Laser Welding Applications Micro Technology Medical Technology Electronics Small-lot Production
|
|
|
- Lorin Mathews
- 6 years ago
- Views:
Transcription


1

2 Laser Welding Applications Micro Technology Medical Technology Electronics Small-lot Production Sources: Branson; ILT; Marquardt

3 Applications Oil-Sensor with Integrated Electronic Customer: Material: Continental Temic Ultramid A3WG6 LT black with LS black Features: High vibrational load Oil contact Temperatures up to 150 C Requirement: Hermetically sealed cap Source: Temic, Ingolstadt




4 Laser Principle Laser Medium: CO2, Nd-YAG, Ruby, Excimer Laser pumping energy High reflector Output Coupler Active laser medium Laser Beam
5 RUBY 0.69 Nd: YAG/Glass (Doubled) 0.53 RAMAN LINES ARGON ALEXANDRITE Ga: As TI SAPPHIRE Nd: YAG & Nd: Glass 1.06 Nd: YAG Ramen Shifted 1.54 EI: YAG 1.64 HO: YAG 2.06 Dy: CaF 2.35 HF DF CO 2 (Doubled) 5.3 CO CO COPPER VAPOR µ µ WAVELENGTH - Micrometers *from Wikipedia
6 Radiation Sources for the Processing of Engineering Plastics Type of laser Wavelength* Penetration Application CO µm (IR) µm Cutting, Drilling Nd:YAG 1.06 µm (NIR) µm - mm Marking, Welding Diode µm (NIR) µm - mm Welding Excimer** µm (UV) nm - mm Structuring, Marking *Wavelength of Visible light ranges from 0.4 to 0.7 µm ( nm) ** Excited-Dimer: Fluorine (F2)

 contained within the package shown in the")
7 A Simple Diode Laser Unit A packaged laser diode with penny for scale Image of the actual laser diode chip (shown on the eye of a needle for scale) contained within the package shown in the above image.


8 Laser Transmission Welding Principle Laser radiation transmitting material 1. Laser radiation is absorbed and converted to heat Laser radiation absorbing material 2. Absorbing material melts and swells Molten polymer 3. Melt comes into contact with other half of joint 4. Heat transfer takes place, causing the other half of the joint to melt
9 Laser Transmission Welding Laser beam Transmitting material v F Laser radiation transmitting material Absorption of laser energy Weld joint Laser radiation absorbing material F
10 Typical Welding Methods Contour Welding Simultaneous Welding Quasi-Simultaneous Welding Mask Welding
11 Riveting by Means of Laser Laser Head F F Housing Laser Beam Lens Rivet Head Source: Branson
12 Advantages of Laser Welding Parts are not subjected to mechanical stress Small and localized heat affected zone Controlled melt flash (No dust or loose flash formation) Non-contact process Almost wear-free process Generally a highly flexible process Integration into automated production lines is possible Inconspicuous weld lines possible
13 Disadvantages of Laser Welding Process can only be used to join materials with dissimilar absorption properties at the laser wavelength* Gap between joining surfaces limited to < 100 µm Contouring technique in particular only allows thin layers of melt to be produced High demands placed on the material and molding process (Narrow tolerance limits-low Warpage) Capital equipment may be relatively expensive *Butt Joints are possible
14 Joint Design I Butt-joint T Joint Lap-joint Scarf-joint Split Lap-joint Split Scarf-joint

15 Joint Design II!! Interference fit with 0.1 mm over lapping
16 Comparison Of Different Laser Welding Technologies Contour welding Simultaneous welding Quasi-simultaneous welding Mask welding Flexibility Welding time Complexity of weld profile Gap Tolerance very high low high low long short moderate very high moderate high moderate none possible possible none Investment moderate very high high moderatelong moderatehigh Type of Laser Nd:YAG Diode Diode Nd:YAG Diode Diode
17
18 Optical Properties of Plastics Type of Material Specific Gravity Refractive Index PA PA Amorphous PA PC PBT
19 Comparison of Amorphous and Semi- crystalline Thermoplastics Amorphous Semi-crystalline Random polymer chain order Less warpage High transmission (no deflection; optical isotropic) Creation of a crystalline structure (like spherolites) Scattering and reflection at crystalline surfaces Warpage depending on processing, material, additives,... In some cases high processing temperatures (melt point)


20 Basics of Processing * Up to TG or TM only Adhesion
21 Interaction Radiation / Polymer: Optical Properties Amorphous Semi-crystalline Reflection Absorption Scattering Transmission
22 Interaction Radiation / Polymer Changes in the Beam Characteristics 1,0 norm. Transmission 0,8 0,6 0,4 0,2 Laser beam diameter (Thickness=2mm) : Reference SAN POM PBT 1,73 mm 1,75 mm 4,39 mm 5,29 mm Laser beam diameter in mm Source: Hänsch, 2003
23 Comparison of Amorphous and Semi- crystalline Thermoplastics Required laser power per unit weld Amorphous thermoplastics (PC, PS, PMMA): Semi-crystalline thermoplastics (PP, PE, PA): 5 10 W/cm W/cm Amorphous Semi-crystalline Laser beam Reflected laser beam Laser beam Reflected laser beam Source: W. Lotz, 2000

24 Effect of Crystallite Diameter on the Absorption Behaviour PBT, d = 2mm PA % glass, d = 2mm Source: W. Lotz, 2000
25 Effect of Crystallite Diameter on the Absorption Behaviour 0.5 Absorption coefficient [1/mm] Source: W. Lotz, Crystallite diameter [µm]
26 Influence of Additives on Laser Energy Transmission Mold release agents Lubricant Anti-oxidations Stabilizers (UV-, Thermal-) little direct influence, interactions not know at this time little direct influence, but interactions possible Flame retardants Fillers Pigments Dyes Partial to significant influence



27 Influence of Glass Fibers Natural With 30% GF Thickness: 2 mm λ: 1064 nm -35% -17% -30% -70%
28 Optical Properties as a Function of Glass Fiber Content Ultramid A (PA 6.6) Color: natural Percentage [%] Absorbance Transmittance 20 Reflectance Source: ILT, Aachen Glass fiber content [wt.%]
29 Influence of Flame Retardants Transmission in % Thickness: 2 mm λ: 1064 nm 0 PBT w/o FR PBT w/fr (Ph) PA w/o FR PA w/fr (Br)
30 Laserwelding Practice with FR Products* Material Combination Welding Speed A3K nat. A3K nat. A3K nat. A3K nat. B3UG4 sw A3X2G5 sw C3UG4 sw B3UG4 grau mm/s 30 mm/s 28 mm/s 9 mm/s B3UG4 nat. B3UG4 sw mm/s * l = 1064 nm; Thickness = 2 mm
31 Influence of Moisture Content (PA6GF30; Tensile Shear Specimen: Dry) Force, in N % 1,5 % Dry Energy in J/m
32 Weld Quality as a Function of the Joint Gap-width Luran 378P (SAN) Combination: natural/black Tensile strength [N] Source: ILT, Aachen Laser power = constant Gap-width between joining surfaces [mm]

33 Welding Defects Dry joint Porous joint Good joint 1 mm

34 Weld Quality (Ultradur B4300G6) Plane of joint Potential Crack Initiation Sites 1 mm


 Colorant Additives")


