Surface Roughness and Tool Wear on Cryogenic Treated CBN Insert on Titanium and Inconel 718 Alloy Steel
|
|
|
- Anne Goodwin
- 6 years ago
- Views:
Transcription

1 Surface Roughness and Tool Wear on Cryogenic Treated CBN Insert on Titanium and Inconel 718 Alloy Steel Sivaprakasam Thamizhmanii and Sulaiman Hasan Abstract Machining of materials by super hard tools like CBN and PCBN is to reduce tool wear to obtain dimensional accuracy, smooth surface and more number of parts per cutting edge. Wear of tools is inevitable due to rubbing action between work material and tool edge. However, the tool wear can be minimized by using super hard tools by enhancing the strength of the cutting inserts. One such process is cryogenic treatment. This process is used in all materials and cutting inserts which requires wear resistance. The cryogenic process is executed under subzero temperature -196 degree C for longer period of time in a closed chamber which contains liquid nitrogen. In this research, CBN inserts with cryogenically treated was used to turn difficult to cut metals like Titanium, Inconel 718 etc. The turning parameters used are different cutting speeds, feed rates and depth of cut. In this research, Titanium and Inconel 718 material were used. The results obtained are surface roughness, flank wear and crater wear. The surface roughness obtained on Titanium was lower at high cutting speed compared with Inconel 718. The flank wear was low while turning Titanium than Inconel 718. Crater wear is less on Inconel 718 than titanium alloy. All the two materials produced saw tooth chips and one reason for more crater wear formation while turning Inconel 718. More abrasion occurred on the flank side in turning Titanium than Inconel 718. The turning on Inconel 718 alloy steel formed built up edge in all the parameters. The formation of built up edge deteriorated the Inconel 718 alloy steel surface. More depth of cut did not affect the quality of machine surface, infact it produced smooth surface. speeds in high speed machining of various materials. High speed turning is recognized as a main manufacturing technology for higher productivity and throughput [1]. Barron [2] performed abrasive wear tests on a wide variety of steels and concluded that metals which can exhibit retained austenite at room temperature can have their wear resistance increased significantly, by subjecting them to cryogenic treatment. Seah et al. [3] studied and found that cryogenic treated tools improved wear resistance and overall tool lives of tungsten carbide tool inserts. Yong et al. [3] compared the performance of cryogenically treated and untreated tungsten inserts during high speed milling of medium carbon steel. The cryogenically treated inserts exhibit better tool wear resistance than untreated ones. Keywords Cryogenic treatment, crater wear, flank wear, Inconel 718, surface roughness and titanium, I. INTRODUCTION ACHINING of materials is recognized as removing Munwanted materials by using different cutting inserts with variable cutting parameters. Cryogenic process is treating the work materials and cutting inserts at 196 C. CBN and PCBN cutting tools are used to machine difficult to cut materials like high strength alloy steels, stainless steel, Inconel 718, Titanium etc. Fig. 1 shows generally accepted cutting Sivapraksam Thamizhmanii is working in the Faculty of Mechanical and Manufacturing, Universiti Tun Hussein Onn Malaysia, 864, Parit Raja,Batu Pahat, Johor, Malaysia. (Phone: ; fax: , siva@ uthm.edu.my). Prof Dr. Sulaiman Hasan is working as Professor in the Faculty of Mechanical and Manufacturing, 864, Parit Raja,Batu Pahat, Johor, Malaysia. (Phone: ; fax: , sulaiman@uthm.edu.my). Fig. 1 High-speed cutting ranges in machining of various materials [1] II. EXPERIMENTAL WORKS A. Principle of Deep Cryogenic Treatment In this research, CBN inserts were cryogenically treated and the process is explained briefly. Cryogenic expresses study and use of materials at very low temperature, below 196º C. Liquid Nitrogen (LN) is the most commonly used element in cryogenics. Nitrogen melts at -21.1º C and boils at º C, it is the most abundant gas, composing about four fifths (78.3 %) by volume of the atmosphere. It is colorless, odorless, tasteless and non-toxic gas. Deep cryogenic treatment comprises of cooling the material over a period for few hours to the sub-zero range, holding at this temperature 157
2 for a long time and then returning to room temperature. The process is based on the predetermined thermal cycle that involves cooling of the engineering components/materials in a completely controlled cryogenic chamber. The material is slowly cooled to -196 C and soaked at deep cryogenic temperature for 2 hours. The material is then allowed to return slowly to ambient temperature. The complete cryogenic cycle would take up to 25-3 hours. Thermal control is achieved by continuously monitoring inputs and regulating the flow of LN into the chamber and alternating the heat. Precise program control takes the cycle through its three phases of descend, soak and ascend. It is imperative that a slow descend is followed by soaking period for at least 24 hours at -196 C and raised to room temperature with a slow ascend. In this process, no dimensional change and thermal crack occur. Strict computer control and precise processing profiles assure that optimum results are achieved with no dimensional change or thermal shock. The system is relatively simple and does not require large capital outlay. B. Titanium (Ti-6Al-4V) Alloy Titanium alloy is an attractive material in many industries due to its unique and excellent combination of strength to weight ratio and their resistance to corrosion. However, because of its low thermal conductivity and high chemical reactivity, Ti-6Al-4V alloy is generally classified as a difficult to cut material that can be characterized by low productivity and rapid tool wear rate even at conventional cutting speeds. Table I and II show the mechanical and chemical properties of Titanium alloy and Inconel 718 alloy respectively. The chemical and mechanical properties details were given along with test certificates by the supplier. C. Inconel 718 Inconel 718 is categorized as a nickel-based super alloy, which is extensively used in aerospace and energy industry, specially in the high temperature area of engine, because of their excellent mechanical resistance to high temperature and corrosion. Many previous investigations have reported that nickel-based super alloys are difficult to machine [4-5] due to the following reasons: (1) high hot hardness and strength causing deformation of the cutting tool; (2) the rapid work hardening causing severe notch wear; (3) presence of primary carbide particles encouraging abrasion tool wear; (4) low thermal diffusivity leading to extremely high local temperature on cutting edge; (5) welding of the work piece to the tool cutting edge forming unstable built-up edge (BUE) which deteriorate machined surface; and (6) possible chemical reactions accelerating tool wear. One of major issues in machining of nickel-based super alloys is short tool life and thereby low productivity. Welding and adhesion of work piece material onto the cutting tool frequently occur during machining causing severe notching as well as alterations of the tool rake face due to the consequent pull-out tool material [6-7]. Surface quality is another important issue in the machining of nickel-based super alloys since critical components, such as discs for jet engine, are often made of this material. The main problems reported from previous investigations are surface tearing, cavities, cracking, metallurgical changes, plastic deformation and formation of residual stresses in the case of machining with carbide cutting tools [5, 8]. Sadat and Reddy [9] found that an increase in cutting speed reduced surface damages by reducing the cutting force due to an increase in cutting temperature and corresponding drop in work piece strength. Ezugwu [5] reported that the change of microstructure in subsurface when cutting tool changed from a new tool to worn tool. D. Equipments Used The experiments were conducted for 1 mm length of turning and each time surface roughness, flank wear and crater wear were measured. The surface roughness was measured using Mitutoyo 4 surface roughness tester and wear of the tool by Scanning Electron Microscope (SEM). It was decided to turn the work material up to 5 mm length or if the flank wear reached the value of.3 mm as per ISO 3685 of 1993 which ever is earlier and the experiment stopped. Table III shows the operating parameters of the experiment. TABLE I MECHANICAL PROPERTIES Grades Tensile strength Yield strength % elongation Inconel MPa 136 MPa 12 Titanium KSI KSI 19.2 TABLE II CHEMICAL PROPERTIES Alloying Titanium alloy Inconel 718 elements Carbon max. Manganese <.1.35 max. Chromium, Molybdenum < Titanium alloy Balance Nickel Aluminum Vanadium Fe Balance Silicon <.1.35 max. Copper.1.3 max. Cobalt max. Phosphorus max Sulfur max. Boron --.6 max. CUTTING SPEED M/MIN TABLE III OPERATING PARAMETERS FEED RATE MM/REV DEPTH OF CUT MM 3.5.5,.75 & ,.75 & ,.75 & 1. III. RESULTS AND DISCUSSION A. Surface Roughness Formation of the machined surface is closely associated with the reaction of the edge of cutting tool and workpiece. 1571
