Fundamentals of Machining / Orthogonal Machining
|
|
|
- Juliet Johnston
- 5 years ago
- Views:
Transcription
1 Fundamentals of Machining / Orthogonal Machining
2 Material Removal Process Types of machining processes Basic Chip Formation Mechanics of Machining
3 Metal Cutting Machining Processes Machining: Removal of unwanted material in the form of chips in order to create a geometric shape Market: $60b, Tolerance: or 2.5um What makes the process unique and difficult? The complexity induced by: difference between material properties process is unconstrained and asymmetrical Large stress and strain Non-robust process (sensitive to tool geometry, material, temp., cutting fluids, process dynamics, chatter, vibration, etc.)
4 Fundamentals
5 Seven basic chip formation processes Seven type of processes: 1. Shaping and planing 2. Turning 3. Milling 4. Drilling 5. Sawing 6. Broaching 7. Grinding (abrasive machining)
6 Basic machining processes in detail
7 Definitions: Speed, feed, and depth of cut (DOC)
8 Basic Chip formation process: Chips in metal cutting: Due to shear of material under compression generated by the cutting motion Basic Parameters: Speed or cutting speed, (V), primary cutting motion, f/min, in/min, m/min Feed (f r ), material removed / revolution, in/rev, m/rev, m/min Chip thickness (depth of cut, DOC), d, Tool plunged distance, m, in

9 Basic Machine Tools Lathe (Turning) Recommended Machining Parameters Cutting speed rpm
10 Material: Carbon Steel Example Assume the Max. Allowed Cutting Speed, V : 305 m/min Feed rate, F r : 0.13 mm/rev Depth of cut, d : 4.57 mm What is the maximum rotational speed (N, in RPM) allowed for turning 100mm dia rod.? v N D1 N, m/ min, D1in m v / D 305/( 1, rpm *100x10-3 ) rpm
11 Example: A table for selection of speed and feed for turning
12 Turning (Rotational) D RPM v, f / min, 12 D1 D2 DOC, in 2 1 D in inches v D RPM 1, m/ min, D1in m Speed, stated in surface feet per minute, (sfpm) is the peripheral speed at the cutting edge. To convert rpm into sfpm, use the following: V=(*D1*N s )/12 (converting D to ft.). This applies to milling, drilling turning and all rotary operations. Feed per revolution in turning ( and drilling ) is a geared feed driven from the main spindle. f r : m/rev, f t : m/tooth, f m : m/min
, material removed / tooth or material removed / revolution f m = f t n N,")
13 v v D RPM 12, f / min, 1 D in inches D1 RPM, m/ min, D1in m Slab Milling DOC, d, Tool plunged distance Feed (f r ), material removed / tooth or material removed / revolution f m = f t n N, m/min
14 Planing (Linear) d D ini D fin Speed : relative motion between tool and work, stated in surface feet per minute (fpm). Reciprocating motions may be crank-powered, hydraulically, or direct-reversible, electrically driven. There will always be accelerations for a portion of the stroke. Cutting speed is assumed to be the average speed. Feed with single-point tool is the amount the tool or work table is indexed.
15 Shop Eqns. MRR volume _ of CT _ cut CutArea feed * feed / min For Turning MRR D d Vf r d, 3 m N / min Material: Carbon Steel f r (m m m rev rev min ) Example CT L cut m rev allowance f RPM r m rev min min Assume the Max. Allowed Cutting Speed, V : 305 m/min Feed rate, F r : 0.13 mm/rev Depth of cut, d : 4.57 mm What is the max. MRR? MRR 305* * cm / 3 m min / min
16 Milling (slab milling or end milling) The tool rotates at rpm Ns. The work-piece translates past the cutter at feed rate f m, the table feed. The length of cut, L, is the length of workpiece plus allowance, La, Basics of the milling process (slab milling) as usually performed in a horizontal milling machine. 2 2 D D L A d d( D d)... inches 4 2 v D1 N, m/ min, D1in m CT=(L+L A )/f m MRR = Wdf m, m 3 /min where W = width of the cut, d=depth of cut. f m = f t n Ns, m/min
17 Face Milling f m f t n RPM v D1 N, m/ min, D1in m MRR = Wdf m, m 3 /min
18 Drilling v DN, m / min, Din m MRR ( D 2 / 4) f r N, m 3 / min
19 Shaping
20 How to make a square hole?

21 Cutting Speed, Feed rate, DOC are fixed Broaching
22 OBLIQUE SYSTEM
23 Energy & Power in Machining Fc: Primary cutting force (largest and accounts for 99% of the required power) Ff: Feed force (approximately 50 % of Fc but small since feed rates are smaller than cutting speeds) Fr: Radial or thrust force (approximately 50 % of Ff, and contributes very little )
24 Power requirement CF: Tool wear Correction factor, 1.25 E: Mechanical Efficiency, 0.80
25 Power requirement 2
26 Motor Design Decide the cutting parameters (f m, N, doc) Calculate MRR (MRR max ) Choose the HPs of the material selected Estimate HPm
27 Shop Equations
28 Orthogonal Machining (Two-Force Model) Cutting tool geometry is simplified from the 3-D (oblique) geometry to a 2-D (orthogonal) geometry
29 Chip Formation: Simplified Orthogonal Machining in-plane model of the cutting process Assumptions Work-piece: flat plate Cutting tool: geometry given by the back rake angle () only Shear: in one single plane which is doing degrees with the direction of speed.

30 Chip is formed by shearing. High shear stress over a narrow region. Large strain and high strain rate plastic deformation due to radial compression. Compression zone travels ahead of the tool. Elastic to plastic deformation when yield stress is exceeded.
31 Mechanics of machining: Velocity diagram Chip thickness ratio, Shear angle, r c t t c r tan 1 AB AB sin cos cos r sin Where, AB is the length of the shear plane. c c sin sin(90 ( )) During the cutting, the chip undergoes a shear strain 2cos 1 sin = Vc/V

32 Chip Compression ratio = 1/rc Quick stop device : Sudden disengagement of the tool Types of chips: discontinuous, continuous with built-up edge
33 Mechanics of machining: R resultant force: F c cutting force F t normal (tangential) force: F s shear force (N) Friction angle : F n -normal force tan 1 F N
34 Circular Force Diagram w t F F A F t c s s s 2 sin cos sin sin w t A s cos sin sin cos sin cos cos sin t n t c s t c t c F F F F F F F F N F F F N F F F R t c
35 Typical shear stress values
36 Necessary power of the machine Calculation of the specific power The primary cutting force Specific Power Power The motor Power = Spec. Power*MRR*CF/h F c v / Power MRR 60, Spec. Power MRR 60 F c v Watts function( V, Fc ) function( V, f, d ) r
37 Heat and temperature in metal cutting Sources: Shear process Tool-chip interface (friction) Tool and work piece interface (friction). Sinks:
