Flux-cored Wire Electrode for Ar+CO 2 Gas Shielded Arc Welding. "DWA-81Ni1" Productivity through filler metal selection
|
|
|
- Bonnie Roberts
- 6 years ago
- Views:
Transcription
1 DOC.No.723-U47 Jun.23 Flux-cored Wire Electrode for Ar+CO 2 Gas Shielded Arc Welding "DWA-81Ni1"
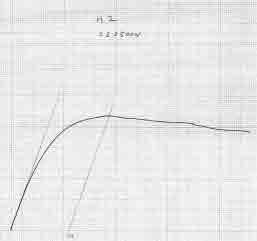
2 Doc.No.723-U47 Flux-cored Wire Electrode for Ar+CO2 Gas Shielded Arc Welding "DWA-81Ni1" AWS A EN E81T1-Ni1MJ T46 6 1Ni P M 2 H5 1. Description DWA-81Ni1 is an easy-to-use, titania based flux-cored wire electrode for all positional single pass and multiple-pass welding of mild steel to 55N/mm 2 class high strength steel with Ar+CO 2 shielding gas. This wire is applicable to low temperature service steel being used at down to -6. DWA-81Ni1 wire electrode has a lot of characteristics as follows : 1) High notch toughness of welds at low temperature down to -6 with as welded condition and to -4 after PWHT(58 1hr/inch). 2) Excellent weldability can be obtained in all position. 3) All positional welding can be achieved with good bead appearance, negligible spatter losses, and easy slag removal. 2. Properties of all-weld metal Mechanical properties and chemical composition of all-weld metal with DWA-81Ni1 are shown in Tables 2, 3 and Figure 1. PWHT.2% PS N/mm 2 Table 2 Mechanical properties of all-weld metal Tensile properties Absorbed energy, J TS El RA N/mm 2 % % AW SR ve-8 ve-6 ve-4 61 (6) 162 (13) 161 (18) 43 (65) 116 (2) 14 (1) 19 (71) 147 (15) 156 (16) Avg. 41 (65) Avg.142 (16) Avg.153 (15) 145 (31) 135 (26) According to AWS A Amp.-29~3Volts, 14passes-7layers, 8%Ar+2%CO 2 (25 l/min) PWHT condition : SR, 58 2hr. Heating and cooling rate:5 /hr Values in parentheses show the percent brittle fracture. 19 (2) 142 (17) 133 (34) 141 (25) Avg.128 (34) Avg.139 (23) 1
3 Table 3 Chemical composition of all-weld metal (%) C Si Mn P S Ni Ti B Brittle fracture (%) 8 AW SR Absorbed energy (J) AW SR Temperature ( ) Fig.1 Transition curve of all-weld metal 3. Diffusible hydrogen content in weld metal Table 4 Diffusible hydrogen content in deposited metal (ml/g) Average *1 Welding conditions : 28A-29V-3cm/min., Wire extension=25mm 2
4 4. Butt weld test result (1) Test conditions Testing conditions are shown in Table 5. Steel plate Groove shape Items Table 5 Test conditions Details FH36, Plate thickness=5mm 5 t (25+25) w 85 l mm, 2 plates in each welding position Double bevel groove 1st side : Groove angle=5, Groove depth=33mm 2nd side : Groove angle=6 Groove depth=15mm Root face : 2mm * After welding 1st side, the groove of 2nd side was machined to the shape of 5 groove angle, 28mm groove depth. 5 <1st> 5 R= <2nd> 5 6 [Unit:mm] Welding procedure Manual welding Welding position Horizontal(PC) and Vertical upward(pf) Horizontal(PC) : 26Amp., 28Volts Welding parameters Vertical(PF) : 22Amp., 25Volts Horizontal(PC) : 1st side = 36passes-8layers 2nd side = 39passes-6layers Pass sequence Vertical(PF) : 1st side = 18passes-7layers 2nd side = 13passes-6layers Horizontal(PC) :.92kJ/mm Heat input Vertical(PF) : 1.86kJ/mm Shielding gas 8%Ar+2%CO 2, 25 l/min Preheating temperature Interpass temperature ~15 As welded, SR treatment Heating rate: 14~18 /hr PWHT Holding temp. & time: 579~581, 2~2.2hrs, Cooling rate: 68~ 75 /hr Controlled lower limit temp.: 8 3


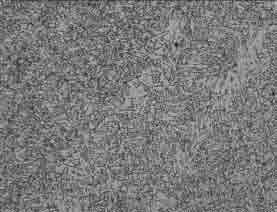
5 (2) Test results Macrostructures of welded joints are shown in Photo 1. Results of tensile test and impact test are shown in Table 6, Figures 2 and 3. CTOD test results are shown in Table 7. Chemical compositions of weld metals are shown in Table 8. (a) Horizontal position (PC) Photo 1 (b) Vertical position (PF) Macrostructures of welded joints 4
6 Welding position Horizontal (PC) Heat input.92kj/mm Vertical (PF) Heat input 1.86kJ/mm PWHT AW SR AW SR Table 6 Mechanical properties of welded joints Side.2% PS N/mm 2 TS N/mm 2 1st Center nd st Center nd st Center nd st Center nd Absorbed energy, J ve-6 ve-5 ve-4 91 (13) 84 (24) 87 (18) Avg. 88 (18) 53 (38) 63 (11) 66 (24) Avg. 61 (24) 56 (43) 66 (46) 43 (6) Avg. 55 (5) 21 (61) 16 (7) 18 (6) Avg. 18 (64) 46 (57) 43 (63) 44 (43) Avg. 44 (54) 25 (69) 63 (45) 37 (46) Avg. 42 (53) 49 (34) 82 (29) 72 (31) Avg. 67 (31) 96 (12) 85 (11) (17) Avg. 94 (13) 111 (12) 94 (15) 81 (24) Avg. 95 (17) 63 (62) 5 (61) 33 (65) Avg. 49 (63) 23 (65) 38 (56) 46 (61) Avg. 36 (61) 68 (45) 67 (39) 76 (39) Avg. 7 (41) 118 (11) 95 (14) 15 (13) Avg.16 (13) 89 ( 6) 82 (43) 82 (21) Avg. 84 (23) 15 (14) 129 ( 2) 9 (2) Avg.18 (12) 42 (6) 4 (55) 28 (45) Avg. 37 (52) 68 (34) 49 (38) 71 (46) Avg. 63 (39) 66 (47) 45 (59) 42 (47) Avg. 51 (51) 92 (21) 96 (22) 93 (27) Avg. 94 (23) 11 (11) (13) 17 (11) Avg.15 (12) 13 (12) 115 (13) 121 ( 4) Avg.122 (1) 78 (43) (29) 8 (45) Avg. 86 (39) 53 (44) 41 (56) 37 (58) Avg. 44 (53) 96 (35) 113 (28) 63 (44) Avg. 91 (36) Values in parentheses show percent brittle fracture. PWHT condition : SR, Holding temp. and time : 579~581, 2~2.2hrs Heating rate : 14~18 /hr Cooling rate : 68~ 75 /hr Locations of specimens: 1st, 2nd = 7mm from the face of the test plates, each. Center = Center of the plate thickness. El % RA % 133 ( 3) 16 ( 7) 115 ( 7) Avg.118 (6) 89 ( 8) 11 (13) (15) Avg. (12) 13 (13) 9 (23) 123 ( ) Avg.15 (12) 42 (46) 57 (4) 52 (39) Avg. 51 (42) 81 (24) 77 (28) 75 (23) Avg. 78 (25) 7 (35) 125 (14) 64 (41) Avg. 87 (3) 88 (16) 99 (21) 91 (25) Avg. 93 (21) 127 ( 4) 129 ( 1) 117 ( 9) Avg.124 (5) 128 ( 6) 129 ( 7) 139 ( 7) Avg.132 ( 7) 17 (31) 11 (23) 11 (28) Avg.19 (27) 63 (34) 55 (54) 69 (32) Avg. 62 (4) 136 (18) 137 (15) 16 (21) Avg.126 (18) vtrs ( ) <-6 < <-6 <-6 < <-6 5
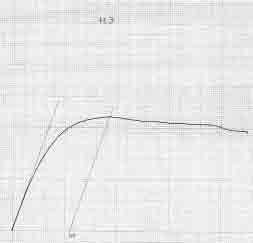