35 Factors Affecting the Weld Quality Wavelength Energy density Welding technology Welding speed Material properties Spectral absorption Molecular structure / Cross linking Crystallinity / Size of crystallites Filler (glass fibers, carbon black) Colorant Additives (e.g. flame retardant) Moisture content Thermal conductivity / Heat capacity Heat of fusion / Melting temperature Heat of vaporisation Surface structure Part design Wall thickness Welding tool / nest Clamping Joint gap-width
36 Thermoplastics for Laser Welding Optical properties Welding characteristics Polystyrene (PS) Polyamide (PA) + ++ Polybutylene terephthalate (PBT) o + Styrene-acrylonitrile (SAN) Polysulfone (PSU) Acrylonitrile-butadiene-styrene (ABS) + ++ Combination PC + ABS Combination PMMA + ABS very good + good o satisfying
37 BASF-Products in comparison* BASF-Product Ultrason E2010 Ultrason S2010 Ultradur B4040G6 Ultramid B3WG6 Ultraform N2320 Ultramid A3WG6 Ultradur B4300G6 Ultradur S4090G6 Welding velocity 50 mm/s 45 mm/s 30 mm/s 24 mm/s 20 mm/s 19 mm/s 10 mm/s 4 mm/s for 1 mm thickness (2 mm are not weldable) * λ = 1064 nm; Thickness = 2 mm

38 Possible Material Combinations PP POM PBT PBT/ASA PA6 PA6.6 PES PSU ABS ASA SAN MABS ABS/PA PS PP POM PBT PBT/ASA PA6 PA6.6 PES PSU ABS ASA SAN MABS No new combinations possible with conventional welding process! BUT Laser welding is more tolerant for differences in: - Melt temperature - Viscosity - Stiffness / Hardness weldable; high strength weldable; adhesion not weldable
 Thickness: 1 mm Field of application: Home appliances 20")
39 New Developments Laser Absorbing Films PS 2710 white 744 (with TiO²) Thickness: 1 mm Field of application: Home appliances 20 mm


40
41 Customer Benefits from High Laser Transmissibility Shorter welding time Higher process reliability Higher product safety/quality improvement More flexibility in part design and wall thickness


![[%] = Laser beam power](/docs-images/77/76565442/images/42-4.jpg "with test plate [W] Laser")

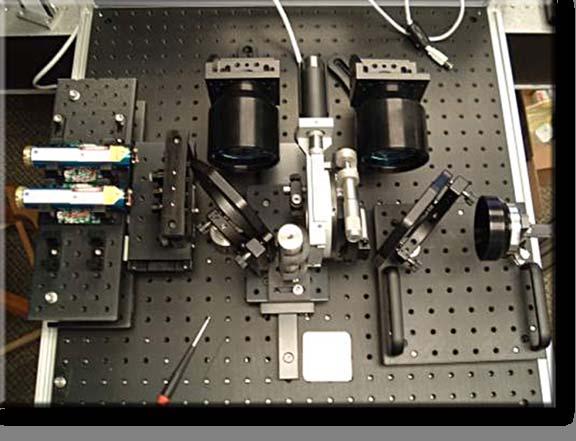
42 LET Measurement Method at BASF SE Rotating Mirror Nd:YAG-Laser with λ = 1064 nm Test Plate Transmission [%] = Laser beam power with test plate [W] Laser beam power without test plate [W] x 100 Laser beam power sensor


43 LET Measurement Method at BASF SE

44 LET Measurement Method at BASF Corp.


45 Portable LET Measurement Instrument- Hand Held Unit Prolas-IRSpec I Prolas GmbH Internet: Only relative LET values can be obtained. Good for a routine quality check for a given material


46 LET Measurement Instrument LPKF LQ-TMG2 Laser Class: 1M Wave Length: 850 nm Laser Power: 1mW Power Source: 9V battery Measurement Accuracy: 0.1 % Aperture Diameter: 1.5 mm Aperture Focus Diamenter: ~0.4 mm Specication subject to technical modication. Web site: Beam Size and Port Size are very small. Glass reinforced material testing Difficult.


47
48 Test Specimen Overlap- / Shear-Joint Easy to do / BASF internal resources Low cost Failure not in the joint but in the specimen near the joint No information about the real joint strength / correlation with the material or the LET Low resolution Not useful for Quasi-Simultaneous welding
49 Test Specimen Pot-Lid Configuration Useful for all process (good for process comparison) Can be done internally Burst pressure and tensile test possible Results not 1:1 transferable to real parts / customer application In case of good welding, crack can appear near the joint (stress crack at the edge), than low resolution
50 Test Specimen T-Joint (with plates) Useful for all process (good for process comparison) Better resolution of material influence than for overlap- / shear joint In case of good welding, crack can appear near the joint (stress crack at the edge), than low resolution High influence of plate alignment (for contour/quasi-simultaneous welding)
51 Test Specimen T-Joint (modified; similar to AWS) 2-3 mm Useful for all process (good for process comparison) Good resolution of material influence Less critical than T-Joint with plates High influence of alignment (for contour and quasi-simultaneous welding)

52 Test Specimen for Welding Trials 20 mm



53 BASF Laserwelding Evaluation Part View from Transmitting Layer View from Absorbing Layer

54 Laser Weld Joints Details Flat to Flat Flat to Bead Bead to Bead

55 Quasi-Simultaneous Laser Welding Machine Setup Laser Scan Box Upper Platten in open position Upper Platten in Clamped Position Lower Table Lower Platten Hydraulic Lift
56 Diode-Based Simultaneous Welding Fixture Laser Beam through the wave guide Beam guide & clamp Fixture Lower clamp Fixture W**
57 Input Energy Density vs Burst Pressure Quasi-Simultaneous Welding Ultramid B3WG Burst Pressure Relative Energy Density, arbitrary unit **2mm Flat Flange on 3 mm Flat Flange
58 Infrared-/Laser Welding Equipment for Thermoplastics Manufacturer Convergent Energy Bielomatik Branson Fraunhofer Rofin-Sinar Leister Limonics Sonotronic Tampoprint Unitek Miyachi Laserline Dukane Jenoptik LPKF Prolas Trade Name Dart Laser-Tec IRAM DL, System Proscan Novolas Impact Focus One SK-90 LW15 Laserline Dukane Votan Laserquipment Proweld

59 Effect/Complexity Matrix for Laser Welding Degree of Complexity Color 1/ Color 1 White/ Transparent/ Transparent White Color 1/ Color 2 Color/ Black Black/ Black Transparent/ Black