38 Heat and Temperature in Metal Cutting
39 Chatter: Unwanted vibration of the tool. Can be reduced by cutting parameters and Active vibration Control.
40 Cutting Tools for Machining
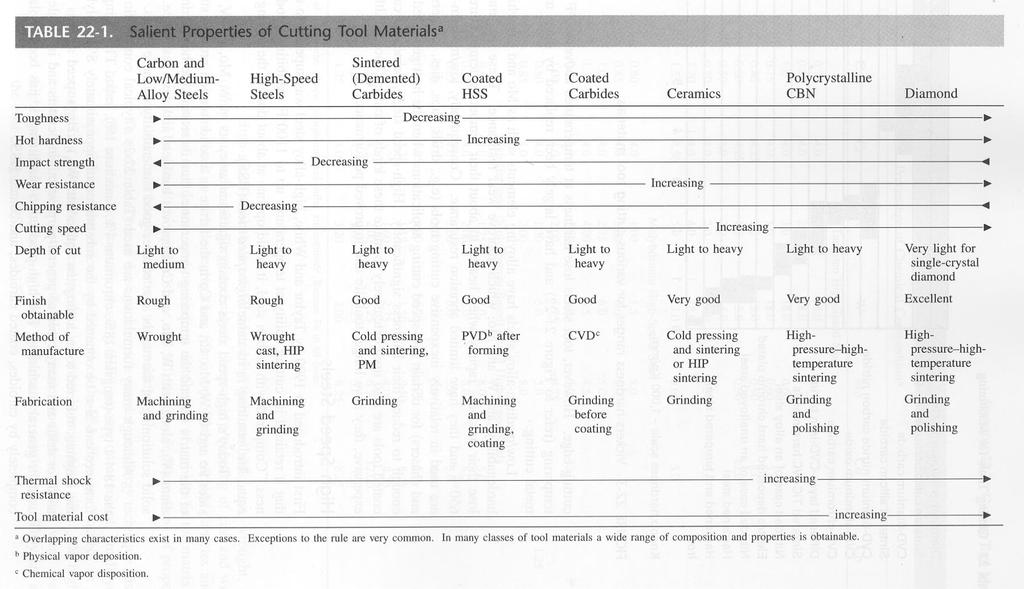
41 Introduction Workpiece material Selection of the proper cutting tool (material&geometry) High carbon steels Low/medium alloy steels Properties High-speed steels Performance Cost Cast cobalt alloys Cemented/cast/coated carbides Coated high speed steels Ceramics Sintered polycrystalline cubic boron nitride (CBN) Sintered polycrystalline diamond Single-crystal natural diamond
42 Selection of a cutting tool:
43 Proper Tool: geometry and material Cutting tools for machining Selection: Work material Part characteristics (geometry, accuracy, finish, etc.) Machine tools characteristics ( work holders) Fixture support systems (Operator, sensors, lubrication, etc.)
44 Tool is subjected to 1000C, severe friction, high local stresses. Cutting Tool Requirements : High hardness Resistance to abrasion,wear, chipping High toughness(impact strength) High hot hardness Strength to resist bulk deformation Chemical stability with temperature Good thermal properties High elastic modulus (stiffness) Consistent tool life Correct geometry and surface finish
45 Hardness of materials for cutting tools:
46 The cutting tool should be 1. Hard to resist wear 2. Tough to resist cracking and chipping High Hot Hardness Life of the tools: depends on the regime the tool is subjected to
47
48 TiN & TiC Tool Coating Processes CVD : carbide inserts and steel C Tooling with loose tolerances Punches, trim dies Solid carbide tooling PVD : TiN coatings on HSS and carbide-tipped cutting tools C HSS, solid carbide and carbide-tipped tools Fine punches, dies (fine tolerances) Composition independent process; virtually all tooling materials
49 Cutting Tool Materials Tool steels: Carbon steels ( %) and low/medium alloy steels loose their hardness above 400 F through tempering Low/medium alloy steels also lose their hardness above F, limited abrasion resistance relatively inexpensive cutting tools (drills, taps, reamers, broaches) low-temperature machining High-speed steels (HSS): High-alloy steels up to 1100 F : good red hardness Cutting speeds are higher by three or two-fold than those of tool steels HSS Contain: Fe & C + W, Mo, Co, V, Cr (strength, beyond the tempering temperature [hot hardness], hardness, and wear resistance) Toughness superior rupture strength Easy to fabricate Suitable for forming complex tool geometry (gear cutters, taps, drills, reamers)
50 Cutting Tool Materials 2 TiN-coated HSS: Gear-shaper cutters, drills, reamers, taps, broaches, insert tooling, bandsaw, circular saw, end mills and other milling cutters Improved tool wear Higher hardness, higher abrasion resistance, longer tool life Relative inertness (increased adhesion-related tool life) Low coefficient of friction (increased shear angle reduced cutting forces, spindle power, and heat generation)
51 Cutting Tool Materials 3 Cast Cobalt alloys: stellite tools Cobalt-rich, Cr, W and WC and CrC cast alloys Intermediate range between HSS & cemented carbides Higher hot hardness than HSS higher cutting speeds (25% higher) than those of HSS Cannot be softened or heat treated (hard as cast) Usually cast to shape and finished to size by grinding Come in simple shapes only (single-point tools, saw blades - due to high hardness as cast condition) Currently being phased out mostly because cost
52 Cutting Tool Materials 4 Carbide or Sintered Carbides: Inserts Straight tungsten grades (for machining cast irons, austenitic stainless steel, nonferrous and nonmetallic materials) Grades with high amount of Ti, Ta (for machining ferritic workpieces) Carbides are nonferrous alloys also called sintered or cemented carbides powder metallurgy techniques (Cobalt being the binder) Come as either straight WC or multicarbides of W-Ti or W-Ti-Ta depending of the workpiece material Much harder, chemically more stable, better hot hardness, higher stiffness, lower friction, higher cutting speeds than HSS More brittle & more expensive (due to use of strategic metals W, Ta, Co)
53 Cutting Tool Materials 5 Carbide or Sintered Carbides: Inserts Cont d They come in insert form: squares, triangles, diamonds & rounds Can be either brazed or mechanically clamped (more popular) onto the tool shank Can be purchased in the as pressed state or they can be ground to finish tolerances A chip groove with a positive rake angle (reduce cutting forces) Carbide inserts are recycled after use to reclaim the Ta, WC, and Co (strategic materials)
54 Type tool materials: Nutshell Plain Carbon Steel (0.9% to 1.3% C), hardened and tempered, 400F Low-Medium Alloy Steel, (Mo, Cr:Hardness, W,Mo:Wear resistance,), hardened and tempered, e.g. drills, taps, etc. High speed steels (HSS) Co, W, Mo, Cr (Increased hardness,wear resistance), Rc65-70, Greater toughness, easily complicated geometries can be fabricated TiN Coated HSS: TiN PVD Coated, Rc 80-85, Cast cobalt alloys (stellite tools) Co, Cr, W, C Cast ally + V,B, Ni, Ta, Simple shapes Between HSS and Carbide tool 25% higher cutting speeds than HSS

55 Carbides or sintered carbides WC, TiC, TaC, v>300m/min Used as inserts

56 Ceramics Al 2 O 3 Sintering- brittle Carbide coated tools WC +TiC+ Al2O 3 + TiN (Abrasion resistant, hard, chemically inactive)
57
 Hight Hot Hardness, Oxidation resistance,")

58 Cermets: ceramics in metal binders(tic, Ni, Co, TiN) Hight Hot Hardness, Oxidation resistance, good finish, cold pressed Diamonds for precision machining (High Hardness, Low Friction, very good finish)
59 Comparison of Tool Materials
60 Tool Geometry
61 +ve Rake angle -ve Rake angle Cutting force Smaller deflections Useful for hard materials -ve for carbide and diamond tools Hardness: Higher the hardness smaller the rake angle Crabide tools: -6 to +6deg HSS: +ve rake angle Cutting force: Smaller Rake angle Higher compression force, tool force, friction, Hot and thick chips, highly deformed chips. Higher Rake angle Lower compression force, tool force, friction, cooler and less deformed chips.
