Practical Numerical Simulation of Laser Welding for Industrial Use
|
|
|
- Isaac Wood
- 5 years ago
- Views:
Transcription


1 Practical Numerical Simulation of Laser Welding for Industrial Use B.L. Bemis Copyright 2014 Owens Corning. All Rights Reserved.
 Keyhole (> 1.")

2 Introduction Laser Welding of Metals Advantages Fast Precise power input Low distortion Small fusion zone Very high energy density Main Modes Conduction (low power) Keyhole (> 1.0 e 6 W/cm 2 ) Trumpf Trudisk 1030 nm 1000 W 50 micron fiber CW or Pulsed modes e 7 W/cm 2
3 Problem Considerations & Motivation Thin sections ( mm) Small parts with high precision Very high melting point alloys >3000 F (1650 C) Very high molten metal viscosity and surface tension Complex geometry, edges, circular sections, etc Deep penetration is necessary, requiring keyhole mode Some alloys are HAZ sensitive Very expensive alloys and high value added parts Very expensive experimentation to define weld parameters High Fidelity Simulations of the complete keyhole physics very complex, expensive, and slow.
4 Problem Considerations Problem considerations: The simulation needs to predict the quantities of interest well enough to specify laser processing parameters. Quantities of interest: Weld pool diameter/ general fusion zone shape Penetration depth Process Parameters: Start dwell and dwell power Start ramp time/length and power Steady State weld power End ramp time/length and power Traverse speed at all times For development of industrial processes we need an economical solution: Fast, Robust, and Easy to use.
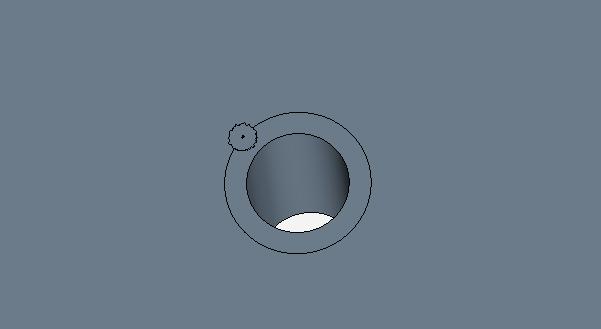
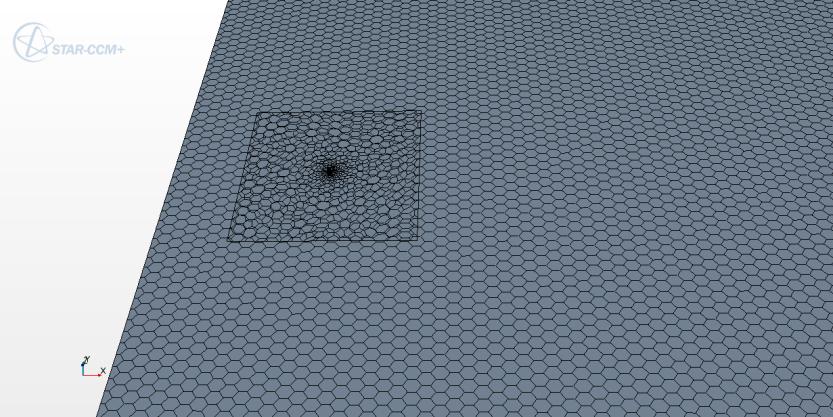
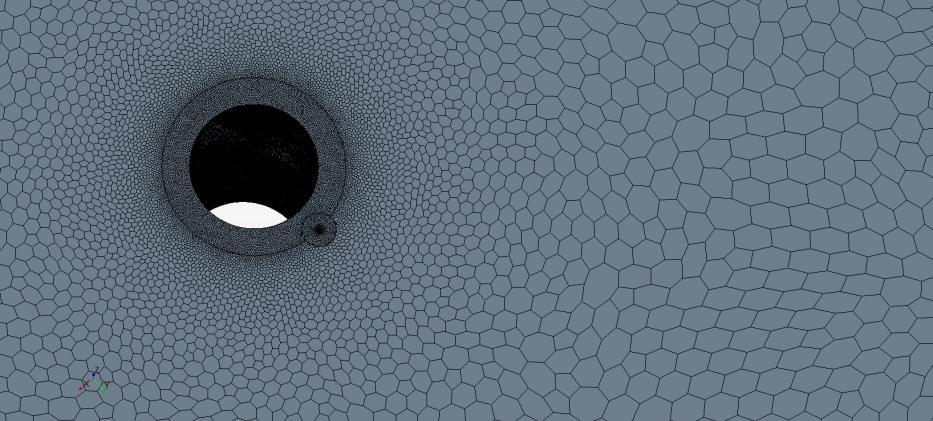
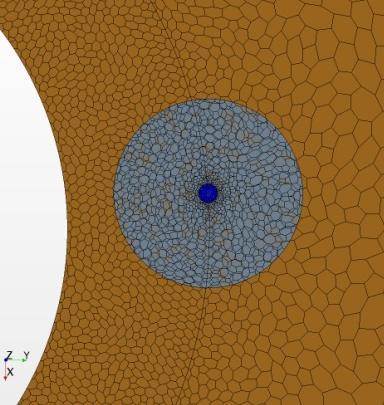
5 Problem Considerations Problem considerations: Geometry Tube and plate Blind lap weld Corner lap weld Butt weld Meshes Keyhole Overset
6 Problem Considerations Problem set-up: Weld sections modeled as a single volume Solid conduction only, high viscosity and high surface tension Weld pool characterized as an iso-surface at melt temperature Keyhole as a volumetric source Diameter, shape, power distribution, and depth determined a-priori from literature references and experimental results. Commonly simulated as a cylinder of 2x the radius of the beam at the focal point Overset mesh used for the moving heat source Mesh refinement in the weld zone path Implicit unsteady solver Weld speed, laser power, time step controlled by field functions.




7 Problem considerations: Keyhole Physics Gaussian Beam Energy Distribution Volpp, J., and F. Vollersten Energy transfer Fresnel reflection Inverse Bremstralung Pressure balance between vaporized metal and surface tension maintains the keyhole /laser_welding/welding_methods/ Energy transfer modeled as a cylindrical volumetric heat source with a nonuniform vertical distribution Cylinder 2x diameter of beam at focal point Cylinder length to focal depth Transfer efficiency modeled as a percent of total power Beam power uniform or as a function of depth Cho,Na,Thomy, & Vollertsen Journal of Materials Processing 212,
8 Problem Considerations Solution Variable time step. Small during initial heat-up and start ramp. Larger during steady state movement Smaller at turns and at the end ramp Time step controlled to be less than ½ a cell size per move Energy controlled inner iterations Stop inner iterations with Energy monitor set at 1e-8 Under relaxation factor for energy set at 1 Ensure that the maximum temperature is set high enough to prevent clipping. T > K are expected. Good practice to do a time step study Halve the time step and check solution several time to ensure the solution is temporally resolved
9 Distance (in) Speed (im/min) and Power (W) Typical Weld Cycle Start Dwell Start Ramp Typical Welding Cycle Steady State End Ramp Distance 0.8 Speed 800 Power Time (s)




10 Solutions Results - Simple butt weld Power levels and weld speed Too slow or too much power resulting in melt through Physical size 1 x1 x ,000 poly cells, 0.25 s total welding time Solve time: 1200 s (12 cores, Intel Xeon 2.70 GHz V ) Optimal settings produce fastest weld with smallest HAZ and similar size molten zone






11 Solutions Optimization of a circular weld of a tube into a plate Power levels and ramps End overlap Melt through to the inside of the tube Case 1 Initial setup Constant power Case 2 Optimized setup Ramped power Optimized start dwell and ramp produces a full depth weld at the start. Decreasing power ramp through the circular weld maintains weld size and depth as heat builds up.