7 Brittle fracture (%) Brittle fracture (%) Absorbed energy (J) Absorbed energy (J) Temperature ( ) Temperature ( ) Fig.2 (a) As welded (b) PWHT (58 2hrs) Transition curves of weld metals in horizontal position(pc) Brittle fracture (%) Absorbed energy (J) Temperature ( ) Brittle fracture (%) Absorbed energy (J) Temperature ( ) Fig.3 (a) As welded (b) PWHT (58 2hrs) Transition curves of weld metals in vertical position(pf) 6
8 Welding Position Horizontal (PC) Vertical (PF) Test Temp. ( ) -1-1 Table 7 B (mm) W (mm) CTOD test results (as welded) *1,2 Crack Length a (mm) Yield Strength σ y Applied Force Fc,u,m (kn) Vc,u,m (mm) (N/mm 2 ) (δm) (δm) (δm) (δm) (δm) (δm).77 *1 According to BS *2 Precompression : 33mmφ, 9kN, 3sec, Actual strain :.3~.48% *3 The value in parentheses shows CTOD when pop-in is ignored. Type of F-V Critical CTOD (mm) Table 8 Chemical compositions of weld metals *1 (mass%) Welding position Horizontal (PC) Heat input.92kj/mm Vertical (PF) Heat input 1.86kJ/mm Side C Si Mn P S Ni Ti B 1st Center nd st Center nd Base metal Ceq.=.32 * (FH36) PCM =.16 *2 *1 Locations of analysis : The same locations as the impact tests. *2 Ceq.=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 PCM =C+Si/3+(Mn+Cu+Cr)/2+Ni/6+Mo/15+V/1+B*5 5. Shipping approvals Shipping approvals are shown in Table 9. Classification society Grade Table 9 Shipping approvals LR ABS DNV 5Y42 5YQ42 4Y4(MG) ⅤY42 ⅤY 7
9 Appendices A-1. Welding conditions Details of the welding conditions are shown Tables A-1 and A-2. Side Layer Pass 1st Table A-1 Welding Current (Amp.) Arc Voltage (Volt) Welding conditions in horizontal position(pc) Welding Speed (cm/min) Heat Input (kj/mm) Interpass Temp. ( ) Side Layer Pass Welding Current (Amp.) Arc Voltage (Volt) Welding Speed (cm/min) Heat Input (kj/mm) Interpass Temp. ( ) nd Avg..89 Avg..95 Average of both side.92 Table A-2 Welding conditions in vertical position(pf) Side Layer Pass Welding Arc Welding Heat Interpass Welding Arc Welding Heat Interpass Side Layer Pass Current Voltage Speed Input Temp. Current Voltage Speed Input Temp st nd Avg Avg Average of both side

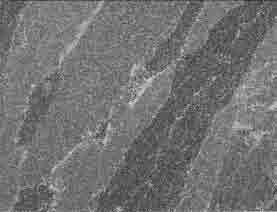

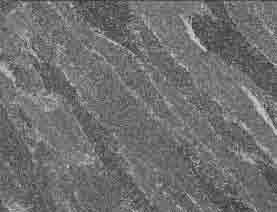

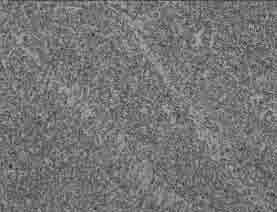

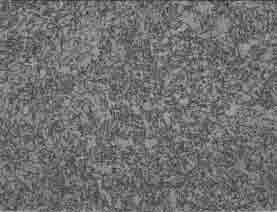

10 A-2. Microstructures of weld metal 1st side 2nd side As welded SR (58 2hrs) As welded SR (58 2hrs) As casted zone (X) μm As casted zone (X4) 25μm Refined zone (X4) 25μm Photo A-1 Microstructure of weld metal in horizontal position(pc) 9


 As")
")
")

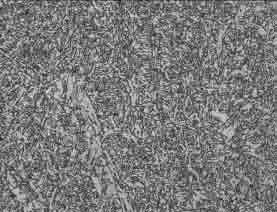


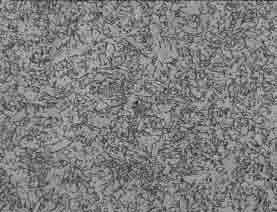
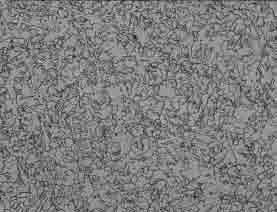
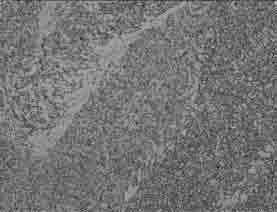
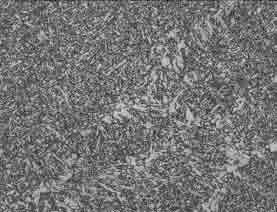
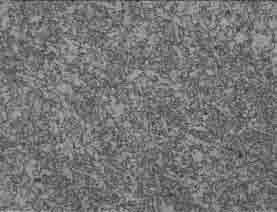
11 1st side 2nd side As welded SR (58 2hrs) As welded SR (58 2hrs) As casted zone (X) μm As casted zone (X4) 25μm Refined zone (X4) 25μm Photo A-2 Microstructure of weld metal in vertical position(pf) 1
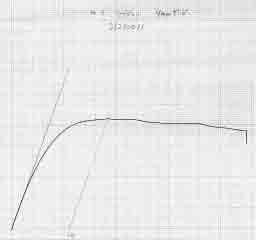


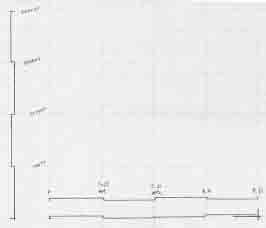
12 A-3. Load-displacement records in CTOD tests Horizontal position (PC) Vertical position (PF) Scale Fig. A-1 Load-displacement records in CTOD tests 11
 Vertical (PF)")

13 Welding position Horizontal (PC) Vertical (PF) Photo A-3 Appearance of fracture surface of CTOD test specimens 12
Dec.2006 / KWAI. Flux-Cored Wire for Gas Shield Arc Welding "DWA-55ESR"
 Dec.2006 / KWAI Flux-Cored Wire for Gas Shield Arc Welding "DWA-55ESR" Flux-Cored Wire for Gas Shield Arc Welding "DWA-55ESR" AWS A5.20 E71T-12MJ H8 DWA-55ESR is a rutile (TiO 2 ) based flux-cored wire
Dec.2006 / KWAI Flux-Cored Wire for Gas Shield Arc Welding "DWA-55ESR" Flux-Cored Wire for Gas Shield Arc Welding "DWA-55ESR" AWS A5.20 E71T-12MJ H8 DWA-55ESR is a rutile (TiO 2 ) based flux-cored wire
Rev. 00 SC-71MSR FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF LOW-TEMPERATURE SERVICE STEEL HYUNDAI WELDING CO., LTD.
 Rev. 00 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF LOW-TEMPERATURE SERVICE STEEL HYUNDAI WELDING CO., LTD. Specification E71T- 12M- J EN ISO17632-A T 46 4 P M 1 H5 Applications Oil and gas construction,
Rev. 00 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF LOW-TEMPERATURE SERVICE STEEL HYUNDAI WELDING CO., LTD. Specification E71T- 12M- J EN ISO17632-A T 46 4 P M 1 H5 Applications Oil and gas construction,
Rev. 05 SC-70ML. METAL CORED ARC WELDING CONSUMABLES FOR Mild & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD.
 Rev. 05 METAL CORED ARC WELDING CONSUMABLES FOR Mild & 490MPa CLASS HIGH TENSILE STEEL 2018. 02 HYUNDAI WELDING CO., LTD. v Specification (M E490T15-M21A4-CS1) (AWS A5.18 E70C-6M) EN ISO 17632-A T 46 4
Rev. 05 METAL CORED ARC WELDING CONSUMABLES FOR Mild & 490MPa CLASS HIGH TENSILE STEEL 2018. 02 HYUNDAI WELDING CO., LTD. v Specification (M E490T15-M21A4-CS1) (AWS A5.18 E70C-6M) EN ISO 17632-A T 46 4
Rev. 02 SF-71LF. FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD.
 Rev. 02 SF-71LF FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T1-C1A2-CS1) (AWS A5.20 E71T-1C) JIS Z3313 T49J
Rev. 02 SF-71LF FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T1-C1A2-CS1) (AWS A5.20 E71T-1C) JIS Z3313 T49J
Rev. 02 SF-71. FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD.
 Rev. 02 SF-71 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T1-C1A2-CS1) (AWS A5.20 E71T-1C) EN ISO 17632-A T
Rev. 02 SF-71 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T1-C1A2-CS1) (AWS A5.20 E71T-1C) EN ISO 17632-A T
Rev. 02 S D2 COVERED ARC WELDING ELECTRODE FOR CHROMIUM-MOLYBDENUM AND LOW ALLOY STEELS HYUNDAI WELDING CO., LTD.