62 But, Higher Rake angles Lesser tool strength, Reduced heat transfer. As wedge angle determines the Tool Strength Tool Selection: Trade off between force, strength, cooling Power consumption 1% decrease for 1deg rake angle rake angle power Wedge angle Relief angle Nose radius: increases the tool strength. Improves surface quality 5-10deg, normal smaller angles for harder materials. Determines the cutting force, chipping, surface finish, wear. radius wear, life and surface finish,
63 Failure mechanism: Tool failure and tool life Slow-death mechanism gradual tool wear on flanks and rake Sudden death mechanism rapid, unpredictableplastic deformation, brittle fracture, fatigue fracture
64 Taylor Tool Life Model T const. f x v y or VT n C n, depends on material C, depends on all input parameters including feed n HSS Carbide TiC insets 0.3 Polydiamonds 0.33 Ceramic coated 0.4
65 Sources of variability for Tool Life: Changes in Material (hardness) Geometry of the tool Vibrations Surface Characteristics Large s Life is not predictable
66 Economics of Machining 50% V 90% Tool life 50% f 60% Tool life 50% d 15% Tool life
67 Reconditioning of the cutting tools. Whenever possible, re-sharp Recoating: Cost ~ 1/5 the cost of the tool Performances of the tool may be reduced Machinability: ease to perform machining task Relative evaluations with respect to a standard material cut at a specific speed at the same tool life
68 Reconditioning Cutting Tools Resharpen to original tool geometry (CNC grinding machines for tool sharpening) Grind cutting edges and surfaces to a fine finish (recoat ground surfaces) Remove all burrs Avoid overheating, burning or melting the tool
69 Cutting Fluids Cooling increases the cutting speed by two or three-fold Cutting fluids Cutting fluids: coolant lubricant reducing friction (tool-chip interface & workpiece-tool flank helps remove the chip from cutting region friction reduction in other regions other than cutting edgeworkpiece friction (drilling, sawing, reaming, etc.) temperature reduction hot hardness issue increased tool life or increased cutting speed for equal tool life better dimensional control of the machined workpiece Water good coolant(thermal capacity and conductivity), also oxidant, not a good lubricant Oil less effective coolant, not an oxidant, some lubrication Coolants are recycled through restoration
")
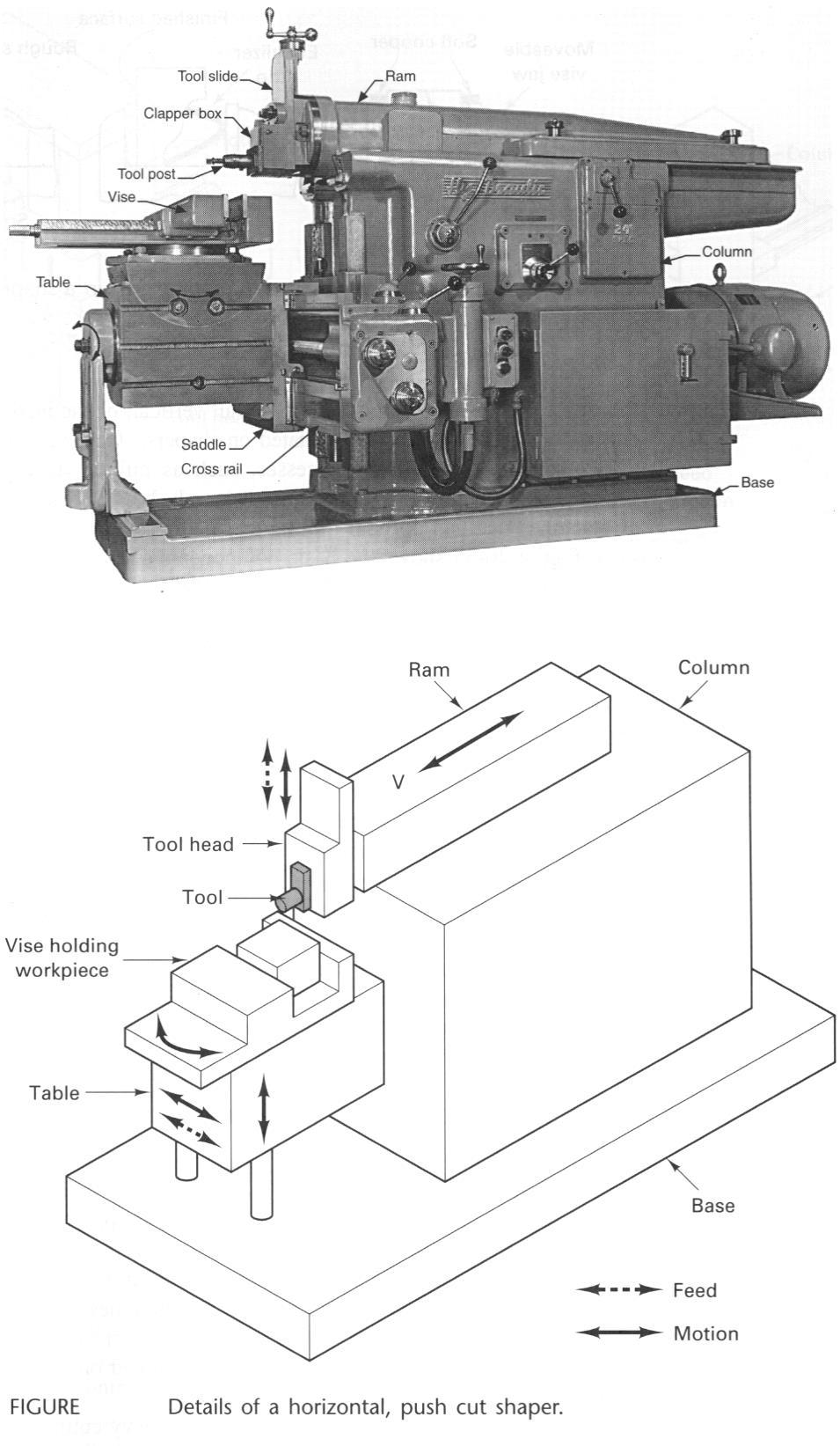
70 Shaping and Planning: single point machining Shapers Horizontal: Vertical: Special Push- cut pull-cut or draw-cut shaper Regular (slotters) Keyseaters
71 Stroke ratio: R s = cutting stroke angle/360 o V = 2 L N s / R s MRR = (L*W*t)/CT CT = W/f c *N s
72
73 Work-holding devices Planers: Tool is fixed, work is reciprocating
CUTTING TOOL TECHNOLOGY
 CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
Cutting Tool Materials and Cutting Fluids. Dr. Mohammad Abuhaiba
 Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
Manufacturing Processes 1 (MDP 114)
") Manufacturing Processes 1 (MDP 114) First Year, Mechanical Engineering Dept., Faculty of Engineering, Fayoum University Dr. Ahmed Salah Abou Taleb 1 Cutting-Tool Materials and Cutting Fluids 2 Fracture
Manufacturing Processes 1 (MDP 114) First Year, Mechanical Engineering Dept., Faculty of Engineering, Fayoum University Dr. Ahmed Salah Abou Taleb 1 Cutting-Tool Materials and Cutting Fluids 2 Fracture
1 Cutting Tool Materials of common use
 1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development of cutting tool materials.
1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development of cutting tool materials.