12 Solutions Results Optimization of a circular weld of a tube into a plate Power levels and ramps End overlap Case 2 Optimized setup Ramped power Final Pool Pool shown at start of end ramp Fully past initial pool at full penetration End ramp and weld overlap ensures a full depth weld and complete welding at the start-end overlap. Especially important if the start dwell is too short. Initial Pool Initial weld pool at the end of dwell At full penetration depth


13 Solutions Results Optimization of a weld around a corner Power levels and ramps Case 1 Initial setup Constant power Weld pool melts through the corner at constant power and speed. Case 2 Optimized setup Ramped power Additional cut plane to show the weld interior shape Optimized settings allow for a uniform melt pool throughout the weld cycle.


14 Validation Validation Metallographic analysis Mount and etch cross sections of the weld zone using grain structure to compare and calibrate simulations Weld surface measurements Weld zone width measurements on the surface of the weldment Easiest and quickest feedback from experiments Accurate enough to guide the model Visual penetration Visual indication of full penetration of the back side of the weldment Imbedded thermocouples in the weldment Insert fine wire TC s into drilled holes in the material near the weld zone to measure the thermal transient experienced by the workpiece. TC s in the welding fixture also can measure heat buildup in the fixtures. Weld zone shape in stainless steel Wang, R et al. Optics and Laser Technology 43 pp in
15 Closing Comments Applicability-Review of tested conditions High melting point metals Methodology not tested with lower melting point metals such as ferrous alloys, aluminum alloys etc Validation must be conducted for each specific alloy Thin sections Methodology was tested with thin sections where the focal point and the molten zone nearly or fully extends to the back surface of the weld Laser Power and Keyhole Sub-kW laser power 50-micron focal spot Uniform and non-uniform keyhole vertical power distributions Speeds Less than 200 in/min (0.085 m/s) Not meant to replace detailed VOF models of keyhole welding Utility The method does a good job of predicting molten weld pool surface diameter and general shape with minimal computational effort. Simulation allows prescription of welding parameters for experimental validation. Steady state weld speed and power Start and end ramp speed and power Start dwell time and power Steady state ramping of power and speeds at corners, during circular paths, etc Overlap of closed weld paths Heating of weldment and fixture for multiple welds
16 References Bibliography Abderrazak, et al. "Numerical and experimental study of molten pool formation during continous laser welding of AZ91 magnesium alloy." Computational Materials Science, 2009: Cho, et al. "Numerical simulation of molton pool dynamics in high power laser disk welding." Journal of Materials Processing Technology, 2012: Chukkan, et al. "Simulation of laser butt welding of AISI 316 stainless steel sheet using various heat sources and experimental validation." Journal of Materials Processing Technology, 2015: Eriksson, I, J. Powell, and A. F. Kaplan. "Melt behavior on the keyhole front during high speed laser welding." Optics and Lasers in Engineering, 2013: Hu, et al. "Modeling of keyhole dynamics and analysis of energy absorption efficiency based on Fresnel law during deep penetration laser spot welding." Computational Materials Science, 2015: Kannatey-Asibu, E. Principles of Laser Materials Processing. Hoboken: John Wiley & Sons, Inc., Kapalan, A. H. "Modelling the Primary Impact of and Yb:Fibre Laser Beam Profile on the Keyhole Front." Physics Procedia, 2011: Kubiak, et al. "Modelling of laser beam heat source based on experimental research of Yb:YAG laser power distribution." International Journal of Heat and Mass Transfer, 2015: Vazquez, et al. "Multi-Physical Simulation of Laser Welding." Physics Procedia, 2014: Volpp, J., and F. Vollersten. "Analytical modeling of the keyhole including multiple reflections for analysis of the influence of different laser intensity distributions on keyhole geometry." Physics Procedia, 2013: Wang, R., Y. Lei, and Y. Shi. "Numerical simulation of transient temperature field during laser keyhole welding of 304 stainless steel sheet." Optics and Laser Technology, 2011: StarCCM+ Help V
RESIDUAL STRESS AND DISTORTION ANALYSIS IN LASER BEAM WELDING PROCESSES
 Ind. J. Sci. Res. and Tech. 015 3():0-5/Kanthi ISSN:-31-96 (Online) RESIDUAL STRESS AND DISTORTION ANALYSIS IN LASER BEAM WELDING PROCESSES Rajesh Goud Kanthi School of Mechanical Engineering,CEST, Fiji
Ind. J. Sci. Res. and Tech. 015 3():0-5/Kanthi ISSN:-31-96 (Online) RESIDUAL STRESS AND DISTORTION ANALYSIS IN LASER BEAM WELDING PROCESSES Rajesh Goud Kanthi School of Mechanical Engineering,CEST, Fiji
PULSED LASER WELDING
 PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
Influence of Ambient Pressure on Spatter Formation during Laser Welding of Copper
 Lasers in Manufacturing Conference 2015 Influence of Ambient Pressure on Spatter Formation during Laser Welding of Copper Andreas Heider a *, Thomas Engelhardt b, Rudolf Weber a, Thomas Graf a a Institut
Lasers in Manufacturing Conference 2015 Influence of Ambient Pressure on Spatter Formation during Laser Welding of Copper Andreas Heider a *, Thomas Engelhardt b, Rudolf Weber a, Thomas Graf a a Institut
Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets
 Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets N. SIVA SHANMUGAM 1*, G. BUVANASHEKARAN 2 AND K. SANKARANARAYANASAMY 1 1 Department of Mechanical Engineering, National
Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets N. SIVA SHANMUGAM 1*, G. BUVANASHEKARAN 2 AND K. SANKARANARAYANASAMY 1 1 Department of Mechanical Engineering, National
Laser power coupling efficiency in conduction and keyhole welding of austenitic stainless steel
 Sādhanā Vol. 27, Part 3, June 2002, pp. 383 392. Printed in India Laser power coupling efficiency in conduction and keyhole welding of austenitic stainless steel 1. Introduction A K NATH, R SRIDHAR, P
Sādhanā Vol. 27, Part 3, June 2002, pp. 383 392. Printed in India Laser power coupling efficiency in conduction and keyhole welding of austenitic stainless steel 1. Introduction A K NATH, R SRIDHAR, P
Welding and post weld heat treatment of 2.25%Cr-1%Mo steel
 University of Wollongong Thesis Collections University of Wollongong Thesis Collection University of Wollongong Year 2005 Welding and post weld heat treatment of 2.25%Cr-1%Mo steel Benjamin King University
University of Wollongong Thesis Collections University of Wollongong Thesis Collection University of Wollongong Year 2005 Welding and post weld heat treatment of 2.25%Cr-1%Mo steel Benjamin King University
Challenges and solutions for copper processing with high brightness fiber lasers for e-mobility applications
 Abstract Lasers in Manufacturing Conference 2017 Challenges and solutions for copper processing with high brightness fiber lasers for e-mobility applications M. Grupp *, N. Reinermann IPG Laser GmbH, Siemensstr.
