powder Products: Metco 1030A, Metco 1030B Wire Products: Metco 8224 US patent
ME E5 - Welding Metallurgy
 ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
Chapter Outline. Joining Processes. Welding Processes. Oxyacetylene Welding. Fusion Welding Processes. Page 1. Welded Joints
 Joining Processes Chapter Outline R. Jerz 1 4/16/2006 R. Jerz 2 4/16/2006 Welding Processes Welded Joints Gas, electricity, or other heat source? Is electrode consumed? Is a filler material used? Is flux
Joining Processes Chapter Outline R. Jerz 1 4/16/2006 R. Jerz 2 4/16/2006 Welding Processes Welded Joints Gas, electricity, or other heat source? Is electrode consumed? Is a filler material used? Is flux
Joining Processes R. Jerz
 Joining Processes R. Jerz 1 4/16/2006 Chapter Outline R. Jerz 2 4/16/2006 Welding Processes Gas, electricity, or other heat source? Is electrode consumed? Is a filler material used? Is flux used? Anything
Joining Processes R. Jerz 1 4/16/2006 Chapter Outline R. Jerz 2 4/16/2006 Welding Processes Gas, electricity, or other heat source? Is electrode consumed? Is a filler material used? Is flux used? Anything
These elements are in carbon steels in minimal amounts, usually less than 1%.
 Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
BASED ON WELDING/JOINING TECHNOLOGIES
 UDC 621.791:008 Generalized Additive Manufacturing BASED ON WELDING/JOINING TECHNOLOGIES GUAN QIAO Beijing Aeronautical Manufacturing Technology Research Institute P O Box 863, 100024 Beijing, China Being
UDC 621.791:008 Generalized Additive Manufacturing BASED ON WELDING/JOINING TECHNOLOGIES GUAN QIAO Beijing Aeronautical Manufacturing Technology Research Institute P O Box 863, 100024 Beijing, China Being
SHANDONG QISHUAI WEAR RESISTANT EQUIPEMNT CO.,LTD
 SHANDONG QISHUAI WEAR RESISTANT EQUIPEMNT CO.,LTD T:8618766918053(whatsapp) email:florahu@zbqishuai.cn Skype:florahu11 Web:www.sdqishuai.com Website on alibaba.com: zbqishuai.en.alibaba.com ADD:Dufudian,zhutai,linzi
SHANDONG QISHUAI WEAR RESISTANT EQUIPEMNT CO.,LTD T:8618766918053(whatsapp) email:florahu@zbqishuai.cn Skype:florahu11 Web:www.sdqishuai.com Website on alibaba.com: zbqishuai.en.alibaba.com ADD:Dufudian,zhutai,linzi
ORVAR SUPREME. Hot work tool steel
 Hot work tool steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Hot work tool steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Maintenance Technologies for SCC which Support Stable Operations of Pressurized Water Reactor Power Plants
 Maintenance Technologies for which Support Stable Operations of Pressurized Water Reactor Power Plants KOJI OKIMURA* 1 MASAYUKI MUKAI* 1 KAZUHIKO KAMO* 2 NOBUYUKI HORI* 1 KOICHIRO MASUMOTO* 1 MASAAKI KUROKAWA*
Maintenance Technologies for which Support Stable Operations of Pressurized Water Reactor Power Plants KOJI OKIMURA* 1 MASAYUKI MUKAI* 1 KAZUHIKO KAMO* 2 NOBUYUKI HORI* 1 KOICHIRO MASUMOTO* 1 MASAAKI KUROKAWA*
CONTENTS. Preface to the 3rd Edition Acknowledgments
 CONTENTS Preface to the 3rd Edition Acknowledgments vii ix CHAPTER 1 INTRODUCTION 1 1.1 Definition of materials degradation 1 1.2 Definition and significance of surface engineering 4 1.3 Classification