3 Dhar et al. [1] reported that the surface roughness was low with cryogenic treated inserts in comparison with non-treated inserts at all cutting speeds. This has been more or less true for all the work tool combinations undertaken in this research. Wuyi Chen [11] stated that the surface roughness would be low when the hardness of the material increased. Lateral plastic flow of the work material in front of the cutting edge increased roughness of the machined surfaces. B. References ROUGHNESS TIT-3-.5 TIT TIT-3-1. INC-3-.5 INC INC-3-1. LENGTH OF TURNING-FEED RATE -.5 MM/REV TIT-3-.5 TIT TIT-3-1. INC-3-.5 ICN INC-3-1. (d) ROUGHNESS LENGTH OF TURNING-FEED RATE -.5 MM/REV (a) ROUGHNESS TIT-4-.5 TIT TIT-4-1. INC-4-.5 INC INC-4-1. LENGTH OF TURNING-FEED RATE -.1 MM/REV TIT TIT TIT-4-1. ICN ICN ICN (e) ROUGHNESS - ROUGHNESS LENGTH OF TURNING-FEED RATE -.1-MM/REV (b) TIT-5-.5 TIT TIT-5-1. INC-5-.5 INC INC-5-1. LENGTH OF TURNING-FEED RATE -.15 MM/REV (c) ROUGHNESS TIT-5-.5 TIT TIT-5-1. INC-5-.5 INC INC-5-1. LENGTH OF TURNING-FEED RATE-.15 MM/REV (f) Fig. 2 Graphs showing length of turning Vs surface roughness (a) 3 m/min cutting and feed rate of -.5 (b) 4 m/min cutting speed with.1 feed rate and (c) 5 m/min cutting speed with.15 feed rate, (d) DOC of.5 mm, (e) DOC of.75 mm and (f) DOC of 1. Number citations were consecutively in square brackets [1]. Thakur et al. [12] turned Inconel 718 material by tungsten carbide tool and reported that the roughness value decreased at high cutting speed but increased as the feed rate increased. This was due to increased friction between work material and tool interface which eventually increases the temperature in the cutting zone The surface roughness values are higher when lower feed rate was used, while the roughness values were smaller when higher feed rate was employed in the tests. This is presumably, is due to ploughing action caused by smaller uncut chip thickness [13, 14]. Rougher surface at small feed rate may associate with minimum chip thickness. Fig. 2 (a-f) show graphical representation of surface roughness against operating parameters as given in the Table 1572
4 III. The surface roughness obtained at cutting speed of 3, 4 and 5 m/min with at feed rate is low in turning Titanium than Inconel 718 alloy steel even after 5 mm length turning. Smooth roughness obtained at cutting speed of 5 m/min with feed rate.5 mm / rev. at 1 mm depth of cut. This was due to more tool plough effect and plastic deformation produced low surface roughness. C. Tool Flank Wear Flank wear is formed on the flank side of the insert which is due to rubbing action of the insert and machining surface. Fig. 3 shows the various tool wear that is likely to occur as per ISO 3685 of 1993 [15]. The tools often fail rapidly due to nonuniform flank wear, chipping, depth of cut notching, and plastic deformation of the cutting edge even at relatively low cutting. Low thermal conductivity (11.4 W/m K), leading to high cutting temperature in cutting and high strength under high temperature are responsible for its generally poor machinability [6]. In addition, the cutting forces generated are also very high around double that found when cutting medium carbon steels [7]. This, in combination with the relatively short chip contact length and high cutting temperature, induces very high stress concentration on the area of tool / work piece interaction and leads to highly plastics deformation in cutting edge and work piece material. Manu Dogra et al. [15] found that during the turning of hardened AISI 434 steel using CBN-TiN coated carbide and PCBN tools, result revealed that tool life of CBN TiN coated carbide inserts was approximately 18-2 min per cutting edge, whereas PCBN tools produced a tool life of 32 min. Flank wear is primarily attributed to rubbing of the tool along the machined surfaces, causing abrasive diffusive and adhesive wear mechanisms and also high temperature, which affect the tool material properties as well as work piece surface. FLANK WEAR - FLANK WEAR - FLANK WEAR TIT-3-.5 TIT TIT-3-1. INC-3-.5 INC INC-3-1. LENGTH OF TURNING-FEED RATE-.5-MM/REV (a) TIT-4-.5 TIT TIT-4-1. INC-4-.5 INC INC-4-1. LENGTH OF TURNING - FEED RATE -.1-MM/REV (b) TIT-5-.5 TIT TIT-5-1. INC-5-.5 INC INC-5-1. LENGTH OF TURNING-FEED RATE-.15 MM/REV (c) Fig. 4 Graph showing length of turning Vs flank wear (a) 3 m/min cutting and feed rate of -.5 (b) 4 m/min cutting speed with.1 feed rate and (c) 5 m/min cutting speed with.15 feed rate Fig. 3 Various tool wear on a single point tool [15] In all the cutting speeds, flank wear was formed more at low feed rate of.5 mm/rev. Titanium alloy steel. At 1 mm depth of cut in turning Inconel 718, the flank wear was low than.5 and.75 mm depth of cut. In this research, it was found that flank wear formation was high in Titanium than Inconel 718 and shows that Titanium alloy is difficult to cut metal. Fig. 4 (a-c) show graphical representation of flank wear for all the three parameters. Fig. 5 (a-i) shows SEM view on flank wear by titanium alloy and more abrasion occurred than Inconel 718. Fig. 6 show SEM view on flank wear by Inconel 718 alloy steel which shows less flank wear. 1573
 4-.1-.5 (e) 4-.1-.75 (f) 4-.1-1.")






.")












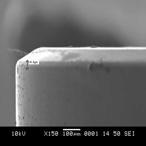
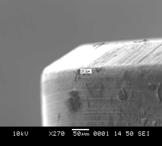
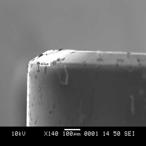

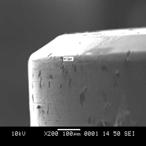

5 (a) (b) (c) (a) (b) (c) (d) (e) (f) (d) (e) (f) (g) (h) (i) Fig. 5 SEM view on flank wear on Titanium alloy (g) (h) (i) Fig. 7 SEM view on flank wear on Inconel 718 alloy (a) (b) (c) D. Crater Wear Crater wear is formed at rake face of the tool. Fig. 3 shows the various crater wear formation which is represented by K T. The ISO 3685 of 1993 recommends the criterion of tool life due to crater wear and can be calculated by using the formula as given below. K T = (.6).3 f + (17) (d) (e) (f) (g) (h) (i) Fig. 6 SEM view on crater wear while turning Titanium where f is the feed rate and K T is the depth of crater. Crater wear is dished out section which it develops on the rake face of the tool. The formation of crater wear occur little away from the cutting edges. In fact at low cutting speed, crater wear is usually insignificant compared with flank wear in normal operations. There is no standard available for maximum depth of the crater specification like flank wear. Deeper crater will lead to failure of the cutting edge. When machining using CBN, PCBN inserts and other high strength inserts the formation of wear take longer time. At high cutting speeds crater wear formation would be more severe and depth of crater K T will be deeper. While turning difficult to cut materials crater wear was more due to saw tooth chips. In turning Titanium alloy, the formation of crater wear was low than Inconel 718. The saw tooth chips rougher and deeper crater formed. Fig. 6, 7 and 8 show the crater wear formed while turning Titanium and Inconel 718 respectively. More craters formed in turning Titanium than Inconel




![[4] Arunachalam R, Mannan MA (2) Machinability of nickelbased high temperature alloys. Mach Sci Technol 4(1):127 168 6.](/docs-images/80/81009873/images/6-4.jpg "[5] Ezugwu EO, Bonney J, Yamane Y (23) An overview of the machinability of aeroengine alloys. J Mater Process Technol 134(2):233 253.")
![[6] Watmon TB, Anthony CI (21) Coating cutting tools with hard substance lowers friction co-efficient and improves tool life a review.](/docs-images/80/81009873/images/6-5.jpg "in: Proceedings of the International Multi-Conference of Engineering and Computer Scientists. IMECS, Hong Kong, pp 17 19.")
![[7] Pawade RS, Suhas S, Joshi S, Brahmankar PK, Rahman M (27) An investigation of cutting forces and surface damage in high speed turning of Inconel 718. J Mater Process Technol 192 193:139 146.](/docs-images/80/81009873/images/6-6.jpg "[8] Sharman ARC, Dewes RC, Aspinwall DK (21) Tool life when high speed ball nose end milling Inconel 718. J Mater Process Technol 118(1 3):9 35.")