Abstract Lasers in Manufacturing Conference 2017 Challenges and solutions for copper processing with high brightness fiber lasers for e-mobility applications M. Grupp *, N. Reinermann IPG Laser GmbH, Siemensstr.
Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal
 Little thermal") Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal penetration thus small thermal distortion for sensitive
Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal penetration thus small thermal distortion for sensitive
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization
 Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Improving fiber laser weld quality and yield with CleanWeld
 Improving fiber laser weld quality and yield with CleanWeld While fiber lasers have been used in welding for over a decade, many end-users are still seeking to improve part quality, increase production
Improving fiber laser weld quality and yield with CleanWeld While fiber lasers have been used in welding for over a decade, many end-users are still seeking to improve part quality, increase production
Investigation of copper / gold laser seam welding for targets manufacturing
 Available online at www.sciencedirect.com Physics Procedia 41 (2013 ) 581 588 Lasers in Manufacturing Conference 2013 Investigation of copper / gold laser seam welding for targets manufacturing R. Bourdenet*,
Available online at www.sciencedirect.com Physics Procedia 41 (2013 ) 581 588 Lasers in Manufacturing Conference 2013 Investigation of copper / gold laser seam welding for targets manufacturing R. Bourdenet*,
Multispot laser welding to improve process stability
 Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
Sputter-free and reproducible laser welding of electric or electronic copper contacts with a green laser
 Abstract Lasers in Manufacturing Conference 2015 Sputter-free and reproducible laser welding of electric or electronic copper contacts with a green laser Kaiser, Elke*; Pricking, Sebastian; Stolzenburg,
Abstract Lasers in Manufacturing Conference 2015 Sputter-free and reproducible laser welding of electric or electronic copper contacts with a green laser Kaiser, Elke*; Pricking, Sebastian; Stolzenburg,
Spot and seam welding applications using Nd:YAG lasers. Geoff J Shannon Unitek Miyachi Corporation 1820 S Myrtle Avenue Monrovia, CA
 Spot and seam welding applications using Nd:YAG lasers Geoff J Shannon Unitek Miyachi Corporation 1820 S Myrtle Avenue Monrovia, CA 91017 Abstract With precise energy control and application flexibility
Spot and seam welding applications using Nd:YAG lasers Geoff J Shannon Unitek Miyachi Corporation 1820 S Myrtle Avenue Monrovia, CA 91017 Abstract With precise energy control and application flexibility
Numerical simulation of weld pool shape during laser beam welding
 International Research Journal of Applied and Basic Sciences. Vol., 3 (8), 1624-1630, 2012 Available online at http:// www. irjabs.com ISSN 2251-838X 2012 Numerical simulation of weld pool shape during
International Research Journal of Applied and Basic Sciences. Vol., 3 (8), 1624-1630, 2012 Available online at http:// www. irjabs.com ISSN 2251-838X 2012 Numerical simulation of weld pool shape during
The Theory of Laser Materials Processing
 John Dowden (Ed.) The Theory of Laser Materials Processing Heat and Mass Transfer in Modern Technology Springer Contents 1 Mathematics in Laser Processing John Dowden 1 1.1 Mathematics and its Application
John Dowden (Ed.) The Theory of Laser Materials Processing Heat and Mass Transfer in Modern Technology Springer Contents 1 Mathematics in Laser Processing John Dowden 1 1.1 Mathematics and its Application
KEYHOLE DOUBLE-SIDED ARC WELDING PROCESS FOR DEEP NARROW PENETRATION
 KEYHOLE DOUBLE-SIDED ARC WELDING PROCESS FOR DEEP NARROW PENETRATION Y. M. Zhang and S. B. Zhang Welding Research and Development Laboratory Center for Robotics and Manufacturing Systems and Department
KEYHOLE DOUBLE-SIDED ARC WELDING PROCESS FOR DEEP NARROW PENETRATION Y. M. Zhang and S. B. Zhang Welding Research and Development Laboratory Center for Robotics and Manufacturing Systems and Department
Computer simulations of thermal phenomena in surface heating process using the real distribution of Yb:YAG laser power
 Computer simulations of thermal phenomena in surface heating process using the real distribution of Yb:YAG laser power Marcin Kubiak 1,*, Vladimír Dekýš 2, Tomasz Domański 1, Pavol Novák 2, Zbigniew Saternus
Computer simulations of thermal phenomena in surface heating process using the real distribution of Yb:YAG laser power Marcin Kubiak 1,*, Vladimír Dekýš 2, Tomasz Domański 1, Pavol Novák 2, Zbigniew Saternus
LINEAR MATHEMATICAL MODELS FOR WELDS IN LASER WELDING
 LINEAR MATHEMATICAL MODELS FOR WELDS IN LASER WELDING Remus BOBOESCU 1 1 Ph.D., Professor, Polytechnic University Timişoara Abstract. It presents a study on the molten area produced at irradiation of steel
LINEAR MATHEMATICAL MODELS FOR WELDS IN LASER WELDING Remus BOBOESCU 1 1 Ph.D., Professor, Polytechnic University Timişoara Abstract. It presents a study on the molten area produced at irradiation of steel
Copper Welding with High-Brightness Fiber Lasers
 Copper Welding with High-Brightness Fiber Lasers Process stabilization by high dynamic beam deflection Michael Grupp and Nils Reinermann The consumer electronics and automotive industry are the driving
Copper Welding with High-Brightness Fiber Lasers Process stabilization by high dynamic beam deflection Michael Grupp and Nils Reinermann The consumer electronics and automotive industry are the driving
Advances in Welding and Joining Technologies Dr. Swarup Bag Department of Mechanical Engineering Indian Institute of Technology, Guwahati
 Advances in Welding and Joining Technologies Dr. Swarup Bag Department of Mechanical Engineering Indian Institute of Technology, Guwahati Lecture 15 Micro and Nano Joining Processes Part II Hello everybody,
Advances in Welding and Joining Technologies Dr. Swarup Bag Department of Mechanical Engineering Indian Institute of Technology, Guwahati Lecture 15 Micro and Nano Joining Processes Part II Hello everybody,
Changes in Laser Weld Bead Geometry with the Application of Ultrasonic Vibrations
 Changes in Laser Weld Bead Geometry with the Application of Ultrasonic Vibrations S. Venkannah and J. Mazumder Abstract The weld bead geometry has been found to be a function of the parameter settings,
Changes in Laser Weld Bead Geometry with the Application of Ultrasonic Vibrations S. Venkannah and J. Mazumder Abstract The weld bead geometry has been found to be a function of the parameter settings,
Laser Diodes System for Flexible Manufacturing Authors: John M. Haake, Crystal M. Cook and Mark S. Zediker
 Laser Diodes System for Flexible Manufacturing Authors: John M. Haake, Crystal M. Cook and Mark S. Zediker Introduction Industrial laser systems based on high power laser diodes are now available with
Laser Diodes System for Flexible Manufacturing Authors: John M. Haake, Crystal M. Cook and Mark S. Zediker Introduction Industrial laser systems based on high power laser diodes are now available with
In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser.