CONTENTS Preface to the 3rd Edition Acknowledgments vii ix CHAPTER 1 INTRODUCTION 1 1.1 Definition of materials degradation 1 1.2 Definition and significance of surface engineering 4 1.3 Classification
Applications. - APS coatings -
 Applications - APS coatings - Applications of APS coatings Typical spray materials Oxide ceramics: Cr 2 O 3, Al 2 O 3, Al 2 O 3 /TiO 2 Compounds: Ni/C G, AlSi/Polyester, [WC/Co(Cr), Cr 3 C 2 /NiCr] Metals:
Applications - APS coatings - Applications of APS coatings Typical spray materials Oxide ceramics: Cr 2 O 3, Al 2 O 3, Al 2 O 3 /TiO 2 Compounds: Ni/C G, AlSi/Polyester, [WC/Co(Cr), Cr 3 C 2 /NiCr] Metals:
Extending Valve Life: The Art of Heat Treating and Ceramic Coatings
 Extending Valve Life: The Art of Heat Treating and Ceramic Coatings By Chris Johnson & Kevin Tackett Bodycote Presented at the Today s Valve Industry Today s industrial valve industry within the oil &
Extending Valve Life: The Art of Heat Treating and Ceramic Coatings By Chris Johnson & Kevin Tackett Bodycote Presented at the Today s Valve Industry Today s industrial valve industry within the oil &
F-Class F-CLASS FABRICATED METAL SEATED BALL VALVES
 F-Class F-Class Valve NPS ½ to NPS 6 (DN15 to DN150) -58ºF/ -50ºC to 1100ºF/593ºC Class 150, 300 and 600 Extremely Fast Delivery (Including Exotic Materials) what makes this valve different? TRADITIONAL
F-Class F-Class Valve NPS ½ to NPS 6 (DN15 to DN150) -58ºF/ -50ºC to 1100ºF/593ºC Class 150, 300 and 600 Extremely Fast Delivery (Including Exotic Materials) what makes this valve different? TRADITIONAL
Good welding practice Stainless Steels
 Good welding practice Stainless Steels Glenn Allen Welding Engineer TWI North Stainless Steels Four basic types of stainless steels, Austenitic, most common Ferritic Martensitic Duplex, main use oil &
Good welding practice Stainless Steels Glenn Allen Welding Engineer TWI North Stainless Steels Four basic types of stainless steels, Austenitic, most common Ferritic Martensitic Duplex, main use oil &
The principle Of Tungsten Inert Gas (TIG) Welding Process
 Welding Process") The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION. T.W. Skszek and M. T. J. Lowney. Abstract. DMD Process Overview
 DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
Introduction. Online course on Analysis and Modelling of Welding. G. Phanikumar Dept. of MME, IIT Madras
 Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power
Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power
MATERIALIZING VISIONS. Bohler-Uddeholm H13 TOOL STEEL
 MATERIALIZING VISIONS Bohler-Uddeholm H13 TOOL STEEL Bohler-Uddeholm H13 General Bohler-Uddeholm H13 is a chromium-molybdenumvanadium alloyed steel which is characterized by: Good resistance to abrasion
MATERIALIZING VISIONS Bohler-Uddeholm H13 TOOL STEEL Bohler-Uddeholm H13 General Bohler-Uddeholm H13 is a chromium-molybdenumvanadium alloyed steel which is characterized by: Good resistance to abrasion
Power Plant Services
 Alin Machining Company, Inc (d/b/a Power Plant Services) is a one stop aftermarket Turbine, Generator, Valve and Coal handling equipment parts manufacturer and 24/7 repair facility. Mission Consistently