![[9] Sadat AB, Reddy MY (1992) Surface integrity of Inconel-718 nickelbase super alloy using controlled and natural contact length tools. Part I. Lubricated. Exp Mech 32(3):282 288.](/docs-images/80/81009873/images/6-7.jpg "[1] Dhar NR, Paul S, Chattopadhyay AB, 22, Machining of AISI 145 steel under cryogenic cooling tool wear, surface roughness and dimensional deviations, Journal of Materials Processing Technology,123,")
6 (a) (b) (c) (d) (e) (f ) (g) (h) Fig. 8 SEM view on crater wear on Inconel 718 alloy IV. CONCLUSION The following conclusions were arrived in this research; 1. Surface roughness obtained in turning Titanium alloy was low at cutting speed 5 m/min than 3 and 4 m/min than Inconel Surface roughness at depth of cut 1 mm is low than.5 and.75 mm in Titanium alloy than Inconel Flank wear by Inconel 718 was low than Titanium. Flank wear at 1 mm depth of cut was low than.5 and.75 mm. 4. Crater wear formed in turning Titanium alloy was ununiform in wear. The crater wear by Inconel 718 was less deep and small in magnitude of K T. 5. Cryogenic treated inserts performed very well by producing smooth surface roughness in Titanium alloy than Inconel 718. On the other hand, flank wear was low in turning Inconel 718 than Titanium alloy. ACKNOWLEDGMENT The authors would like to thank Ministry of Higher Education Malaysia for their financial support via Fundamental Research Grant Scheme (FRGS) Vot 751. [3] Seah KHW, Rahim M, Yong KH, Performance evaluation of cryogenically treated tungsten carbide cutting inserts, Proc. Inst.Mech.Eng. Part B: J Eng Manuf. 23, 217: [4] Arunachalam R, Mannan MA (2) Machinability of nickelbased high temperature alloys. Mach Sci Technol 4(1): [5] Ezugwu EO, Bonney J, Yamane Y (23) An overview of the machinability of aeroengine alloys. J Mater Process Technol 134(2): [6] Watmon TB, Anthony CI (21) Coating cutting tools with hard substance lowers friction co-efficient and improves tool life a review.in: Proceedings of the International Multi-Conference of Engineering and Computer Scientists. IMECS, Hong Kong, pp [7] Pawade RS, Suhas S, Joshi S, Brahmankar PK, Rahman M (27) An investigation of cutting forces and surface damage in high speed turning of Inconel 718. J Mater Process Technol : [8] Sharman ARC, Dewes RC, Aspinwall DK (21) Tool life when high speed ball nose end milling Inconel 718. J Mater Process Technol 118(1 3):9 35. [9] Sadat AB, Reddy MY (1992) Surface integrity of Inconel-718 nickelbase super alloy using controlled and natural contact length tools. Part I. Lubricated. Exp Mech 32(3): [1] Dhar NR, Paul S, Chattopadhyay AB, 22, Machining of AISI 145 steel under cryogenic cooling tool wear, surface roughness and dimensional deviations, Journal of Materials Processing Technology,123, [11] Wuyi Chen, 2. Cutting forces and surface finish when machining medium hardness steel using CBN tools, International Journal of Machine Tools and Manufacture 4, [12] Thakur, D.G. Ramamoorthy, B. and Vijayaraghavan, L, 28. Study on the Machinability characteristics of super alloy Inconel 718 during high speed turning, Materials and Design, doi: s , 28, [13] Zhou BM, Chen C, Huang Q, An Q (29) Study on surface damages caused by turning NiCr2TiAl nickel-based alloy. JMater Process Technol 29: [14] Chou KH, Song C (24) Tool nose radius effects on finish hard turning. J Mater Process Technol 148: [15] Manu Dogra, Visjal S.Sharma, Anish Sachdeva, Narinder Mohan Suri, Jasminder S. Dureja, 211. Performance evaluation of CBN, coated carbide, cryogenically treated uncoated/coated carbide inserts in finish turning of hardened steel, Int.J Adv.Manuf.Technol., 57: , 211, doi: 1.17/s ISO for tool life. Dr.Sivapraksam Thamizhmanii is working as Senior Lecturer in Universiti tun Hussein Onn Malaysia. Prior to present assignment he worked in a private company for 17 years in various capacities. He worked in Madras Institute of Technology, Anna University, Chennai, India. His interest fields are machining, tool design, Quality management, Industrial engineering, friction stir welding and cutting tools. Professor Dr. Sulaiman Haji Hasan is currently a professor in Manufacturing Engineering in the Tun Hussein Onn University, Malaysia. Professor Sulaiman lectures in Advanced Machining, Project Management and Research Methodology. He also supervised PhD and Masters student in Manufacturing Engineering. At the moment his research are focused on Machining, Lean Management, Packaging and Sustainable Manufacturing. He was formerly the Dean of the Faculty of Mechanical and Manufacturing in this University for three terms. Professor Dr. Sulaiman also evaluates research proposals at national level and committee members as well as advisors for Research and Development at the Ministry of Higher Education, Malaysia. REFERENCES [1] G. O. Ezugwu EO, Wang ZM, Machado AR., The machinability of nickel-based alloys: a review. Journal Mater Process Technol; 1999, 86:1 16. [2] Barron RF, Cryogenic treatment of metals to improve wear resistance, 1982, Cryogenics, 22:
Investigation of Surface Roughness and Flank Wear by CBN and PCBN Tools on Hard Cr-Mo Steel
 Investigation of Surface Roughness and Flank Wear by CBN and PCBN Tools on Hard Cr-Mo Steel S.Thamizhmanii* and S.Hasan Abstract Hard turning is the latest technology and is used to turn hard materials
Investigation of Surface Roughness and Flank Wear by CBN and PCBN Tools on Hard Cr-Mo Steel S.Thamizhmanii* and S.Hasan Abstract Hard turning is the latest technology and is used to turn hard materials
Investigating Flank Wear and Cutting Force on Hard Steels by CBN Cutting Tool by Turning
 Proceedings of the World Congress on Engineering 8 Vol III WCE 8, July 2-4, 8, London, U.K. Investigating Flank Wear and Cutting Force on Hard Steels by CBN Cutting Tool by Turning SThamizhmanii* and S.Hasan
Proceedings of the World Congress on Engineering 8 Vol III WCE 8, July 2-4, 8, London, U.K. Investigating Flank Wear and Cutting Force on Hard Steels by CBN Cutting Tool by Turning SThamizhmanii* and S.Hasan
Tool Wear when Finish Turning Inconel 718 under Dry Conditions
 International Journal of Science Engineering and Technology Vol. 2, No. 3, 2009 ISSN: 1985-3785 Available online at: www.ijset.org 2009 ILRAM Publisher Tool Wear when Finish Turning Inconel 718 under Dry
International Journal of Science Engineering and Technology Vol. 2, No. 3, 2009 ISSN: 1985-3785 Available online at: www.ijset.org 2009 ILRAM Publisher Tool Wear when Finish Turning Inconel 718 under Dry
Machinability studies on INCONEL 718
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Machinability studies on INCONEL 718 To cite this article: M Anthony Xavior et al 2016 IOP Conf. Ser.: Mater. Sci. Eng. 149 012019
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Machinability studies on INCONEL 718 To cite this article: M Anthony Xavior et al 2016 IOP Conf. Ser.: Mater. Sci. Eng. 149 012019
Experimental evaluation of machining parameters in machining of 7075 aluminium alloy with cryogenic liquid nitrogen coolant
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Experimental evaluation of machining parameters in machining of 7075 aluminium alloy with cryogenic liquid nitrogen coolant To
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Experimental evaluation of machining parameters in machining of 7075 aluminium alloy with cryogenic liquid nitrogen coolant To
INTRODUCTION. Think HSS
 INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
FINITE ELEMENTSIMULATION IN ORTHOGONAL MACHINING OF INCONEL 718 ALLOY
 FINITE ELEMENTSIMULATION IN ORTHOGONAL MACHINING OF INCONEL 718 ALLOY P.DEEPAGANESH. ME CAD/CAM, Shanmuganathan Engineering College, Pudukottai. ABSTRACT Knowing the stringent operating conditions to which
FINITE ELEMENTSIMULATION IN ORTHOGONAL MACHINING OF INCONEL 718 ALLOY P.DEEPAGANESH. ME CAD/CAM, Shanmuganathan Engineering College, Pudukottai. ABSTRACT Knowing the stringent operating conditions to which
PERFORMANCE OF CARBIDE TOOL IN HIGH SPEED TURNING OF TI- 6AL-4V ELI UNDER CONVENTIONAL COOLANT AND MINIMAL QUANTITY LUBRICATION
 PERFORMANCE OF CARBIDE TOOL IN HIGH SPEED TURNING OF TI- 6AL-4V ELI UNDER CONVENTIONAL COOLANT AND MINIMAL QUANTITY LUBRICATION C. H. Che Haron 1, M. A. Sulaiman 2, J. A. Ghani 1, M. S. Kasim 2 and E.
PERFORMANCE OF CARBIDE TOOL IN HIGH SPEED TURNING OF TI- 6AL-4V ELI UNDER CONVENTIONAL COOLANT AND MINIMAL QUANTITY LUBRICATION C. H. Che Haron 1, M. A. Sulaiman 2, J. A. Ghani 1, M. S. Kasim 2 and E.