 Title Author(s) In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser KAWAHITO, Yousuke; KATAYAMA, Seiji Citation Transactions of JWRI. 38(2) P.5-P.11 Issue Date 2009-12
Title Author(s) In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser KAWAHITO, Yousuke; KATAYAMA, Seiji Citation Transactions of JWRI. 38(2) P.5-P.11 Issue Date 2009-12
Laser Beam Welding (LBW) of Aluminum Alloys
 of Aluminum Alloys") PE 225 Material Technology -2 Course Mini Project Laser Beam Welding (LBW) of Aluminum Alloys Under Supervision of Dr.Ing Islam El-Galy Contents LBW Principle Advantages of Laser Welding Limitation of
PE 225 Material Technology -2 Course Mini Project Laser Beam Welding (LBW) of Aluminum Alloys Under Supervision of Dr.Ing Islam El-Galy Contents LBW Principle Advantages of Laser Welding Limitation of
In-Process Monitoring and Adaptive Control during Pulsed YAG Laser Spot Welding of Aluminum Alloy Thin Sheets
 JLMN-Journal of Laser Micro/Nanoengineering, Vol.1, No. 1, 2006 In-Process Monitoring and Adaptive Control during Pulsed YAG Laser Spot Welding of Aluminum Alloy Thin Sheets Yousuke KAWAHITO * and Seiji
JLMN-Journal of Laser Micro/Nanoengineering, Vol.1, No. 1, 2006 In-Process Monitoring and Adaptive Control during Pulsed YAG Laser Spot Welding of Aluminum Alloy Thin Sheets Yousuke KAWAHITO * and Seiji
CHAPTER 3 FINITE ELEMENT SIMULATION OF WELDING
 47 CHAPTER 3 FINITE ELEMENT SIMULATION OF WELDING 3.1 INTRODUCTION Though welding process has many distinct advantages over other joining processes, it suffers from some major disadvantages like the evolution
47 CHAPTER 3 FINITE ELEMENT SIMULATION OF WELDING 3.1 INTRODUCTION Though welding process has many distinct advantages over other joining processes, it suffers from some major disadvantages like the evolution
Advancements in Laser Welding Technology
 June 015 [Volume 1, Issue 1] Advancements in Laser Welding Technology Broadening our Horizons Contents Special Interest Articles We are proud to announce the Broadening our Horizons 1 purchase of a brand
June 015 [Volume 1, Issue 1] Advancements in Laser Welding Technology Broadening our Horizons Contents Special Interest Articles We are proud to announce the Broadening our Horizons 1 purchase of a brand
Finite-element simulation of aluminum temperature field and thermal profile in laser welding process
 Finite-element simulation of aluminum temperature field and thermal profile in laser welding process Ali Moarrefzadeh Young Researchers Club, Mahshahr Branch, Islamic Azad University, Mahshahr, Iran A_moarrefzadeh@yahoo.com,
Finite-element simulation of aluminum temperature field and thermal profile in laser welding process Ali Moarrefzadeh Young Researchers Club, Mahshahr Branch, Islamic Azad University, Mahshahr, Iran A_moarrefzadeh@yahoo.com,
Build-up strategies for generating components of cylindrical shape with laser metal deposition
 Lasers in Manufacturing Conference 2015 Build-up strategies for generating components of cylindrical shape with laser metal deposition Torsten Petrat a, *, Benjamin Graf b, Andrey Gumenyuk a,b, Michael
Lasers in Manufacturing Conference 2015 Build-up strategies for generating components of cylindrical shape with laser metal deposition Torsten Petrat a, *, Benjamin Graf b, Andrey Gumenyuk a,b, Michael
NUMERICAL AND EXPERIMENTAL INVESTIGATION OF LASER BEAM WELDING OF AISI 304 STAINLESS STEEL SHEET
 Advances in Production Engineering & Management 3 (2008) 2, 93-105 ISSN 1854-6250 Original scientific paper NUMERICAL AND EXPERIMENTAL INVESTIGATION OF LASER BEAM WELDING OF AISI 304 STAINLESS STEEL SHEET
Advances in Production Engineering & Management 3 (2008) 2, 93-105 ISSN 1854-6250 Original scientific paper NUMERICAL AND EXPERIMENTAL INVESTIGATION OF LASER BEAM WELDING OF AISI 304 STAINLESS STEEL SHEET
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304
 A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
Marking Cutting Welding Micro Machining Additive Manufacturing
 Marking Cutting Welding Micro Machining Additive Manufacturing Slide: 1 Nanosecond Laser Welding of Dissimilar Metals and Foils Daniel Capostagno, Adam Rosowski, Jack Gabzdyl, Michael Duka EPMT 2017 Geneva
Marking Cutting Welding Micro Machining Additive Manufacturing Slide: 1 Nanosecond Laser Welding of Dissimilar Metals and Foils Daniel Capostagno, Adam Rosowski, Jack Gabzdyl, Michael Duka EPMT 2017 Geneva
NONTRADITIONAL MANUFACTURING PROCESSES
 NONTRADITIONAL MANUFACTURING PROCESSES Lasers & Laser Beam Machining Basic NTM Process Groups: * Thermal NTM Processes - Laser Beam Machining (LBM) - Electron Beam Machining (EBM) - Plasma Arc Machining
NONTRADITIONAL MANUFACTURING PROCESSES Lasers & Laser Beam Machining Basic NTM Process Groups: * Thermal NTM Processes - Laser Beam Machining (LBM) - Electron Beam Machining (EBM) - Plasma Arc Machining
Challenges and Future Directions of Laser Fuse Processing in Memory Repair
 Challenges and Future Directions of Laser Fuse Processing in Memory Repair Bo Gu, * T. Coughlin, B. Maxwell, J. Griffiths, J. Lee, J. Cordingley, S. Johnson, E. Karagiannis, J. Ehrmann GSI Lumonics, Inc.
Challenges and Future Directions of Laser Fuse Processing in Memory Repair Bo Gu, * T. Coughlin, B. Maxwell, J. Griffiths, J. Lee, J. Cordingley, S. Johnson, E. Karagiannis, J. Ehrmann GSI Lumonics, Inc.