![transmission [%] 70 60 50 40 30 20 10 0 1 101 201 301](/docs-images/77/76565442/images/60-3.jpg "401 501 601 701 801 901 wavelength [nm] Wave lengths of")
60 BASF Lumogen Pigment for Black to Black Laser Welding Lumogen Black FK 4280 Lumogen Black FK 4281 transmission [%] wavelength [nm] Wave lengths of interest
61 BASF Product for Black to Black Welding Transmitting Component Black Absorbing Component Black (L) Ultramid A3WG6 LT sw* A3WG6 sw LS B3WG6 LT sw* B3WG6 sw LS B4300G6 LT sw* (L) Ultradur B4300G6 sw Q16 LT: specific coloration with laser transparency (L) Limited supply
62 In Closing BASF Engineering Plastics Thanks you for Participating For all your Plastics Needs, Contact us or use our website:
Laser Welding of Engineering Plastics
 Laser Welding of Engineering Plastics Technical Information Further information on individual products: www.ultramid.de www.ultradur-lux.basf.com www.ultrason.de www.plasticsportal.eu/ultraform 2 LASER
Laser Welding of Engineering Plastics Technical Information Further information on individual products: www.ultramid.de www.ultradur-lux.basf.com www.ultrason.de www.plasticsportal.eu/ultraform 2 LASER
BASF Corporation. Abstract. Introduction. Basic Principles for LW of Thermoplastics. Non-Contact Laser Welding (NCLW)
") BASF Corporation FORWARD TO BETTER UNDERSTANDING OF OPTICAL CHARACTERIZATION AND DEVELOPMENT OF COLORED POLYAMIDES FOR THE INFRA-RED/LASER WELDING: PART I EFFICIENCY OF POLYAMIDES FOR INFRA-RED WELDING
BASF Corporation FORWARD TO BETTER UNDERSTANDING OF OPTICAL CHARACTERIZATION AND DEVELOPMENT OF COLORED POLYAMIDES FOR THE INFRA-RED/LASER WELDING: PART I EFFICIENCY OF POLYAMIDES FOR INFRA-RED WELDING
REVIEW OF LASER PLASTIC WELDING PROCESS
 REVIEW OF LASER PLASTIC WELDING PROCESS Kalpesh More 1, Rushikesh Aher 2, Makrand Bharaskar 3 1,2,3 Mechanical, Sandip Institute Technology and Research Centre/Pune University, (India) ABSTRACT There are
REVIEW OF LASER PLASTIC WELDING PROCESS Kalpesh More 1, Rushikesh Aher 2, Makrand Bharaskar 3 1,2,3 Mechanical, Sandip Institute Technology and Research Centre/Pune University, (India) ABSTRACT There are
Ultradur (PBT) Product Range. Ultradur in the web:
 Product Range. Ultradur in the web:") Ultradur (PBT) Product Range Ultradur in the web: www.ultradur.de Ultradur (PBT ) Ultradur is BASF s trade name for its line of partially crystalline saturated polyesters. This line is based on polybutylene
Ultradur (PBT) Product Range Ultradur in the web: www.ultradur.de Ultradur (PBT ) Ultradur is BASF s trade name for its line of partially crystalline saturated polyesters. This line is based on polybutylene
Laser Polymer Welding - No Limits for Colors
 Press Release 'K 2004' BASF, TREFFERT and ROFIN present new laser additives for welding polymers in any color combination: Laser Polymer Welding - No Limits for Colors LUDWIGSHAFEN / BINGEN / STARNBERG
Press Release 'K 2004' BASF, TREFFERT and ROFIN present new laser additives for welding polymers in any color combination: Laser Polymer Welding - No Limits for Colors LUDWIGSHAFEN / BINGEN / STARNBERG
DESIGN OF EXPERIMENT TO OPTIMIZE ABSORBER IN RESIN WELDING PARAMETERS
 DESIGN OF EXPERIMENT TO OPTIMIZE ABSORBER IN RESIN WELDING PARAMETERS Michelle M. Burrell, William H. Cawley and Joseph P. Verespy GENTEX Corporation Carbondale, PA 18407-0315, USA Abstract Through Transmission
DESIGN OF EXPERIMENT TO OPTIMIZE ABSORBER IN RESIN WELDING PARAMETERS Michelle M. Burrell, William H. Cawley and Joseph P. Verespy GENTEX Corporation Carbondale, PA 18407-0315, USA Abstract Through Transmission
Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology
 Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology Michael J. Johnston, Dukane Corporation As the uses for Wood Plastic Composites
Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology Michael J. Johnston, Dukane Corporation As the uses for Wood Plastic Composites
Welding of Infrared Transmissive Thermoplastic Polymers using Diode Laser Systems
 Welding of Infrared Transmissive Thermoplastic Polymers using Diode Laser Systems Scott Hartley and Nicole Woosman Gentex Corporation, 324 Main Street Carbondale, PA 18407 USA Abstract Clearweld technology
Welding of Infrared Transmissive Thermoplastic Polymers using Diode Laser Systems Scott Hartley and Nicole Woosman Gentex Corporation, 324 Main Street Carbondale, PA 18407 USA Abstract Clearweld technology
11.3 Polishing with Laser Radiation
 196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
An Engineer s Guide to Specify the Right Thermoplastic
 AGENDA An Engineer s Guide to Specify the Right Thermoplastic Steve Maki Vice President Technology smaki@rtpcompany.com 1. Define Compounding 2. Plastic Resin Selection Process 3. Application Case Studies
AGENDA An Engineer s Guide to Specify the Right Thermoplastic Steve Maki Vice President Technology smaki@rtpcompany.com 1. Define Compounding 2. Plastic Resin Selection Process 3. Application Case Studies
ACHIEVABLE WELD STRENGTHS FOR VARIOUS THERMOPLASTICS USING THE CLEARWELD PROCESS
 ACHIEVABLE WELD STRENGTHS FOR VARIOUS THERMOPLASTICS USING THE CLEARWELD PROCESS Nicole M. Woosman, Robert A. Sallavanti, PhD. GENTEX Corporation, Carbondale, PA 18407-0315, USA Abstract The ability to
ACHIEVABLE WELD STRENGTHS FOR VARIOUS THERMOPLASTICS USING THE CLEARWELD PROCESS Nicole M. Woosman, Robert A. Sallavanti, PhD. GENTEX Corporation, Carbondale, PA 18407-0315, USA Abstract The ability to
Micophotometric Control of Particles and Inhomogeneities in Flowing Polymer Melts during Extrusion Processing
 M.Stephan, S.Große: Micophotometric Control of Particles and Inhomogeneities in Flowing Polymer Melts during Extrusion Processing Workshop January, 28 th -29 th 2005, Dresden Particulate Heterogeneities
M.Stephan, S.Große: Micophotometric Control of Particles and Inhomogeneities in Flowing Polymer Melts during Extrusion Processing Workshop January, 28 th -29 th 2005, Dresden Particulate Heterogeneities
PULSED LASER WELDING
 PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
Ultradur (PBT) Product Range. Ultradur in the web:
 Product Range. Ultradur in the web:") Ultradur (PBT) Product Range Ultradur in the web: www.ultradur.de Ultradur Ultradur is BASF s trade name for its line of partially crystalline saturated polyesters. This line is based on polybutylene terephthalate
Ultradur (PBT) Product Range Ultradur in the web: www.ultradur.de Ultradur Ultradur is BASF s trade name for its line of partially crystalline saturated polyesters. This line is based on polybutylene terephthalate
SR16 Series. Features: All Dimensions in mm SR16-1
 Features SR16 Hot Runner Nozzles are for medium part applications and are available with band heaters. In most cases one heater is required for operation. An installed spare may be installed if space allows.
Features SR16 Hot Runner Nozzles are for medium part applications and are available with band heaters. In most cases one heater is required for operation. An installed spare may be installed if space allows.
Laser High Tech on River Maas
 Laser High Tech on River Maas MARECO From overhauling ship motors to 3D laser welding of polymers 1939 Heavy shipping traffic on river Maas. The river is an important transport route for the European land-locked
Laser High Tech on River Maas MARECO From overhauling ship motors to 3D laser welding of polymers 1939 Heavy shipping traffic on river Maas. The river is an important transport route for the European land-locked
ULTRAMID VISION The first semi-transparent polyamide VISION