CHAPTER 21. Cutting-Tool Materials and Cutting Fluids. Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 21-1
 CHAPTER 21 Cutting-Tool Materials and Cutting Fluids Manufacturing Engineering and Technology 2001 Prentice-Hall Page 21-1 Cutting Tool Material Hardnesses Figure 21.1 The hardness of various cutting-tool
CHAPTER 21 Cutting-Tool Materials and Cutting Fluids Manufacturing Engineering and Technology 2001 Prentice-Hall Page 21-1 Cutting Tool Material Hardnesses Figure 21.1 The hardness of various cutting-tool
MANUFACTURING PROCESSES. Tool Material & Cutting Fluid
 MANUFACTURING PROCESSES Tool Material & Cutting Fluid 1 CUTTING TOOL MATERIAL Success in metal cutting depends on the selection of the proper cutting tool (material and geometry) for a given work material.
MANUFACTURING PROCESSES Tool Material & Cutting Fluid 1 CUTTING TOOL MATERIAL Success in metal cutting depends on the selection of the proper cutting tool (material and geometry) for a given work material.
Chapter 8. Material-Removal
 4 4 6. 3 0 5 A M A N U F A C T U R I N G P R O C E S S E S Chapter 8. Material-Removal Processes: Cutting Sung-Hoon Ahn School of Mechanical and Aerospace Engineering Seoul National University Machining
4 4 6. 3 0 5 A M A N U F A C T U R I N G P R O C E S S E S Chapter 8. Material-Removal Processes: Cutting Sung-Hoon Ahn School of Mechanical and Aerospace Engineering Seoul National University Machining
PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore DEPARTMENT OF MECHANICAL ENGINEERING
, Bangalore DEPARTMENT OF MECHANICAL ENGINEERING") PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore 560 100 DEPARTMENT OF MECHANICAL ENGINEERING SOLUTION 3 rd INTERNAL TEST Subject : Machine Tools
PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore 560 100 DEPARTMENT OF MECHANICAL ENGINEERING SOLUTION 3 rd INTERNAL TEST Subject : Machine Tools
INTRODUCTION. Think HSS
 INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
GRINDING AND OTHER ABRASIVE PROCESSES
 GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
TA202A: Introduction to. N. Sinha Department of Mechanical Engineering IIT Kanpur
 TA202A: Introduction to Manufacturing Processes N. Sinha Department of Mechanical Engineering IIT Kanpur Email: nsinha@iitk.ac.in Processing Operations Alters a material s shape, physical properties,
TA202A: Introduction to Manufacturing Processes N. Sinha Department of Mechanical Engineering IIT Kanpur Email: nsinha@iitk.ac.in Processing Operations Alters a material s shape, physical properties,
Cutting Tools for Machining
 Cutting Tools for Machining Chapter 21 21.1 Introduction Improvements in Cutting Tools FIGURE 21-1 Improvements in cutting tool materials have led to significant increases in cutting speeds (and productivity)
Cutting Tools for Machining Chapter 21 21.1 Introduction Improvements in Cutting Tools FIGURE 21-1 Improvements in cutting tool materials have led to significant increases in cutting speeds (and productivity)
Superabrasive CUTTING TOOLS & WEAR PARTS
 Superabrasive CUTTING TOOLS & WEAR PARTS CUTTING TOOLS Polycrystalline Diamond (PCD) PCD Cutting Tools PCD tools are as abrasion resistant as natural diamond tools and are much tougher. The diamond layer
Superabrasive CUTTING TOOLS & WEAR PARTS CUTTING TOOLS Polycrystalline Diamond (PCD) PCD Cutting Tools PCD tools are as abrasion resistant as natural diamond tools and are much tougher. The diamond layer
Uddeholm Vanadis 30 SuperClean. Uddeholm Vanadis 30 SuperClean
 Uddeholm Vanadis 30 SuperClean 1 UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based
Uddeholm Vanadis 30 SuperClean 1 UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based
Solid Carbide Taps.
 Solid Carbide Taps www.vergnano.com VERGNANO CARBIDE TAPS The use of carbide tools has increased significantly in the last few years. Nowadays turning, drilling and milling operations are done, for the
Solid Carbide Taps www.vergnano.com VERGNANO CARBIDE TAPS The use of carbide tools has increased significantly in the last few years. Nowadays turning, drilling and milling operations are done, for the
Polycrystalline cubic boron nitride blanks and cut shapes for milling and turning tools. TOOLMAKER SOLUTIONS BZN Compacts Tool Blanks and Inserts
 Polycrystalline cubic boron nitride blanks and cut shapes for milling and turning tools TOOLMAKER SOLUTIONS BZN Compacts Tool Blanks and Inserts BZN COMPACTS TOOL BLANKS AND INSERTS Hyperion manufactures
Polycrystalline cubic boron nitride blanks and cut shapes for milling and turning tools TOOLMAKER SOLUTIONS BZN Compacts Tool Blanks and Inserts BZN COMPACTS TOOL BLANKS AND INSERTS Hyperion manufactures
Investigation into Wear Characteristics of Tungsten Carbide under Different Lubricating Conditions R.J.Hire 1 Prof.S.V.Lomte 2
 IJSRD - International Journal for Scientific Research & Development Vol. 3, Issue 04, 2015 ISSN (online): 2321-0613 Investigation into Wear Characteristics of Tungsten Carbide under Different Lubricating
IJSRD - International Journal for Scientific Research & Development Vol. 3, Issue 04, 2015 ISSN (online): 2321-0613 Investigation into Wear Characteristics of Tungsten Carbide under Different Lubricating
UNIT 2: With the progress of the industrial world it has been needed to continuously develop and improve the cutting tool materials and geometry;
 UNIT 2: Cutting tool materials: Desired properties, types of cutting tool materials HSS, Carbides, Coated Carbides, Ceramics, Cutting fluids Desired properties, types and selection. Heat generation in
UNIT 2: Cutting tool materials: Desired properties, types of cutting tool materials HSS, Carbides, Coated Carbides, Ceramics, Cutting fluids Desired properties, types and selection. Heat generation in
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
2
 1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
ALUMEC. High strength aluminium
 High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Module 3 Machinability. Version 2 ME IIT, Kharagpur
 Module 3 Machinability Lesson 14 Failure of cutting tools and tool life Instructional objectives At the end of this lesson, the students will be able to (i) (ii) (iii) (iv) (v) State how the cutting tools
Module 3 Machinability Lesson 14 Failure of cutting tools and tool life Instructional objectives At the end of this lesson, the students will be able to (i) (ii) (iii) (iv) (v) State how the cutting tools
 7 Alloy Steels CLASSIFICATION OF STEELS low carbon
7 Alloy Steels CLASSIFICATION OF STEELS low carbon MFH Micro. Micro Dia. Cutter for High Feed Machining. Low Resistance and Durable Against Chatter for Highly Efficient Machining