Beveling procedures and beveling machines beveling, a quick overview 1
 Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Enhancement Surface Mechanical Properties of 2024 Al-Alloys Using Pulsed Nd:YAG Laser Cladding
 Enhancement Surface Mechanical Properties of 2024 Al-Alloys Using Pulsed Nd:YAG Laser Cladding 1 1 2 Raid M.HadiP P, Mahmoad Sh. MahmoadP P and Ali H.AbdalhadiP Institute of laser for postgraduate studies,
Enhancement Surface Mechanical Properties of 2024 Al-Alloys Using Pulsed Nd:YAG Laser Cladding 1 1 2 Raid M.HadiP P, Mahmoad Sh. MahmoadP P and Ali H.AbdalhadiP Institute of laser for postgraduate studies,
Available online at ScienceDirect. Physics Procedia 56 (2014 ) Methods for improving laser beam welding efficiency
 Methods for improving laser beam welding efficiency") Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 450 457 8 th International Conference on Photonic Technologies LANE 2014 Methods for improving laser beam welding efficiency
Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 450 457 8 th International Conference on Photonic Technologies LANE 2014 Methods for improving laser beam welding efficiency
MECHANISM OF KEYHOLE FORMATION IN LASER WELDING
 MECHANISM OF KEYHOLE FORMATION IN LASER WELDING E.M.Stanciu 1, A.C. Păvălache 1, G.M.Dumitru 1, O.G.Dontu 1, D.Besnea 1 I.M.Vasile 1 1 University Politehnica of Bucharest Abstract In order to perform the
MECHANISM OF KEYHOLE FORMATION IN LASER WELDING E.M.Stanciu 1, A.C. Păvălache 1, G.M.Dumitru 1, O.G.Dontu 1, D.Besnea 1 I.M.Vasile 1 1 University Politehnica of Bucharest Abstract In order to perform the
Spatter-Free Stable Conduction and Keyhole Welding of Copper with 275 Watt Blue Laser
 Spatter-Free Stable Conduction and Keyhole Welding of Copper with 275 Watt Blue Laser Abstract Laser welding of highly reflective materials such as copper has been problematic for infrared lasers due to
Spatter-Free Stable Conduction and Keyhole Welding of Copper with 275 Watt Blue Laser Abstract Laser welding of highly reflective materials such as copper has been problematic for infrared lasers due to
We are IntechOpen, the world s leading publisher of Open Access books Built by scientists, for scientists. International authors and editors
 We are IntechOpen, the world s leading publisher of Open Access books Built by scientists, for scientists 3,9 116, 12M Open access books available International authors and editors Downloads Our authors
We are IntechOpen, the world s leading publisher of Open Access books Built by scientists, for scientists 3,9 116, 12M Open access books available International authors and editors Downloads Our authors
Advanced welding analysis methods applied to heavy section welding with a 15 kw fibre laser
 Advanced welding analysis methods applied to heavy section welding with a 15 kw fibre laser A. F. H. Kaplan and G. Wiklund Luleå University of Technology, Department of Applied Physics and Mechanical Engineering,
Advanced welding analysis methods applied to heavy section welding with a 15 kw fibre laser A. F. H. Kaplan and G. Wiklund Luleå University of Technology, Department of Applied Physics and Mechanical Engineering,
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding Keyword: 16.1 Selection of pulse parameters
 Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Introduction to Joining Processes
 7. WELD METALLURGY A wide range of mechanical and physical properties can be developed in a single engineering material of given composition by altering the microstructure. Such properties are said to
7. WELD METALLURGY A wide range of mechanical and physical properties can be developed in a single engineering material of given composition by altering the microstructure. Such properties are said to
Evaluation of melt pool geometry during pulsed laser welding of Ti6Al4V alloy
 Evaluation of melt pool geometry during pulsed laser welding of Ti6Al4V alloy Mohammad Akbari, Seyfolah Saedodin, Afshin Panjehpour, Samaneh N aghieh and Masoud Afrand Abstract In this paper, laser welding
Evaluation of melt pool geometry during pulsed laser welding of Ti6Al4V alloy Mohammad Akbari, Seyfolah Saedodin, Afshin Panjehpour, Samaneh N aghieh and Masoud Afrand Abstract In this paper, laser welding
Adaptive Control and Repair for Lap Welds of Aluminum Alloy Sheets Based upon In-Process Monitoring.
 Title Author(s) Adaptive Control and Repair for Lap Welds of Aluminum Alloy Sheets Based upon In-Process Monitoring Kawahito, Yousuke; Katayama, Seiji Citation Transactions of JWRI. 34(2) P.7-P.15 Issue
Title Author(s) Adaptive Control and Repair for Lap Welds of Aluminum Alloy Sheets Based upon In-Process Monitoring Kawahito, Yousuke; Katayama, Seiji Citation Transactions of JWRI. 34(2) P.7-P.15 Issue
Laser Material Processing New Frontiers New Opportunities Terry VanderWert/ Prima Power Laserdyne
 Laser Material Processing New Frontiers New Opportunities Terry VanderWert/ Prima Power Laserdyne Moving the frontier from solution looking for a problem to enabling technology 2 About Prima Power Laserdyne
Laser Material Processing New Frontiers New Opportunities Terry VanderWert/ Prima Power Laserdyne Moving the frontier from solution looking for a problem to enabling technology 2 About Prima Power Laserdyne
Parameter Dependencies of Copper Welding with Multi-kW Lasers at 1 Micron Wavelength
 Available online at www.sciencedirect.com Physics Procedia 12 (2011) 95 104 LiM 2011 Parameter Dependencies of Copper Welding with Multi-kW Lasers at 1 Micron Wavelength Dirk Petring*, Vahid Nazery Goneghany
Available online at www.sciencedirect.com Physics Procedia 12 (2011) 95 104 LiM 2011 Parameter Dependencies of Copper Welding with Multi-kW Lasers at 1 Micron Wavelength Dirk Petring*, Vahid Nazery Goneghany
Introduction to Welding Technology
 Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
In-process Monitoring and Adaptive Control for Laser Spot and Seam Welding of Pure Titanium
 In-process Monitoring and Adaptive Control for Laser Spot and Seam Welding of Pure Titanium Yousuke KAWAHITO*, Masayuki KITO* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
In-process Monitoring and Adaptive Control for Laser Spot and Seam Welding of Pure Titanium Yousuke KAWAHITO*, Masayuki KITO* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
Fundamental Course in Mechanical Processing of Materials. Exercises
 Fundamental Course in Mechanical Processing of Materials Exercises 2017 3.2 Consider a material point subject to a plane stress state represented by the following stress tensor, Determine the principal
Fundamental Course in Mechanical Processing of Materials Exercises 2017 3.2 Consider a material point subject to a plane stress state represented by the following stress tensor, Determine the principal
Ratio of the Temperatures changes with depth are t
 Melting Depths Consider light pulse on surface Will get melting to some depth Eventually also raise surface to vaporization point This is the laser welding situation Can estimate the depth of melt front
Melting Depths Consider light pulse on surface Will get melting to some depth Eventually also raise surface to vaporization point This is the laser welding situation Can estimate the depth of melt front
Numerical modelling of shielding gas flow and heat transfer in laser welding process
 Numerical modelling of shielding gas flow and heat transfer in laser welding process Alireza Javidi Shirvan 1, Isabelle Choquet 1, Håkan Nilsson 2 1 University West, Department of Engineering Science,
Numerical modelling of shielding gas flow and heat transfer in laser welding process Alireza Javidi Shirvan 1, Isabelle Choquet 1, Håkan Nilsson 2 1 University West, Department of Engineering Science,
Laser Ultrasonics 2010 Laser-based ultrasonic-emission sensor for in-process monitoring during high-speed laser welding