 2 ULTRAMID VISION ION VISION ULTRAMID VISION 3 THE FIRST SEMI-TRANSPARENT POLYAMIDE Thanks to their high chemical resistance and heat resistance, semi-crystalline engineering thermoplastics can be used
2 ULTRAMID VISION ION VISION ULTRAMID VISION 3 THE FIRST SEMI-TRANSPARENT POLYAMIDE Thanks to their high chemical resistance and heat resistance, semi-crystalline engineering thermoplastics can be used
In-process Monitoring and Adaptive Control for Laser Spot and Seam Welding of Pure Titanium
 In-process Monitoring and Adaptive Control for Laser Spot and Seam Welding of Pure Titanium Yousuke KAWAHITO*, Masayuki KITO* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
In-process Monitoring and Adaptive Control for Laser Spot and Seam Welding of Pure Titanium Yousuke KAWAHITO*, Masayuki KITO* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
Aluminum / Copper oscillation welding with a 500 W direct diode laser
 Application Note Issued: 2016-06-01 Aluminum / Copper oscillation welding with a 500 W direct diode laser SUMMARY The performance of the 500 W DirectProcess direct diode laser for oscillating welding by
Application Note Issued: 2016-06-01 Aluminum / Copper oscillation welding with a 500 W direct diode laser SUMMARY The performance of the 500 W DirectProcess direct diode laser for oscillating welding by
Ultrasonic Welding. Ultrasonic Staking. Technical Information PW-6. General Description. Staking Considerations
 Technical Information PW-6 Ultrasonic Welding Ultrasonic Staking In manufacturing products with thermoplastic components, it is often necessary to join a thermoplastic to a part of dissimilar material,
Technical Information PW-6 Ultrasonic Welding Ultrasonic Staking In manufacturing products with thermoplastic components, it is often necessary to join a thermoplastic to a part of dissimilar material,
WELD READ-THROUGH DEFECTS IN LASER TRANSMISSION WELDING
 WELD READ-THROUGH DEFECTS IN LASER TRANSMISSION WELDING by Xiaochao Cao A thesis submitted to the Department of Chemical Engineering In conformity with the requirements for the degree of Master of Applied
WELD READ-THROUGH DEFECTS IN LASER TRANSMISSION WELDING by Xiaochao Cao A thesis submitted to the Department of Chemical Engineering In conformity with the requirements for the degree of Master of Applied
Ultrasonic welding Eastman polymers
 Ultrasonic welding Eastman polymers Ultrasonic welding Ultrasonic welding is a common method for joining plastic parts without using adhesives, solvents, or mechanical fasteners. Ultrasonic welding equipment
Ultrasonic welding Eastman polymers Ultrasonic welding Ultrasonic welding is a common method for joining plastic parts without using adhesives, solvents, or mechanical fasteners. Ultrasonic welding equipment
Introduction to SkyPURA
 Introduction to SkyPURA 2015. 6. Contents [Session #1] [Session #2] [Session #3] [Session #4] [Session #5] Introduction to SkyPURA (PCT) LED applications EP applications V-0 Flammability, Physical Properties
Introduction to SkyPURA 2015. 6. Contents [Session #1] [Session #2] [Session #3] [Session #4] [Session #5] Introduction to SkyPURA (PCT) LED applications EP applications V-0 Flammability, Physical Properties
Successfully Processing High Temperature Thermoplastics
 Successfully Processing High Temperature Thermoplastics Jim Kostakes Entec Polymers August 13, 2015 Page 2 What Are High Temperature Thermoplastics? These are thermoplastics that can be used in applications
Successfully Processing High Temperature Thermoplastics Jim Kostakes Entec Polymers August 13, 2015 Page 2 What Are High Temperature Thermoplastics? These are thermoplastics that can be used in applications
DVS Technical Codes on Plastics Joining Technologies - Selected Translations
 English Edition 3 DVS Technical Codes on Plastics Joining Technologies - Selected Translations English Edition Volume 3 von DVS DVS e.v 1. Auflage DVS Technical Codes on Plastics Joining Technologies -
English Edition 3 DVS Technical Codes on Plastics Joining Technologies - Selected Translations English Edition Volume 3 von DVS DVS e.v 1. Auflage DVS Technical Codes on Plastics Joining Technologies -
Coatings. Ion Assisted Deposition (IAD) process Advance Plasma Source (APS) plasma-ion assisted Deposition. Coatings on Optical Fibers
 process Advance Plasma Source (APS) plasma-ion assisted Deposition. Coatings on Optical Fibers") Anti-Reflection Custom Ion Assisted Deposition (IAD) process Advance Plasma Source (APS) plasma-ion assisted Deposition Anti-Reflection on Optical Fibers OptoSigma supplies a wide selection of optical
Anti-Reflection Custom Ion Assisted Deposition (IAD) process Advance Plasma Source (APS) plasma-ion assisted Deposition Anti-Reflection on Optical Fibers OptoSigma supplies a wide selection of optical
LASER TRANSMISSION WELDING OF POLYBUTYLENE TEREPHTHALATE AND POLYETHYLENE TEREPHTHALATE BLENDS
 LASER TRANSMISSION WELDING OF POLYBUTYLENE TEREPHTHALATE AND POLYETHYLENE TEREPHTHALATE BLENDS by Sina Khosravi Maram A thesis submitted to the Department of Chemical Engineering In conformity with the
LASER TRANSMISSION WELDING OF POLYBUTYLENE TEREPHTHALATE AND POLYETHYLENE TEREPHTHALATE BLENDS by Sina Khosravi Maram A thesis submitted to the Department of Chemical Engineering In conformity with the
IMPACT DAMAGE DETECTION ON SCARF-REPAIRED COMPOSITES USING LAMB WAVE SENSING
 16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS IMPACT DAMAGE DETECTION ON SCARF-REPAIRED COMPOSITES USING LAMB WAVE SENSING Ichiya Takahashi*, Yusaku Ito*, Shin-ichi Takeda**, Yutaka Iwahori**,
16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS IMPACT DAMAGE DETECTION ON SCARF-REPAIRED COMPOSITES USING LAMB WAVE SENSING Ichiya Takahashi*, Yusaku Ito*, Shin-ichi Takeda**, Yutaka Iwahori**,
"ITO Film Trend for Touch Panel Applications"
 AIMCAL Web Coating Conference 2011 October 23-26 Reno, Nevada USA 1 "ITO Film Trend for Touch Panel Applications" Teijin Chemicals Ltd. Haruhiko Itoh 2 Content 1. Structure and Features of TCF 2. Touch
AIMCAL Web Coating Conference 2011 October 23-26 Reno, Nevada USA 1 "ITO Film Trend for Touch Panel Applications" Teijin Chemicals Ltd. Haruhiko Itoh 2 Content 1. Structure and Features of TCF 2. Touch
ERTALON Extruded Products
 ERTALON Extruded Products Polyamides (PA) Main Characteristics: High mechanical strength, stiffness, hardness and toughness Excellent resilience High mechanical damping ability Good sliding properties
ERTALON Extruded Products Polyamides (PA) Main Characteristics: High mechanical strength, stiffness, hardness and toughness Excellent resilience High mechanical damping ability Good sliding properties
New Developments in Moisture Barrier Materials and Conductive Adhesives for Flexible Display Applications
 T H E C U S T O M E R F O C U S E D E L E C T R O N I C S O L U T I O N P R O V I D E R New Developments in Moisture Barrier Materials and Conductive Adhesives for Flexible Display Applications Dr. Stijn
T H E C U S T O M E R F O C U S E D E L E C T R O N I C S O L U T I O N P R O V I D E R New Developments in Moisture Barrier Materials and Conductive Adhesives for Flexible Display Applications Dr. Stijn
Understanding Optical Coatings For Military Applications
 Understanding Optical Coatings For Military Applications By Trey Turner, Chief Technology Officer, REO Virtually all optical components used in military applications, such as target designation, rangefinding
Understanding Optical Coatings For Military Applications By Trey Turner, Chief Technology Officer, REO Virtually all optical components used in military applications, such as target designation, rangefinding
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