 Rev. 02 S-10018.D2 COVERED ARC WELDING ELECTRODE FOR CHROMIUM-MOLYBDENUM AND LOW ALLOY STEELS HYUNDAI WELDING CO., LTD. v Specification AWS A5.5 E10018-D2 H4R v Applications S-10018.D2 can be used for
Rev. 02 S-10018.D2 COVERED ARC WELDING ELECTRODE FOR CHROMIUM-MOLYBDENUM AND LOW ALLOY STEELS HYUNDAI WELDING CO., LTD. v Specification AWS A5.5 E10018-D2 H4R v Applications S-10018.D2 can be used for
Rev. 04. Supercored 71H. FLUX CORED ARC WELDING CONSUMABLES FOR WELDING OF Mild & 490Mpa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD.
 Rev. 04 FLUX CORED ARC WELDING CONSUMABLES FOR WELDING OF Mild & 490Mpa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T1-C1A4-CS1) (AWS A5.20 E71T-1C/ -9C/ -9C J) EN ISO 17632-A
Rev. 04 FLUX CORED ARC WELDING CONSUMABLES FOR WELDING OF Mild & 490Mpa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T1-C1A4-CS1) (AWS A5.20 E71T-1C/ -9C/ -9C J) EN ISO 17632-A
Rev. 02. SC-71LHM Cored. FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD.
 Rev. 02 SC-71LHM Cored FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T1-M21A3-CS1) (AWS A5.20 E71T-1M /-9M) EN
Rev. 02 SC-71LHM Cored FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T1-M21A3-CS1) (AWS A5.20 E71T-1M /-9M) EN
Rev. 00. SC-91K2 Cored FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF LOW-TEMPERATURE SERVICE STEEL HYUNDAI WELDING CO., LTD.
 Rev. 00 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF LOW-TEMPERATURE SERVICE STEEL HYUNDAI WELDING CO., LTD. Specification EN ISO 17632-A T 50 4 1.5Ni P C 1 Applications is designed for the welding
Rev. 00 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF LOW-TEMPERATURE SERVICE STEEL HYUNDAI WELDING CO., LTD. Specification EN ISO 17632-A T 50 4 1.5Ni P C 1 Applications is designed for the welding
Solid Wire For Gas Metal Arc Welding For MAG Welding
 04 For MAG Welding MC-50 For mild steel and 50kgf/mm 2 class high tensile strength steel AWS A5.18 ER70S-G KS D7025 YGW11 JIS Z3312 YGW11 Application Butt and fillet MAG welding of structures such as vehicles,
04 For MAG Welding MC-50 For mild steel and 50kgf/mm 2 class high tensile strength steel AWS A5.18 ER70S-G KS D7025 YGW11 JIS Z3312 YGW11 Application Butt and fillet MAG welding of structures such as vehicles,
HYUNDAI WELDING CO., LTD.
 Rev. 04 SUBMERGED ARC WELDING CONSUMABLES FOR WELDING OF Mild & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. Specification AWS A5.17 F7A0-EH14 KS ISO 14174 S A AR 1 JIS EN Z3352 S A AR 1 /
Rev. 04 SUBMERGED ARC WELDING CONSUMABLES FOR WELDING OF Mild & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. Specification AWS A5.17 F7A0-EH14 KS ISO 14174 S A AR 1 JIS EN Z3352 S A AR 1 /
Rev. 03. Supercored 71. FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD.
 Rev. 03 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T1-C1A2-CS1) (AWS A5.20 E71T-1C) EN ISO 17632-A T 42 2 P
Rev. 03 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T1-C1A2-CS1) (AWS A5.20 E71T-1C) EN ISO 17632-A T 42 2 P
Solid Wire For Gas Metal Arc Welding For MAG Welding
 04 MC-50 For mild steel and 50kgf/mm 2 class high tensile strength steel AWS A5.18 ER70S-G KS D 7025 YGW11 JIS Z3312 YGW11 Application Butt and fillet MAG welding of structures such as vehicles, buildings,
04 MC-50 For mild steel and 50kgf/mm 2 class high tensile strength steel AWS A5.18 ER70S-G KS D 7025 YGW11 JIS Z3312 YGW11 Application Butt and fillet MAG welding of structures such as vehicles, buildings,
Rev. 05. Supershield 71-T8. SELF-SHIELDED FLUX CORED ARC WELDING CONSUMABLE FOR MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD.
 Rev. 05 SELF-SHIELDED FLUX CORED ARC WELDING CONSUMABLE FOR MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T8-A3-CS3) (AWS A5.20 E71T-8 H16) EN ISO 17632-A T42
Rev. 05 SELF-SHIELDED FLUX CORED ARC WELDING CONSUMABLE FOR MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. v Specification (M E491T8-A3-CS3) (AWS A5.20 E71T-8 H16) EN ISO 17632-A T42
Submerged Arc Welding Consumables For Mild Steel and 490N/mm 2 Class High Tensile Strength Steel
 03 For Mild Steel and 490 Class High Tensile Strength Steel CA-502 UC-36 For single and multi-layer welding of mild and 490 class high tensile strength steel AWS F7A0-EH14 F7P0-EH14 For Mild Steel and
03 For Mild Steel and 490 Class High Tensile Strength Steel CA-502 UC-36 For single and multi-layer welding of mild and 490 class high tensile strength steel AWS F7A0-EH14 F7P0-EH14 For Mild Steel and
Rev. 04 SC-EG3 ELECTRO GAS WELDING CONSUMABLE FOR LOW TEMPERATURE SERVICE HYUNDAI WELDING CO., LTD.
 Rev. 04 ELECTRO GAS WELDING CONSUMABLE FOR LOW TEMPERATURE SERVICE 2018. 02 HYUNDAI WELDING CO., LTD. v Specification EN ISO 17632-A T46 4 ZMn1.5NiMo M C1 2 H5 v Applications Vertical-up butt welding of
Rev. 04 ELECTRO GAS WELDING CONSUMABLE FOR LOW TEMPERATURE SERVICE 2018. 02 HYUNDAI WELDING CO., LTD. v Specification EN ISO 17632-A T46 4 ZMn1.5NiMo M C1 2 H5 v Applications Vertical-up butt welding of
Rev. 00. Supercored 70NS. METAL CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD.
 Rev. 00 METAL CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. Specification E70C- 6M EN ISO 17632-A T 42 2 M M 3 H5 Applications is used for
Rev. 00 METAL CORED ARC WELDING CONSUMABLE FOR WELDING OF MILD & 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. Specification E70C- 6M EN ISO 17632-A T 42 2 M M 3 H5 Applications is used for
Rev. 00. Supercored 70SB. BASIC TYPE FLUX CORED ARC WELDING CONSUMABLES FOR WELDING OF 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD.
 Rev. 00 BASIC TYPE FLUX CORED ARC WELDING CONSUMABLES FOR WELDING OF 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. Specification EN ISO 17632-A T42 3 B C 2 Applications can be used on multipass
Rev. 00 BASIC TYPE FLUX CORED ARC WELDING CONSUMABLES FOR WELDING OF 490MPa CLASS HIGH TENSILE STEEL HYUNDAI WELDING CO., LTD. Specification EN ISO 17632-A T42 3 B C 2 Applications can be used on multipass
A Quick Guide to Suitable Welding Consumables for Low-Temperature Steel
 4th Special Edition TODAY KOBELCO WELDING CONSUMABLES FOR LOW-TEMPERATURE STEEL A Quick Guide to Suitable Welding Consumables for Low-Temperature Steel For Shielded Metal Arc Welding (SMAW)(1) TS (MPa)
4th Special Edition TODAY KOBELCO WELDING CONSUMABLES FOR LOW-TEMPERATURE STEEL A Quick Guide to Suitable Welding Consumables for Low-Temperature Steel For Shielded Metal Arc Welding (SMAW)(1) TS (MPa)
Flux Cored Wire (FCW)
") Flux Cored Wire (FCW) Gas Shielded Type Flux Cored Wire (FCAW) Welding Consumables Selection Product name Specification Characteristic description GMX70 E70T-1C CO 2, DC+, high de rate titania type, only
Flux Cored Wire (FCW) Gas Shielded Type Flux Cored Wire (FCAW) Welding Consumables Selection Product name Specification Characteristic description GMX70 E70T-1C CO 2, DC+, high de rate titania type, only
Development and Application of Welding Consumables for 950MPa Class High Strength Steels
 Development and Application of Consumables for 950MPa Class High Strength Steels Noriyuki Hara 1, Munenobu Sato 2 1,2 KOBE STEEL, LTD. 1. Abstract Since the 1900s, steel penstocks have been used as the
Development and Application of Consumables for 950MPa Class High Strength Steels Noriyuki Hara 1, Munenobu Sato 2 1,2 KOBE STEEL, LTD. 1. Abstract Since the 1900s, steel penstocks have been used as the
DW For Super duplex stainless ASTM3275 and ASTM32760 grade. AWS A5.22 E2594T1-1,-4 DW-N625
 KOBE STEEL GROUP Spring 2010 products NEW PRODUCTS Super Duplex Stainless Flux Cored Wire DW-2594 For Super duplex stainless ASTM3275 and ASTM32760 grade. AWS A5.22 E2594T1-1,-4 Nickel Based Alloy Flux
KOBE STEEL GROUP Spring 2010 products NEW PRODUCTS Super Duplex Stainless Flux Cored Wire DW-2594 For Super duplex stainless ASTM3275 and ASTM32760 grade. AWS A5.22 E2594T1-1,-4 Nickel Based Alloy Flux
Rev. 01 S-6027.LF COVERED ARC WELDING ELECTRODE FOR HIGH EFFICIENT FILLET WELDING HYUNDAI WELDING CO., LTD.