 Laser Ultrasonics 2010 Laser-based ultrasonic-emission sensor for in-process monitoring during high-speed laser welding B. Pouet, A. Wartelle and S. Breugnot Bossa Nova Technologies, Venice, CA 90291,
Laser Ultrasonics 2010 Laser-based ultrasonic-emission sensor for in-process monitoring during high-speed laser welding B. Pouet, A. Wartelle and S. Breugnot Bossa Nova Technologies, Venice, CA 90291,
Prediction of Laser-Spot-Weld Shape by Numerical Analysis and Neural Network
 Prediction of Laser-Spot-Weld Shape by Numerical Analysis and Neural Network W.-S. CHANG and S.-J. NA The finite element method (FEM) and neural network were applied for predicting the bead shape in laser
Prediction of Laser-Spot-Weld Shape by Numerical Analysis and Neural Network W.-S. CHANG and S.-J. NA The finite element method (FEM) and neural network were applied for predicting the bead shape in laser
THE WAVELENGTH INFLUENCE ON THE ABSORPTION OF LASER RADIATION BY AISI316L AUSTENITIC STAINLESS STEEL
 THE WAVELENGTH INFLUENCE ON THE ABSORPTION OF LASER RADIATION BY AISI316L AUSTENITIC STAINLESS STEEL Robert Ciobanu 1, Gheorghe I Gheorghe 2, Octavian Dontu 1, Daniel Besnea 1, Doina Cioboata 2 1 Politehnica
THE WAVELENGTH INFLUENCE ON THE ABSORPTION OF LASER RADIATION BY AISI316L AUSTENITIC STAINLESS STEEL Robert Ciobanu 1, Gheorghe I Gheorghe 2, Octavian Dontu 1, Daniel Besnea 1, Doina Cioboata 2 1 Politehnica
Laser Beam Welding (LBW)
") Laser Beam Welding (LBW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype: fsweldone January 2016
Laser Beam Welding (LBW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype: fsweldone January 2016
A Prediction of Laser Spot-to-Cutting Tool Distance in Laser Assisted Micro Milling
 A Prediction of Laser Spot-to-Cutting Tool Distance in Laser Assisted Micro Milling ICOMM 2014 No. 32 E. A. Rahim 1, Z. Mohid 1, N. M. Warap 1, M. R. Ibrahim 1, M.I.S Ismail 2 1 Advanced Machining Research
A Prediction of Laser Spot-to-Cutting Tool Distance in Laser Assisted Micro Milling ICOMM 2014 No. 32 E. A. Rahim 1, Z. Mohid 1, N. M. Warap 1, M. R. Ibrahim 1, M.I.S Ismail 2 1 Advanced Machining Research
Dr Jack Gabzdyl Product Line Manager Pulsed Lasers
 AILU PHOTONEX 08 16 th October 2008 Fiber Lasers for Medical Applications Dr Jack Gabzdyl Product Line Manager Pulsed Lasers General Advantages of Fibre Lasers Beam Quality & Stability Diffraction-limited
AILU PHOTONEX 08 16 th October 2008 Fiber Lasers for Medical Applications Dr Jack Gabzdyl Product Line Manager Pulsed Lasers General Advantages of Fibre Lasers Beam Quality & Stability Diffraction-limited
Study of Hole Properties in Percussion Regime with a New Analysis Method
 Study of Hole Properties in Percussion Regime with a New Analysis Method M. Schneider*, M. Muller*, R. Fabbro*, L. Berthe* *Laboratoire pour l Application des Lasers de Puissance (UPR CNRS 1578) 16 bis
Study of Hole Properties in Percussion Regime with a New Analysis Method M. Schneider*, M. Muller*, R. Fabbro*, L. Berthe* *Laboratoire pour l Application des Lasers de Puissance (UPR CNRS 1578) 16 bis
Aluminum / Copper oscillation welding with a 500 W direct diode laser
 Application Note Issued: 2016-06-01 Aluminum / Copper oscillation welding with a 500 W direct diode laser SUMMARY The performance of the 500 W DirectProcess direct diode laser for oscillating welding by
Application Note Issued: 2016-06-01 Aluminum / Copper oscillation welding with a 500 W direct diode laser SUMMARY The performance of the 500 W DirectProcess direct diode laser for oscillating welding by
CANUNDA. Application note. Version 06/10/2015
 CANUNDA Application note Version 06/10/2015 2 TABLE OF CONTENTS INTRODUCTION LASER BEAM SHAPING SOLUTIONS APPLICATIONS Sheet cutting improved speed Hardened welding Pre-joining surface ablation Slow cooling
CANUNDA Application note Version 06/10/2015 2 TABLE OF CONTENTS INTRODUCTION LASER BEAM SHAPING SOLUTIONS APPLICATIONS Sheet cutting improved speed Hardened welding Pre-joining surface ablation Slow cooling
Modeling 2D and 3D of Hybrid Laser Nd:Yag - MIG Welding Processes
 Excerpt from the Proceedings of the COMSOL Conference 8 Hannover Modeling D and 3D of Hybrid Laser Nd:Yag - MIG Welding Processes E. Le Guen *,1, R. Fabbro 1, F. Coste 1, M. Carin and P. Le Masson 1 LALP
Excerpt from the Proceedings of the COMSOL Conference 8 Hannover Modeling D and 3D of Hybrid Laser Nd:Yag - MIG Welding Processes E. Le Guen *,1, R. Fabbro 1, F. Coste 1, M. Carin and P. Le Masson 1 LALP
The use of holographic optics in laser additive layer manufacture. Prof John R Tyrer Dept of Mechanical & Manufacturing Engineering
 The use of holographic optics in laser additive layer manufacture Prof John R Tyrer Dept of Mechanical & Manufacturing Engineering Traditional Laser Beam Problems Shape Intensity Beam intensity distribution....
The use of holographic optics in laser additive layer manufacture Prof John R Tyrer Dept of Mechanical & Manufacturing Engineering Traditional Laser Beam Problems Shape Intensity Beam intensity distribution....
Manufacturing Process II. Welding Processes-1
 Manufacturing Process II Welding Processes-1 1. Introduction: The term joining is generally used for welding, brazing, soldering, and adhesive bonding, which form a permanent joint between the parts a
Manufacturing Process II Welding Processes-1 1. Introduction: The term joining is generally used for welding, brazing, soldering, and adhesive bonding, which form a permanent joint between the parts a
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Power density and welding process Keywords: 4.1 Introduction
 Power density and welding process In this chapter, energy density and temperature associated with different welding processes have been presented. Further, the influence of energy density on the performance
Power density and welding process In this chapter, energy density and temperature associated with different welding processes have been presented. Further, the influence of energy density on the performance
Precise Prediction of Workpiece Distortion during Laser Beam Welding. Komkamol Chongbunwatana
 Precise Prediction of Workpiece Distortion during Laser Beam Welding Komkamol Chongbunwatana MZH Gebäude, Universität Bremen, 14 July 2009 Outline Laser Welding Process Overview Objective Simulation Model
Precise Prediction of Workpiece Distortion during Laser Beam Welding Komkamol Chongbunwatana MZH Gebäude, Universität Bremen, 14 July 2009 Outline Laser Welding Process Overview Objective Simulation Model
Study of laser wobbling welding process through the radiation of plasma plume
 Lasers in Manufacturing Conference 2017 Study of laser wobbling welding process through the radiation of plasma plume Libor Mrňa a,*, Petr Horník a, Petr Jedlička a, Jan Pavelka a a Institute of Scientific
Lasers in Manufacturing Conference 2017 Study of laser wobbling welding process through the radiation of plasma plume Libor Mrňa a,*, Petr Horník a, Petr Jedlička a, Jan Pavelka a a Institute of Scientific
Latest progress in performance and understanding of laser welding
 Available online at www.sciencedirect.com Physics Procedia 39 (2012 ) 8 16 LANE 2012 Latest progress in performance and understanding of laser welding Seiji Katayama, Yousuke Kawahito, Masami Mizutani
Available online at www.sciencedirect.com Physics Procedia 39 (2012 ) 8 16 LANE 2012 Latest progress in performance and understanding of laser welding Seiji Katayama, Yousuke Kawahito, Masami Mizutani
2
 1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
SIMULATION OF HYBRID LASER-TIG WELDING PROCESS USING FEA
 Journal of Engineering Science and Technology Vol. 13, No. 6 (2018) 1782-1792 School of Engineering, Taylor s University SIMULATION OF HYBRID LASER-TIG WELDING PROCESS USING FEA HARINADH VEMANABOINA 1,
Journal of Engineering Science and Technology Vol. 13, No. 6 (2018) 1782-1792 School of Engineering, Taylor s University SIMULATION OF HYBRID LASER-TIG WELDING PROCESS USING FEA HARINADH VEMANABOINA 1,