Cutting Tool Materials and Cutting Fluids. Dr. Mohammad Abuhaiba
 Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
International Journal of Advance Engineering and Research Development. Machining of difficult-to-cut Super alloys: A Review
 Scientific Journal of Impact Factor (SJIF): 4.72 International Journal of Advance Engineering and Research Development Volume 4, Issue 10, October -2017 Machining of difficult-to-cut Super alloys: A Review
Scientific Journal of Impact Factor (SJIF): 4.72 International Journal of Advance Engineering and Research Development Volume 4, Issue 10, October -2017 Machining of difficult-to-cut Super alloys: A Review
RESPONSE SURFACE METHODOLOGY IN FINISH TURNING INCONEL 718
 RESPONSE SURFACE METHODOLOGY IN FINISH TURNING INCONEL 718 M. Aruna 1 Department of Mechanical Engineering, Velammal College of Engineering and Technology, Madurai, India. Dr. V. Dhanalakshmi 2 Department
RESPONSE SURFACE METHODOLOGY IN FINISH TURNING INCONEL 718 M. Aruna 1 Department of Mechanical Engineering, Velammal College of Engineering and Technology, Madurai, India. Dr. V. Dhanalakshmi 2 Department
MACHINING CHARACTERISTICS OF LASER ASSISTED MICRO MILLING (LAµM) ON Ti6Al4V USING MICRO BALL MILLING TOOL
 ON Ti6Al4V USING MICRO BALL MILLING TOOL") VOL. 11, NO. 12, JUNE 16 ISSN 1819-668 6-16 Asian Research Publishing Network (ARPN). All rights reserved. MACHINING CHARACTERISTICS OF LASER ASSISTED MICRO MILLING (LAµM) ON Ti6Al4V USING MICRO BALL MILLING
VOL. 11, NO. 12, JUNE 16 ISSN 1819-668 6-16 Asian Research Publishing Network (ARPN). All rights reserved. MACHINING CHARACTERISTICS OF LASER ASSISTED MICRO MILLING (LAµM) ON Ti6Al4V USING MICRO BALL MILLING
CUTTING TOOL TECHNOLOGY
 CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
Predicting Surface Roughness, Tool Wear and MMR in Machining Inconel 718: A Review
 Predicting Surface Roughness, Tool Wear and MMR in Machining Inconel 718: A Review Prof. S.C.Borse Assistant Professor, Department of Mechanical Engineering, DIEMS, Aurangabad, Maharashtra Abstract- Increasing
Predicting Surface Roughness, Tool Wear and MMR in Machining Inconel 718: A Review Prof. S.C.Borse Assistant Professor, Department of Mechanical Engineering, DIEMS, Aurangabad, Maharashtra Abstract- Increasing
Analysis of Cutting Forces in High Speed Turning of Inconel 718 by using Ceramic Tools
 International Conference on Multidisciplinary Research & Practice P a g e 17 Analysis of Cutting Forces in High Speed Turning of Inconel 718 by using Ceramic Tools Ganesh. S. Sonawane 1 1 PG Student, Mechanical
International Conference on Multidisciplinary Research & Practice P a g e 17 Analysis of Cutting Forces in High Speed Turning of Inconel 718 by using Ceramic Tools Ganesh. S. Sonawane 1 1 PG Student, Mechanical
International Journal of Advanced Engineering Technology E-ISSN
 Research Article EXPERIMENTAL ANALYSIS OF CRYOGENIC TREATMENT ON COATED TUNGSTEN CARBIDE INSERTS IN TURNING Shivdev Singh ¹*, Dilbag Singh ², Nirmal S Kalsi ² Address for Correspondence ¹Department of
Research Article EXPERIMENTAL ANALYSIS OF CRYOGENIC TREATMENT ON COATED TUNGSTEN CARBIDE INSERTS IN TURNING Shivdev Singh ¹*, Dilbag Singh ², Nirmal S Kalsi ² Address for Correspondence ¹Department of
Effect of Gases on the Performance of Cryogenically Treated Tungsten Carbide Inserts in Turning
 Effect of Gases on the Performance of Cryogenically Treated Tungsten Carbide Inserts in Turning 89 Effect of Gases on the Performance of Cryogenically Treated Tungsten Carbide Inserts in Turning Ashwani
Effect of Gases on the Performance of Cryogenically Treated Tungsten Carbide Inserts in Turning 89 Effect of Gases on the Performance of Cryogenically Treated Tungsten Carbide Inserts in Turning Ashwani
An Investigation of Adhesion Wear Behavior of Tool Steel on Blanking Die
 2011 International Conference on Advanced Materials Engineering IPCSIT vol.15 (2011) (2011) IACSIT Press, Singapore An Investigation of Adhesion Wear Behavior of Tool Steel on Blanking Die Komgrit Lawanwong
2011 International Conference on Advanced Materials Engineering IPCSIT vol.15 (2011) (2011) IACSIT Press, Singapore An Investigation of Adhesion Wear Behavior of Tool Steel on Blanking Die Komgrit Lawanwong
MANUFACTURING PROCESSES. Tool Material & Cutting Fluid
 MANUFACTURING PROCESSES Tool Material & Cutting Fluid 1 CUTTING TOOL MATERIAL Success in metal cutting depends on the selection of the proper cutting tool (material and geometry) for a given work material.
MANUFACTURING PROCESSES Tool Material & Cutting Fluid 1 CUTTING TOOL MATERIAL Success in metal cutting depends on the selection of the proper cutting tool (material and geometry) for a given work material.
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
Green Cutting using Supersonic Air Jets as Coolant and Lubricant during Turning
 Green Cutting using Supersonic Air Jets as Coolant and Lubricant during Turning Andrea Bareggi (bareggia@tcd.ie), Prof. Andrew Torrance, Garret O Donnell Mechanical & Manufacturing Engineering, Trinity
Green Cutting using Supersonic Air Jets as Coolant and Lubricant during Turning Andrea Bareggi (bareggia@tcd.ie), Prof. Andrew Torrance, Garret O Donnell Mechanical & Manufacturing Engineering, Trinity
Specification ALLOYED STEEL FOR QUENCHING AND TEMPERING, HIGH STRENGTH All.steel f.quen.a.temp, h.str.
 Class: Heat-treatable steel Specification 16-09 ALLOYED STEEL FOR QUENCHING AND TEMPERING, HIGH STRENGTH Class No.:11 JED 723 Previous Edition Abbreviated Title 15-07 All.steel f.quen.a.temp, h.str. 8
Class: Heat-treatable steel Specification 16-09 ALLOYED STEEL FOR QUENCHING AND TEMPERING, HIGH STRENGTH Class No.:11 JED 723 Previous Edition Abbreviated Title 15-07 All.steel f.quen.a.temp, h.str. 8
COMPARISON BETWEEN PVD AND CVD+PVD COATED INSERTS FOR CUTTING FORCES AND TOOL WEAR DURING TURNING OF RAMAX-2
 COMPARISON BETWEEN PVD AND CVD+PVD COATED INSERTS FOR CUTTING FORCES AND TOOL WEAR DURING TURNING OF RAMAX-2 M.A. Zeb 1, S.C. Veldhuis 2, M.A. Irfan 1, HamidUllah 1 1 NWFP University of Engineering & Technology,
COMPARISON BETWEEN PVD AND CVD+PVD COATED INSERTS FOR CUTTING FORCES AND TOOL WEAR DURING TURNING OF RAMAX-2 M.A. Zeb 1, S.C. Veldhuis 2, M.A. Irfan 1, HamidUllah 1 1 NWFP University of Engineering & Technology,
ATI 718 ATI 718. Technical Data Sheet. Nickel-Base Superalloy INTRODUCTION FORMS AND CONDITIONS AVAILABLE SPECIFICATIONS. (UNS Designation N07718)
") ATI 718 Nickel-Base Superalloy (UNS Designation N07718) INTRODUCTION ATI 718 alloy (N07718) is an austenitic nickel-base superalloy which is used in applications requiring high strength to approximately
ATI 718 Nickel-Base Superalloy (UNS Designation N07718) INTRODUCTION ATI 718 alloy (N07718) is an austenitic nickel-base superalloy which is used in applications requiring high strength to approximately
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
1 Cutting Tool Materials of common use
 1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development of cutting tool materials.
1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development of cutting tool materials.