Alin Machining Company, Inc (d/b/a Power Plant Services) is a one stop aftermarket Turbine, Generator, Valve and Coal handling equipment parts manufacturer and 24/7 repair facility. Mission Consistently
Material Product Data Sheet Tungsten Carbide Nickel Chromium Self-Fluxing Powders
 Material Product Data Sheet Tungsten Carbide Nickel Chromium Self-Fluxing Powders Thermal Spray Powder Products: Metco 31C-NS, Metco 32C, Metco 34F, Metco 34FP, Metco 36C, WOKA 7701, WOKA 7702, WOKA 7703,
Material Product Data Sheet Tungsten Carbide Nickel Chromium Self-Fluxing Powders Thermal Spray Powder Products: Metco 31C-NS, Metco 32C, Metco 34F, Metco 34FP, Metco 36C, WOKA 7701, WOKA 7702, WOKA 7703,
METHODS OF COATING FABRICATION
 METHODS OF COATING FABRICATION Zbigniew Grzesik http://home.agh.edu.pl/~grzesik Department of Physical Chemistry and Modelling DEFINITION The coating is the thin outer layer of the object, which physiochemical
METHODS OF COATING FABRICATION Zbigniew Grzesik http://home.agh.edu.pl/~grzesik Department of Physical Chemistry and Modelling DEFINITION The coating is the thin outer layer of the object, which physiochemical
Surface Modification of AISI 1020 Steel with TiC Coating by TIG Cladding Process
 Surface Modification of AISI 1020 Steel with TiC Coating by TIG Cladding Process Supriya Shashikant Patil 1 Dr. Sachin K Patil 2 1 PG Student, Production Engineering Department, ajarambapu Institute of
Surface Modification of AISI 1020 Steel with TiC Coating by TIG Cladding Process Supriya Shashikant Patil 1 Dr. Sachin K Patil 2 1 PG Student, Production Engineering Department, ajarambapu Institute of
Advanced technology for cladding
 Advanced technology for cladding Oil and Gas www.commersald.com Via Labriola,42 41123 Modena - Italy Tel.+ 39 059 822374 Fax+ 39 059 333099 english version The requirements are growing New requirements
Advanced technology for cladding Oil and Gas www.commersald.com Via Labriola,42 41123 Modena - Italy Tel.+ 39 059 822374 Fax+ 39 059 333099 english version The requirements are growing New requirements
HAZ CHARACTERIZATION OF GTD-111 NICKEL BASED SUPERALLOY WELDING
 Engineering Postgraduate Conference (EPC) 2008 HAZ CHARACTERIZATION OF GTD-111 NICKEL BASED SUPERALLOY WELDING A.R.Said, J.Syarif, and Z.Sajuri Department of Mechanical and Materials Engineering Universiti
Engineering Postgraduate Conference (EPC) 2008 HAZ CHARACTERIZATION OF GTD-111 NICKEL BASED SUPERALLOY WELDING A.R.Said, J.Syarif, and Z.Sajuri Department of Mechanical and Materials Engineering Universiti
Metallurgical Aspects of IGT Component Repair
 After this training the participants should be able to: Recognize degeneration of IGT gas turbine components. Select the proper repair and coating technology to reverse this effect. Create an action plan
After this training the participants should be able to: Recognize degeneration of IGT gas turbine components. Select the proper repair and coating technology to reverse this effect. Create an action plan
Fundamentals of Joining
 Fundamentals of Joining Chapter 30 30.1 Introduction to Consolidation Processes Consolidation Processes consist of Welding Brazing Soldering Fasteners Adhesives Shrink Fits Slots and Tabs Each Process