NAME 345 Welding Technology Lecture 03 (Welding Joint Design)
") NAME 345 Welding Technology Lecture 03 (Welding Joint Design) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000,
NAME 345 Welding Technology Lecture 03 (Welding Joint Design) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000,
Microstructural Characteristics and Mechanical Properties of Single-Mode Fiber Laser Lap-Welded Joint in Ti and Al Dissimilar Metals
 Transactions of JWRI, Vol.42 (2013), No. 1 Microstructural Characteristics and Mechanical Properties of Single-Mode Fiber Laser Lap-Welded Joint in Ti and Al Dissimilar Metals Su-Jin LEE Su-Jin*, LEE*,
Transactions of JWRI, Vol.42 (2013), No. 1 Microstructural Characteristics and Mechanical Properties of Single-Mode Fiber Laser Lap-Welded Joint in Ti and Al Dissimilar Metals Su-Jin LEE Su-Jin*, LEE*,
STANDARD AND SCANNING LASER HARDENING PROCEDURE. Matěj HRUŠKA, Marek VOSTŘÁK, Eva SMAZALOVÁ, Michal ŠVANTNER
 STANDARD AND SCANNING LASER HARDENING PROCEDURE Matěj HRUŠKA, Marek VOSTŘÁK, Eva SMAZALOVÁ, Michal ŠVANTNER University of West Bohemia, Pilsen, Czech Republic, EU, maslej@ntc.zcu.cz Abstract Laser hardening
STANDARD AND SCANNING LASER HARDENING PROCEDURE Matěj HRUŠKA, Marek VOSTŘÁK, Eva SMAZALOVÁ, Michal ŠVANTNER University of West Bohemia, Pilsen, Czech Republic, EU, maslej@ntc.zcu.cz Abstract Laser hardening
Module 4 Design for Assembly
 Module 4 Design for Assembly Lecture 2 Design for Welding-I Instructional Objective By the end of this lecture, the student will learn: (a) how a weld joint should be designed to improve the joint performance,
Module 4 Design for Assembly Lecture 2 Design for Welding-I Instructional Objective By the end of this lecture, the student will learn: (a) how a weld joint should be designed to improve the joint performance,
Jewelry Laser Spot Welding Machine
 Jewelry Laser Spot Welding Machine This laser spot welding machines are used for perforation and spot welding of sand hole for gold and silver jewelleries. Laser spot welding is an important application
Jewelry Laser Spot Welding Machine This laser spot welding machines are used for perforation and spot welding of sand hole for gold and silver jewelleries. Laser spot welding is an important application
LASER WELDING WITH HIGH POWER LASER: THE EFFECT OF JOINT CONFIGURATION
 LASER WELDING WITH HIGH POWER LASER: THE EFFECT OF JOINT CONFIGURATION E. LAPPALAINEN 1, A. UNT 1, M. SOKOLOV 1, M. VÄNSKÄ 1 AND A. SALMINEN 1,2 1 Lappeenranta University of Technology, Laboratory of Laser
LASER WELDING WITH HIGH POWER LASER: THE EFFECT OF JOINT CONFIGURATION E. LAPPALAINEN 1, A. UNT 1, M. SOKOLOV 1, M. VÄNSKÄ 1 AND A. SALMINEN 1,2 1 Lappeenranta University of Technology, Laboratory of Laser
LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA)
") LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA) Jörg Hermsdorf Laser Zentrum Hannover, Germany OUTLINE Motivation Innovation Technology Project Concept Welding and Cladding Results
LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA) Jörg Hermsdorf Laser Zentrum Hannover, Germany OUTLINE Motivation Innovation Technology Project Concept Welding and Cladding Results
Welding of Thin Foils with Elliptical Beams. Abe, Nobuyuki; Funada, Yoshinori; Tsukamoto, Masahiro.
 Title Author(s) Citation Welding of Thin Foils with Elliptical Beams Abe, Nobuyuki; Funada, Yoshinori; Tsukamoto, Masahiro Transactions of JWRI. 37(1) P.27-P.31 Issue Date 2008-07 Text Version publisher
Title Author(s) Citation Welding of Thin Foils with Elliptical Beams Abe, Nobuyuki; Funada, Yoshinori; Tsukamoto, Masahiro Transactions of JWRI. 37(1) P.27-P.31 Issue Date 2008-07 Text Version publisher
Residual Stresses Prediction for CO 2 Laser Butt-Welding of 304- Stainless Steel K. Y. Benyounis, A. G. Olabi and M. S. J. Hashmi
 Applied Mechanics and Materials Vols. 3-4 (2005) pp 125-130 Online: 2006-08-15 (2005) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/amm.3-4.125 Residual Stresses Prediction for CO
Applied Mechanics and Materials Vols. 3-4 (2005) pp 125-130 Online: 2006-08-15 (2005) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/amm.3-4.125 Residual Stresses Prediction for CO
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser
 In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
Research Article Feasibility Studies on Underwater Laser Surface Hardening Process
 Advances in Materials Science and Engineering Volume 2015, Article ID 845273, 6 pages http://dx.doi.org/10.1155/2015/845273 Research Article Feasibility Studies on Underwater Laser Surface Hardening Process
Advances in Materials Science and Engineering Volume 2015, Article ID 845273, 6 pages http://dx.doi.org/10.1155/2015/845273 Research Article Feasibility Studies on Underwater Laser Surface Hardening Process
Nd:YAG Laser Welding of ZE41A-T5 Magnesium Sand Casting Alloy
 Nd:YAG Laser Welding of ZE41A-T5 Magnesium Sand Casting Alloy Haider Al-Kazzaz A Thesis In The Department of Mechanical and Industrial Engineering Presented in Partial Fulfillment of the Requirements for
Nd:YAG Laser Welding of ZE41A-T5 Magnesium Sand Casting Alloy Haider Al-Kazzaz A Thesis In The Department of Mechanical and Industrial Engineering Presented in Partial Fulfillment of the Requirements for
Studying Increase of Speed Using Different Laser Welds
 Australian Journal of Basic and Applied Sciences, 6(12): 247-251, 2012 ISSN 1991-8178 Studying Increase of Speed Using Different Laser Welds Dr Masoud Sabbaghi, Shahla Arabshahi and Shahrzad Arabshahi
Australian Journal of Basic and Applied Sciences, 6(12): 247-251, 2012 ISSN 1991-8178 Studying Increase of Speed Using Different Laser Welds Dr Masoud Sabbaghi, Shahla Arabshahi and Shahrzad Arabshahi
Computation and analysis of temperature distribution in the crosssection
 Computation and analysis of temperature distribution in the crosssection of the weld Vee John Inge Asperheim, Bjørnar Grande, Leif Markegård, ELVA Induksjon a.s James E. Buser, ELVA Induction inc. Patrick
Computation and analysis of temperature distribution in the crosssection of the weld Vee John Inge Asperheim, Bjørnar Grande, Leif Markegård, ELVA Induksjon a.s James E. Buser, ELVA Induction inc. Patrick
LASER BEAM DEFOCUSING EFFECTS ON LASER WELDS SURFACES
 HENRI COANDA GERMANY GENERAL M.R. STEFANIK AIR FORCE ACADEMY ARMED FORCES ACADEMY ROMANIA SLOVAK REPUBLIC INTERNATIONAL CONFERENCE of SCIENTIFIC PAPER AFASES 2011 Brasov, 26-28 May 2011 LASER BEAM DEFOCUSING
HENRI COANDA GERMANY GENERAL M.R. STEFANIK AIR FORCE ACADEMY ARMED FORCES ACADEMY ROMANIA SLOVAK REPUBLIC INTERNATIONAL CONFERENCE of SCIENTIFIC PAPER AFASES 2011 Brasov, 26-28 May 2011 LASER BEAM DEFOCUSING
Study of the characteristic of droplet transfer in laser-mig hybrid welding based on the phase matching control of laser pulse and arc waveform
 ICCM2015, 14-17 th July, Auckland, NZ Study of the characteristic of droplet transfer in laser-mig hybrid welding based on the phase matching control of laser pulse and arc waveform *G. Song¹, J.Wang¹,
ICCM2015, 14-17 th July, Auckland, NZ Study of the characteristic of droplet transfer in laser-mig hybrid welding based on the phase matching control of laser pulse and arc waveform *G. Song¹, J.Wang¹,
An Analysis of the Role of Side Assisting Gas during CO 2 Laser Welding
 Transactions of JWRI, Vol. 35 (26), No. 1 An Analysis of the Role of Side Assisting Gas during O 2 Laser Welding HANG Linjie*, HANG Jianxun ** and MURAKAWA Hidekazu *** Abstract An experimental study of
Transactions of JWRI, Vol. 35 (26), No. 1 An Analysis of the Role of Side Assisting Gas during O 2 Laser Welding HANG Linjie*, HANG Jianxun ** and MURAKAWA Hidekazu *** Abstract An experimental study of
Design for welding: Design recommendations
 Design for welding: Design recommendations Arc welding can be used to weld almost any kind of assembly, including even complex structures. Arc weldments use a wide variety of ferrous and non ferrous metals.