International Journal of Innovative Research in Advanced Engineering (IJIRAE) ISSN: Volume 1 Issue 8 (September 2014)
 ISSN: Volume 1 Issue 8 (September 2014)") Optimization of Cutting Parameters in Hard Turning of AISI 4340 Steel Basil K Mathew Paul * Tina Raju Dr. Biju B PG Scholar, Department of Mechanical Asst. Professor, Department of Associate Professor
Optimization of Cutting Parameters in Hard Turning of AISI 4340 Steel Basil K Mathew Paul * Tina Raju Dr. Biju B PG Scholar, Department of Mechanical Asst. Professor, Department of Associate Professor
ATI Datalloy HP TM Alloy
 ATI Datalloy HP TM Alloy UNS N08830 INTRODUCTION ATI Datalloy HP TM alloy is a Ni-Cr-Mo-Fe non-magnetic high strength alloy with exceptional pitting and crevice corrosion resistance, while maintaining
ATI Datalloy HP TM Alloy UNS N08830 INTRODUCTION ATI Datalloy HP TM alloy is a Ni-Cr-Mo-Fe non-magnetic high strength alloy with exceptional pitting and crevice corrosion resistance, while maintaining
Original Research Article
 Taguchi loss function apply on influencing of different tools in machining process parameters to optimize. TAGUCHI LOSS FUNCTION APPLY ON INFLUENCING OF DIFFERENT TOOLS IN MACHINING PROCESS PARAMETERS
Taguchi loss function apply on influencing of different tools in machining process parameters to optimize. TAGUCHI LOSS FUNCTION APPLY ON INFLUENCING OF DIFFERENT TOOLS IN MACHINING PROCESS PARAMETERS
Residual Stresses Analysis in Ball end Milling of Nickel-Based Superalloy Inconel 718
 Materials Research. 2017; 20(6): 1681-1689 2017 DOI: http://dx.doi.org/10.1590/1980-5373-mr-2017-0561 Residual Stresses Analysis in Ball end Milling of Nickel-Based Superalloy Inconel 718 Junteng Wang
Materials Research. 2017; 20(6): 1681-1689 2017 DOI: http://dx.doi.org/10.1590/1980-5373-mr-2017-0561 Residual Stresses Analysis in Ball end Milling of Nickel-Based Superalloy Inconel 718 Junteng Wang
Taguchi Analysis on Cutting Forces and Temperature in Turning Titanium Ti-6Al-4V
 Taguchi Analysis on Forces and Temperature in Turning Titanium Ti-6Al-4V Satyanarayana Kosaraju, Venu Gopal Anne & Bangaru Babu Popuri Mechanical Engineering Department, National Institute of Technology,
Taguchi Analysis on Forces and Temperature in Turning Titanium Ti-6Al-4V Satyanarayana Kosaraju, Venu Gopal Anne & Bangaru Babu Popuri Mechanical Engineering Department, National Institute of Technology,
LUBRICATION & MACHINING OF COMPACTED GRAPHITE IRON
 LUBRICATION & MACHINING OF COMPACTED By R. Evans, F. Hoogendoorn, & E. Platt, Quaker Chemical Corporation, Metalworking Division Laboratory SCOPE Compacted graphite iron (CGI) continues to gain use within
LUBRICATION & MACHINING OF COMPACTED By R. Evans, F. Hoogendoorn, & E. Platt, Quaker Chemical Corporation, Metalworking Division Laboratory SCOPE Compacted graphite iron (CGI) continues to gain use within
Free Machining Martensitic stainless steel. Oxidation resistance in continuous service to 1200 F (650 C).
.") Description 416 is a free machining martensitic grade. The unique production process developed exclusively by Ugitech results in a product that delivers superior productivity and tool life, and improves
Description 416 is a free machining martensitic grade. The unique production process developed exclusively by Ugitech results in a product that delivers superior productivity and tool life, and improves
Parametric Optimization of Turning Operation Using Cryogenically Treated and Untreated Tungsten Carbide Tool Inserts
 International Research Journal of Engineering and Technology (IRJET) eissn: 2395 0056 Volume: 04 Issue: 04 Apr 2017 www.irjet.net pissn: 23950072 Parametric Optimization of Turning Operation Using Cryogenically
International Research Journal of Engineering and Technology (IRJET) eissn: 2395 0056 Volume: 04 Issue: 04 Apr 2017 www.irjet.net pissn: 23950072 Parametric Optimization of Turning Operation Using Cryogenically
Technology Kharagpur, West Bengal, India
 This article was downloaded by: [Indian Institute of Technology - Kharagpur] On: 15 October 2012, At: 22:34 Publisher: Taylor & Francis Informa Ltd Registered in England and Wales Registered Number: 1072954
This article was downloaded by: [Indian Institute of Technology - Kharagpur] On: 15 October 2012, At: 22:34 Publisher: Taylor & Francis Informa Ltd Registered in England and Wales Registered Number: 1072954
VDM Alloy 80 A Nicrofer 7520 Ti
 VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
Experimental investigation on machinability of 15-5PH stainless steel at different level hardness using TiAlN coated carbide tool
 Experimental investigation on machinability of 15-5PH stainless steel at different level hardness using TiAlN coated carbide tool Vivek Kumar Sahu 1, T. Selvaraj 2, P. Senthil 3 1 Department of Mechanical
Experimental investigation on machinability of 15-5PH stainless steel at different level hardness using TiAlN coated carbide tool Vivek Kumar Sahu 1, T. Selvaraj 2, P. Senthil 3 1 Department of Mechanical
Investigation on Surface Quality in Machining of Hybrid Metal Matrix Composite (Al-SiC B4C)
") International Conference on Thermal, Material and Mechanical Engineering (ICTMME'0) July 5-6, 0 Singapore Investigation on Surface Quality in Machining of Hybrid Metal Matrix Composite (Al-SiC B4C) Vignesh.
International Conference on Thermal, Material and Mechanical Engineering (ICTMME'0) July 5-6, 0 Singapore Investigation on Surface Quality in Machining of Hybrid Metal Matrix Composite (Al-SiC B4C) Vignesh.
Analysis of Cast Iron Using Shimadzu PDA-7000
 Analysis of Cast Iron Using Shimadzu PDA-7000 C112-0510M The analysis of low and high alloy cast iron by optical emission spectrometry is presented. Cast iron alloys are classified by their mechanical
Analysis of Cast Iron Using Shimadzu PDA-7000 C112-0510M The analysis of low and high alloy cast iron by optical emission spectrometry is presented. Cast iron alloys are classified by their mechanical
DISCOVER CRYOGENIC PROCESSING EXTENDING LIFE FOR METAL COMPONENTS WHILE REDUCING MAINTENANCE EXPENSES
 DISCOVER CRYOGENIC PROCESSING EXTENDING LIFE FOR METAL COMPONENTS WHILE REDUCING MAINTENANCE EXPENSES reduce tool expenses by more than half for high carbon tools 300 BELOW S DEEP CRYOGENIC TREATMENT GIVES
DISCOVER CRYOGENIC PROCESSING EXTENDING LIFE FOR METAL COMPONENTS WHILE REDUCING MAINTENANCE EXPENSES reduce tool expenses by more than half for high carbon tools 300 BELOW S DEEP CRYOGENIC TREATMENT GIVES
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
STEELS & COATINGS FOR CUTTING TOOL APPLICATIONS
 STEELS & COATINGS FOR CUTTING TOOL APPLICATIONS Requirements for cutting tools There are several characteristics that are essential to the good performance of a cutting tool. Powder Metal High Speed Steels
STEELS & COATINGS FOR CUTTING TOOL APPLICATIONS Requirements for cutting tools There are several characteristics that are essential to the good performance of a cutting tool. Powder Metal High Speed Steels
Surface integrity in finishing turning of Inconel 718
 Surface integrity in finishing turning of Inconel 718 J. Díaz, A. Díaz-Álvarez, X. Soldani, J.L. Cantero, H. Miguélez (1) Department of Mechanical Engineering, Universidad Carlos III de Madrid, Avda. Universidad
Surface integrity in finishing turning of Inconel 718 J. Díaz, A. Díaz-Álvarez, X. Soldani, J.L. Cantero, H. Miguélez (1) Department of Mechanical Engineering, Universidad Carlos III de Madrid, Avda. Universidad
MuShield s High Permeability Magnetic Shielding per ASTM A753 Alloy Type 4
 MuShield s High Permeability Magnetic Shielding per ASTM A753 Alloy Type 4 Available in coil, sheet, rod, billet, wire, and bar form, MuShield s High Permeability Magnetic Shielding is a soft magnetic
MuShield s High Permeability Magnetic Shielding per ASTM A753 Alloy Type 4 Available in coil, sheet, rod, billet, wire, and bar form, MuShield s High Permeability Magnetic Shielding is a soft magnetic
Effect of HSS and Tungsten Carbide Tools on Surface Roughness of Aluminium Alloy during Turning Operation
 American Journal of Mechanical Engineering, 2016, Vol. 4, No. 2, 60-64 Available online at http://pubs.sciepub.com/ajme/4/2/3 Science and Education Publishing DOI:10.12691/ajme-4-2-3 Effect of HSS and
American Journal of Mechanical Engineering, 2016, Vol. 4, No. 2, 60-64 Available online at http://pubs.sciepub.com/ajme/4/2/3 Science and Education Publishing DOI:10.12691/ajme-4-2-3 Effect of HSS and
HIGH PERFORMANCE MANUFACTURING ASPECT OF HARD-TO-MACHINE MATERIALS
 Advances in Production Engineering & Management 4 (2009) 1-2, 3-14 ISSN 1854-6250 Scientific paper HIGH PERFORMANCE MANUFACTURING ASPECT OF HARD-TO-MACHINE MATERIALS Kramar, D. & Kopac, J. Faculty of Mechanical
Advances in Production Engineering & Management 4 (2009) 1-2, 3-14 ISSN 1854-6250 Scientific paper HIGH PERFORMANCE MANUFACTURING ASPECT OF HARD-TO-MACHINE MATERIALS Kramar, D. & Kopac, J. Faculty of Mechanical
Module 3 Machinability. Version 2 ME IIT, Kharagpur
 Module 3 Machinability Lesson 14 Failure of cutting tools and tool life Instructional objectives At the end of this lesson, the students will be able to (i) (ii) (iii) (iv) (v) State how the cutting tools
Module 3 Machinability Lesson 14 Failure of cutting tools and tool life Instructional objectives At the end of this lesson, the students will be able to (i) (ii) (iii) (iv) (v) State how the cutting tools
Hastelloy G-30 (UNS N06030) Chemical Composition
 Chemical Composition") Hastelloy G-30 (UNS N06030) Hastelloy G-30 is commonly used for providing excellent resistance to chemical conditions. It offers resistance to nitric acid, phosphoric acid, hydrochloric acid and hydrofluoric
Hastelloy G-30 (UNS N06030) Hastelloy G-30 is commonly used for providing excellent resistance to chemical conditions. It offers resistance to nitric acid, phosphoric acid, hydrochloric acid and hydrofluoric
Selection of Tool & Die Steels
 Selection of Tool & Die Steels Introduction The success of a metal forming tool depends on optimizing all the factors affecting its performance. Usually, operating conditions (applied loads, abrasive environments,
Selection of Tool & Die Steels Introduction The success of a metal forming tool depends on optimizing all the factors affecting its performance. Usually, operating conditions (applied loads, abrasive environments,
Development of New Grade SUMIBORON BN7000 for Cast Iron and Ferrous Powder Metal Machining
 SPECIAL ISSUE Development of New SUMIBORON for Cast Iron and Ferrous Powder Metal Machining Yusuke Matsuda*, Katsumi OKaMura, shinya uesaka and tomohiro FuKaYa SUMIBORON P (polycrystalline cubic boron
SPECIAL ISSUE Development of New SUMIBORON for Cast Iron and Ferrous Powder Metal Machining Yusuke Matsuda*, Katsumi OKaMura, shinya uesaka and tomohiro FuKaYa SUMIBORON P (polycrystalline cubic boron
International Journal of Engineering Trends and Technology (IJETT) Volume 49 Number 7 July India.