Fundamentals of Joining Chapter 30 30.1 Introduction to Consolidation Processes Consolidation Processes consist of Welding Brazing Soldering Fasteners Adhesives Shrink Fits Slots and Tabs Each Process
DEGRADATION OF ALUMINIDE COATED DIRECTIONALLY SOLIDIFIED SUPERALLOY TURBINE BLADES IN AN AERO GAS TURBINE ENGINE
 DEGRADATION OF ALUMINIDE COATED DIRECTIONALLY SOLIDIFIED SUPERALLOY TURBINE BLADES IN AN AERO GAS TURBINE ENGINE P.C. Patnaik, J.E. Elder and R. Thamburaj Hawker Siddeley Canada Inc. Orenda Division Box
DEGRADATION OF ALUMINIDE COATED DIRECTIONALLY SOLIDIFIED SUPERALLOY TURBINE BLADES IN AN AERO GAS TURBINE ENGINE P.C. Patnaik, J.E. Elder and R. Thamburaj Hawker Siddeley Canada Inc. Orenda Division Box
ADVANCES in NATURAL and APPLIED SCIENCES
 ADVANCES in NATURAL and APPLIED SCIENCES ISSN: 1995-0772 Published BYAENSI Publication EISSN: 1998-1090 http://www.aensiweb.com/anas 2017 April 11(4): pages 551-556 Open Access Journal Study And Analysis
ADVANCES in NATURAL and APPLIED SCIENCES ISSN: 1995-0772 Published BYAENSI Publication EISSN: 1998-1090 http://www.aensiweb.com/anas 2017 April 11(4): pages 551-556 Open Access Journal Study And Analysis
Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 11 Tungsten Inert Gas Welding Part 1 Welcome
Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 11 Tungsten Inert Gas Welding Part 1 Welcome
ATZ Entwicklungszentrum Expose
 Our Objective Our Focus Our Scale Our Approach Processes & Materials for Energy Technology Energy from Biomass Wear an Corrosion Protection in Energy Technology Process Development up to Pilot Scale Plants
Our Objective Our Focus Our Scale Our Approach Processes & Materials for Energy Technology Energy from Biomass Wear an Corrosion Protection in Energy Technology Process Development up to Pilot Scale Plants
SUPER-NICKEL ALLOY CASTINGS
 SUPER-NICKEL ALLOY CASTINGS THE MOST SOPHISTICATED MATERIALS FOR HIGH TEMPERATURE APPLICATIONS GOODWIN STEEL CASTINGS LTD ESTABLISHED 1883 NICKEL ALLOY CASTINGS Goodwin has been a highly regarded producer
SUPER-NICKEL ALLOY CASTINGS THE MOST SOPHISTICATED MATERIALS FOR HIGH TEMPERATURE APPLICATIONS GOODWIN STEEL CASTINGS LTD ESTABLISHED 1883 NICKEL ALLOY CASTINGS Goodwin has been a highly regarded producer
POWER GENERATION SOLUTIONS. for Coal-Fired or Biomass Power Plants
 POWER GENERATION SOLUTIONS for Coal-Fired or Biomass Power Plants COAL-FIRED AND BIOMASS POWER GENERATION Kennametal Conforma Clad is a: Global solutions provider for wear, heat, and corrosion problems.
POWER GENERATION SOLUTIONS for Coal-Fired or Biomass Power Plants COAL-FIRED AND BIOMASS POWER GENERATION Kennametal Conforma Clad is a: Global solutions provider for wear, heat, and corrosion problems.
Cladding with High Power Diode Lasers
 White Paper Cladding with High Power Diode Lasers Cladding is a well established process used in a variety of industries for improving the surface and near surface properties (e.g. wear, corrosion or heat
White Paper Cladding with High Power Diode Lasers Cladding is a well established process used in a variety of industries for improving the surface and near surface properties (e.g. wear, corrosion or heat
PTA WELDING SYSTEMS.