 Micro Diameter High Feed Mills Micro Dia. Cutter for High Feed Machining Low Resistance and Durable Against Chatter for Highly Efficient Machining Shortens Rough Machining Times Replaces Solid End Mills
Micro Diameter High Feed Mills Micro Dia. Cutter for High Feed Machining Low Resistance and Durable Against Chatter for Highly Efficient Machining Shortens Rough Machining Times Replaces Solid End Mills
TUBE AND SHEET DRILLS
 TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
STEELS & COATINGS FOR CUTTING TOOL APPLICATIONS
 STEELS & COATINGS FOR CUTTING TOOL APPLICATIONS Requirements for cutting tools There are several characteristics that are essential to the good performance of a cutting tool. Powder Metal High Speed Steels
STEELS & COATINGS FOR CUTTING TOOL APPLICATIONS Requirements for cutting tools There are several characteristics that are essential to the good performance of a cutting tool. Powder Metal High Speed Steels
VANADIS 6 SuperClean
 T O O L S T E E L F A C T S SuperClean High performance powder metallurgical cold work tool steel Great Tooling Starts Here! Cover photo: Powder pressing punch of. Excellent results have been obtained
T O O L S T E E L F A C T S SuperClean High performance powder metallurgical cold work tool steel Great Tooling Starts Here! Cover photo: Powder pressing punch of. Excellent results have been obtained
Questions concerning the contents of the lecture Manufacturing Technology
 Questions concerning the contents of the lecture Manufacturing Manufaturing I 1. Introduction to Manufacturing No related questions 2. Measuring and Testing in Production 1. Explain systematic errors and
Questions concerning the contents of the lecture Manufacturing Manufaturing I 1. Introduction to Manufacturing No related questions 2. Measuring and Testing in Production 1. Explain systematic errors and
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS
 SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous
SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous
High Performance Catalog
 High Performance Catalog www.sgstool.com As a technological leader, SGS Tool Company is committed to provide you with leading-edge, high-performance products. We address the complexities of High-Speed
High Performance Catalog www.sgstool.com As a technological leader, SGS Tool Company is committed to provide you with leading-edge, high-performance products. We address the complexities of High-Speed
Cutting Data and Grinding. Dr Mirza Jahanzaib
 Cutting Data and Grinding Dr Mirza Jahanzaib Cutting Data TABLE 8.1 Data on orthogonal cutting of 4130 steel. TABLE 8.2 Data on orthogonal cutting of 9445 steel. Thrust force as a function of rake angle
Cutting Data and Grinding Dr Mirza Jahanzaib Cutting Data TABLE 8.1 Data on orthogonal cutting of 4130 steel. TABLE 8.2 Data on orthogonal cutting of 9445 steel. Thrust force as a function of rake angle
The best of both worlds
 The best of both worlds CoroMill 210 the ultimate roughing cutter for modern machining techniques Use CoroMill 210 for plunge milling to mill away large volumes of metal or for high feed milling of flat
The best of both worlds CoroMill 210 the ultimate roughing cutter for modern machining techniques Use CoroMill 210 for plunge milling to mill away large volumes of metal or for high feed milling of flat
Development of SUMIBORON BN7500 for Ferrous Powder Metal Finishing
 INDUSTRIAL MATERIALS Development of SUMIBORON for Ferrous Powder Metal Finishing Yusuke MATSUDA*, Katsumi OKAMURA and Satoru KUKINO SUMIBORON tools are widely used in the cutting of hard-to-cut ferrous
INDUSTRIAL MATERIALS Development of SUMIBORON for Ferrous Powder Metal Finishing Yusuke MATSUDA*, Katsumi OKAMURA and Satoru KUKINO SUMIBORON tools are widely used in the cutting of hard-to-cut ferrous
Countersink Section 2018 Master Catalog
 Countersink Section 2018 Master Catalog For more than 95 years, M.A. Ford has been at the cutting edge of tooling design and manufacturing and has developed an enviable global reputation for performance
Countersink Section 2018 Master Catalog For more than 95 years, M.A. Ford has been at the cutting edge of tooling design and manufacturing and has developed an enviable global reputation for performance
Tool Wear Investigation in CNC Turning Operation
 , July 4-6, 2018, London, U.K. Tool Wear Investigation in CNC Turning Operation Yousuf Al Kindi, Murali R V, Salim R K Abstract The aim of this attempt is to experimentally investigate the cutting tool
, July 4-6, 2018, London, U.K. Tool Wear Investigation in CNC Turning Operation Yousuf Al Kindi, Murali R V, Salim R K Abstract The aim of this attempt is to experimentally investigate the cutting tool
Development of New Grade SUMIBORON BN7000 for Cast Iron and Ferrous Powder Metal Machining
 SPECIAL ISSUE Development of New SUMIBORON for Cast Iron and Ferrous Powder Metal Machining Yusuke Matsuda*, Katsumi OKaMura, shinya uesaka and tomohiro FuKaYa SUMIBORON P (polycrystalline cubic boron
SPECIAL ISSUE Development of New SUMIBORON for Cast Iron and Ferrous Powder Metal Machining Yusuke Matsuda*, Katsumi OKaMura, shinya uesaka and tomohiro FuKaYa SUMIBORON P (polycrystalline cubic boron
/ 2019 full product line
 www.tungaloyamerica.com 2018 / 2019 full product line Coated CVD Coated PVD Ceramic Cermet CBN (T-CBN) PCD (T-DIA) Uncoated Cemented Carbide TurnLine Insert External Toolholder Internal Toolholder Miniature
www.tungaloyamerica.com 2018 / 2019 full product line Coated CVD Coated PVD Ceramic Cermet CBN (T-CBN) PCD (T-DIA) Uncoated Cemented Carbide TurnLine Insert External Toolholder Internal Toolholder Miniature
Journal of Mechanical Science and Technology Journal of Mechanical Science and Technology 22 (2008) 1383~1390
 1383~1390") Journal of Mechanical Science and Technology Journal of Mechanical Science and Technology 22 (2008) 1383~1390 www.springerlink.com/content/1738-494x Environmentally conscious hard turning of cemented carbide
Journal of Mechanical Science and Technology Journal of Mechanical Science and Technology 22 (2008) 1383~1390 www.springerlink.com/content/1738-494x Environmentally conscious hard turning of cemented carbide
APM 2730 HOT ISOSTATIC PRESSED (HIP) PRODUCTS
 PRODUCTS") APM 2730 HOT ISOSTATIC PRESSED (HIP) PRODUCTS DATASHEET APM 2730 is a high alloyed powder metallurgical high speed steel corresponding to ASTM M3:2 +Co with a combination of very good abrasive wear resistance,
APM 2730 HOT ISOSTATIC PRESSED (HIP) PRODUCTS DATASHEET APM 2730 is a high alloyed powder metallurgical high speed steel corresponding to ASTM M3:2 +Co with a combination of very good abrasive wear resistance,
Keeping the Customer First. Tungaloy Catalogue TE0707-E2. Cutting Tools.