 Volume 49 Number 7 July India.") Hard Turning with Wiper Ceramic Insert; Parametric Analysis and Optimization with Desirability Approach K.Venkata Subbaiah 1 Ch. Raju *2 R. S.Pawade 3 Ch. Suresh 4 1 Professor, Department of Mechanical
Hard Turning with Wiper Ceramic Insert; Parametric Analysis and Optimization with Desirability Approach K.Venkata Subbaiah 1 Ch. Raju *2 R. S.Pawade 3 Ch. Suresh 4 1 Professor, Department of Mechanical
Effect of Boron Nitride Coating on Wear Behavior of Carbide Cutting Tools in Milling of Inconel 718
 Effect of Boron Nitride Coating on Wear Behavior of Carbide Cutting Tools in Milling of Inconel 718 Halil Caliskan, Bilal Kursuncu, Sevki Yilmaz Guven, Abdullah Cahit Karaoglanli, Mustafa Sabri Gok and
Effect of Boron Nitride Coating on Wear Behavior of Carbide Cutting Tools in Milling of Inconel 718 Halil Caliskan, Bilal Kursuncu, Sevki Yilmaz Guven, Abdullah Cahit Karaoglanli, Mustafa Sabri Gok and
Tribology in Industry. PVD-Alumina Coatings on Cemented Carbide Cutting Tools: A Study About the Effect on Friction and Adhesion Mechanism
 Vol. 34, N o 1 (2012) 24-28 Tribology in Industry www.tribology.fink.rs RESEARCH PVD-Alumina Coatings on Cemented Carbide Cutting Tools: A Study About the Effect on Friction and Adhesion Mechanism S.E.
Vol. 34, N o 1 (2012) 24-28 Tribology in Industry www.tribology.fink.rs RESEARCH PVD-Alumina Coatings on Cemented Carbide Cutting Tools: A Study About the Effect on Friction and Adhesion Mechanism S.E.
Mathematical models of tool life and surface roughness for turning operation through response surface methodology
 Journal of Scientific & Industrial Research Vol. 66, March 2007, pp. 220-226 Mathematical models of tool life and surface roughness for turning operation through response surface methodology Hari Singh
Journal of Scientific & Industrial Research Vol. 66, March 2007, pp. 220-226 Mathematical models of tool life and surface roughness for turning operation through response surface methodology Hari Singh
Optimized high speed turning on Inconel 718 using Taguchi method based Grey relational analysis
 Indian Journal of Engineering & Materials Sciences Vol. 20, August 2013, pp. 269-275 Optimized high speed turning on Inconel 718 using Taguchi method based Grey relational analysis B Satyanarayana a *,
Indian Journal of Engineering & Materials Sciences Vol. 20, August 2013, pp. 269-275 Optimized high speed turning on Inconel 718 using Taguchi method based Grey relational analysis B Satyanarayana a *,
Where a licence is displayed above, please note the terms and conditions of the licence govern your use of this document.
 Tool wear/life evaluation when finish turning Inconel 718 using PCBN tooling Khan, Sarmad; Soo, Sein; Aspinwall, David; Sage, C.; Harden, Peter; Fleming, M.; White, Allan; M'Saoubi, R. DOI: 10.1016/j.procir.2012.04.01
Tool wear/life evaluation when finish turning Inconel 718 using PCBN tooling Khan, Sarmad; Soo, Sein; Aspinwall, David; Sage, C.; Harden, Peter; Fleming, M.; White, Allan; M'Saoubi, R. DOI: 10.1016/j.procir.2012.04.01
Available online at ScienceDirect. Procedia Engineering 97 (2014 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 97 (2014 ) 308 319 12th GLOBAL CONGRESS ON MANUFACTURING AND MANAGEMENT, GCMM 2014 Fuzzy Inference System for Prediction During
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 97 (2014 ) 308 319 12th GLOBAL CONGRESS ON MANUFACTURING AND MANAGEMENT, GCMM 2014 Fuzzy Inference System for Prediction During
VANADIS 10 SuperClean High performance powder metallurgical cold work tool steel
 SuperClean High performance powder metallurgical cold work tool steel Critical tool steel properties for GOOD TOOL PERFORMANCE Correct hardness for the application Very high wear resistance Sufficient
SuperClean High performance powder metallurgical cold work tool steel Critical tool steel properties for GOOD TOOL PERFORMANCE Correct hardness for the application Very high wear resistance Sufficient
Effects of Various Parameters on CNMG Turning Insert in Machining Ti-6Al-4V Alloy
 International Journal of Engineering & Technology Innovations, Vol. 1 Issue 2, May 2014 www..com 1 Effects of Various Parameters on CNMG Turning Insert in Machining Ti-6Al-4V Alloy Eriki Ananda Kumar 1,
International Journal of Engineering & Technology Innovations, Vol. 1 Issue 2, May 2014 www..com 1 Effects of Various Parameters on CNMG Turning Insert in Machining Ti-6Al-4V Alloy Eriki Ananda Kumar 1,
Tool Wear Detection of Cutting Tool Using Matlab Software
 International Journal of Engineering and Technical Research (IJETR) Tool Wear Detection of Cutting Tool Using Matlab Software S.P. Patil, D. M. Tilekar Abstract Tool wear in machining processes is directly
International Journal of Engineering and Technical Research (IJETR) Tool Wear Detection of Cutting Tool Using Matlab Software S.P. Patil, D. M. Tilekar Abstract Tool wear in machining processes is directly
CTS-XHP Alloy. Patent Number 5,370,750
 CTSXHP Alloy Patent Number 5,370,750 Type Analysis Carbon 1.60% Chromium 16.00% Silicon 0.40% Molybdenum 0.80% Nickel 0.35% Vanadium 0.45% Manganese 0.50% Iron Balance Description CTSXHP alloy is an airhardening,
CTSXHP Alloy Patent Number 5,370,750 Type Analysis Carbon 1.60% Chromium 16.00% Silicon 0.40% Molybdenum 0.80% Nickel 0.35% Vanadium 0.45% Manganese 0.50% Iron Balance Description CTSXHP alloy is an airhardening,
Manufacturing Technology I. Lecture 3. Fundamentals of Cutting
 Manufacturing Technology I Lecture 3 Fundamentals of Cutting Prof. Dr.-Ing. F. Klocke Structure of the lecture Examples: turning of steel The cutting part - Terms and symbols The cutting operation Loads
Manufacturing Technology I Lecture 3 Fundamentals of Cutting Prof. Dr.-Ing. F. Klocke Structure of the lecture Examples: turning of steel The cutting part - Terms and symbols The cutting operation Loads
STAINLESS STEELS. Chromium and nickel content in the various groups of stainless steels
 These steels contain a high percentage of chromium and sometimes other alloys and have been designed to prevent different types of corrosion. There are two kinds of corrosion: dry corrosion (often named
These steels contain a high percentage of chromium and sometimes other alloys and have been designed to prevent different types of corrosion. There are two kinds of corrosion: dry corrosion (often named
Tool wear Mechanism. 1.Abrasive wear. 1.Abrasive wear cont. 1/4/2013
 Tool wear Mechanism 2 Major wear mechanisms 1. Abrasive wear 2. Adhesion wear 3. Diusion 4. Oxidation 5. Fatigue 6. Chemical decomposing 1 1.Abrasive wear 1.Abrasive wear cont. 3 4 Soter material sliding
Tool wear Mechanism 2 Major wear mechanisms 1. Abrasive wear 2. Adhesion wear 3. Diusion 4. Oxidation 5. Fatigue 6. Chemical decomposing 1 1.Abrasive wear 1.Abrasive wear cont. 3 4 Soter material sliding
MACHINABILITY AND TOOL WEAR DURING THE HIGH SPEED MILLING OF SOME HARDENED TOOL STEELS