Design for welding: Design recommendations Arc welding can be used to weld almost any kind of assembly, including even complex structures. Arc weldments use a wide variety of ferrous and non ferrous metals.
BENDING STRAINS OF STEEL CONSTRUCTION IN PROCESS OF WELDING BY MAG TECHNOLOGY.
 BENDING STRAINS OF STEEL CONSTRUCTION IN PROCESS OF WELDING BY MAG TECHNOLOGY Gunars Verdins 1, Daina Kanaska 1, Mareks Kairiss 2 1 Latvia University of Agriculture; 2 EASTMETAL Ltd., Latvia gunars.verdins@llu.lv,
BENDING STRAINS OF STEEL CONSTRUCTION IN PROCESS OF WELDING BY MAG TECHNOLOGY Gunars Verdins 1, Daina Kanaska 1, Mareks Kairiss 2 1 Latvia University of Agriculture; 2 EASTMETAL Ltd., Latvia gunars.verdins@llu.lv,
Laser Based Manufacturing in the Automotive Industry. TRUMPF, Inc. David Havrilla Manager Product & Applications
 Laser Based Manufacturing in the Automotive Industry TRUMPF, Inc. David Havrilla Manager Product & Applications 1 Agenda Introduction Trends in Laser Welding > Remote welding > Conventional laser welding
Laser Based Manufacturing in the Automotive Industry TRUMPF, Inc. David Havrilla Manager Product & Applications 1 Agenda Introduction Trends in Laser Welding > Remote welding > Conventional laser welding
Monitoring of High Power Laser Welding Process by Using Image Difference Algorithm
 , October 24-26, 2012, San Francisco, USA Monitoring of High Power Laser Welding Process by Using Image Difference Algorithm Deyong You, Xiangdong Gao Abstract Process monitoring is important for the laser
, October 24-26, 2012, San Francisco, USA Monitoring of High Power Laser Welding Process by Using Image Difference Algorithm Deyong You, Xiangdong Gao Abstract Process monitoring is important for the laser
THERMO-MECHANICAL MODEL DEVELOPMENT AND EXPERIMENTAL VALIDATION FOR METALLIC PARTS IN ADDITIVE MANUFACTURING
 The Pennsylvania State University The Graduate School Department of Mechanical Engineering THERMO-MECHANICAL MODEL DEVELOPMENT AND EXPERIMENTAL VALIDATION FOR METALLIC PARTS IN ADDITIVE MANUFACTURING A
The Pennsylvania State University The Graduate School Department of Mechanical Engineering THERMO-MECHANICAL MODEL DEVELOPMENT AND EXPERIMENTAL VALIDATION FOR METALLIC PARTS IN ADDITIVE MANUFACTURING A
Finite Element Modeling of TIG Welding for 316L Stainless Steel Plate using Sysweld
 Volume-5, Issue-2, April-2015 International Journal of Engineering and Management Research Page Number: 390-397 Finite Element Modeling of TIG Welding for 316L Stainless Steel Plate using Sysweld V. V.
Volume-5, Issue-2, April-2015 International Journal of Engineering and Management Research Page Number: 390-397 Finite Element Modeling of TIG Welding for 316L Stainless Steel Plate using Sysweld V. V.
DOWNLOAD PDF SMAW : BEADS AND FILLET WELDS
 Chapter 1 : SMAW Fillet Welds?!!! - Miller Welding Discussion Forums View Notes - SMAW -beads and fillet weldsterm: Definition: wire brush or grinder used to remove heavy mill scale or corrosion from coupons
Chapter 1 : SMAW Fillet Welds?!!! - Miller Welding Discussion Forums View Notes - SMAW -beads and fillet weldsterm: Definition: wire brush or grinder used to remove heavy mill scale or corrosion from coupons
Process Control of Stainless Steel Laser Welding using an Optical Spectroscopic Sensor
 Available online at www.sciencedirect.com Physics Procedia 12 (2011) 744 751 LiM 2011 Process Control of Stainless Steel Laser Welding using an Optical Spectroscopic Sensor A.R. Konuk a, *, R.G.K.M. Aarts
Available online at www.sciencedirect.com Physics Procedia 12 (2011) 744 751 LiM 2011 Process Control of Stainless Steel Laser Welding using an Optical Spectroscopic Sensor A.R. Konuk a, *, R.G.K.M. Aarts
Experimental Investigation of Quality Characteristics in Nd:YAG Laser Drilling of Stainless Steel (AISI 316)
") ICMMM - 2017 Experimental Investigation of Quality Characteristics in Nd:YAG Laser Drilling of Stainless Steel (AISI 316) Suman Chatterjee a *, Siba Sankar Mahapatra a, Anshuman Kumar Sahu a, Vijay K Bhardwaj
ICMMM - 2017 Experimental Investigation of Quality Characteristics in Nd:YAG Laser Drilling of Stainless Steel (AISI 316) Suman Chatterjee a *, Siba Sankar Mahapatra a, Anshuman Kumar Sahu a, Vijay K Bhardwaj
Trends in BIW Aluminum Welding
 Trends in BIW Aluminum Welding Diode lasers in the automotive industry Axel Luft and Tobias Stittgen Since 2001 diode lasers are in use in automotive series production and are still gaining importance.
Trends in BIW Aluminum Welding Diode lasers in the automotive industry Axel Luft and Tobias Stittgen Since 2001 diode lasers are in use in automotive series production and are still gaining importance.