 Keeping the Customer First Tungaloy Catalogue TE0707-E2 2007 Cutting Tools www.tungaloy-eu.com Selection Guides List of... 410 Selection Guides... 412 Specifications Solid Carbide s For High Speed Deep
Keeping the Customer First Tungaloy Catalogue TE0707-E2 2007 Cutting Tools www.tungaloy-eu.com Selection Guides List of... 410 Selection Guides... 412 Specifications Solid Carbide s For High Speed Deep
Polycrystalline diamond blanks and cut shapes for inserts and round tools. TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts
 Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERING Hyperion offers a vast selection of superior
Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERING Hyperion offers a vast selection of superior
DC53. Rev o lu tion. Medium Chrome Tool Steel
 DC53 Medium Chrome Tool Steel The High Performance Alternative for: Punches & Dies Draw & Form Dies Shear Blades Shredder Knives Thread & Form Rolls Cold Heading Dies Mill Rolls & Slitters Rev o lu tion
DC53 Medium Chrome Tool Steel The High Performance Alternative for: Punches & Dies Draw & Form Dies Shear Blades Shredder Knives Thread & Form Rolls Cold Heading Dies Mill Rolls & Slitters Rev o lu tion
STATUS OF FEM MODELING IN HIGH SPEED CUTTING - A Progress Report -
 STATUS OF FEM MODELING IN HIGH SPEED CUTTING - A Progress Report - Dr. Taylan Altan, Professor and Director Partchapol (Jay) Sartkulvanich, Graduate Research Associate Ibrahim Al-Zkeri, Graduate Research
STATUS OF FEM MODELING IN HIGH SPEED CUTTING - A Progress Report - Dr. Taylan Altan, Professor and Director Partchapol (Jay) Sartkulvanich, Graduate Research Associate Ibrahim Al-Zkeri, Graduate Research
TO STUDY THE PROCESS PARAMETERS OF NIMONIC80A ON SURFACE ROUGHNESS IN DRY MACHINING: BY ANOVA APPROACH 1
 TO STUDY THE PROCESS PARAMETERS OF NIMONIC80A ON SURFACE ROUGHNESS IN DRY MACHINING: BY ANOVA APPROACH O. Archana M. V. R Durga Prasad Research Scholar, Department of Mechanical Engineering, VNR Vignana
TO STUDY THE PROCESS PARAMETERS OF NIMONIC80A ON SURFACE ROUGHNESS IN DRY MACHINING: BY ANOVA APPROACH O. Archana M. V. R Durga Prasad Research Scholar, Department of Mechanical Engineering, VNR Vignana
Study on Effects of Cutting Fluids on Cutting Resistance and Tool Wear in Simple Method for Incoloy 825 Reaming
 Proceedings of the 4th IIAE International Conference on Industrial Application Engineering 2016 Study on Effects of Cutting Fluids on Cutting Resistance and Tool Wear in Simple Method for Incoloy 825 Reaming
Proceedings of the 4th IIAE International Conference on Industrial Application Engineering 2016 Study on Effects of Cutting Fluids on Cutting Resistance and Tool Wear in Simple Method for Incoloy 825 Reaming
Tool Life Performances on Turning Austenised and Quenched AISI Bearing Steel with Ceramics and CBN/TiC Cutting Tools
 Research Article International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347-5161 2014 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Tool
Research Article International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347-5161 2014 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Tool
Tooling for Composites and Aerospace Materials. Diamond coated, carbide and PCD tools Routers, drills, and end mills Full special design capabilities
 Tooling for Composites and Aerospace Materials Diamond coated, carbide and PCD tools Routers, drills, and end mills Full special design capabilities DIAMOND COATED DRILLS Material-specific design and sub-micron
Tooling for Composites and Aerospace Materials Diamond coated, carbide and PCD tools Routers, drills, and end mills Full special design capabilities DIAMOND COATED DRILLS Material-specific design and sub-micron
FOR IMMEDIATE RELEASE
 FOR IMMEDIATE RELEASE Contact: Seco Tools AB Björnbacksvägen 2 73782 Fagersta Sweden Bettina LIEBL Phone: +49 211 2401-313 E-mail: bettina.liebl@secotools.com www.secotools.com Milling and drilling the
FOR IMMEDIATE RELEASE Contact: Seco Tools AB Björnbacksvägen 2 73782 Fagersta Sweden Bettina LIEBL Phone: +49 211 2401-313 E-mail: bettina.liebl@secotools.com www.secotools.com Milling and drilling the
Primary shaping - Powder Metallurgy
 Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
HIGH PERFORMANCE PRODUCT
 HIGH PERFORMANCE PRODUCT SYNCHRO TAPS (HSS-PM) High Speed, High Precision for CNC Machining Synchro Tap has an optimized short thread length and high thread reliefs. We guarantee you shorter cycle time,
HIGH PERFORMANCE PRODUCT SYNCHRO TAPS (HSS-PM) High Speed, High Precision for CNC Machining Synchro Tap has an optimized short thread length and high thread reliefs. We guarantee you shorter cycle time,
Drilling Speeds and Feeds
 EML2322L MAE Design and Manufacturing Laboratory Drilling Speeds and Feeds The speed of a drill is measured in terms of the rate at which the outside or periphery of the tool moves in relation to the work
EML2322L MAE Design and Manufacturing Laboratory Drilling Speeds and Feeds The speed of a drill is measured in terms of the rate at which the outside or periphery of the tool moves in relation to the work
Polycrystalline diamond blanks and cut shapes for inserts and round tools. TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts
 Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERINGS Hyperion offers a vast selection of superior
Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERINGS Hyperion offers a vast selection of superior
PRIMARY GRADES TURNING TURNING / INSERTS / INTRODUCTION TO CARBIDE INSERTS
 / ISERTS / ITRODUCTIO TO CARBIDE ISERTS PRIMARY GRADES group PVD Coated grades Carbide CVD Ceramics CB PCD Uncoated grades Carbide Cermet P M K S H P01 P05 P10 P15 P20 P25 P30 P35 P40 P45 P50 M01 M05 M15
/ ISERTS / ITRODUCTIO TO CARBIDE ISERTS PRIMARY GRADES group PVD Coated grades Carbide CVD Ceramics CB PCD Uncoated grades Carbide Cermet P M K S H P01 P05 P10 P15 P20 P25 P30 P35 P40 P45 P50 M01 M05 M15
Machining - Cutting Tool Life. ver. 1
 Machining - Cutting Tool Life ver. 1 1 Overview Failure mechanisms Wear mechanisms Wear of ceramic tools Tool life Machining conditions selection 2 Tool Wear Zones chip shear zone cutting tool Crater wear
Machining - Cutting Tool Life ver. 1 1 Overview Failure mechanisms Wear mechanisms Wear of ceramic tools Tool life Machining conditions selection 2 Tool Wear Zones chip shear zone cutting tool Crater wear
Wear of PVD Coated and CVD+PVD Coated Inserts in Turning
 Wear of PVD Coated and CVD+PVD Coated Inserts in Turning Paper No.: 65 Session No.: Author Name: Title: Affiliation: Address: Email: 56 (Dynamics and Vibrations in Experimental Mechanics) M.A. Zeb Assistant
Wear of PVD Coated and CVD+PVD Coated Inserts in Turning Paper No.: 65 Session No.: Author Name: Title: Affiliation: Address: Email: 56 (Dynamics and Vibrations in Experimental Mechanics) M.A. Zeb Assistant
CALMAX. Plastic mould and cold work steel
 Plastic mould and cold work steel General CALMAX is a chromium-molybdenum-vanadium alloyed steel characterized by: High toughness Good wear resistance Good through hardening properties Good dimensional
Plastic mould and cold work steel General CALMAX is a chromium-molybdenum-vanadium alloyed steel characterized by: High toughness Good wear resistance Good through hardening properties Good dimensional
CHAPTER 7 PREDICTION OF TEMPERATURE DISTRIBUTION ON CUTTING TOOL
 142 CHAPTER 7 PREDICTION OF TEMPERATURE DISTRIBUTION ON CUTTING TOOL The main objective of this chapter is to predict the temperature distribution on a turning tool by using the following methods: Build