 MACHINABILITY AND TOOL WEAR DURING THE HIGH SPEED MILLING OF SOME HARDENED TOOL STEELS H.Chandrasekaran and U. Persson Swedish Institute for Metals Research Drottning Kristinas väg 48 114 28 Stockholm
MACHINABILITY AND TOOL WEAR DURING THE HIGH SPEED MILLING OF SOME HARDENED TOOL STEELS H.Chandrasekaran and U. Persson Swedish Institute for Metals Research Drottning Kristinas väg 48 114 28 Stockholm
316Ti Stainless Steel, UNS S31635
 316Ti Stainless Steel, UNS S31635 Shaped, Flat, Square, Round, Fine Wire, Plated and Un-plated ASTM A240 316Ti Alloy Description Type 316Ti is a titanium stabilized variation of alloy 316. This austenitic
316Ti Stainless Steel, UNS S31635 Shaped, Flat, Square, Round, Fine Wire, Plated and Un-plated ASTM A240 316Ti Alloy Description Type 316Ti is a titanium stabilized variation of alloy 316. This austenitic
NiSPAN-C 902 (Alloy 902), UNS N09902
, UNS N09902") NiSPAN-C 902 (Alloy 902), UNS N09902 AMS 5221, AMS 5223, AMS 5225 Alloy 902 Wire Description Alloy 902is a precipitation hardenable nickel-iron with a controllable thermoplastic coefficient which is the
NiSPAN-C 902 (Alloy 902), UNS N09902 AMS 5221, AMS 5223, AMS 5225 Alloy 902 Wire Description Alloy 902is a precipitation hardenable nickel-iron with a controllable thermoplastic coefficient which is the
HASTELLOY B-3 alloy Principal Features
 HASTELLOY B-3 alloy Principal Features Exceptional resistance to HCl and H 2 SO 4 and enhanced structural stability HASTELLOY B-3 alloy (UNS N10675) exhibits extremely high resistance to pure hydrochloric,
HASTELLOY B-3 alloy Principal Features Exceptional resistance to HCl and H 2 SO 4 and enhanced structural stability HASTELLOY B-3 alloy (UNS N10675) exhibits extremely high resistance to pure hydrochloric,
AN EXPERIMENTAL STUDY ON PERFORMANCE OF TITANIUM ALLOY USING COATED AND UNCOATED INSERTS IN CNC TURNING
 June 217, Volume 4, Issue 6 AN EXPERIMENTAL STUDY ON PERFORMANCE OF TITANIUM ALLOY USING COATED AND UNCOATED INSERTS IN CNC TURNING 1 Digvijay K. Patil, 2 Kaveri N. Kudave, 3 Pooja A. Sutar 1 Assistant
June 217, Volume 4, Issue 6 AN EXPERIMENTAL STUDY ON PERFORMANCE OF TITANIUM ALLOY USING COATED AND UNCOATED INSERTS IN CNC TURNING 1 Digvijay K. Patil, 2 Kaveri N. Kudave, 3 Pooja A. Sutar 1 Assistant
Comparative assessment of standard and wiper insert on surface roughness in turning of Titanium alloy (Ti-6Al-4V)
") International Journal of Engineering Research and Technology. ISSN - Volume, Number (2) Comparative assessment of standard and wiper insert on surface roughness in turning of Titanium alloy (Ti-Al-V) Pravin
International Journal of Engineering Research and Technology. ISSN - Volume, Number (2) Comparative assessment of standard and wiper insert on surface roughness in turning of Titanium alloy (Ti-Al-V) Pravin
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties
 Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
MACHINABILITY OF LM6/SiCp METAL MATRIX COMPOSITES WITH TUNGSTEN CARBIDE CUTTING TOOL INSERTS
 MACHINABILITY OF LM6/SiCp METAL MATRIX COMPOSITES WITH TUNGSTEN CARBIDE CUTTING TOOL INSERTS Rabindra Behera and G. Sutradhar Department of Mechanical Engineering, Jadavpur University, Kolkata, West Bengal,
MACHINABILITY OF LM6/SiCp METAL MATRIX COMPOSITES WITH TUNGSTEN CARBIDE CUTTING TOOL INSERTS Rabindra Behera and G. Sutradhar Department of Mechanical Engineering, Jadavpur University, Kolkata, West Bengal,
Solution Wear. Carbide cutting tools (not HSS steel tools) in cutting ferrous alloys at high speeds
 in cutting ferrous alloys at high speeds") Solution Wear Carbide cutting tools (not HSS steel tools) in cutting ferrous alloys at high speeds 1 Mechanical Behavior Dominated Wear Friction and wear controlled by mechanical behavior of materials
Solution Wear Carbide cutting tools (not HSS steel tools) in cutting ferrous alloys at high speeds 1 Mechanical Behavior Dominated Wear Friction and wear controlled by mechanical behavior of materials
Response Surface Methodology in the Study of Induced Machining Vibration and Work Surface Roughness in the Turning of 41Cr4 Alloy Steel
 Website: www.ijetae.com (ISSN 50-59, ISO 900:008 Certified Journal, Volume 3, Issue, December 03) Response Surface Methodology in the Study of Induced Machining Vibration and Work Surface Roughness in
Website: www.ijetae.com (ISSN 50-59, ISO 900:008 Certified Journal, Volume 3, Issue, December 03) Response Surface Methodology in the Study of Induced Machining Vibration and Work Surface Roughness in
ATI 825 ATI 825. Technical Data Sheet. Nickel-base Alloy INTRODUCTION PRODUCT FORMS SPECIFICATIONS & CERTIFICATES (UNS N08825)
") ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
Experimental Investigations for Optimized High Speed Turning on Inconel 718 using Taguchi method based Grey Relational Analysis
 Experimental Investigations for Optimized High Speed Turning on Inconel 718 using Taguchi Method based Grey.. 73 Experimental Investigations for Optimized High Speed Turning on Inconel 718 using Taguchi
Experimental Investigations for Optimized High Speed Turning on Inconel 718 using Taguchi Method based Grey.. 73 Experimental Investigations for Optimized High Speed Turning on Inconel 718 using Taguchi
Uddeholm Vanax SuperClean. Uddeholm Vanax SuperClean
 Uddeholm Vanax SuperClean 1 Vanax is a trade mark registered in the European Union and in the U.S. UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without
Uddeholm Vanax SuperClean 1 Vanax is a trade mark registered in the European Union and in the U.S. UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without
Identification. Type Analysis
 Page 1 of 16 Unit Display: Metric Print Now Custom 465 Stainless E-Mail Datasheet Add to My Materials Request More Information U.S. Patent Number Identification 5,681,528 5,855,844 UNS Number S46500 Type
Page 1 of 16 Unit Display: Metric Print Now Custom 465 Stainless E-Mail Datasheet Add to My Materials Request More Information U.S. Patent Number Identification 5,681,528 5,855,844 UNS Number S46500 Type
Tool Life Performances on Turning Austenised and Quenched AISI Bearing Steel with Ceramics and CBN/TiC Cutting Tools
 Research Article International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347-5161 2014 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Tool
Research Article International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347-5161 2014 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Tool
PSection P. Sec. P Page 1
 PSection P CHEMICAL ANALYSES OF STANDARD SIZES STANDARD METALS AND DESIGNATION SYSTEMS... 2 EFFECTS OF COMMON ALLOYING ELEMENTS IN STEEL....... 3-4 DESIGNATION OF CARBON STEELS........................
PSection P CHEMICAL ANALYSES OF STANDARD SIZES STANDARD METALS AND DESIGNATION SYSTEMS... 2 EFFECTS OF COMMON ALLOYING ELEMENTS IN STEEL....... 3-4 DESIGNATION OF CARBON STEELS........................