 PTA WELDING SYSTEMS www.deloro.com 2 WORLD-CLASS PTA WELDING SYSTEMS BY DELORO HETTIGER WELDING Deloro Group is a leading global manufacturer and provider of innovative metallic wear and corrosion protection
PTA WELDING SYSTEMS www.deloro.com 2 WORLD-CLASS PTA WELDING SYSTEMS BY DELORO HETTIGER WELDING Deloro Group is a leading global manufacturer and provider of innovative metallic wear and corrosion protection
Structure of Metals 1
 1 Structure of Metals Metals Basic Structure (Review) Property High stiffness, better toughness, good electrical conductivity, good thermal conductivity Why metals have these nice properties - structures
1 Structure of Metals Metals Basic Structure (Review) Property High stiffness, better toughness, good electrical conductivity, good thermal conductivity Why metals have these nice properties - structures
Manufacturing Process Selection for Aerospace Gas turbine blades & vanes
 for Aerospace Gas turbine blades & vanes Temperature- Pressure Cross Section of a Gas Turbine (P-T Distribution) Vane / Blade Materials : Super Alloys like CM 247, RENE 80 Disc / Casing Materials : Udimet
for Aerospace Gas turbine blades & vanes Temperature- Pressure Cross Section of a Gas Turbine (P-T Distribution) Vane / Blade Materials : Super Alloys like CM 247, RENE 80 Disc / Casing Materials : Udimet
Thermal Surfacing Powder choice with ease
 Thermal Surfacing Powder choice with ease Why Thermal Surfacing Thermal surfacing is a cost effective method to achieve high performance characteristics on exposed metallic surfaces. A metal object can
Thermal Surfacing Powder choice with ease Why Thermal Surfacing Thermal surfacing is a cost effective method to achieve high performance characteristics on exposed metallic surfaces. A metal object can
Laser Diodes System for Flexible Manufacturing Authors: John M. Haake, Crystal M. Cook and Mark S. Zediker
 Laser Diodes System for Flexible Manufacturing Authors: John M. Haake, Crystal M. Cook and Mark S. Zediker Introduction Industrial laser systems based on high power laser diodes are now available with
Laser Diodes System for Flexible Manufacturing Authors: John M. Haake, Crystal M. Cook and Mark S. Zediker Introduction Industrial laser systems based on high power laser diodes are now available with
Laser assisted Cold Spray
 2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
Material Product Data Sheet Cobalt Chromium (Nickel) Tungsten Carbon Alloy Powders
 Tungsten Carbon Alloy Powders") Material Product Data Sheet Cobalt Chromium (Nickel) Tungsten Carbon Alloy Powders Thermal Spray Powder Products: Amdry MM509, Amdry X40, Metco 45C-NS, Metco 45VF-NS, Diamalloy 4060NS 1 Introduction Oerlikon
Material Product Data Sheet Cobalt Chromium (Nickel) Tungsten Carbon Alloy Powders Thermal Spray Powder Products: Amdry MM509, Amdry X40, Metco 45C-NS, Metco 45VF-NS, Diamalloy 4060NS 1 Introduction Oerlikon
SPECIFICATION FOR TITANIUM AND TITANIUM ALLOY CASTINGS
 TECHNICAL LITERATURE: ASME SB-367 [ASTM B367] Company Website: www.metalspiping.com Your Reliable Supplier of Titanium & Nickel Alloys SB-367 SPECIFICATION FOR TITANIUM AND TITANIUM ALLOY CASTINGS SB-367
TECHNICAL LITERATURE: ASME SB-367 [ASTM B367] Company Website: www.metalspiping.com Your Reliable Supplier of Titanium & Nickel Alloys SB-367 SPECIFICATION FOR TITANIUM AND TITANIUM ALLOY CASTINGS SB-367
SIRIUS 253: A rare earth containing heat resistant steel. Thermal conductivity (W.m - 1.K - 1 ) Resistivity
 Resistivity") Indu SIRIUS 253 SIRIUS 253: A rare earth containing heat resistant SIRIUS 253 grade is a fully austenitic stainless containing 21 Cr, 1.7 Si, 0.17N and Rare Earth elements (cerium, lanthane,...) which
Indu SIRIUS 253 SIRIUS 253: A rare earth containing heat resistant SIRIUS 253 grade is a fully austenitic stainless containing 21 Cr, 1.7 Si, 0.17N and Rare Earth elements (cerium, lanthane,...) which
Module 4 Design for Assembly
 Module 4 Design for Assembly Lecture 2 Design for Welding-I Instructional Objective By the end of this lecture, the student will learn: (a) how a weld joint should be designed to improve the joint performance,