142 CHAPTER 7 PREDICTION OF TEMPERATURE DISTRIBUTION ON CUTTING TOOL The main objective of this chapter is to predict the temperature distribution on a turning tool by using the following methods: Build
Experimental Study on Tool Parameters of Al2O3 in High Speed Machining
 International Journal of Current Engineering and Technology E-ISSN 2277 416, P-ISSN 2347 5161 215INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Study on
International Journal of Current Engineering and Technology E-ISSN 2277 416, P-ISSN 2347 5161 215INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Study on
SUMMARY TECHNICAL INSTRUCTIONS. Technical Information. Geometries and feed rates. Cutting data. Carbide grades for grooving and parting off
 SUMMARY TECHNICAL INSTRUCTIONS Technical Information Grooving / Side turning Face grooving Profiling Threading Parting off Page 2-5 6 7 8-9 10-11 Geometries and feed rates Cutting data Inserts type 217
SUMMARY TECHNICAL INSTRUCTIONS Technical Information Grooving / Side turning Face grooving Profiling Threading Parting off Page 2-5 6 7 8-9 10-11 Geometries and feed rates Cutting data Inserts type 217
Ultra-met. Table of Contents. FABRICATOR & TOOLMAKER Capabilities Catalog. carbide technologies
 carbide technologies INTRODUCTION Grade Technology... Grade Application... Grade Properties... ISO HOLE Description... ANSI Designations... ISO Designations... Chipbreaker Details... TURNING BLANKS Diamond
carbide technologies INTRODUCTION Grade Technology... Grade Application... Grade Properties... ISO HOLE Description... ANSI Designations... ISO Designations... Chipbreaker Details... TURNING BLANKS Diamond
Glossary of Steel Terms
 Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Tool wear Mechanism. 1.Abrasive wear. 1.Abrasive wear cont. 1/4/2013
 Tool wear Mechanism 2 Major wear mechanisms 1. Abrasive wear 2. Adhesion wear 3. Diusion 4. Oxidation 5. Fatigue 6. Chemical decomposing 1 1.Abrasive wear 1.Abrasive wear cont. 3 4 Soter material sliding
Tool wear Mechanism 2 Major wear mechanisms 1. Abrasive wear 2. Adhesion wear 3. Diusion 4. Oxidation 5. Fatigue 6. Chemical decomposing 1 1.Abrasive wear 1.Abrasive wear cont. 3 4 Soter material sliding
Think cost efficiency, Think HSS SAWING
 Think cost efficiency, Think HSS SAWING SUMMARY BANDSAWING 2 The basics of bandsawing 3 HSS and coatings 4 The bimetal concept 5 Tooth set 6 Tooth pitch and forms 7 Speeds and feeds 8 Blade break-in 9
Think cost efficiency, Think HSS SAWING SUMMARY BANDSAWING 2 The basics of bandsawing 3 HSS and coatings 4 The bimetal concept 5 Tooth set 6 Tooth pitch and forms 7 Speeds and feeds 8 Blade break-in 9
021 COUNTERBORES 055 MASONRY
 010 BUTT WELDED TOOLS 016 DIE HEADS & CHASERS 017 THREAD RESTORERS Page...........................32 Page...........................33 Page...........................33 019 SHEET & TUBE DRILLS 020 COUNTERSINKS
010 BUTT WELDED TOOLS 016 DIE HEADS & CHASERS 017 THREAD RESTORERS Page...........................32 Page...........................33 Page...........................33 019 SHEET & TUBE DRILLS 020 COUNTERSINKS
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
DHC. Differential Helix Cutter
 DHC Differential Helix Cutter Universal Short and Long End Mills for the Highest Productivity in Roughing and Finishing Applications (Standard & with Corner Radius) 2 x d 1 x d DHC (Differential Helix
DHC Differential Helix Cutter Universal Short and Long End Mills for the Highest Productivity in Roughing and Finishing Applications (Standard & with Corner Radius) 2 x d 1 x d DHC (Differential Helix
VANADIS 10 SuperClean High performance powder metallurgical cold work tool steel
 SuperClean High performance powder metallurgical cold work tool steel Critical tool steel properties for GOOD TOOL PERFORMANCE Correct hardness for the application Very high wear resistance Sufficient
SuperClean High performance powder metallurgical cold work tool steel Critical tool steel properties for GOOD TOOL PERFORMANCE Correct hardness for the application Very high wear resistance Sufficient
YE-SY16. Coated HSS-PM (Powder Metallurgy) Taps for High-Speed Tapping on Rigid CNC Machine
 Taps for High-Speed Tapping on Rigid CNC Machine") YE-SY16 Coated HSS-PM (Powder Metallurgy) Taps for High-Speed Tapping on Rigid CNC Machine FEATURES OF GEOMETRY Shorter thread length will reduce chip trouble at higher speed tapping conditions Tolerance
YE-SY16 Coated HSS-PM (Powder Metallurgy) Taps for High-Speed Tapping on Rigid CNC Machine FEATURES OF GEOMETRY Shorter thread length will reduce chip trouble at higher speed tapping conditions Tolerance
Steel. Relia Quality Wear Resistant Plates PROPERTIES
 is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate manufacturing. steel plates offer outstanding resistance
is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate manufacturing. steel plates offer outstanding resistance
Uddeholm Formvar. FORMVAR is a trade mark registered in the European Union
 Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
Objectives. This chapter provides fundamental background on processes of drawing of rods, wires and tubes.
 WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
> RX12UF. Cobalt content w/w. Grade. Properties and recommendations. HARTMETALL ESTECH AG 6285 Hitzkirch
 pli > Ultra-fine grain carbides are characterized by a very high hardness and wear resistance. They are used for milling tools and drills for processing abrasive, soft and tough materials, in nozzles and
pli > Ultra-fine grain carbides are characterized by a very high hardness and wear resistance. They are used for milling tools and drills for processing abrasive, soft and tough materials, in nozzles and
FINITE ELEMENTSIMULATION IN ORTHOGONAL MACHINING OF INCONEL 718 ALLOY
 FINITE ELEMENTSIMULATION IN ORTHOGONAL MACHINING OF INCONEL 718 ALLOY P.DEEPAGANESH. ME CAD/CAM, Shanmuganathan Engineering College, Pudukottai. ABSTRACT Knowing the stringent operating conditions to which
FINITE ELEMENTSIMULATION IN ORTHOGONAL MACHINING OF INCONEL 718 ALLOY P.DEEPAGANESH. ME CAD/CAM, Shanmuganathan Engineering College, Pudukottai. ABSTRACT Knowing the stringent operating conditions to which
TOOL STEEL. Tool Steel VJ-04/2015. Copyright 2015 by Vojay LLP, United Kingdom.
 www.vojaygroup.com VJ04/2015. Copyright 2015 by Vojay LLP, United Kingdom. Heat treatment requirements High Speed & Die General description Tool steel refers to a variety of carbon and alloy steels that
www.vojaygroup.com VJ04/2015. Copyright 2015 by Vojay LLP, United Kingdom. Heat treatment requirements High Speed & Die General description Tool steel refers to a variety of carbon and alloy steels that
Experimental Investigation to Study the Effect of the Mineral Oil and Carbide Insert Shapes on Machining of Aisi 4140
 Experimental Investigation to Study the Effect of the Mineral Oil and Carbide Insert Shapes on Machining of Aisi 440 Pardeep Singh, Hartaj Singh 2, Anil Singh 3, Rewat Mahajan 4 Department of Mechanical
Experimental Investigation to Study the Effect of the Mineral Oil and Carbide Insert Shapes on Machining of Aisi 440 Pardeep Singh, Hartaj Singh 2, Anil Singh 3, Rewat Mahajan 4 Department of Mechanical
Investigation of Surface Roughness and Flank Wear by CBN and PCBN Tools on Hard Cr-Mo Steel
 Investigation of Surface Roughness and Flank Wear by CBN and PCBN Tools on Hard Cr-Mo Steel S.Thamizhmanii* and S.Hasan Abstract Hard turning is the latest technology and is used to turn hard materials
Investigation of Surface Roughness and Flank Wear by CBN and PCBN Tools on Hard Cr-Mo Steel S.Thamizhmanii* and S.Hasan Abstract Hard turning is the latest technology and is used to turn hard materials
The new force in machining.