A Survey of Laser Types. Gas Lasers
 Mihail Pivtoraiko Andrei Rozhkov Applied Optics Winter 2003 A Survey of Laser Types Laser technology is available to us since 1960 s, and since then has been quite well developed. Currently, there is a
Mihail Pivtoraiko Andrei Rozhkov Applied Optics Winter 2003 A Survey of Laser Types Laser technology is available to us since 1960 s, and since then has been quite well developed. Currently, there is a
Technical Information. BASF Plastics key to your success. Estimating cooling times in injection moulding
 echnical Information BASF Plastics key to your success Estimating cooling times in injection moulding Most of the injection moulding cycle is taken up by cooling. he cooling time can be estimated with
echnical Information BASF Plastics key to your success Estimating cooling times in injection moulding Most of the injection moulding cycle is taken up by cooling. he cooling time can be estimated with
Politecnico di Torino. Porto Institutional Repository
 Politecnico di Torino Porto Institutional Repository [Proceeding] Hollow core waveguide for simultaneous laser plastic welding Original Citation: Catania, F.; Scaltrito, L.; Sirianni, P.; Messere, M.;
Politecnico di Torino Porto Institutional Repository [Proceeding] Hollow core waveguide for simultaneous laser plastic welding Original Citation: Catania, F.; Scaltrito, L.; Sirianni, P.; Messere, M.;
Module 8: Composite Testing Lecture 36: Quality Assessment and Physical Properties. Introduction. The Lecture Contains
 Introduction In the previous lecture we have introduced the needs, background and societies for mechanical testing of composites. In this lecture and subsequent lectures we will see principles for the
Introduction In the previous lecture we have introduced the needs, background and societies for mechanical testing of composites. In this lecture and subsequent lectures we will see principles for the
Korporacja KGL S.A. RTP Company. Dobór odpowiedniego tworzywa do wymogów aplikacji. An Engineer s Guide to Specifying the Right Thermoplastic
 Korporacja KGL S.A. przy współpracy z / in cooperation with RTP Company przedstawia / presents Dobór odpowiedniego tworzywa do wymogów aplikacji An Engineer s Guide to Specifying the Right Thermoplastic
Korporacja KGL S.A. przy współpracy z / in cooperation with RTP Company przedstawia / presents Dobór odpowiedniego tworzywa do wymogów aplikacji An Engineer s Guide to Specifying the Right Thermoplastic
DOMO ENGINEERING PLASTICS IN CHEMICALS WE TRUST.
 DOMO ENGINEERING PLASTICS IN CHEMICALS WE TRUST. 1 A business unit of DOMO Chemicals THE STRENGTH OF CHEMICALS Private family owned business > Long term vision Back up integrated into the entire Nylon
DOMO ENGINEERING PLASTICS IN CHEMICALS WE TRUST. 1 A business unit of DOMO Chemicals THE STRENGTH OF CHEMICALS Private family owned business > Long term vision Back up integrated into the entire Nylon
Microstructural Characteristics and Mechanical Properties of Single-Mode Fiber Laser Lap-Welded Joint in Ti and Al Dissimilar Metals
 Transactions of JWRI, Vol.42 (2013), No. 1 Microstructural Characteristics and Mechanical Properties of Single-Mode Fiber Laser Lap-Welded Joint in Ti and Al Dissimilar Metals Su-Jin LEE Su-Jin*, LEE*,
Transactions of JWRI, Vol.42 (2013), No. 1 Microstructural Characteristics and Mechanical Properties of Single-Mode Fiber Laser Lap-Welded Joint in Ti and Al Dissimilar Metals Su-Jin LEE Su-Jin*, LEE*,
Hard Coated Silica/Silica (Standard OH) Radius
 Radius") DESCRIPTION When looking for a silica core and silica clad fiber with a hard polymer coating that allows a high core-to-clad ratio and a numerical aperture (N.A.) of 0.22 for efficient light coupling,
DESCRIPTION When looking for a silica core and silica clad fiber with a hard polymer coating that allows a high core-to-clad ratio and a numerical aperture (N.A.) of 0.22 for efficient light coupling,
Engineered Polymers (Semi-crystalline)
") Engineered Polymers (Semi-crystalline) Semilon POMC/CESD (Acetal/SD Acetal) Good mechanical properties - impact and strength Good wear resistance Good chemical resistance Good candidates for use in many
Engineered Polymers (Semi-crystalline) Semilon POMC/CESD (Acetal/SD Acetal) Good mechanical properties - impact and strength Good wear resistance Good chemical resistance Good candidates for use in many
Lasers and Laser Systems for Micro-machining
 Lasers and Laser Systems for Micro-machining Martyn Knowles Oxford Lasers Ltd Unit 8, Moorbrook Park Didcot, Oxfordshire, OX11 7HP Tel: +44 (0) 1235 810088 www.oxfordlasers.com Lasers and Laser Systems
Lasers and Laser Systems for Micro-machining Martyn Knowles Oxford Lasers Ltd Unit 8, Moorbrook Park Didcot, Oxfordshire, OX11 7HP Tel: +44 (0) 1235 810088 www.oxfordlasers.com Lasers and Laser Systems
Ultrason E. Ultrason S. The material of choice for demanding high temperature and filtration needs. Helping Make Products Better
 Ultrason E Polyethersulfone (PESU) Ultrason S Polysulfone (PSU) The material of choice for demanding high temperature and filtration needs. www.ultrason.net Helping Make Products Better BASF demonstrates
Ultrason E Polyethersulfone (PESU) Ultrason S Polysulfone (PSU) The material of choice for demanding high temperature and filtration needs. www.ultrason.net Helping Make Products Better BASF demonstrates
Adaptive Gap Control in Butt Welding with a Pulsed YAG Laser
 Transactions of JWRI, Vol.36 (2007), No. 2 Adaptive Gap Control in Butt Welding with a Pulsed YAG Laser KAWAHITO Yousuke*, KITO Masayuki** and KATAYAMA Seiji*** Abstract The gap is one of the most important
Transactions of JWRI, Vol.36 (2007), No. 2 Adaptive Gap Control in Butt Welding with a Pulsed YAG Laser KAWAHITO Yousuke*, KITO Masayuki** and KATAYAMA Seiji*** Abstract The gap is one of the most important
LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA)
") LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA) Jörg Hermsdorf Laser Zentrum Hannover, Germany OUTLINE Motivation Innovation Technology Project Concept Welding and Cladding Results
LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA) Jörg Hermsdorf Laser Zentrum Hannover, Germany OUTLINE Motivation Innovation Technology Project Concept Welding and Cladding Results
Fig1: Melt pool size of LAMP vs. µlamp. The LAMP process s melt pool is x the area of the LAMP s melt pool.
 Proceedings of the 4th Annual ISC Research Symposium ISCRS 2010 April 21, 2010, Rolla, Missouri LOW COST IMAGING OF MELTPOOL IN MICRO LASER AIDED MANUFACTURING PROCESS (µlamp) ABSTRACT This paper describes
Proceedings of the 4th Annual ISC Research Symposium ISCRS 2010 April 21, 2010, Rolla, Missouri LOW COST IMAGING OF MELTPOOL IN MICRO LASER AIDED MANUFACTURING PROCESS (µlamp) ABSTRACT This paper describes
In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser.
 Title Author(s) In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser KAWAHITO, Yousuke; KATAYAMA, Seiji Citation Transactions of JWRI. 38(2) P.5-P.11 Issue Date 2009-12
Title Author(s) In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser KAWAHITO, Yousuke; KATAYAMA, Seiji Citation Transactions of JWRI. 38(2) P.5-P.11 Issue Date 2009-12
Design Guidelines. Approximate Projected area guidelines. 510 square centimetres square centimetres
 Design Guidelines Size Our maximum moulding size is approximately 500mm x 500mm x 200mm but should not exceed the maximum projected area shown in the example materials table. (Figure 1) Maximum material
Design Guidelines Size Our maximum moulding size is approximately 500mm x 500mm x 200mm but should not exceed the maximum projected area shown in the example materials table. (Figure 1) Maximum material