Module 4 Design for Assembly Lecture 2 Design for Welding-I Instructional Objective By the end of this lecture, the student will learn: (a) how a weld joint should be designed to improve the joint performance,
Lecture - 06 Principle of Fusion Welding Processes: Gas Welding
 Joining Technologies of Commercial Importance Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology Roorkee Lecture - 06 Principle of Fusion Welding Processes:
Joining Technologies of Commercial Importance Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology Roorkee Lecture - 06 Principle of Fusion Welding Processes:
501F Product Portfolio
 501F Product Portfolio The Strategic, Competitive and Proven Alternative Ansaldo Energia Group PSM 501F PRODUCTS Complete Compressor, Combustor, and Turbine flow path offering Sole Source for Aftermarket
501F Product Portfolio The Strategic, Competitive and Proven Alternative Ansaldo Energia Group PSM 501F PRODUCTS Complete Compressor, Combustor, and Turbine flow path offering Sole Source for Aftermarket
3 TIG welding. 3.1 A description of the method. 3.2 Equipment
 3 TIG welding 3.1 A description of the method TIG welding (also called Gas Tungsten Arc Welding, GTAW) involves striking an arc between a non-consumable tungsten electrode and the workpiece. The weld pool
3 TIG welding 3.1 A description of the method TIG welding (also called Gas Tungsten Arc Welding, GTAW) involves striking an arc between a non-consumable tungsten electrode and the workpiece. The weld pool
pdfmachine trial version
 EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
foundry & specialized heat treatment to engineer solutions that shape the future
 foundry & specialized heat treatment to engineer solutions that shape the future company overview Blue Light Industry, a subsidiary of UAE based engineering conglomerate Trinity Holdings, is a leading
foundry & specialized heat treatment to engineer solutions that shape the future company overview Blue Light Industry, a subsidiary of UAE based engineering conglomerate Trinity Holdings, is a leading
Overhaul Issues on Vertical Pumps
 Overhaul Issues on Vertical Pumps EPRI/NMAC Pump Users Group August 10, 2004 Kurt Schumann ProPump ProPump Services Services Vertical Pumps Come in All Sizes Repair Goals Repair Only Get what you got Solve
Overhaul Issues on Vertical Pumps EPRI/NMAC Pump Users Group August 10, 2004 Kurt Schumann ProPump ProPump Services Services Vertical Pumps Come in All Sizes Repair Goals Repair Only Get what you got Solve
SYMPOSIUM OF THE INDUSTRIAL APPLICATION OF GAS TURBINES COMMITTEE BANFF, ALBERTA, CANADA OCTOBER 2013
 20TH SYMPOSIUM OF THE INDUSTRIAL APPLICATION OF GAS TURBINES COMMITTEE BANFF, ALBERTA, CANADA OCTOBER 2013 13-IAGT-XXX (REFERENCE PROGRAM) AIRFOIL THICKNESS AS A LIFE LIMITING FACTOR OF GAS TURBINE BLADES
20TH SYMPOSIUM OF THE INDUSTRIAL APPLICATION OF GAS TURBINES COMMITTEE BANFF, ALBERTA, CANADA OCTOBER 2013 13-IAGT-XXX (REFERENCE PROGRAM) AIRFOIL THICKNESS AS A LIFE LIMITING FACTOR OF GAS TURBINE BLADES
Thermal Spray Coatings in Severe Service Elaine Motyka 3/2/2017
 Thermal Spray Coatings in Severe Service Elaine Motyka 3/2/2017 In this session Basics of Thermal Spray Coatings Defining Thermal Spray Common processes Coating microstructures Properties affected by process
Thermal Spray Coatings in Severe Service Elaine Motyka 3/2/2017 In this session Basics of Thermal Spray Coatings Defining Thermal Spray Common processes Coating microstructures Properties affected by process
COMPARISON OF WELDING/BONDING METHODS
 TYPE OF WELDING/BONDING Adhesive Bonding Diffusion Welding Electron Beam Welding Explosive Welding SUMMARY ADVANTAGES DISADVANTAGES Bond is established through use of an intermediate adhesive layer applied
TYPE OF WELDING/BONDING Adhesive Bonding Diffusion Welding Electron Beam Welding Explosive Welding SUMMARY ADVANTAGES DISADVANTAGES Bond is established through use of an intermediate adhesive layer applied