 Rev. 01 S-6027.LF COVERED ARC WELDING ELECTRODE FOR HIGH EFFICIENT FILLET WELDING HYUNDAI WELDING CO., LTD. v Specification AWS A5.1 JIS 3211 E6027 E4327 EN ISO 2560-A E38 0 R 1 4 v Applications Flat and
Rev. 01 S-6027.LF COVERED ARC WELDING ELECTRODE FOR HIGH EFFICIENT FILLET WELDING HYUNDAI WELDING CO., LTD. v Specification AWS A5.1 JIS 3211 E6027 E4327 EN ISO 2560-A E38 0 R 1 4 v Applications Flat and
The Relationship between Residual Stresses and Transverse Weld Cracks in Thick Steel Plate
 WELDING RESERCH The Relationship between Residual Stresses and Transverse Weld Cracks in Thick Steel Plate The relationship between longitudinal residual stresses (s x direction) and transverse weld cracks
WELDING RESERCH The Relationship between Residual Stresses and Transverse Weld Cracks in Thick Steel Plate The relationship between longitudinal residual stresses (s x direction) and transverse weld cracks
71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding. Weld Metal - Chemistry
 Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Rev. 01. SW-307 Cored. FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF 13% Mn STEELS, CLADDING CARBON STEELS HYUNDAI WELDING CO., LTD.
 Rev. 01 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF 13% Mn STEELS, CLADDING CARBON STEELS HYUNDAI WELDING CO., LTD. v Specification EN ISO 17633-A T18 8 Mn P M21/C1 2 v Applications v Characteristics
Rev. 01 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF 13% Mn STEELS, CLADDING CARBON STEELS HYUNDAI WELDING CO., LTD. v Specification EN ISO 17633-A T18 8 Mn P M21/C1 2 v Applications v Characteristics
SMAW PROCESS PRODUCT DATA SHEET. Dott. Ing. A. Bertoni
 SMAW PROCESS PRODUCT DATA SHEET Dott. Ing. A. Bertoni OE CROMO E 225 V Pag 2 / 9 INDEX 1 TYPE OF PRODUCT 3 2 PRODUCT CHARACTERISTICS 3 2.1 SIZES: ERREUR! SIGNET NON DEFINI. 2.2 DIFFUSIBLE HYDROGEN: 3 2.3
SMAW PROCESS PRODUCT DATA SHEET Dott. Ing. A. Bertoni OE CROMO E 225 V Pag 2 / 9 INDEX 1 TYPE OF PRODUCT 3 2 PRODUCT CHARACTERISTICS 3 2.1 SIZES: ERREUR! SIGNET NON DEFINI. 2.2 DIFFUSIBLE HYDROGEN: 3 2.3
FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF
 Rev. 03 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF 18% Cr-8% Ni STAINLESS STEEL HYUNDAI WELDING CO., LTD. v Specification JIS Z3323 E308LT1-1/-4 TS308L-FB1 EN ISO 17633-A T19 9 L P M21/C1 2 v Applications
Rev. 03 FLUX CORED ARC WELDING CONSUMABLE FOR WELDING OF 18% Cr-8% Ni STAINLESS STEEL HYUNDAI WELDING CO., LTD. v Specification JIS Z3323 E308LT1-1/-4 TS308L-FB1 EN ISO 17633-A T19 9 L P M21/C1 2 v Applications
The Relationship between Residual Stresses and Transverse Weld Cracks in Thick Steel Plate
 WELDING RESEARCH The Relationship between Residual Stresses and Transverse Weld Cracks in Thick Steel Plate The relationship between longitudinal residual stresses (Gx direction) and transverse weld cracks
WELDING RESEARCH The Relationship between Residual Stresses and Transverse Weld Cracks in Thick Steel Plate The relationship between longitudinal residual stresses (Gx direction) and transverse weld cracks
Girth welding technique on the oil and gas pipeline project of China
 Girth welding technique on the oil and gas pipeline project of China Yongli Sui ( National Engineering Laboratory for Pipeline Safety, China Petroleum Pipeline Research Institute, Langfang 065000, China)
Girth welding technique on the oil and gas pipeline project of China Yongli Sui ( National Engineering Laboratory for Pipeline Safety, China Petroleum Pipeline Research Institute, Langfang 065000, China)
International Journal of Multidisciplinary Research and Modern Education (IJMRME) ISSN (Online): (
 ISSN (Online): (") FATIGUE CRACK GROWTH STUDIES ON CORTEN STEEL T. Sunil Prasad* & Dr. R. Ramadoss** * PG Student, Department of Mechanical Engineering, Easwari Engineering College, Ramapuram, Tamilnadu ** Professor, Department
FATIGUE CRACK GROWTH STUDIES ON CORTEN STEEL T. Sunil Prasad* & Dr. R. Ramadoss** * PG Student, Department of Mechanical Engineering, Easwari Engineering College, Ramapuram, Tamilnadu ** Professor, Department
STICK ELECTRODE PRODUCT CATALOG
 STICK ELECTRODE PRODUCT CATALOG For Mild and Low Alloy Steels About The Lincoln Electric Company Lincoln Electric is the world s premier manufacturer of welding equipment and consumables. No company on
STICK ELECTRODE PRODUCT CATALOG For Mild and Low Alloy Steels About The Lincoln Electric Company Lincoln Electric is the world s premier manufacturer of welding equipment and consumables. No company on
RULES FOR THE CLASSIFICATION OF SHIPS
 RULES FOR THE CLASSIFICATION OF SHIPS 2009 Part 26 - WELDING Amendments No.1 CROATIAN REGISTER OF SHIPPING Hrvatska (Croatia) 21000 Split Marasovićeva 67 P.O.B. 187 Tel.: (...) 385 (0)21 40 81 11 Fax.:
RULES FOR THE CLASSIFICATION OF SHIPS 2009 Part 26 - WELDING Amendments No.1 CROATIAN REGISTER OF SHIPPING Hrvatska (Croatia) 21000 Split Marasovićeva 67 P.O.B. 187 Tel.: (...) 385 (0)21 40 81 11 Fax.:
S-777MXT X H-14 M-12K A-2 B-2 B-3
 Rev. 00 X H-14 M-12K A-2 B-2 B-3 SUBMERGED ARC WDING CONSUMABLES FOR WDING OF THIN PLATE FOR HIGH TENSILE STE AND BOILERS HYUNDAI WDING CO., LTD. Specification Flux JIS Z3352 EN ISO 14174 KS B ISO 14174
Rev. 00 X H-14 M-12K A-2 B-2 B-3 SUBMERGED ARC WDING CONSUMABLES FOR WDING OF THIN PLATE FOR HIGH TENSILE STE AND BOILERS HYUNDAI WDING CO., LTD. Specification Flux JIS Z3352 EN ISO 14174 KS B ISO 14174
AC or DC + C Si Mn P S Ni Cr Na+Ta Fe TS EL Temp. CVN-Impact Value MPa(lbs/in 2 ) (%) ( ) J (ft lbs)
 (%) ( ) J (ft lbs)") SR-182 TYPE : Basic AWS A5.11 SFA 5.11 ENiCrFe-3 JIS Z3224 DNiCrFe-3 SR-182 is designed for welding of Inconel 600 + 601 and dissimilar welding of stainless steels and low-alloyed steel & Nickl-alloyed
SR-182 TYPE : Basic AWS A5.11 SFA 5.11 ENiCrFe-3 JIS Z3224 DNiCrFe-3 SR-182 is designed for welding of Inconel 600 + 601 and dissimilar welding of stainless steels and low-alloyed steel & Nickl-alloyed
Development of High HAZ Toughness Steel Plates for Box Columns with High Heat Input Welding
 UDC 669. 14. 018. 292-413 : 691. 714 Development of High HAZ Toughness Steel Plates for Box Columns with High Heat Input Welding Akihiko KOJIMA* 1 Ken-ichi YOSHII* 2 Tomohiko HADA* 3 Osamu SAEKI* 4 Kazutoshi
UDC 669. 14. 018. 292-413 : 691. 714 Development of High HAZ Toughness Steel Plates for Box Columns with High Heat Input Welding Akihiko KOJIMA* 1 Ken-ichi YOSHII* 2 Tomohiko HADA* 3 Osamu SAEKI* 4 Kazutoshi
Rev. 02 SMT-625. AWS A5.14/ ASME SFA5.14 ERNiCrMo-3 JIS Z3334 YNiCrMo-3 EN ISO Ni 6625 (NiCr22Mo9Nb) HYUNDAI WELDING CO., LTD.