Optical Coatings. Photonics 4 Luxury Coatings , Genève. Dr. Andreas Bächli Head of Optical Coatings at RhySearch, Buchs (SG)
") Optical Coatings Photonics 4 Luxury Coatings 21.06.2017, Genève Dr. Andreas Bächli Head of Optical Coatings at RhySearch, Buchs (SG) RhySearch The Research- and Innovation Center in the Rhine Valley RhySearch
Optical Coatings Photonics 4 Luxury Coatings 21.06.2017, Genève Dr. Andreas Bächli Head of Optical Coatings at RhySearch, Buchs (SG) RhySearch The Research- and Innovation Center in the Rhine Valley RhySearch
Qswitched lasers are gaining more interest because of their ability for various applications in remote sensing, environmental monitoring, micro
 90 Qswitched lasers are gaining more interest because of their ability for various applications in remote sensing, environmental monitoring, micro machining, nonlinear frequency generation, laserinduced
90 Qswitched lasers are gaining more interest because of their ability for various applications in remote sensing, environmental monitoring, micro machining, nonlinear frequency generation, laserinduced
Focus on: FEP. Fluoropolymers. FEP in the fluoropolymer family.
 TECHNICAL WHITEPAPER ocus on: EP Introduction Continuing our series of looking at the members of the fluoropolymer family in detail, this month we focus on EP (fluoroethylene-propylene). EP is a copolymer
TECHNICAL WHITEPAPER ocus on: EP Introduction Continuing our series of looking at the members of the fluoropolymer family in detail, this month we focus on EP (fluoroethylene-propylene). EP is a copolymer
Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets
 Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets N. SIVA SHANMUGAM 1*, G. BUVANASHEKARAN 2 AND K. SANKARANARAYANASAMY 1 1 Department of Mechanical Engineering, National
Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets N. SIVA SHANMUGAM 1*, G. BUVANASHEKARAN 2 AND K. SANKARANARAYANASAMY 1 1 Department of Mechanical Engineering, National
Parker Engineered Materials Group Elastomers 101
 Parker Engineered Materials Group Elastomers 101 Nathan Sowder Business Development Engineer Parker O-Ring Division June 2, 2016 Rubber Compound Mixture of base polymer and other chemicals Polymer Cure
Parker Engineered Materials Group Elastomers 101 Nathan Sowder Business Development Engineer Parker O-Ring Division June 2, 2016 Rubber Compound Mixture of base polymer and other chemicals Polymer Cure
Standard Optics Information
 INFRASIL 301, 302 1. GENERAL PRODUCT DESCRIPTION Heraeus INFRASIL 301 and 302 are optical quartz glass grades manufactured by fusion of natural quartz crystals in an electrically heated furnace. They combine
INFRASIL 301, 302 1. GENERAL PRODUCT DESCRIPTION Heraeus INFRASIL 301 and 302 are optical quartz glass grades manufactured by fusion of natural quartz crystals in an electrically heated furnace. They combine
3 Pulsed laser ablation and etching of fused silica
 3 Pulsed laser ablation and etching of fused silica 17 3 Pulsed laser ablation and etching of fused silica Material erosion caused by short laser pulses takes place far from equilibrium and may be based
3 Pulsed laser ablation and etching of fused silica 17 3 Pulsed laser ablation and etching of fused silica Material erosion caused by short laser pulses takes place far from equilibrium and may be based
Cladding with High Power Diode Lasers
 White Paper Cladding with High Power Diode Lasers Cladding is a well established process used in a variety of industries for improving the surface and near surface properties (e.g. wear, corrosion or heat
White Paper Cladding with High Power Diode Lasers Cladding is a well established process used in a variety of industries for improving the surface and near surface properties (e.g. wear, corrosion or heat
AWS G1.2M/G1.2:1999 (R2010) An American National Standard. Specification for Standardized Ultrasonic Welding Test Specimen for Thermoplastics
 An American National Standard. Specification for Standardized Ultrasonic Welding Test Specimen for Thermoplastics") An American National Standard Specification for Standardized Ultrasonic Welding Test Specimen for Thermoplastics An American National Standard Approved by the American National Standards Institute August
An American National Standard Specification for Standardized Ultrasonic Welding Test Specimen for Thermoplastics An American National Standard Approved by the American National Standards Institute August
BBO Crystals. Features. Broad phase-matchable second-harmonic-generation (SHG) range from nm to 2500 nm
 range from nm to 2500 nm") BBO Crystals Broad phase-matchable second-harmonic-generation (SHG) range from 409.6 nm to 2500 nm Wide transparency range from 189 nm to 2600 nm High damage threshold of 10 J/cm 2 for 10 ns pulse-width
BBO Crystals Broad phase-matchable second-harmonic-generation (SHG) range from 409.6 nm to 2500 nm Wide transparency range from 189 nm to 2600 nm High damage threshold of 10 J/cm 2 for 10 ns pulse-width
Frictional heating calculations for polymers
 Surface Effects and Contact Mechanics XI 3 Frictional heating calculations for polymers M. Conte, B. Pinedo & A. Igartua IK4-Tekniker, Eibar, Spain Abstract In a previous study, the authors highlighted
Surface Effects and Contact Mechanics XI 3 Frictional heating calculations for polymers M. Conte, B. Pinedo & A. Igartua IK4-Tekniker, Eibar, Spain Abstract In a previous study, the authors highlighted
Product Innovations Targeted to Customer Demands
 polymer additives Product Innovations Targeted to Customer Demands BrüggemannChemical continuously develops speciality additives in response to the requirements of the market. More than 30 years experience
polymer additives Product Innovations Targeted to Customer Demands BrüggemannChemical continuously develops speciality additives in response to the requirements of the market. More than 30 years experience
Optical Components: Laser Crystals
 Optical Components: Laser Crystals Table of Contents Crystals Introduction... 2 Nd: YVO 4... 3 Nd:YAG... 6 Nd:YLF... 7 Cr:YAG... 9 1 Crystals Introduction Sinoceramics supplies many types of crystals for
Optical Components: Laser Crystals Table of Contents Crystals Introduction... 2 Nd: YVO 4... 3 Nd:YAG... 6 Nd:YLF... 7 Cr:YAG... 9 1 Crystals Introduction Sinoceramics supplies many types of crystals for
Multispot laser welding to improve process stability
 Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
Temperature Stability of RF Components R. Akre 4/21/2005
 Temperature Stability of RF Components R. Akre 4/21/2005 Typically the phase change of the RF passing through a device will change with temperature. With near speed of light cables, the cable length increases
Temperature Stability of RF Components R. Akre 4/21/2005 Typically the phase change of the RF passing through a device will change with temperature. With near speed of light cables, the cable length increases
A LIDAR SYSTEM FOR REMOTE MEASUREMENT OF OIL FILM THICKNESS ON SEA SURFACE *
 A LIDAR SYSTEM FOR REMOTE MEASUREMENT OF OIL FILM THICKNESS ON SEA SURFACE * Jacek Piskozub, Violetta Drozdowska Institute of Oceanology PAS, Sopot, Poland; email: piskozub@iopan.gda Viktor Varlamov Institute
A LIDAR SYSTEM FOR REMOTE MEASUREMENT OF OIL FILM THICKNESS ON SEA SURFACE * Jacek Piskozub, Violetta Drozdowska Institute of Oceanology PAS, Sopot, Poland; email: piskozub@iopan.gda Viktor Varlamov Institute
DELIVERY PROGRAMME SEMI-FINISHED PRODUCTS