A high performance wear resistant steel. Guaranted values (Weight %) C Mn Ni Cr Mo S ,60 0,40 1,60 0,20 0,002
 C Mn Ni Cr Mo S ,60 0,40 1,60 0,20 0,002") CREUSABRO 8000 (P) A high performance wear resistant steel CREUSABRO 8000 is a high performance wear resistant steel, exhibiting a wear resistance of 50% higher than that of conventional 500 HB water quenched
CREUSABRO 8000 (P) A high performance wear resistant steel CREUSABRO 8000 is a high performance wear resistant steel, exhibiting a wear resistance of 50% higher than that of conventional 500 HB water quenched
SURFACE MODIFICATION OF TITANIUM ALLOY THROUGH ELECTRICAL DISCHARGE MACHINING (EDM)
") International Journal of Mechanical and Materials Engineering (IJMME), Vol.6 (2011), No.3, 380-384 SURFACE MODIFICATION OF TITANIUM ALLOY THROUGH ELECTRICAL DISCHARGE MACHINING (EDM) M.B. Ndaliman, A.A.
International Journal of Mechanical and Materials Engineering (IJMME), Vol.6 (2011), No.3, 380-384 SURFACE MODIFICATION OF TITANIUM ALLOY THROUGH ELECTRICAL DISCHARGE MACHINING (EDM) M.B. Ndaliman, A.A.
Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore
 Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore Recap Eutectic phase diagram Eutectic phase diagram Eutectic isotherm Invariant point Eutectic Reaction Compositions of components
Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore Recap Eutectic phase diagram Eutectic phase diagram Eutectic isotherm Invariant point Eutectic Reaction Compositions of components
Superabrasive CUTTING TOOLS & WEAR PARTS
 Superabrasive CUTTING TOOLS & WEAR PARTS CUTTING TOOLS Polycrystalline Diamond (PCD) PCD Cutting Tools PCD tools are as abrasion resistant as natural diamond tools and are much tougher. The diamond layer
Superabrasive CUTTING TOOLS & WEAR PARTS CUTTING TOOLS Polycrystalline Diamond (PCD) PCD Cutting Tools PCD tools are as abrasion resistant as natural diamond tools and are much tougher. The diamond layer
RELIABLE PIPES & TUBES LTD.
 RELIABLE PIPES & TUBES LTD. OHSAS 800:2007 CERTIFIED ISO 900:2008 CERTIFIED ISO 400:2004 CERTIFIED PED CERT NO 0 202 IND/Q--00 GOVT. RECOGNIZED EXPORT HOUSE Manufacturer & Exporters of Monel, Inconel,
RELIABLE PIPES & TUBES LTD. OHSAS 800:2007 CERTIFIED ISO 900:2008 CERTIFIED ISO 400:2004 CERTIFIED PED CERT NO 0 202 IND/Q--00 GOVT. RECOGNIZED EXPORT HOUSE Manufacturer & Exporters of Monel, Inconel,
A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY
 ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
Mold Design. 12. Mold Materials. Bong-Kee Lee School of Mechanical Engineering Chonnam National University
 12. Mold Materials Bong-Kee Lee Chonnam National University Mold Materials easy toolmaking good performance during production good machining properties ease of hear treatment where hardening is required
12. Mold Materials Bong-Kee Lee Chonnam National University Mold Materials easy toolmaking good performance during production good machining properties ease of hear treatment where hardening is required
 7 Alloy Steels CLASSIFICATION OF STEELS low carbon
7 Alloy Steels CLASSIFICATION OF STEELS low carbon THE APPLICATION OF TAGUCHI S OPTIMIZATION METHOD IN WET TURNING OPERATION OF EN 19 STEEL
 International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 2, Jun 2013, 193-198 TJPRC Pvt. Ltd. THE APPLICATION OF TAGUCHI S OPTIMIZATION
International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 2, Jun 2013, 193-198 TJPRC Pvt. Ltd. THE APPLICATION OF TAGUCHI S OPTIMIZATION
Heat Treating Basics-Steels
 Heat Treating Basics-Steels Semih Genculu, P.E. Steel is the most important engineering material as it combines strength, ease of fabrication, and a wide range of properties along with relatively low cost.
Heat Treating Basics-Steels Semih Genculu, P.E. Steel is the most important engineering material as it combines strength, ease of fabrication, and a wide range of properties along with relatively low cost.
Analytical Models for Tool Wear Prediction during AISI 1045 Turning Operations
 Available online at www.sciencedirect.com Procedia CIRP 8 (013 ) 18 3 14 th CIRP Conference on Modeling of Machining Operations (CIRP CMMO) Analytical Models for Tool Wear Prediction during AISI 1045 Turning
Available online at www.sciencedirect.com Procedia CIRP 8 (013 ) 18 3 14 th CIRP Conference on Modeling of Machining Operations (CIRP CMMO) Analytical Models for Tool Wear Prediction during AISI 1045 Turning
Experimental Investigation of End Milling Operation under Optimal Lubricant Use
 Volume: 3 Issue: 2 104 108 Experimental Investigation of End Milling Operation under Optimal Lubricant Use Shilpa B.Sahare 1, Assistant Professor, Mechanical Engineering Department YCCE,Nagpur ssahare83@yahoo.com
Volume: 3 Issue: 2 104 108 Experimental Investigation of End Milling Operation under Optimal Lubricant Use Shilpa B.Sahare 1, Assistant Professor, Mechanical Engineering Department YCCE,Nagpur ssahare83@yahoo.com
Relia. Industeel. Relia : Quality Wear Resistant Plates PROPERTIES STANDARDS TECHNICAL CHARACTERISTICS
 Industeel Relia Relia: Quality Wear Resistant Plates Relia is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate
Industeel Relia Relia: Quality Wear Resistant Plates Relia is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate
Wear-resistant steels. Technical terms of delivery for heavy plates. voestalpine Grobblech GmbH
 Wear-resistant steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech Wear-resistant steels durostat durostat 400 durostat 450 durostat 500 durostat
Wear-resistant steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech Wear-resistant steels durostat durostat 400 durostat 450 durostat 500 durostat
Jongen UNI-MILL VHC milling cutter
 Jongen Werkzeugtechnik Jongen UNI-MILL VHC milling cutter Trochoidal milling at the highest level Jongen UNI-MILL VHC milling cutter Static and dynamic "trochoidal milling" is a combination of circular
Jongen Werkzeugtechnik Jongen UNI-MILL VHC milling cutter Trochoidal milling at the highest level Jongen UNI-MILL VHC milling cutter Static and dynamic "trochoidal milling" is a combination of circular
C Si Mn Cr P S N Nb <0.030 <1.0 < to 18 <0.040 <0.030 < xC to 0.6
 General overview UGIMA 4511 is an improved machinability niobium-stabilised ferritic stainless steel containing between 16 and 17% chromium. Apart from good corrosion resistance, this grade is characterised
General overview UGIMA 4511 is an improved machinability niobium-stabilised ferritic stainless steel containing between 16 and 17% chromium. Apart from good corrosion resistance, this grade is characterised
These elements are in carbon steels in minimal amounts, usually less than 1%.
 Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
WEAR AND BLANKING PERFORMANCE OF AlCrN PVD-COATED PUNCHES
 Materials Science, Vol. 48, No. 4, January, 2013 (Ukrainian Original Vol. 48, No. 4, July August, 2012) WEAR AND BLANKING PERFORMANCE OF AlCrN PVD-COATED PUNCHES M. Çöl, 1 D. Kir, 2 and E. Erişir 1,3 Blanking
Materials Science, Vol. 48, No. 4, January, 2013 (Ukrainian Original Vol. 48, No. 4, July August, 2012) WEAR AND BLANKING PERFORMANCE OF AlCrN PVD-COATED PUNCHES M. Çöl, 1 D. Kir, 2 and E. Erişir 1,3 Blanking
Development and Microstructural Characterization of High Speed Tool Steel through Microwave Energy
 Available online at www.ijacskros.com Indian Journal of Advances in Chemical Science S1 (2016) 127-131 Development and Microstructural Characterization of High Speed Tool Steel through Microwave Energy
Available online at www.ijacskros.com Indian Journal of Advances in Chemical Science S1 (2016) 127-131 Development and Microstructural Characterization of High Speed Tool Steel through Microwave Energy
PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore DEPARTMENT OF MECHANICAL ENGINEERING
, Bangalore DEPARTMENT OF MECHANICAL ENGINEERING") PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore 560 100 DEPARTMENT OF MECHANICAL ENGINEERING SOLUTION 3 rd INTERNAL TEST Subject : Machine Tools
PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore 560 100 DEPARTMENT OF MECHANICAL ENGINEERING SOLUTION 3 rd INTERNAL TEST Subject : Machine Tools