 HYUNDAI WELDING CO., LTD.") Rev. 02 AWS A5.14/ ASME SFA5.14 ERNiCrMo-3 JIS Z3334 YNiCrMo-3 EN ISO 18274 Ni 6625 (NiCr22Mo9Nb) HYUNDAI WELDING CO., LTD. 1/10 Specification AWS A5.14/ ASME SFA5.14 ERNiCrMo-3 JIS Z3334 YNiCrMo-3 EN
Rev. 02 AWS A5.14/ ASME SFA5.14 ERNiCrMo-3 JIS Z3334 YNiCrMo-3 EN ISO 18274 Ni 6625 (NiCr22Mo9Nb) HYUNDAI WELDING CO., LTD. 1/10 Specification AWS A5.14/ ASME SFA5.14 ERNiCrMo-3 JIS Z3334 YNiCrMo-3 EN
25%Cr SUPERDUPLEX
 DATA SHEET B-62 25%Cr SUPERDUPLEX - 2507 METRODE PRODUCTS LTD HANWORTH LANE, CHERTSEY SURREY, KT16 9LL Tel: +44(0)1932 566721 Fax: +44(0)1932 565168 Sales Fax: +44(0)1932 569449 Technical Fax: +44(0)1932
DATA SHEET B-62 25%Cr SUPERDUPLEX - 2507 METRODE PRODUCTS LTD HANWORTH LANE, CHERTSEY SURREY, KT16 9LL Tel: +44(0)1932 566721 Fax: +44(0)1932 565168 Sales Fax: +44(0)1932 569449 Technical Fax: +44(0)1932
PIPELINE WELDING PROCEDURE SPECIFICATION
 PIPELINE WELDING PROCEDURE SPECIFICATION Davco Welding Ltd. 1219 3 Avenue Wainwright, Alberta T9W 1K9 WPS No: Scope: DAV-16 This welding procedure specification details the procedure to be followed for
PIPELINE WELDING PROCEDURE SPECIFICATION Davco Welding Ltd. 1219 3 Avenue Wainwright, Alberta T9W 1K9 WPS No: Scope: DAV-16 This welding procedure specification details the procedure to be followed for
ALLOYS COMPANY Stephenson Hwy, Madison Heights, MI (248) (800)
 (800)") Stainless Steel Alloys Gas Metal Arc Welding Gas Tungsten Arc Welding Shielded Metal Arc Welding (GMAW) Wires (GTAW) Alloys (SMAW) Stick The Royal Line ALLOYS COMPANY 30105 Stephenson Hwy, Madison Heights,
Stainless Steel Alloys Gas Metal Arc Welding Gas Tungsten Arc Welding Shielded Metal Arc Welding (GMAW) Wires (GTAW) Alloys (SMAW) Stick The Royal Line ALLOYS COMPANY 30105 Stephenson Hwy, Madison Heights,
ALLOYS COMPANY Stephenson Hwy, Madison Heights, MI (248) (800)
 (800)") Stainless Steel Alloys Gas Metal Arc Welding Gas Tungsten Arc Welding Shielded Metal Arc Welding (GMAW) MIG Wires (GTAW) TIG Alloys (SMAW) Stick Electrode The Royal Line ALLOYS COMPANY 30105 Stephenson
Stainless Steel Alloys Gas Metal Arc Welding Gas Tungsten Arc Welding Shielded Metal Arc Welding (GMAW) MIG Wires (GTAW) TIG Alloys (SMAW) Stick Electrode The Royal Line ALLOYS COMPANY 30105 Stephenson
MAG wire. Welding Consumables Selection. MAG MIG wire/rod. Welding Consumables Selection. Specifi cation AWS JIS. Product name
 Welding Consumables Selection Product name S-4 S-6 Shielding gas Property description Better deoxidation effect than ER70S-3, no charpy impact requirement. Available for single and multipasses, good anti-rust
Welding Consumables Selection Product name S-4 S-6 Shielding gas Property description Better deoxidation effect than ER70S-3, no charpy impact requirement. Available for single and multipasses, good anti-rust
High-strength thermomechanically rolled fine-grain steels. Technical terms of delivery. voestalpine Grobblech GmbH
 High-strength thermomechanically rolled fine-grain steels Technical terms of delivery voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength thermomechanically rolled fine-grain steels
High-strength thermomechanically rolled fine-grain steels Technical terms of delivery voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength thermomechanically rolled fine-grain steels
AWS A5.17 F7A2-EM12K JIS Z3183 S502-H EN -- SUBMERGED ARC WELDING FLUX
 SF-38 SW-M12K SUBMERGED ARC WELDING FLUX AWS A5.17 F7A2-EM12K JIS Z3183 S502-H SF-38 is an active flux designed for butt or fillet welding on sheet metal with nice bead appearance, porosity resistance
SF-38 SW-M12K SUBMERGED ARC WELDING FLUX AWS A5.17 F7A2-EM12K JIS Z3183 S502-H SF-38 is an active flux designed for butt or fillet welding on sheet metal with nice bead appearance, porosity resistance
Flux-cored Wire for HT610 Class Steel Showing Excellent Toughness after PWHT
 Flux-cored Wire for HT610 Class Steel Showing Excellent Toughness after PWHT Dr. Yoshihiko KITAGAWA *1, Shuji SASAKURA *1, Masahiro INOMOTO *2, Hidenori NAKO *2, Yoshitomi OKAZAKI *2 *1 Welding Process
Flux-cored Wire for HT610 Class Steel Showing Excellent Toughness after PWHT Dr. Yoshihiko KITAGAWA *1, Shuji SASAKURA *1, Masahiro INOMOTO *2, Hidenori NAKO *2, Yoshitomi OKAZAKI *2 *1 Welding Process
Low Heat Input Welding to Improve Impact Toughness of Multipass FCAW-S Weld Metal
 한국해양공학회지제 28 권제 6 호, pp 540-545, 2014 년 12 월 / ISSN(print) 1225-0767 / ISSN(online) 2287-6715 Original Research Article Journal of Ocean Engineering and Technology 28(6), 540-545 December, 2014 http://dx.doi.org/10.5574/ksoe.2014.28.6.540
한국해양공학회지제 28 권제 6 호, pp 540-545, 2014 년 12 월 / ISSN(print) 1225-0767 / ISSN(online) 2287-6715 Original Research Article Journal of Ocean Engineering and Technology 28(6), 540-545 December, 2014 http://dx.doi.org/10.5574/ksoe.2014.28.6.540
NST(Norsk Sveiseteknikk AS) was established in 1991, enabling us to offer you over 20 years of experience in the welding industry.
 was established in 1991, enabling us to offer you over 20 years of experience in the welding industry.") NST(Norsk Sveiseteknikk AS) was established in 1991, enabling us to offer you over 20 years of experience in the welding industry. NST now represents Nippon Steel & Sumikin Welding in three world regions,
NST(Norsk Sveiseteknikk AS) was established in 1991, enabling us to offer you over 20 years of experience in the welding industry. NST now represents Nippon Steel & Sumikin Welding in three world regions,
A New Proposal of HAZ Toughness Evaluation Method Part 1: HAZ Toughness of Structural Steel in Multilayer and Single-Layer Weld Joints
 SUPPLEMENT SUPPLEMENT TO TO THE THE WELDING WELDING JOURNAL, JOURNAL, SEPTEMBER JANUARY 2007 2002 Sponsored Sponsored by by the the American American Welding Welding Society Society and and the the Welding
SUPPLEMENT SUPPLEMENT TO TO THE THE WELDING WELDING JOURNAL, JOURNAL, SEPTEMBER JANUARY 2007 2002 Sponsored Sponsored by by the the American American Welding Welding Society Society and and the the Welding
1. Introduction. JFE TECHNICAL REPORT No. 5 (Mar. 2005) Originally published in JFE GIHO No. 5 (Aug. 2004), p
 Originally published in JFE GIHO No. 5 (Aug. 2004), p") JFE TEHNIA REPORT No. 5 (Mar. 5) High Performance Steel Plates for Bridge onstruction High Strength Steel Plates with Excellent Weldability Realizing Advanced Design for Rationalized Fabrication of Bridges
JFE TEHNIA REPORT No. 5 (Mar. 5) High Performance Steel Plates for Bridge onstruction High Strength Steel Plates with Excellent Weldability Realizing Advanced Design for Rationalized Fabrication of Bridges
The Comparison of Microstructure and Mechanical Properties of Flux-Cored Wires (FCW)
") 63 rd Annual Assembly & International Conference of the International Institute of Welding 11-17 July 2010, Istanbul, Turkey AWST-10/100 The Comparison of Microstructure and Mechanical Properties of Flux-Cored
63 rd Annual Assembly & International Conference of the International Institute of Welding 11-17 July 2010, Istanbul, Turkey AWST-10/100 The Comparison of Microstructure and Mechanical Properties of Flux-Cored
High Quality Welding Consumables Reduce Fabrication Costs
 User Reportage High Quality Welding Consumables Reduce Fabrication Costs In recent years, there is a strong desire for famous brands of clothing and accessories, and what are called 'brand goods' have
User Reportage High Quality Welding Consumables Reduce Fabrication Costs In recent years, there is a strong desire for famous brands of clothing and accessories, and what are called 'brand goods' have
The following points should be considered when selecting the proper coated electrode. 1. Match the mechanical properties of the base metal.
 HQ Aluminum Elect The following points should be considered when selecting the proper coated electrode. 1. Match the mechanical properties of the base metal. 2. Match the chemical composition of the base
HQ Aluminum Elect The following points should be considered when selecting the proper coated electrode. 1. Match the mechanical properties of the base metal. 2. Match the chemical composition of the base
WELDING OF EUROPE INTRODUCTION TO FLUX CORED WIRE KOBELCO WELDING OF EUROPE
 WELDING OF EUROPE INTRODUCTION TO FLUX CORED WIRE KOBELCO WELDING OF EUROPE Contents KOBE STEEL, LTD. 3 Corporate profile KOBELCO WELDING OF EUROPE B.V. 5 Introduction Introduction of Kobelco Flux Cored
WELDING OF EUROPE INTRODUCTION TO FLUX CORED WIRE KOBELCO WELDING OF EUROPE Contents KOBE STEEL, LTD. 3 Corporate profile KOBELCO WELDING OF EUROPE B.V. 5 Introduction Introduction of Kobelco Flux Cored
BÖHLER WELDING FILLER MATERIAL SELECTION
 Lasting Connections BÖHLER WELDING FILLER MATERIAL SELECTION voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER SELECTION AWS COVERED ELECTRODES, TIG RODS, SOLID WIRES AND CORED WIRES Under
Lasting Connections BÖHLER WELDING FILLER MATERIAL SELECTION voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER SELECTION AWS COVERED ELECTRODES, TIG RODS, SOLID WIRES AND CORED WIRES Under
METAL-CORED GMAW-C CONSUMABLES WELDING CONSUMABLES CATALOG
 METAL-CORED GMAW-C CONSUMABLES WELDING CONSUMABLES CATALOG [129] Selection Guide INTRODUCTION STICK MIG & TIG METAL-CORED Product Name & AWS Class Mild Steel MC-6 (E70C-6M H4) MC-706 (E70C-6M H4) MC-710XL
METAL-CORED GMAW-C CONSUMABLES WELDING CONSUMABLES CATALOG [129] Selection Guide INTRODUCTION STICK MIG & TIG METAL-CORED Product Name & AWS Class Mild Steel MC-6 (E70C-6M H4) MC-706 (E70C-6M H4) MC-710XL
RULES. PUBLICATION No. 74/P PRINCIPLES FOR WELDING PROCEDURE QUALIFICATION TESTS March
 RULES PUBLICATION No. 74/P PRINCIPLES FOR WELDING PROCEDURE QUALIFICATION TESTS 2018 March Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków complete or extend the Rules and
RULES PUBLICATION No. 74/P PRINCIPLES FOR WELDING PROCEDURE QUALIFICATION TESTS 2018 March Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków complete or extend the Rules and
Investigation of Diffusible Hydrogen Content and Microstructure Examination of Underwater Welding
 AIJSTPME (2010) 3(3): 45-51 Investigation of Diffusible Hydrogen Content and Microstructure Examination of Underwater Welding Nakpradit T. Department of Production Engineering, Faculty of Engineering,
AIJSTPME (2010) 3(3): 45-51 Investigation of Diffusible Hydrogen Content and Microstructure Examination of Underwater Welding Nakpradit T. Department of Production Engineering, Faculty of Engineering,
Welding Guidelines for Sandvik 2RE10. July 2004
 Welding Guidelines for Sandvik 2RE10 July 2004 1. Introduction Sandvik 2RE10 is a fully austenitic stainless steel characterised by excellent resistance to corrosion in nitric acid. Due to high chromium
Welding Guidelines for Sandvik 2RE10 July 2004 1. Introduction Sandvik 2RE10 is a fully austenitic stainless steel characterised by excellent resistance to corrosion in nitric acid. Due to high chromium
GUIDELINES FOR INSPECTION OF THICK HIGHER STRENGTH STEEL PLATES FOR SHIPS
 GUIDANCE NOTES GD13-2016 CHINA CLASSIFICATION SOCIETY GUIDELINES FOR INSPECTION OF THICK HIGHER STRENGTH STEEL PLATES FOR SHIPS 2016 Effective from January 1, 2017 CONTENTS Chapter 1 General Chapter 2
GUIDANCE NOTES GD13-2016 CHINA CLASSIFICATION SOCIETY GUIDELINES FOR INSPECTION OF THICK HIGHER STRENGTH STEEL PLATES FOR SHIPS 2016 Effective from January 1, 2017 CONTENTS Chapter 1 General Chapter 2
Heat Input & Interpass temperature during welding
 Heat Input & Interpass temperature during welding By Leif Andersen, One definition of welding goes like this: Welding is control of heat. In the previous article The need for Pre-Heating when Welding we
Heat Input & Interpass temperature during welding By Leif Andersen, One definition of welding goes like this: Welding is control of heat. In the previous article The need for Pre-Heating when Welding we
family of stainless steels can be divided into five (5) categories:
 categories:") Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Approved 07/26/2017 NR Key Features. Conformances. Typical Applications. Welding Positions
 Procedures Structural Code Seismic Supplement FLUXCORED SELFSHIELDED (S) WIRE Innershield Mild Steel, All Position AWS E71T8 NR 232 Key Features High deposition rates for outofposition welding Penetrating
Procedures Structural Code Seismic Supplement FLUXCORED SELFSHIELDED (S) WIRE Innershield Mild Steel, All Position AWS E71T8 NR 232 Key Features High deposition rates for outofposition welding Penetrating
Problem Steels 1. Welding Consumables Problem Steels. Section 12 - Welding Consumables. 12 Problem Steels. Welding of Problem Steels 2
 Problem Steels 1 Afrox Product Reference Manual Problem Steels Section - Problem Steels 1 Welding of Problem Steels 2 Problem Steels Electrodes 3 Problem Steels MIG & TIG Wires 7 Problem Steels Flux Cored
Problem Steels 1 Afrox Product Reference Manual Problem Steels Section - Problem Steels 1 Welding of Problem Steels 2 Problem Steels Electrodes 3 Problem Steels MIG & TIG Wires 7 Problem Steels Flux Cored
Welding Alloys Group. WA Applications. for Hydropower
 Welding Alloys Group WA Applications for Hydropower Success through innovation This catalogue presents a range of high performance cored wires and electrodes dedicated to hydropower applications. We will
Welding Alloys Group WA Applications for Hydropower Success through innovation This catalogue presents a range of high performance cored wires and electrodes dedicated to hydropower applications. We will
RQT technical guide High strength quenched and tempered structural steel.
 RQT technical guide High strength quenched and tempered structural steel. Contents 3 About RQT 3 Tata Steel 4 RQT data 5 RQT 501 dimensions 6 RQT 601 and RQT 701 dimensions 7 RQT 901 dimensions 8 Fabrication
RQT technical guide High strength quenched and tempered structural steel. Contents 3 About RQT 3 Tata Steel 4 RQT data 5 RQT 501 dimensions 6 RQT 601 and RQT 701 dimensions 7 RQT 901 dimensions 8 Fabrication
Metallurgical Controlling Factors for Toughness of Multi-layered Weld Metal in Beam-to-column Connections
 UDC 621. 71. 053 : 53. 55 Metallurgical Controlling Factors for Toughness of Multilayered Weld Metal in Beamtocolumn Connections Application of Fraction of Columnar Structure in Assessing Toughness of
UDC 621. 71. 053 : 53. 55 Metallurgical Controlling Factors for Toughness of Multilayered Weld Metal in Beamtocolumn Connections Application of Fraction of Columnar Structure in Assessing Toughness of
High-strength quenched and tempered fine-grained steels. Technical terms of delivery for heavy plates
 High-strength quenched and tempered fine-grained steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength quenched and tempered fine-grained
High-strength quenched and tempered fine-grained steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength quenched and tempered fine-grained
Influence of Shielding Gas Composition on the Properties of Flux-Cored Arc Welds of Plain Carbon Steel
 International Journal of Engineering and Technology Innovation, vol. 2, no. 1, 2012, pp. 01-12 Influence of Shielding Gas Composition on the Properties of Flux-Cored Arc Welds of Plain Carbon Steel Ramy
International Journal of Engineering and Technology Innovation, vol. 2, no. 1, 2012, pp. 01-12 Influence of Shielding Gas Composition on the Properties of Flux-Cored Arc Welds of Plain Carbon Steel Ramy
WELDING WIRES FOR MAG(CO 2 ) WELDING
 WELDING") WELDING WIRES FOR MAG(CO 2 ) WELDING Classification: EN 440 G4Si1 EN1668 WSG2 DIN 8559 SG 2 AWMES/AWS A 5.18 ER70S6 Description and Application: Solid copper coated welding wire for welding in gas shielding
WELDING WIRES FOR MAG(CO 2 ) WELDING Classification: EN 440 G4Si1 EN1668 WSG2 DIN 8559 SG 2 AWMES/AWS A 5.18 ER70S6 Description and Application: Solid copper coated welding wire for welding in gas shielding
Sandvik SAF 2205 (Billets)
") Datasheet updated 2013 11 28 14:13:21 (supersedes all previous editions) Sandvik SAF 2205 (Billets) Sandvik SAF 2205 is a duplex (austenitic ferritic) stainless steel characterized by: High resistance
Datasheet updated 2013 11 28 14:13:21 (supersedes all previous editions) Sandvik SAF 2205 (Billets) Sandvik SAF 2205 is a duplex (austenitic ferritic) stainless steel characterized by: High resistance
Metrode Products Limited Technical Profiles October 2009
 Metrode Products Limited Technical Profiles October 2009 Metrode Products Limited Hanworth Lane Chertsey Surrey KT16 9LL UK P36 welding consumables for the power generation industry Figure 1 Welding P36
Metrode Products Limited Technical Profiles October 2009 Metrode Products Limited Hanworth Lane Chertsey Surrey KT16 9LL UK P36 welding consumables for the power generation industry Figure 1 Welding P36
Superflux787 X H-12K H-14 M-12K Ni-5 Ni1-K F-3
 Rev. 00 H-14 M-12K Ni-5 Ni1-K F-3 SUBMERGED ARC WDING CONSUMABLES FOR WDING OF MILD & HIGH TENSILE STE HYUNDAI WDING CO., LTD. Specification Flux JIS Z3352 EN ISO 14174 KS B ISO 14174 S A FB 1 S A FB 1
Rev. 00 H-14 M-12K Ni-5 Ni1-K F-3 SUBMERGED ARC WDING CONSUMABLES FOR WDING OF MILD & HIGH TENSILE STE HYUNDAI WDING CO., LTD. Specification Flux JIS Z3352 EN ISO 14174 KS B ISO 14174 S A FB 1 S A FB 1
ENBRIDGE PIPELINES INC. WELDING PROCEDURE DATA SHEET
 APPLICATION: Branch, Weld-O-Let, Fillet Weld New Construction & Non-Product Filled Pipelines CODE: CSA Z662-11 PROJECT: BPP (CA) MATERIAL GRADE: Run: 414 MPa (X-60) SMYS Carbon Equivalent 0.28 Maximum
APPLICATION: Branch, Weld-O-Let, Fillet Weld New Construction & Non-Product Filled Pipelines CODE: CSA Z662-11 PROJECT: BPP (CA) MATERIAL GRADE: Run: 414 MPa (X-60) SMYS Carbon Equivalent 0.28 Maximum
Approval of Welding Consumables for High Strength Steels for Welded Structures
 (1995) (Rev.1 1997 Rev.2 Apr 2018) Approval of Welding Consumables for High Strength Steels for Welded Structures 1. General 1.1 Scope 1.1.1 These requirements supplement the UR W17 and give the conditions
(1995) (Rev.1 1997 Rev.2 Apr 2018) Approval of Welding Consumables for High Strength Steels for Welded Structures 1. General 1.1 Scope 1.1.1 These requirements supplement the UR W17 and give the conditions
Study of the Welding Process for Improving the Deformation Capacity of the Beam-to-column Joint
 Transactions of JWRI, Vol.44 (2015), No. 1 Study of the Welding Process for Improving the Deformation Capacity of the Beam-to-column Joint KASAI Ryu*, SUZUKI Reiichi**, SUGA Tetsuo*** and NAKAGOMI Tadao****
Transactions of JWRI, Vol.44 (2015), No. 1 Study of the Welding Process for Improving the Deformation Capacity of the Beam-to-column Joint KASAI Ryu*, SUZUKI Reiichi**, SUGA Tetsuo*** and NAKAGOMI Tadao****
WELDING PROCEDURE SPECIFICATION. Shielded Metal Arc Welding-SMAW
 WELDING PROCEDURE SPECIFICATION Shielded Metal Arc Welding-SMAW WPS Number: WPS-SMAW-CS Revision: 0 Company Name & Address ABC WELDING & FABRICATING 123 WeldProc Boulevard Toronto, ON A1B 2C3 CWB Approval
WELDING PROCEDURE SPECIFICATION Shielded Metal Arc Welding-SMAW WPS Number: WPS-SMAW-CS Revision: 0 Company Name & Address ABC WELDING & FABRICATING 123 WeldProc Boulevard Toronto, ON A1B 2C3 CWB Approval
Effect of Heat Cycle in Multi-layer Welding on Charpy Absorbed Energy in Low and High Toughness Steel
 Transactions of JWRI, Vol.4 (211), No. 2 Effect of Heat Cycle in Multi-layer Welding on Charpy Absorbed Energy in Low and High Toughness Steel SAKINO Yoshihiro* and KIM You-Chul** Abstract In this study,
Transactions of JWRI, Vol.4 (211), No. 2 Effect of Heat Cycle in Multi-layer Welding on Charpy Absorbed Energy in Low and High Toughness Steel SAKINO Yoshihiro* and KIM You-Chul** Abstract In this study,
OK TUBROD CORED WIRES PRODUCT BRIEF
 OK TUBROD CORED WIRES PRODUCT BRIEF 1999 EDITION Index Click to page The cored wire process.................................... 3 OK Tubrod cored wires.................................... 3 Product characteristics....................................
OK TUBROD CORED WIRES PRODUCT BRIEF 1999 EDITION Index Click to page The cored wire process.................................... 3 OK Tubrod cored wires.................................... 3 Product characteristics....................................
. Abstract. Key words Metal Inert Gas Welding (MIG); Heat Affected Zone (HAZ); Weld Zone (WZ); Base Metal (BM);
; Heat Affected Zone (HAZ); Weld Zone (WZ); Base Metal (BM);") The Effect of Heat input on the Mechanical Properties of MIG Welded Dissimilar Joints KMonika 1, MBala Chennaiah, DrPNanda Kumar 3, DrKPrahalada Rao 4 1 VRSiddhartha Engineering College, Vijayawada Assistant
The Effect of Heat input on the Mechanical Properties of MIG Welded Dissimilar Joints KMonika 1, MBala Chennaiah, DrPNanda Kumar 3, DrKPrahalada Rao 4 1 VRSiddhartha Engineering College, Vijayawada Assistant
Flux Cored Wires. High quality and high efficiency welding in every field KOBELCO WELDING OF AMERICA, INC..
 Flux Cored Wires High quality and high efficiency welding in every field KOBELCO WELDING OF AMERICA, INC.. 1 Company Profile KOBELCO WELDING OF AMERICA INC. Kobelco Welding of America Inc., (KWAI) was
Flux Cored Wires High quality and high efficiency welding in every field KOBELCO WELDING OF AMERICA, INC.. 1 Company Profile KOBELCO WELDING OF AMERICA INC. Kobelco Welding of America Inc., (KWAI) was
ROLLED FERRITIC STEEL PLATES, SECTIONS AND BARS
 STANDARD FOR CERTIFICATION No. 2.9 ROLLED FERRITIC STEEL PLATES, SECTIONS AND BARS OCTOBER 2008 Veritasveien 1, NO-1322 Høvik, Norway Tel.: +47 67 57 99 00 Fax: +47 67 57 99 11 FOREWORD (DNV) is an autonomous
STANDARD FOR CERTIFICATION No. 2.9 ROLLED FERRITIC STEEL PLATES, SECTIONS AND BARS OCTOBER 2008 Veritasveien 1, NO-1322 Høvik, Norway Tel.: +47 67 57 99 00 Fax: +47 67 57 99 11 FOREWORD (DNV) is an autonomous
pdfmachine trial version
 EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
7018 MR. Conformances
 STICK (SMAW) ELECTRODE Excalibur 7018 MR Mild Steel, Low Hydrogen AWS Improved coating integrity Extreme bendability 60% less moisture pickup vs. competition Reduction of arc starting porosity Clear puddle
STICK (SMAW) ELECTRODE Excalibur 7018 MR Mild Steel, Low Hydrogen AWS Improved coating integrity Extreme bendability 60% less moisture pickup vs. competition Reduction of arc starting porosity Clear puddle
Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division
 Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division While titanium has been used extensively in seawater cooling systems on
Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division While titanium has been used extensively in seawater cooling systems on
Available online at Fatigue Received 4 March 2010; revised 9 March 2010; accepted 15 March 2010
 Available online at www.sciencedirect.com Procedia Procedia Engineering Engineering 2 (2010) 00 (2009) 697 705 000 000 Procedia Engineering www.elsevier.com/locate/procedia Fatigue 2010 Fatigue behaviour
Available online at www.sciencedirect.com Procedia Procedia Engineering Engineering 2 (2010) 00 (2009) 697 705 000 000 Procedia Engineering www.elsevier.com/locate/procedia Fatigue 2010 Fatigue behaviour
QW-482 WELDING PROCEDURE SPECIFICATION (WPS)
") QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, P.E., Q.C. Manager Welding Procedure Specification No.: JTT-22-STUD Revision No. 0 Date: 4/15/2009
QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, P.E., Q.C. Manager Welding Procedure Specification No.: JTT-22-STUD Revision No. 0 Date: 4/15/2009
OK FLUX AWS A5.5.17/A5.23
 OK FLUX 10.62 AWS A5.5.17/A5.23 FEATURES WELDING PROCESS ESAB OK Flux 10.62 is a high basicity, neutral, bonded flux intended primarily for multipass butt welding carbon and low alloy steel plate. OK Flux
OK FLUX 10.62 AWS A5.5.17/A5.23 FEATURES WELDING PROCESS ESAB OK Flux 10.62 is a high basicity, neutral, bonded flux intended primarily for multipass butt welding carbon and low alloy steel plate. OK Flux
American Welding Society Nashville Section. Welding Procedure Development
 American Welding Society Nashville Section Welding Procedure Development AWS & ASME Welding Procedures Welding Procedure Specification (WPS) Written document that provides direction to the welder for making
American Welding Society Nashville Section Welding Procedure Development AWS & ASME Welding Procedures Welding Procedure Specification (WPS) Written document that provides direction to the welder for making
Impact Toughness of Weldments in Al Mg Si Alloys
 Materials Transactions, Vol. 43, No. 6 (2002) pp. 1381 to 1389 c 2002 The Japan Institute of Metals Impact Toughness of Weldments in Al Mg Si Alloys Victor Alexandru Mosneaga, Tohru Mizutani, Toshiro Kobayashi
Materials Transactions, Vol. 43, No. 6 (2002) pp. 1381 to 1389 c 2002 The Japan Institute of Metals Impact Toughness of Weldments in Al Mg Si Alloys Victor Alexandru Mosneaga, Tohru Mizutani, Toshiro Kobayashi
FOR GUIDE BRIDGE HIGHWAY. April,
 GUIDE SPECIFICATION FOR HIGHWAY BRIDGE FABRICATION WITH HPS 1000 W (HPS 690W) STEEL for Non-Fracture Critical Applications 2 nd Edition April, 2018 GUIDE SPECIFICATION FOR HIGHWAY BRIDGE FABRICATION WITH
GUIDE SPECIFICATION FOR HIGHWAY BRIDGE FABRICATION WITH HPS 1000 W (HPS 690W) STEEL for Non-Fracture Critical Applications 2 nd Edition April, 2018 GUIDE SPECIFICATION FOR HIGHWAY BRIDGE FABRICATION WITH
WELDING,FABRICATION AND REPAIRS
 WELDING,FABRICATION AND REPAIRS FABRICATION Flat profiles and formed sections can be fabricated into larger items or finished structures using conventional welding procedures. Liners may be fixed to existing
WELDING,FABRICATION AND REPAIRS FABRICATION Flat profiles and formed sections can be fabricated into larger items or finished structures using conventional welding procedures. Liners may be fixed to existing
Effect of FCAW & SAW Welding Process on the Tensile, Impact and All Weld Properties of Multipass Butt Welded Joints of High Carbon Steel
 Vol 3, Issue 2,February 2018 Effect of FCAW & SAW Welding Process on the Tensile, Impact and All Weld Properties of Multipass Butt Welded Joints of High Carbon Steel [1] Navdeep Singh, [2] Jagtar Singh
Vol 3, Issue 2,February 2018 Effect of FCAW & SAW Welding Process on the Tensile, Impact and All Weld Properties of Multipass Butt Welded Joints of High Carbon Steel [1] Navdeep Singh, [2] Jagtar Singh
QW-482 WELDING PROCEDURE SPECIFICATION (WPS)
") QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, Q.C. Manager Welding Procedure Specification No.: JTT-03 Date: 9/20/2016 rev. 3 Supporting PQR No.(s)
QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, Q.C. Manager Welding Procedure Specification No.: JTT-03 Date: 9/20/2016 rev. 3 Supporting PQR No.(s)
MANAGEMENT OF WELDING CONSUMABLES EXPERIENCE THE CONVENIENCE OF EVERYTHING UNDER ONE ROOF! MAILING ADDRESS NL INTERNET PHONE/FAX NL P.O.
 EXPERIENCE THE CONVENIENCE OF EVERYTHING UNDER ONE ROOF! MANAGEMENT OF WELDING CONSUMABLES MAILING ADDRESS NL INTERNET PHONE/FAX NL P.O. BOX 6 info@lascentrum.com T: +31 78 6429656 2980 AA Ridderkerk www.lascentrum.com
EXPERIENCE THE CONVENIENCE OF EVERYTHING UNDER ONE ROOF! MANAGEMENT OF WELDING CONSUMABLES MAILING ADDRESS NL INTERNET PHONE/FAX NL P.O. BOX 6 info@lascentrum.com T: +31 78 6429656 2980 AA Ridderkerk www.lascentrum.com
related to the welding of aluminium are due to its high thermal conductivity, high
 Chapter 7 COMPARISON FSW WELD WITH TIG WELD 7.0 Introduction Aluminium welding still represents a critical operation due to its complexity and the high level of defect that can be produced in the joint.
Chapter 7 COMPARISON FSW WELD WITH TIG WELD 7.0 Introduction Aluminium welding still represents a critical operation due to its complexity and the high level of defect that can be produced in the joint.
Schedule. Type of Test/ Properties Measured/ Range of Measurement
 LABORATORY LOCATION: (PERMANENT LABORATORY) Page: 1 of 9 PROFESSIONAL TESTING SERVICES SDN BHD 7 JALAN MEGA 1 TAMAN PERINDUSTRIAN NUSA CEMERLANG 81550 GELANG PATAH, JOHOR MALAYSIA This laboratory accredited
LABORATORY LOCATION: (PERMANENT LABORATORY) Page: 1 of 9 PROFESSIONAL TESTING SERVICES SDN BHD 7 JALAN MEGA 1 TAMAN PERINDUSTRIAN NUSA CEMERLANG 81550 GELANG PATAH, JOHOR MALAYSIA This laboratory accredited
The new generation of CrMo(V) steel plates. base material - welding
 steel plates. base material - welding") The new generation of CrMo(V) steel plates base material - welding 1 Content 1. Introduction 2. Application trends and resulting requirements for CrMo(V) steels 3. Metallurgical limits for PWHT- conditions
The new generation of CrMo(V) steel plates base material - welding 1 Content 1. Introduction 2. Application trends and resulting requirements for CrMo(V) steels 3. Metallurgical limits for PWHT- conditions
QW-482 WELDING PROCEDURE SPECIFICATION (WPS)
") QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, P.E., Q.C. Manager Welding Procedure Specification No.: JTT-24-CVN Revision No. 0 November 5, 2010
QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, P.E., Q.C. Manager Welding Procedure Specification No.: JTT-24-CVN Revision No. 0 November 5, 2010
Development of Super-9%Ni Steel Plates with Superior Low-Temperature Toughness for LNG Storage Tanks
 UDC 669. 15 24 : 669. 14. 018. 41 : 662. 767-404 Development of Super-9%Ni Steel Plates with Superior Low-Temperature Toughness for LNG Storage Tanks Manabu HOSHINO* 1 Naoki SAITOH* 1 Hirohide MURAOKA*
UDC 669. 15 24 : 669. 14. 018. 41 : 662. 767-404 Development of Super-9%Ni Steel Plates with Superior Low-Temperature Toughness for LNG Storage Tanks Manabu HOSHINO* 1 Naoki SAITOH* 1 Hirohide MURAOKA*
Corrosion Resistance and Weldability a Challenge for Duplex Filler Metals
 Corrosion Resistance and Weldability a Challenge for Duplex Filler Metals HIGH PERFORMANCE STEEL AND WELDING SOLUTIONS FOR HARSH ENVIRONMENTS VOESTALPINE OIL AND GAS EVENT HOUSTON, OCTOBER 2018 Bernd Hoberg
Corrosion Resistance and Weldability a Challenge for Duplex Filler Metals HIGH PERFORMANCE STEEL AND WELDING SOLUTIONS FOR HARSH ENVIRONMENTS VOESTALPINE OIL AND GAS EVENT HOUSTON, OCTOBER 2018 Bernd Hoberg