 PA 6 G PA 6 G + Oil (Oilamid ) PA 6 G + Solid lubricant (Lubramid) PA 6 6/12 G (Calaumid 612) PA 12 G (Calaumid 0) PA 6 6/12 G-FE (Calaumid 612-FE) PA 12 G-FE (Calaumid 0-FE) POM PET PE PP PVC PTFE PEEK
PA 6 G PA 6 G + Oil (Oilamid ) PA 6 G + Solid lubricant (Lubramid) PA 6 6/12 G (Calaumid 612) PA 12 G (Calaumid 0) PA 6 6/12 G-FE (Calaumid 612-FE) PA 12 G-FE (Calaumid 0-FE) POM PET PE PP PVC PTFE PEEK
2. Definition of Environmental Stress Cracking (ESC)
") 2. Definition of Environmental Stress Cracking (ESC) Environmental stress cracking (ESC) in plastics means the failure at about room temperature due to continuously acting external and/or internal stresses
2. Definition of Environmental Stress Cracking (ESC) Environmental stress cracking (ESC) in plastics means the failure at about room temperature due to continuously acting external and/or internal stresses
Joining. 10. Tool Design for Joining. Joining. Joining. Physical Joining. Physical Joining
 Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser
 In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
Grilon The Traditional Product
 Grilon The Traditional Product Tough, resilient, good impact strength Widely approved in all industrial areas Easy to process by injection moulding and extrusion, including extrusion blow moulding Broad
Grilon The Traditional Product Tough, resilient, good impact strength Widely approved in all industrial areas Easy to process by injection moulding and extrusion, including extrusion blow moulding Broad
Joining of Dissimilar Automotive Materials
 Joining of Dissimilar Automotive Materials P.K. Mallick William E. Stirton Professor of Mechanical Engineering Director, Center for Lighweighting Automotive Materials and Processing University of Michigan-Dearborn
Joining of Dissimilar Automotive Materials P.K. Mallick William E. Stirton Professor of Mechanical Engineering Director, Center for Lighweighting Automotive Materials and Processing University of Michigan-Dearborn
In-Process Monitoring and Adaptive Control during Pulsed YAG Laser Spot Welding of Aluminum Alloy Thin Sheets
 JLMN-Journal of Laser Micro/Nanoengineering, Vol.1, No. 1, 2006 In-Process Monitoring and Adaptive Control during Pulsed YAG Laser Spot Welding of Aluminum Alloy Thin Sheets Yousuke KAWAHITO * and Seiji
JLMN-Journal of Laser Micro/Nanoengineering, Vol.1, No. 1, 2006 In-Process Monitoring and Adaptive Control during Pulsed YAG Laser Spot Welding of Aluminum Alloy Thin Sheets Yousuke KAWAHITO * and Seiji
DIRECT LASER SINTERING OF BOROSILICATE GLASS
 DIRECT LASER SINTERING OF BOROSILICATE GLASS F. Klocke, A. McClung and C. Ader Fraunhofer Institute for Production Technology IPT, Aachen, Germany Reviewed, accepted August 4, 2004 Abstract Despite the
DIRECT LASER SINTERING OF BOROSILICATE GLASS F. Klocke, A. McClung and C. Ader Fraunhofer Institute for Production Technology IPT, Aachen, Germany Reviewed, accepted August 4, 2004 Abstract Despite the
Diode Laser Welding of ABS: Experiments and Process Modelling
 Diode Laser Welding of ABS: Experiments and Process Modelling M.ILIE 1,3, E.CICALA 1,2, D.GREVEY 2, S. MATTEI 2, V. STOICA 1 1 Mechanical Engineering Faculty, Politehnica University of Timisoara, Mihai
Diode Laser Welding of ABS: Experiments and Process Modelling M.ILIE 1,3, E.CICALA 1,2, D.GREVEY 2, S. MATTEI 2, V. STOICA 1 1 Mechanical Engineering Faculty, Politehnica University of Timisoara, Mihai
High grade thermoforming applications SUSTAVACU 6 GF
 High grade thermoforming applications SUSTAVACU 6 GF Thermoformable sheets made of shock-resistant, glass fibre reinforced polyamide SUSTAVACU 6 GF Material properties General properties high moisture
High grade thermoforming applications SUSTAVACU 6 GF Thermoformable sheets made of shock-resistant, glass fibre reinforced polyamide SUSTAVACU 6 GF Material properties General properties high moisture
Design for Micro Molding: Guidelines,
 Design for Micro Molding: Guidelines, Challenges, and Pushing the Limits Aaron Johnson, VP Marketing Accumold SmartManufacturingSeries.com Image Source: http://i.daily mail.c o.uk /i/pix /2009/08/31/article-1210159-063CF50E000005DC-828_468x638.jpg,
Design for Micro Molding: Guidelines, Challenges, and Pushing the Limits Aaron Johnson, VP Marketing Accumold SmartManufacturingSeries.com Image Source: http://i.daily mail.c o.uk /i/pix /2009/08/31/article-1210159-063CF50E000005DC-828_468x638.jpg,
The use of lasers has increased and
 Ozden Feature Feb_Layout 1 1/11/13 10:52 AM Page 38 s Offer Advantages for Welding Steel Wheel Rims The properties of laser-welded wheel rims were considered good enough for the process to be used in production
Ozden Feature Feb_Layout 1 1/11/13 10:52 AM Page 38 s Offer Advantages for Welding Steel Wheel Rims The properties of laser-welded wheel rims were considered good enough for the process to be used in production
Expanded Polypropylenee. Design Guide
 Expanded Polypropylenee Design Guide April 2012 Utilization of Expanded Polypropylene (EPP) in Component or Product Designs: EPP has successfully been utilized in a variety of industries and applications
Expanded Polypropylenee Design Guide April 2012 Utilization of Expanded Polypropylene (EPP) in Component or Product Designs: EPP has successfully been utilized in a variety of industries and applications
MANUFACTURE AND REPAIR OF AERO ENGINE COMPONENTS USING LASER TECHNOLOGY (INVITED PAPER) Paper (405)
 Paper (405)") Proceedings of the 3 rd Pacific International Conference on Application of Lasers and Optics 2008 MANUFACTURE AND REPAIR OF AERO ENGINE COMPONENTS USING LASER TECHNOLOGY (INVITED PAPER) Paper (405) Ingomar
Proceedings of the 3 rd Pacific International Conference on Application of Lasers and Optics 2008 MANUFACTURE AND REPAIR OF AERO ENGINE COMPONENTS USING LASER TECHNOLOGY (INVITED PAPER) Paper (405) Ingomar
LOW TEMPERATURE PHOTONIC SINTERING FOR PRINTED ELECTRONICS. Dr. Saad Ahmed XENON Corporation November 19, 2015
 LOW TEMPERATURE PHOTONIC SINTERING FOR PRINTED ELECTRONICS Dr. Saad Ahmed XENON Corporation November 19, 2015 Topics Introduction to Pulsed Light Photonic sintering for Printed Electronics R&D Tools for
LOW TEMPERATURE PHOTONIC SINTERING FOR PRINTED ELECTRONICS Dr. Saad Ahmed XENON Corporation November 19, 2015 Topics Introduction to Pulsed Light Photonic sintering for Printed Electronics R&D Tools for
Alternatives to PEI and PEI Compounds
 THERM0PLASTIC ELASTOMERS STRUCTURAL WEAR CONDUCTIVE COLOR FLAME RETARDANT Alternatives to PEI and PEI Compounds Matt Torosian Product Manager, High Temperature Materials mtorosian@rtpcompany.com Steve
THERM0PLASTIC ELASTOMERS STRUCTURAL WEAR CONDUCTIVE COLOR FLAME RETARDANT Alternatives to PEI and PEI Compounds Matt Torosian Product Manager, High Temperature Materials mtorosian@rtpcompany.com Steve
Stanyl ForTii F11. Recommendations for injection molding MATERIAL HANDLING
 GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
Near Infrared and Raman Spectroscopy for in-line Monitoring of Polymers - Applications in the Polymer Industry
 Near Infrared and Raman Spectroscopy for in-line Monitoring of Polymers - Applications in the Polymer Industry µ 1. Applications with NIR-diodearray-processspectrometer SentroProc PP/EVA, PA/FSM µ 2. Application
Near Infrared and Raman Spectroscopy for in-line Monitoring of Polymers - Applications in the Polymer Industry µ 1. Applications with NIR-diodearray-processspectrometer SentroProc PP/EVA, PA/FSM µ 2. Application
VACUUM VIEWPORTS. Introduction... I 03 KF Viewports... I 09 I 01. VACUUM / Components & Consumables
 I VAUUM VIEWPORTS Introduction... I 03 KF Viewports... I 09 I I 01 Neyco manufactures a range of UHV viewports in F, ISO or KF flange styles including a variety of coatings to enhance performance. Materials
I VAUUM VIEWPORTS Introduction... I 03 KF Viewports... I 09 I I 01 Neyco manufactures a range of UHV viewports in F, ISO or KF flange styles including a variety of coatings to enhance performance. Materials
Nanoimprinting in Polymers and Applications in Cell Studies. Albert F. YEE Chemical Engineering & Materials Science UC Irvine
 Nanoimprinting in Polymers and Applications in Cell Studies Albert F. YEE Chemical Engineering & Materials Science UC Irvine Presentation outline Motivation Reversal imprinting Soft inkpad imprinting on
Nanoimprinting in Polymers and Applications in Cell Studies Albert F. YEE Chemical Engineering & Materials Science UC Irvine Presentation outline Motivation Reversal imprinting Soft inkpad imprinting on
Large plastic pipe technology. Large diameter pressure pipe. up to DN/ID 5000 mm
 Large plastic pipe technology Large diameter pressure pipe up to DN/ID 5000 mm Powerful and designed according to YOUR specifications Large diameter pressure pipes No sagging and less wallthickness saves
Large plastic pipe technology Large diameter pressure pipe up to DN/ID 5000 mm Powerful and designed according to YOUR specifications Large diameter pressure pipes No sagging and less wallthickness saves
Optical Contacting ABSTRACT
 Optical Contacting Jean-Jacques FERMÉ Société Européenne de Systèmes Optiques (SESO) 305. rue Louis Armand B.P. 55000 13792 Aix-en-Provence Cedex 3 - FRANCE Tel. + 33 442.168.504 - Fax + 33 442.168.585
Optical Contacting Jean-Jacques FERMÉ Société Européenne de Systèmes Optiques (SESO) 305. rue Louis Armand B.P. 55000 13792 Aix-en-Provence Cedex 3 - FRANCE Tel. + 33 442.168.504 - Fax + 33 442.168.585
Hot-Dip Galvanized Fabrication Considerations
 Hot-Dip Galvanized Fabrication Considerations TECHNICAL BULLETIN JANUARY 27, 2016 Forming Hot-dip galvanized sheet can be formed almost as readily as uncoated cold rolled sheet. It can be formed in a variety
Hot-Dip Galvanized Fabrication Considerations TECHNICAL BULLETIN JANUARY 27, 2016 Forming Hot-dip galvanized sheet can be formed almost as readily as uncoated cold rolled sheet. It can be formed in a variety
>10 11 ohm-cm. ε T 11/ε0=6.7, ε T 33/ε0=8.1; Tan δ<0.001
 Beta-Barium Borate Crystal BBO Beta-Barium Borate (β-bab2o4 or BBO) is one of the most excellent NLO crystals. Using a newly improved flux method, AOTK now produces highquality BBO crystal with high optical
Beta-Barium Borate Crystal BBO Beta-Barium Borate (β-bab2o4 or BBO) is one of the most excellent NLO crystals. Using a newly improved flux method, AOTK now produces highquality BBO crystal with high optical
average diameter = 3 nm, from PlasmaChem) was mixed in NLCs to produce QDembedded
 was mixed in NLCs to produce QDembedded") Electronic Supplementary Material (ESI) for RSC Advances. This journal is The Royal Society of Chemistry 2014 Supporting information Experimental Section The blended CLC-monomer materials used to fabricate
Electronic Supplementary Material (ESI) for RSC Advances. This journal is The Royal Society of Chemistry 2014 Supporting information Experimental Section The blended CLC-monomer materials used to fabricate
Low Pressure Molding Overview. Henkel Electronics
 Low Pressure Molding Overview Henkel Electronics Agenda 1 Technology 2 Process 3 Solutions 2 February 25, 2016 Low Pressure Molding Overview Agenda TECHNOMELT Low Pressure Molding 1. Overview of Technology
Low Pressure Molding Overview Henkel Electronics Agenda 1 Technology 2 Process 3 Solutions 2 February 25, 2016 Low Pressure Molding Overview Agenda TECHNOMELT Low Pressure Molding 1. Overview of Technology
High Throughput Laser Processing of Guide Plates for Vertical Probe Cards Rouzbeh Sarrafi, Dana Sercel, Sean Dennigan, Joshua Stearns, Marco Mendes
 High Throughput Laser Processing of Guide Plates for Vertical Probe Cards Rouzbeh Sarrafi, Dana Sercel, Sean Dennigan, Joshua Stearns, Marco Mendes IPG Photonics - Microsystems Division Outline Introduction
High Throughput Laser Processing of Guide Plates for Vertical Probe Cards Rouzbeh Sarrafi, Dana Sercel, Sean Dennigan, Joshua Stearns, Marco Mendes IPG Photonics - Microsystems Division Outline Introduction
SECTION HVAC INSULATION
 PART 1 GENERAL 1.1 SUMMARY SECTION 23 07 00 HVAC INSULATION A. Section Includes: 1. Ductwork insulation. 2. Duct liner. 3. Insulation jackets. 4. Equipment insulation 5. Piping system insulation. 6. Insulation
PART 1 GENERAL 1.1 SUMMARY SECTION 23 07 00 HVAC INSULATION A. Section Includes: 1. Ductwork insulation. 2. Duct liner. 3. Insulation jackets. 4. Equipment insulation 5. Piping system insulation. 6. Insulation
Classification of polymers. Classification of polymers. Classification of polymers. Shrinkage. Properies. 02 Plastic materials Mould design project
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Classification of polymers BAGIM1ENNB Design and manufacturing of plastic injection mould Natural based polymers Polymers Macromolecular organic matter Artificial
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Classification of polymers BAGIM1ENNB Design and manufacturing of plastic injection mould Natural based polymers Polymers Macromolecular organic matter Artificial
D. Grewell*, A. Benatar
 REVIEW ARTICLE D. Grewell*, A. Benatar Agricultural and Biosystems Eingineering, Iowa State University, Ames, IA, USA Welding of Plastics: Fundamentals and New Developments This paper provides a general
REVIEW ARTICLE D. Grewell*, A. Benatar Agricultural and Biosystems Eingineering, Iowa State University, Ames, IA, USA Welding of Plastics: Fundamentals and New Developments This paper provides a general
Transmission Electron Microscopy (TEM) Prof.Dr.Figen KAYA
 Prof.Dr.Figen KAYA") Transmission Electron Microscopy (TEM) Prof.Dr.Figen KAYA Transmission Electron Microscope A transmission electron microscope, similar to a transmission light microscope, has the following components along
Transmission Electron Microscopy (TEM) Prof.Dr.Figen KAYA Transmission Electron Microscope A transmission electron microscope, similar to a transmission light microscope, has the following components along
Elastomer and Thermoplastic Components and Assemblies For Motorized Vehicles
 Elastomer and Thermoplastic Components and Assemblies For Motorized Vehicles Leader in Advanced Material Technologies Our Materials, Processes And Design Options Help Make The World Go Round Minnesota
Elastomer and Thermoplastic Components and Assemblies For Motorized Vehicles Leader in Advanced Material Technologies Our Materials, Processes And Design Options Help Make The World Go Round Minnesota
LOT. Contents. Introduction to Thin Film Technology. Chair of Surface and Materials Technology
 Introduction to Thin Film Contents 1. Introduction and Application Examples (2h) 2. Preparation of Thin Films by PVD (Physical Vapor Deposition) (6h) 2.1 Vacuum Technique (1h) 2.1.1 Kinetics of Gases 2.1.2
Introduction to Thin Film Contents 1. Introduction and Application Examples (2h) 2. Preparation of Thin Films by PVD (Physical Vapor Deposition) (6h) 2.1 Vacuum Technique (1h) 2.1.1 Kinetics of Gases 2.1.2
A Study on Injection Moulding of Two Different Pottery Bodies
 A Study on Injection Moulding of Two Different Pottery Bodies M. Y. Anwar 1, M. Zubair 1, M. Ajmal 1, and M. T. Z. Butt 2 1. Department of Metallurgical & Materials Engineering, UET Lahore. 2. Faculty
A Study on Injection Moulding of Two Different Pottery Bodies M. Y. Anwar 1, M. Zubair 1, M. Ajmal 1, and M. T. Z. Butt 2 1. Department of Metallurgical & Materials Engineering, UET Lahore. 2. Faculty