 Product handbook Milling _ SILVER, BLACK, STRONG The new force in machining. Yesterday, it was machining. Today, it s tigering. Cutting tool materials with the Tiger tec technology brand are setting the
Product handbook Milling _ SILVER, BLACK, STRONG The new force in machining. Yesterday, it was machining. Today, it s tigering. Cutting tool materials with the Tiger tec technology brand are setting the
Manufacturing Technology I. Lecture 3. Fundamentals of Cutting
 Manufacturing Technology I Lecture 3 Fundamentals of Cutting Prof. Dr.-Ing. F. Klocke Structure of the lecture Examples: turning of steel The cutting part - Terms and symbols The cutting operation Loads
Manufacturing Technology I Lecture 3 Fundamentals of Cutting Prof. Dr.-Ing. F. Klocke Structure of the lecture Examples: turning of steel The cutting part - Terms and symbols The cutting operation Loads
Niobium - Machining & Forming Operations
 Niobium - Machining & Forming Operations INTRODUCTION Niobium is a highly ductile, soft refractory metal. The machining characteristics of niobium and its common alloys are similar to those of 316 stainless
Niobium - Machining & Forming Operations INTRODUCTION Niobium is a highly ductile, soft refractory metal. The machining characteristics of niobium and its common alloys are similar to those of 316 stainless
NTB DiaCer NTB CeraCBN
 NTB DiaCer NTB CeraCBN Diamond & CBN Grinding Wheels 1.0 Super-Abrasive Diamond and CBN Vitrified Grinding Wheels Super-Abrasive wheels play a key role in the grinding process for Advanced Ceramics, Semi-Conductor,
NTB DiaCer NTB CeraCBN Diamond & CBN Grinding Wheels 1.0 Super-Abrasive Diamond and CBN Vitrified Grinding Wheels Super-Abrasive wheels play a key role in the grinding process for Advanced Ceramics, Semi-Conductor,
SS-EN ISO 9001 SS-EN ISO 14001
 UDDEHOLM VANADIS 60 This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
UDDEHOLM VANADIS 60 This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Alloy Steel Application Material Group
 Alloy Steel Application Material Group 1.4 1.5 1.6 General Information Examples of Workpiece Materials - Categorisation into Application Material Groups (AMG) Application Material Group (AMG) Hardness
Alloy Steel Application Material Group 1.4 1.5 1.6 General Information Examples of Workpiece Materials - Categorisation into Application Material Groups (AMG) Application Material Group (AMG) Hardness
SPLINE MILLING TOOLS FOR THE FUTURE TECHNICAL / PROGRAMMING INFORMATION
 SPLINE MILLING TOOLS FOR THE FUTURE Advent Tool & Manufacturing Inc., founded in 1974, is a premier provider of carbide cutting tool solutions. Based in Antioch, IL, Advent Tool proudly develops and manufactures
SPLINE MILLING TOOLS FOR THE FUTURE Advent Tool & Manufacturing Inc., founded in 1974, is a premier provider of carbide cutting tool solutions. Based in Antioch, IL, Advent Tool proudly develops and manufactures
Technics Research on Polycrystalline Cubic Boron Nitride Cutting Tools Dry Turning Ti-6AL- 4V Alloy Based on Orthogonal Experimental Design
 Technics Research on Polycrystalline Cubic Boron Nitride Cutting Tools Dry Turning Ti-6AL- 4V Alloy Based on Orthogonal Experimental Design Yunhai Jia 1,2 *, Lixin Zhu 2 1 Beijing Institute of Electro-machining,
Technics Research on Polycrystalline Cubic Boron Nitride Cutting Tools Dry Turning Ti-6AL- 4V Alloy Based on Orthogonal Experimental Design Yunhai Jia 1,2 *, Lixin Zhu 2 1 Beijing Institute of Electro-machining,
SGS: Experts in Mold & Die.
 SGS: Experts in Mold & Die. SGS has the tools you need when it comes to high efficiency, high accuracy machining of hardened mold & die materials. Mold & die work requires tools that can handle difficult
SGS: Experts in Mold & Die. SGS has the tools you need when it comes to high efficiency, high accuracy machining of hardened mold & die materials. Mold & die work requires tools that can handle difficult
Chapter 14: Metal-Forging Processes and Equipments
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Diamond abrasives offering customized and tailored solutions for demanding applications. TOOLMAKER SOLUTIONS MBG Diamond
 Diamond abrasives offering customized and tailored solutions for demanding applications TOOLMAKER SOLUTIONS MBG Diamond MBG DIAMOND FOR DEMANDING GRINDING APPLICATIONS Hyperion s MBG diamond offers a solution
Diamond abrasives offering customized and tailored solutions for demanding applications TOOLMAKER SOLUTIONS MBG Diamond MBG DIAMOND FOR DEMANDING GRINDING APPLICATIONS Hyperion s MBG diamond offers a solution
UDDEHOLM NIMAX. Uddeholm Nimax
 Uddeholm Nimax UDDEHOLM NIMAX Reliable and efficient tool steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters
Uddeholm Nimax UDDEHOLM NIMAX Reliable and efficient tool steel is essential for good results. The same goes for achieving high productivity and high availability. When choosing the right steel many parameters
CUTTING TOOLS 8000 DISTRIBUTED BY SPARK PLUGS (USA), INC. NTK
, INC. NTK") CUTTING TOOLS P R O D U C T G U I D E 8000 Insert Grade Information BIDEMICS SERIES JX1 / JX3 JP2 CERAMIC-SILICON NITRIDE SERIES SX6, SP9 Si3N4 Type SX3 JX1/JX3 are made of an advanced composite cutting
CUTTING TOOLS P R O D U C T G U I D E 8000 Insert Grade Information BIDEMICS SERIES JX1 / JX3 JP2 CERAMIC-SILICON NITRIDE SERIES SX6, SP9 Si3N4 Type SX3 JX1/JX3 are made of an advanced composite cutting
The Pennsylvania State University. The Graduate School. College of Engineering A STUDY OF THE TURNING OF AUSTEMPERED DUCTILE IRON (ADI)
") The Pennsylvania State University The Graduate School College of Engineering A STUDY OF THE TURNING OF AUSTEMPERED DUCTILE IRON (ADI) GRADES WITH COATED CARBIDE TOOLS A Thesis in Industrial Engineering
The Pennsylvania State University The Graduate School College of Engineering A STUDY OF THE TURNING OF AUSTEMPERED DUCTILE IRON (ADI) GRADES WITH COATED CARBIDE TOOLS A Thesis in Industrial Engineering
HOTVAR Hot work tool steel
 T OOL STEEL FACTS HOTVAR Hot work tool steel Wherever tools are made Wherever tools are used General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by:
T OOL STEEL FACTS HOTVAR Hot work tool steel Wherever tools are made Wherever tools are used General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by:
Milling Insert Grades
 Side illing Cutter for Cast iron Thread illing Cutters for Aluminum Cutters for old Face illing Cutter illing Inserts illing Grades illing illing Insert Grades Coated carbide Cermet cbn / CD Cemented carbide
Side illing Cutter for Cast iron Thread illing Cutters for Aluminum Cutters for old Face illing Cutter illing Inserts illing Grades illing illing Insert Grades Coated carbide Cermet cbn / CD Cemented carbide
Relia. Industeel. Relia : Quality Wear Resistant Plates PROPERTIES STANDARDS TECHNICAL CHARACTERISTICS
 Industeel Relia Relia: Quality Wear Resistant Plates Relia is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate
Industeel Relia Relia: Quality Wear Resistant Plates Relia is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate
Effect of Cutting Parameters on Tool Life
 International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Sandip
International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Sandip
Edition 3, The latest revised edition of this brochure is the English version, which is always published on our web site
 This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties
This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties
Manufacturing Process - I
 Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik