Unit III. Open Die Forging The work piece is compressed between two flat dies facilitating lateral flow of material without constraint,
|
|
|
- Junior Randall
- 6 years ago
- Views:
Transcription

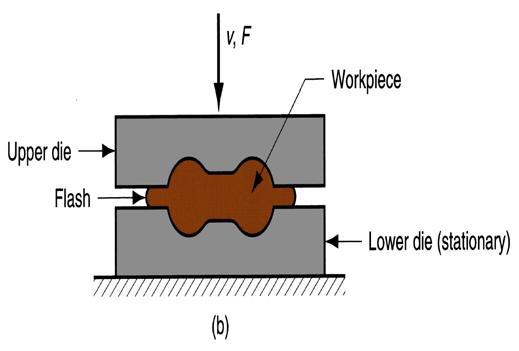
1 Unit III What is Bulk Deformation? Metal forming operations which cause significant shape change by plastic deformation in metallic parts are referred to bulk deformation processes. In most of the cases cylindrical bars and billets, rectangular billets and slabs, and similar shapes are the initial shapes which are plastically deformed in cold, warm or hot conditions into a desired shape. Complex shapes with good mechanical properties can be produced by bulk deformation processes. Following metal forming operations are commonly referred to as bulk deformation processes. 1. Forging The initial shape is squeezed and shaped between two opposing dies. 2. Rolling A slab or plate is squeezed between two rotating rolls to reduce the height so as to produce thinner shapes like sheets, 3. Extrusion The initial shape is squeezed through a shaped die such that the cross-section of the deformed part becomes similar to that of the die opening. 4. Wire and bar drawing The diameter of typical cylindrical bars or wires is reduced by pulling it through a shaped die. FORGING Forging is the process by which a metallic part is deformed to a final shape with the application of pressure and with or without the application of heat. Forging processes can broadly be classified as follows. Open Die Forging The work piece is compressed between two flat dies facilitating lateral flow of material without constraint, Impression Die Forging The work piece is compressed between two dies with a cavity or impression that is imparted to the work piece. The metal flow is constrained within the impression of the dies. However, the excess material remains as flash. 1
2 2
 It improves the structure as well as mechanical properties of the metallic parts.")
3 Flashless Forging This is an improved version of Impression-die forging process. The initial volume of the workpiece is carefully taken so that no excess flash is produced. ADVANTAGES OF FORGING PROCESSES. (1) It improves the structure as well as mechanical properties of the metallic parts. (2) Forging facilitates orientation of grains in a desired direction to improve the mechanical properties. (3) Forged parts are consistent in shape with the minimum presence of voids and porosities. (4) Forging can produce parts with high strength to weight ratio. (5) Forging processes are very economical for moderate to high volume productions. DEFECTS IN FORGING Though forging process provides good quality products compared to other manufacturing processes, some defects that are lightly to come if proper care is not taken in forging process design. A brief description of such defects and their remedial method is given below. Unfilled Section This defect refers to localized unfilled portion within the die cavity due to improper design of the forging die or inappropriate selection of the forging technique. Cold Shut Cold shut appears as small cracks at the corners of the forged part that is caused primarily due to very tight fillet radii that inhibit smooth material flow towards the corner of the die. Scale Pits Scale pits are seen as irregular deputations on the surface of the forging that is caused primarily due to improper cleaning of the stock used for forging. The oxide and scale gets embedded into the finish forging surface. When the forging is cleaned by pickling, these are seen as deputations on the forging surface. 3

4 Die Shift Die shift is caused by the misalignment of the top and the bottom dies making the two halves of the forging to be improper shape. Flakes These are basically internal ruptures caused by the improper cooling of the large forging. Rapid cooling causes the exterior to cool quickly causing internal fractures. This can be remedied by following proper cooling practices. Improper Grain Flow This is primarily caused by the improper design of the die that induces material flow in an inappropriate manner leading to various defects. ROLLING Rolling is a forming operation where cylindrical rolls are used to reduce the cross sectional area of a bar or plate with a corresponding increase in the length. Rolling process is widely used because of high productivity. Rolling processes are broadly classified by the geometry of the final rolled shape of the workpiece material such as flat rolling that is used to reduce thickness of a rectangular. Hot Rolling-Rolling processes are performed both at high temperature above the recrystallization temperature. Rolling is the most rapid method of forming metal into desired shapes by plastic deformationthrough compressive stresses using two or more than two rolls. It is one of the most widelyused of all the metal working processes. 4
5 The main objective of rolling is to convert largersections such as ingots into smaller sections which can be used either directly in as rolledstate or as stock for working through other processes. The coarse structure of cast ingot isconvened into a fine grained structure using rolling process Cold Rolling-Rolling processes are performed both at room temperature. Hot Rolling is usually performed when large amount of deformation is required while Cold Rolling is performed for finished sheet and plate stock. Various structural members, plates and sheets as well as pipes are produced by rolling at very high productivity although due to high tooling cost, it is economical for large batch size only. CLASSIFICATION OF ROLLING Two-High Rolling Mill A two-high rolling mill has two horizontal rolls revolving at the same speed butin opposite direction. The rolls are supported on bearings housed in sturdy upright sideframes called stands. The space between the rolls can be adjusted by raising or 1owering theupper roll. Their direction of rotation is fixed and cannot be reversed. The reduction in thethickness of work is achieved by feeding from one direction only. Two-high rolling mill reverse which incorporates a drive mechanism that can reverse thedirection of rotation of the rolls. In a two-high reversing rolling mill, there is continuous rolling of the work piece throughback-and-forth passes between the rolls. Three-High Rolling Mills It consists of three parallel rolls, arranged one above the other as shown.thedirections of rotation of the upper and lower rolls are the same but the intermediate rollrotates in a direction opposite to both of these. This type of rolling mill is used for rollingof two continuous passes in a 5
6 rolling sequence without reversing the drives. This results ina higher rate of production than the twohigh rolling mill. Four-High Rolling Mill It is essentially a two-high rolling mill, but with small sized rolls. Practically, it consists offour horizontal rolls, the two middle rolls are smaller in size than the top and bottom rolls As shown the smaller size rolls are known as working rolls which concentratethe total rolling pressure over the work piece. The larger diameter rolls are called back-uprolls and their main function is to prevent the deflection of the smaller rolls, which otherwisewould result in thickening of rolled plates or sheets at the centre. The common products ofthese mills are hot or cold rolled plates and sheets. Cluster Mill It is a special type of four-high rolling mill in which each of the two smaller working rollsare backed up by two or more of the larger back-up rolls as shown.. This type of mill is generally used for cold rolling work. Continuous Rolling Mill It consists of a number of non-reversing two-high rolling mills arranged one after the other,so that the material can be passed through all of them in sequence. It is suitable for massproduction work only, because for smaller quantities quick changes of set-up will be required and they will consume lot of time and labor. 6
7 DEFECTS IN ROLLING The defects in rolling can be classified as (a) surface defects, and (b) structural defects. The surface defects- include rusting and scaling, scratches and cracks on the surface, pits left on the surface due to subsequent detachment or removal of scales. The structural defects- are more important rolling defects some of which are difficult to remove. Some common structural defects in rolling are as follows. Wavy edges and zipper cracks These defects are caused due to bending of rolls under the rolling pressure Edge cracks and centre split These defects are caused due to non-homogeneous plastic deformation of metal across the width Alligatoring Folds This defect is encountered when the reduction per pass is very low. Laminations Laminations mean layers. If the ingot is not sound and has a piping or blow holes and during rolling they do not get completely welded it will cause a defect called laminations. 7

8 Rolling defects (a) zipper crack, (b) Edge crack (c) Alligatoring EXTRUSION Extrusion is the process in which the work piece material is forced to flow through a die opening by applying compressive force to produce a desired cross-sectional shape. In general, extrusion is used to produce long parts of uniform cross-sections. Direct and Indirect extrusions are two commonly used extrusion processes. Extrusion processes are also performed at temperature well above the recrystallization temperature of the work piece material and at room temperature, which are referred to as hot and cold extrusion. In direct extrusion-the extruded product moves in the same direction of the movement of the punch. As a result the billet has to overcome the frictional resistance of the container wall increasing the power requirement. In indirect extrusion- the billet remains stationary inside the container and the extruded part comes out in the direction opposite to the punch travel. The power requirement in indirect extrusion is lesser compared to the same in direct extrusion as the frictional force is absent in indirect absence due to stationary billet. 8



9 The principle of extrusion using a mandrel is similar to that of direct extrusion. Here the mandrel provides proper guidance and support for material flow. In impact extrusion- the punch travels at a high speed and strikes the blank extruding it upwards. The metal blank deforms to fit the punch on the inside and the die on the outside. Lubricants are also added to aid the machines benefit for an easier punch-out. It only takes one impact for the finished shape to form from the blank. Once the blank has been contoured to the desired shape, a counter-punch ejector removes the work piece from within the die. In the hydrostatic - process the billet is completely surrounded by a pressurized liquid, except where the billet contacts the die. This process can be done hot, warm, or cold, however the temperature is limited by the stability of the fluid used. Although the presence of fluid inside the extrusion chamber eliminates the container wall friction, the process finds limited application because of need for special equipment and tooling. 9
 The grain structure and mechanical strength of workpiece material are improved in cold and warm extrusion processes. (3) Cold extrusion can provide close tolerances.")
10 ADVANTAGES OF EXTRUSION PROCESSES. (1) Extrusion can produce variety of shapes with uniform cross-section. (2) The grain structure and mechanical strength of workpiece material are improved in cold and warm extrusion processes. (3) Cold extrusion can provide close tolerances. (4) Wastage of material is the minimum in extrusion processes. (5) Extrusion can be performed even for relatively brittle materials. DEFECTS IN EXTRUSION Surface cracking Surface cracking occurs when the surface of an extrusion splits, which is often caused by the extrusion temperature, friction, or speed being too high. It can also happen at lower temperatures if the extruded product temporarily sticks to the die. Internal cracking Internal cracking occurs when the centre of the extrusion develops cracks or voids. These cracks are attributed to a state of hydrostatic tensile stress at the center line in the deformation zone in the die. Pipe It is the flow pattern that draws the surface oxides and impurities to the centre of the product. Such a pattern is often caused by high friction or cooling of the outer regions of the billet. Surface lines These are the lines visible on the surface of the extruded profile. This depends heavily on the quality of the die production and how well the die is maintained, as some residues of the material extruded can stick to the die surface and produce the embossed lines. 10

11 WIRE AND TUBE DRAWING Wire drawingis a metalworking process used to reduce the cross-section of a wire by pulling the wire through a single, or series of, drawing die(s). Although similar in process, drawing is different from extrusion, because in drawing the wire is pulled, rather than pushed, through the die. Drawing is usually performed at room temperature, thus classified as a cold working process, but it may be performed at elevated temperatures for large wires to reduce forces. The concept of tube drawing is similar to wire drawing, but in this case tube is sized by shrinking a large diameter tube into a smaller one, by drawing the tube through a die.schematically presents the set-ups of wire drawing and tube drawing. (a) Wire Drawing and (b) Tube Drawing DEFECTS IN DRAWING PROCESS Most of the defects in drawing process are similar to those observed in extrusion, specially centre cracking. The tendency of cracking increases with the increase in die angle. Another type of defect in drawing is the formation of seams, which are longitudinal scratches of folds in the material. SHEET METAL PROCESSES Sheet metal work processing is highly common in manufacturing sheet metal parts usingfrom sheet stock. The various sheet metal operations are performed on press machine ofrequired capacity using press tools or dies. The dies may be single operation die or multioperationdies. A simple piercing, blanking and shearing die is shown,howeverthe basic sheet metal operations are described in the following lines. General Sheet Metal Operations Shearing 11

12 It takes place when punch and die are used. The quality of the cut surface is greatlyinfluenced by the clearance between the two shearing edges. However, the basic shearingoperations are described in the following lines. Cutting It means severing a piece from a strip with a cut along a single line. Parting It signifies that scrap is removed between the two pieces to part them. Blanking It means cutting a whole piece from sheet metal just enough scrap is left all around theopening to assure that the punch has metal to cut along its entire edge. The piece detachedfrom the strip is known as blank and is led for further operations. The remaining metal stripis scrap. Punching It is the operation of producing circular holes on a sheet metal by a punch and die. Thematerial punched out is removed as waste. Piercing, on the other hand, is the process ofproducing holes of any desired shape. Notching It is a process of removing metal to the desired shape from the side or edge of a sheetor strip. Slitting When shearing is conducted between rotary blades, the process is referred to as slitting. It cuts the sheet metal lengthwise. Nibbling It is an operation of cutting any shape from sheet metal without special tools. It is done On a nibbling machine. Trimming It is the operation of cutting away excess metal in a flange or flash from a piece. Lancing 12

13 Forming It makes a cut part way across a strip. It is a metal working process in which the shape COINING Coining process used in cold workingoperations. It is basically a cold working operation,which is performed in dies where the metal blank isconfined and its lateral flow is restricted. It is mainlyused for production of important articles such as medals,coins, stickers and other similar articles, which possessshallow configurations on their surfaces. The operationinvolves placing a metal slug in the die and applyingheavy pressure by the punch. The metal flows plasticallyand is squeezed to the shape between punch and thedie. The process, on account of the very high pressuresrequired, can be employed only for soft metals withhigh plasticity. 13
Module 3 Selection of Manufacturing Processes. IIT Bombay
 Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Casting. Forming. Sheet metal processing. Powder- and Ceramics Processing. Plastics processing. Cutting. Joining.
 Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
1. Definitions and classification of Metal forming processes
 1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
Chapter 15 Extrusion and Drawing of Metals
 Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
ME 4563 ME 4563 ME Introduction to Manufacturing Processes. College of Engineering Arkansas State University.
 Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Metal extrusion. Metal stamping
 Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Chapter 14: Metal-Forging Processes and Equipments
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Bulk Deformation Forming - Rolling
 1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
Objectives. This chapter provides fundamental background on processes of drawing of rods, wires and tubes.
 WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
Extrusion of complex shapes
 Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS
 COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
Design for Forging. Forging processes. Typical characteristics and applications
 Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Chapter 14 Forging of Metals
 Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Types Of Extrusion. FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact.
 direct; (b) indirect; (c) hydrostatic; (d) impact.") Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Introduction. 1. Outline of fan case ring
 A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
Stamping Basics. Fundamentals & Terminology
 Stamping Basics Fundamentals & Terminology 2 Introduction The Dayton Mission It is the mission of Dayton Progress Corporation to continue furnishing our customers with the highest quality information,
Stamping Basics Fundamentals & Terminology 2 Introduction The Dayton Mission It is the mission of Dayton Progress Corporation to continue furnishing our customers with the highest quality information,
Powder-Metal Processing and Equipment
 Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder Metallurgy. Powder-Metal Processing and Equipment 11/10/2009
 Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Mechanical behavior of crystalline materials- Comprehensive Behaviour
 Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGINGS
 p 1 of 6 UF-1 UF-12 PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGING the test temperature be higher than 20 F ( 29 C). Certification is required. An ultrasonic examination shall be made
p 1 of 6 UF-1 UF-12 PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGING the test temperature be higher than 20 F ( 29 C). Certification is required. An ultrasonic examination shall be made
Solutions in Steel Innovative Technologies for Smart Solutions
 Solutions in Steel Innovative Technologies for Smart Solutions Company Montanstahl is a dynamic family-owned company active in the production and supply of high quality special steel shapes. Established
Solutions in Steel Innovative Technologies for Smart Solutions Company Montanstahl is a dynamic family-owned company active in the production and supply of high quality special steel shapes. Established
Processing of Metal Powders
 Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
Figure 13.1 Schematic outline of various flat- and shape-rolling processes. Source: American Iron and Steel Institute.
 Forming and Shaping Forming and Shaping (1)Rolling (2)Forging (3)Extrusion and Drawing (4)Sheet-Metal Forming (5)Powder Metallurgy (6)Forming and Shaping Plastic s and Composite Materials (7)Forming and
Forming and Shaping Forming and Shaping (1)Rolling (2)Forging (3)Extrusion and Drawing (4)Sheet-Metal Forming (5)Powder Metallurgy (6)Forming and Shaping Plastic s and Composite Materials (7)Forming and
SECTION REINFORCING STEEL
 SECTION REINFORCING STEEL 1. DESCRIPTION This specification shall govern the furnishing and placing of reinforcing steel, deformed and smooth, of the size and quantity designated on the plans and in accordance
SECTION REINFORCING STEEL 1. DESCRIPTION This specification shall govern the furnishing and placing of reinforcing steel, deformed and smooth, of the size and quantity designated on the plans and in accordance
where n is known as strain hardening exponent.
 5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3
 SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
CRIMP TOOLING WHERE FORM MEETS FUNCTION
 CRIMP TOOLING WHERE FORM MEETS FUNCTION The cost of quality can be expensive Introduction Quality, cost, and throughput are associated with specific measurements and linked to process variables. Crimp
CRIMP TOOLING WHERE FORM MEETS FUNCTION The cost of quality can be expensive Introduction Quality, cost, and throughput are associated with specific measurements and linked to process variables. Crimp
Endex Foam Extrusion General Information Guide
 Endex International Innovation for the Future Endex Foam Extrusion General Information Guide Section 01 - Foam Extrusion Foam extrusion, in simple terms, consists of mixing a chemical foaming agent with
Endex International Innovation for the Future Endex Foam Extrusion General Information Guide Section 01 - Foam Extrusion Foam extrusion, in simple terms, consists of mixing a chemical foaming agent with
Types of manufacturing processes
 Materials processing Metal parts undergo sequence of processes Primary alter the ( raw ) material s basic shape or form. Sand casting Rolling Forging Sheet metalworking Types of manufacturing processes
Materials processing Metal parts undergo sequence of processes Primary alter the ( raw ) material s basic shape or form. Sand casting Rolling Forging Sheet metalworking Types of manufacturing processes
A STUDY OF FINE BLANKING PROCESS BY FEM SIMULATION. G. Fang, P. Zeng
 Key Engineering Materials Vols. 261-263 (2004) pp 603-608 Online available since 2004/Apr/15 at www.scientific.net (2004) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/kem.261-263.603
Key Engineering Materials Vols. 261-263 (2004) pp 603-608 Online available since 2004/Apr/15 at www.scientific.net (2004) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/kem.261-263.603
Fundamentals for Steel Constructions
 Fundamentals for Steel Constructions 1. General design principles applicable to welded constructions 2. Frames, girders, etc. 3. Sheet metal construction, box girder 4. Drafting 5. Common welds at Broetje-Automation
Fundamentals for Steel Constructions 1. General design principles applicable to welded constructions 2. Frames, girders, etc. 3. Sheet metal construction, box girder 4. Drafting 5. Common welds at Broetje-Automation
2. TEST RECORDS: All records of tests and analysis shall be kept in suitable forms approved by the Bureau.
 SCHEME OF TESTING AND INSPECTION FOR CERTIFICATION OF CARBON STEEL BILLETS, BLOOMS, SLABS AND BARS FOR FORGINGS ACCORDING TO IS:1875-1992 (Fifth Revision) 1. LABORATORY: A laboratory shall be maintained
SCHEME OF TESTING AND INSPECTION FOR CERTIFICATION OF CARBON STEEL BILLETS, BLOOMS, SLABS AND BARS FOR FORGINGS ACCORDING TO IS:1875-1992 (Fifth Revision) 1. LABORATORY: A laboratory shall be maintained
Crimp Tooling Where Form Meets Function
 Crimp Tooling Where Form Meets Function Quality, cost, and throughput are key attributes for any production process. The crimp termination process is no exception. Many variables contribute to the results.
Crimp Tooling Where Form Meets Function Quality, cost, and throughput are key attributes for any production process. The crimp termination process is no exception. Many variables contribute to the results.
Terms and Definitions
 Global Advisory Group GAG - Guidance GAG Guidance Document 001 Terms and Definitions 3 rd Edition 2011-01 Contents Introduction...3 1. Scope...3 2. Aluminium products...4 2.1. Aluminium...4 2.2. Alloys,
Global Advisory Group GAG - Guidance GAG Guidance Document 001 Terms and Definitions 3 rd Edition 2011-01 Contents Introduction...3 1. Scope...3 2. Aluminium products...4 2.1. Aluminium...4 2.2. Alloys,
A wide range of cold-formable steel grades and aluminium alloys are used as wire materials within a diameter range from 5 mm to 34 mm.
 Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Arch. Metall. Mater. 62 (2017), 2B,
, 2B,") Arch. Metall. Mater. 62 (2017), 2B, 1319-1323 DOI: 10.1515/amm-2017-0201 C.K. LEE*, Y.C. KIM** # A STUDY ON CHANGES IN THICKNESS OF STS304 MATERIAL IN THE PROGRESSIVE DRAWING PROCESS In the drawing process,
Arch. Metall. Mater. 62 (2017), 2B, 1319-1323 DOI: 10.1515/amm-2017-0201 C.K. LEE*, Y.C. KIM** # A STUDY ON CHANGES IN THICKNESS OF STS304 MATERIAL IN THE PROGRESSIVE DRAWING PROCESS In the drawing process,
1 Exam Prep Placing Reinforcing Bars Tabs and Highlights
 1 Exam Prep Placing Reinforcing Bars Tabs and s These 1 Exam Prep Tabs are based on the CRSI Placing Reinforcing Bars Recommended Practices, 9 th Edition. Each 1 Exam Prep tabs sheet has five rows of tabs.
1 Exam Prep Placing Reinforcing Bars Tabs and s These 1 Exam Prep Tabs are based on the CRSI Placing Reinforcing Bars Recommended Practices, 9 th Edition. Each 1 Exam Prep tabs sheet has five rows of tabs.
Lecture 9 - Manufacturing in Engineering
 Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
1. Consider the following stress-strain responses of metallic materials:
 TECNOLOGIA MECÂNICA Mestrado em Engenharia de Materiais January 3, 2015 Number: Name: 1. Consider the following stress-strain responses of metallic materials: Y Load Unload Y E Load E Unload Y (1) (2)
TECNOLOGIA MECÂNICA Mestrado em Engenharia de Materiais January 3, 2015 Number: Name: 1. Consider the following stress-strain responses of metallic materials: Y Load Unload Y E Load E Unload Y (1) (2)
Forging. Types of Forging Dies. Open-Die Forging. Outline. Forging. Types of forging Forging analysis Examples
 Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Heinz Tschaetsch Metal Forming Practise
 Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
Abstract. Determine mechanical properties of finished cold formed structural hollow section (CFSHS) (WP1).
 (WP1).") Abstract Structural hollow sections on the market are classified into three groups based on the manufacturing method: hot formed, hot finished and cold formed. Common arguments against the safe use of
Abstract Structural hollow sections on the market are classified into three groups based on the manufacturing method: hot formed, hot finished and cold formed. Common arguments against the safe use of
Section 906. STRUCTURAL STEEL
 906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
Failure Analysis and Prevention: Fundamental causes of failure
 Failure Analysis and Prevention: Fundamental causes of failure This chapter defines the failure and elaborates the conditions for failure of mechanical components. Further, the fundamental causes of failure
Failure Analysis and Prevention: Fundamental causes of failure This chapter defines the failure and elaborates the conditions for failure of mechanical components. Further, the fundamental causes of failure
HOT ROLLED STEEL FLAT PRODUCTS FOR STRUCTURAL FORMING AND FLANGING PURPOSES SPECIFICATION (Third Revision of IS 5986)
") For Comments Only Draft Indian Standard Doc: MTD 4(4939) HOT ROLLED STEEL FLAT PRODUCTS FOR STRUCTURAL FORMING AND FLANGING PURPOSES SPECIFICATION (Third Revision of IS 5986) ICS 77.140.50 Not to be reproduced
For Comments Only Draft Indian Standard Doc: MTD 4(4939) HOT ROLLED STEEL FLAT PRODUCTS FOR STRUCTURAL FORMING AND FLANGING PURPOSES SPECIFICATION (Third Revision of IS 5986) ICS 77.140.50 Not to be reproduced
SECTION DECORATIVE METAL AND GLASS RAILING
 SECTION 05 73 00 DECORATIVE METAL AND GLASS RAILING PART 1 GENERAL 1.1 SUMMARY A) This section includes both standard and custom handrails as shown in the contract drawings. B) These include aluminum,
SECTION 05 73 00 DECORATIVE METAL AND GLASS RAILING PART 1 GENERAL 1.1 SUMMARY A) This section includes both standard and custom handrails as shown in the contract drawings. B) These include aluminum,
Pipe & Tube Nashville Optimizing operations through continuous improvement. The metallurgical benefits of cold rolling high performance alloys
 Pipe & Tube Nashville 2012 Optimizing operations through continuous improvement The metallurgical benefits of cold rolling high performance alloys instead of cold drawing to manufacture thin wall tubing
Pipe & Tube Nashville 2012 Optimizing operations through continuous improvement The metallurgical benefits of cold rolling high performance alloys instead of cold drawing to manufacture thin wall tubing
Oil and Gas Pipeline Design, Maintenance and Repair
 Oil and Gas Pipeline Design, Maintenance and Repair Dr. Abdel-Alim Hashem El-Sayed Professor of Petroleum Engineering Mining, Petroleum & Metallurgical Eng. Dept. Faculty of Engineering Cairo University
Oil and Gas Pipeline Design, Maintenance and Repair Dr. Abdel-Alim Hashem El-Sayed Professor of Petroleum Engineering Mining, Petroleum & Metallurgical Eng. Dept. Faculty of Engineering Cairo University
5 PRODUCTION COST ESTIMATION. PRODUCTION COST ESTIMATION : Instructional Objectives
 Production Cost Estimation 129 5 PRODUCTION COST ESTIMATION PRODUCTION COST ESTIMATION : Instructional Objectives After studying this unit, the student should be able to : (i) Know how cost costimation
Production Cost Estimation 129 5 PRODUCTION COST ESTIMATION PRODUCTION COST ESTIMATION : Instructional Objectives After studying this unit, the student should be able to : (i) Know how cost costimation
Tolerances for Elbows, Bends and Tube Coils
 Index 1. Intention 2. Fields of Application 3. Definition of Terms 4. Dimensions 5. Angles 6. Corrugation Formation 7. Out-of-Roundness 8. Wall Thickness 9. Tolerances for Elbows Manufactured according
Index 1. Intention 2. Fields of Application 3. Definition of Terms 4. Dimensions 5. Angles 6. Corrugation Formation 7. Out-of-Roundness 8. Wall Thickness 9. Tolerances for Elbows Manufactured according
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN
 METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING
 Jurnal Mekanikal December 2010, No. 31, 1-10 EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING S. Syahrullail *1, S. Kamitani 2 and K. Nakanishi 2 1 Faculty of Mechanical Engineering,
Jurnal Mekanikal December 2010, No. 31, 1-10 EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING S. Syahrullail *1, S. Kamitani 2 and K. Nakanishi 2 1 Faculty of Mechanical Engineering,
Aluminum Extrusion Alloy Guides
 Aluminum Extrusion Alloy Guides There are two extrusion processes, direct and indirect. With direct, the ingot moves relative to the container wall; with indirect, the die moves. Under pressure, the ingot
Aluminum Extrusion Alloy Guides There are two extrusion processes, direct and indirect. With direct, the ingot moves relative to the container wall; with indirect, the die moves. Under pressure, the ingot
Roll Bonding or Roll Welding
 1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
C O N F I D E N T I A L
 C O N F I D E N T I A L 1 Please Print or Type Company Name Main Office Address of Company THE ALUMINUM ASSOCIATION, INC. MEMBERSHIP APPLICATION City State Zip/Province Code Country Phone Number Fax Number
C O N F I D E N T I A L 1 Please Print or Type Company Name Main Office Address of Company THE ALUMINUM ASSOCIATION, INC. MEMBERSHIP APPLICATION City State Zip/Province Code Country Phone Number Fax Number
Quality Standard for ACR Copper Tubes in LWC
 Quality Standard for ACR Copper Tubes in LWC Foreword cuproclima is a protected tradename for high-quality seamless copper tubes in levelwound coils (LWC) supplied to manufacturers of heat exchangers for
Quality Standard for ACR Copper Tubes in LWC Foreword cuproclima is a protected tradename for high-quality seamless copper tubes in levelwound coils (LWC) supplied to manufacturers of heat exchangers for
Design for welding: Design recommendations
 Design for welding: Design recommendations Arc welding can be used to weld almost any kind of assembly, including even complex structures. Arc weldments use a wide variety of ferrous and non ferrous metals.
Design for welding: Design recommendations Arc welding can be used to weld almost any kind of assembly, including even complex structures. Arc weldments use a wide variety of ferrous and non ferrous metals.
IN THE FIELD PIPE INSTALLATION INSTRUCTIONS
 The Company With Connections MT THE NEXT LEVEL OF FLEXIBLE CONNECTORS A-LOK PREMIUM ASTM C-923 APPLICATION A LOK PREMIUM Designed to produce a guaranteed watertight seal between pipe and concrete, the
The Company With Connections MT THE NEXT LEVEL OF FLEXIBLE CONNECTORS A-LOK PREMIUM ASTM C-923 APPLICATION A LOK PREMIUM Designed to produce a guaranteed watertight seal between pipe and concrete, the
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
UHS Ultra High-strength Seamless, Hot Rolled Hollow Sections from ISMT
 UHS Ultra High-strength Seamless, Hot Rolled Hollow Sections from ISMT UHS Ultra High strength, Seamless, Hot Rolled Hollow Sections from ISMT (conforming to EN 10210) Widen your possibilities Modern architectural
UHS Ultra High-strength Seamless, Hot Rolled Hollow Sections from ISMT UHS Ultra High strength, Seamless, Hot Rolled Hollow Sections from ISMT (conforming to EN 10210) Widen your possibilities Modern architectural
STAINLESS STEEL SHEETS
 STAINLESS & NICKEL ALLOY CHATHAM STEEL CORPORATION 59 STAINLESS STEEL SHEETS TYPE 04, 04L, 6, 6L No. 2B Finish Cold Rolled, Annealed *No. 2D Finish No. Finish Polished One Side No. 4 Finish Polished One
STAINLESS & NICKEL ALLOY CHATHAM STEEL CORPORATION 59 STAINLESS STEEL SHEETS TYPE 04, 04L, 6, 6L No. 2B Finish Cold Rolled, Annealed *No. 2D Finish No. Finish Polished One Side No. 4 Finish Polished One
MACHINES DESIGN SSC-JE STAFF SELECTION COMMISSION MECHANICAL ENGINEERING STUDY MATERIAL MACHINES DESIGN
 1 SSC-JE STAFF SELECTION COMMISSION MECHANICAL ENGINEERING STUDY MATERIAL C O N T E N T 2 1. MACHINE DESIGN 03-21 2. FLEXIBLE MECHANICAL ELEMENTS. 22-34 3. JOURNAL BEARINGS... 35-65 4. CLUTCH AND BRAKES.
1 SSC-JE STAFF SELECTION COMMISSION MECHANICAL ENGINEERING STUDY MATERIAL C O N T E N T 2 1. MACHINE DESIGN 03-21 2. FLEXIBLE MECHANICAL ELEMENTS. 22-34 3. JOURNAL BEARINGS... 35-65 4. CLUTCH AND BRAKES.
J.I.C. HYDRAULIC TUBING Seamless & Welded Hydraulic Fluid Line 23 Seamless Burst Pressures & Working Pressures 24 Welded Burst Pressures 25
 TABLE OF CONTENTS STEEL & ALLOY ROUND MECHANICAL TUBING Drawn Over Mandrel (DOM) 3-15 Cold Drawn Seamless (CDS) 3-15 Hot Rolled Seamless (HRS) 3-15 Electric Resistance Welded (ERW) 3-15 Seamless 4130/4140
TABLE OF CONTENTS STEEL & ALLOY ROUND MECHANICAL TUBING Drawn Over Mandrel (DOM) 3-15 Cold Drawn Seamless (CDS) 3-15 Hot Rolled Seamless (HRS) 3-15 Electric Resistance Welded (ERW) 3-15 Seamless 4130/4140
SIZE REDUCTION TECHNOLOGY
 SIZE REDUCTION TECHNOLOGY HOSOKAWA Alpine Size Reduction Technology Process Solutions for Granulation Requirements Alpine offers a variety of techniques tailored to meet the requirements of your business.
SIZE REDUCTION TECHNOLOGY HOSOKAWA Alpine Size Reduction Technology Process Solutions for Granulation Requirements Alpine offers a variety of techniques tailored to meet the requirements of your business.
ERC/NSM Activities. Research for Industry and Government
 / Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
/ Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
Introduction to Joining Processes
 4. TEST METHODS Joints are generally designed to support a load, and must be tested to evaluate their load-supporting capabilities. However, it is also important to evaluate, not the joint, but rather
4. TEST METHODS Joints are generally designed to support a load, and must be tested to evaluate their load-supporting capabilities. However, it is also important to evaluate, not the joint, but rather
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
Council on Tall Buildings
 Structure Design of Sino Steel (Tianjin) International Plaza Xueyi Fu, Group Chief Engineer, China Construction Design International 1 1 Brief of Project 2 Location: Tianjin Xiangluowan Business District
Structure Design of Sino Steel (Tianjin) International Plaza Xueyi Fu, Group Chief Engineer, China Construction Design International 1 1 Brief of Project 2 Location: Tianjin Xiangluowan Business District
BIS or used as Amendment to STANDARD comments is 15 Nov. 2008
 Doc: MTD 4 (4730) For comments only BUREAU OF INDIAN STANDARDS Modified draft Indian Standard HOT ROLLED CARBON STEEL SHEET AND STRIP (Sixth Revision of IS 1079) ICS 77.140.50 Not to be reproduced without
Doc: MTD 4 (4730) For comments only BUREAU OF INDIAN STANDARDS Modified draft Indian Standard HOT ROLLED CARBON STEEL SHEET AND STRIP (Sixth Revision of IS 1079) ICS 77.140.50 Not to be reproduced without
MATERIALS AND WELDING 2002
 RULE REQUIREMENTS FOR MATERIALS AND WELDING 2002 PART 2 American Bureau of Shipping Incorporated by Act of Legislature of the State of New York 1862 Copyright 2001 American Bureau of Shipping ABS Plaza
RULE REQUIREMENTS FOR MATERIALS AND WELDING 2002 PART 2 American Bureau of Shipping Incorporated by Act of Legislature of the State of New York 1862 Copyright 2001 American Bureau of Shipping ABS Plaza
HOW TO BUY FORGINGS. The Design Conference
 HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
PTFE BELLOWS POLY FLUORO LTD. POLY FLUORO LTD.260A. Bommasandra Industrial Area, Hosur Road, Bangalore TECHNICAL SPECIFICATION
 PTFE BELLOWS TECHNICAL SPECIFICATION 1. MATERIALS 1.1 PTFE Only virgin (not reprocessed) PTFE conforming to ASTM D 1457, type III, IV or V shall be used for the production of bellows; the PTFE raw material
PTFE BELLOWS TECHNICAL SPECIFICATION 1. MATERIALS 1.1 PTFE Only virgin (not reprocessed) PTFE conforming to ASTM D 1457, type III, IV or V shall be used for the production of bellows; the PTFE raw material
Chapter 32 Resistance Welding and Solid State Welding. Materials Processing. Classification of Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 32 Resistance Welding and Solid State Welding Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
MET 33800 Manufacturing Processes Chapter 32 Resistance Welding and Solid State Welding Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
SECTION ALUMINUM GATES
 P.O. Box 1058 370 South Athol Rd. Athol, Massachusetts 01331 Phone: (978) 249-7924 Fax: (978) 249-3072 SECTION ALUMINUM GATES PART 1 GENERAL 1.01 SCOPE OF WORK A. The CONTRACTOR shall furnish all labor,
P.O. Box 1058 370 South Athol Rd. Athol, Massachusetts 01331 Phone: (978) 249-7924 Fax: (978) 249-3072 SECTION ALUMINUM GATES PART 1 GENERAL 1.01 SCOPE OF WORK A. The CONTRACTOR shall furnish all labor,
Pipe Pile. New Jersey Department of Transportation, Brielle, NJ. Route 70 Bridge over the Manasquan River, Brielle, NJ. USACE, Santa Maria, CA
 Pipe Pile Similar to H-piles, pipe piles are also designed to transfer structural loads through the foundation to soils below. Where H-piles are typically classified as point bearing, pipe piles are most
Pipe Pile Similar to H-piles, pipe piles are also designed to transfer structural loads through the foundation to soils below. Where H-piles are typically classified as point bearing, pipe piles are most
Solidification of Metals in Molds
 Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
FEATURE RECOGNITION AND DESIGN ADVISORY SYSTEM FOR SHEET METAL COMPONENTS
 5 th International Advanced Technologies Symposium (IATS 09), May 13-15, 2009, Karabuk, Turkey FEATURE RECOGNITION AND DESIGN ADVISORY SYSTEM FOR SHEET METAL COMPONENTS Mohammad Ali Farsi a,* and Behrooz
5 th International Advanced Technologies Symposium (IATS 09), May 13-15, 2009, Karabuk, Turkey FEATURE RECOGNITION AND DESIGN ADVISORY SYSTEM FOR SHEET METAL COMPONENTS Mohammad Ali Farsi a,* and Behrooz
Defects and Discontinuities. Tim Turner Elizabethtown Technical College
 Defects and Discontinuities Tim Turner Elizabethtown Technical College Defect A flaw or flaws that by nature or accumulated effect render a part or product unable to meet minimum applicable acceptance
Defects and Discontinuities Tim Turner Elizabethtown Technical College Defect A flaw or flaws that by nature or accumulated effect render a part or product unable to meet minimum applicable acceptance
Hull and machinery steel forgings
 (1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
(1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
HOW PIPE IS MANUFACTURED: CONTINUOUS WELD PIPE: PDF compression, OCR, web optimization using a watermarked evaluation copy of CVISION PDFCompressor
 HOW PIPE IS MANUFACTURED: Production of steel pipe is grouped into two general categories: WELDED and SEAMLESS. There are many methods of producing steel pipe in current use. However. most of the pipe
HOW PIPE IS MANUFACTURED: Production of steel pipe is grouped into two general categories: WELDED and SEAMLESS. There are many methods of producing steel pipe in current use. However. most of the pipe
COMPARISON OF CAST FILM AND BLOWN FILM 9 - LAYER BARRIER FILM
 COMPARISON OF CAST FILM AND BLOWN FILM 9 - LAYER BARRIER FILM Gerhard Winkler Windmöller & Hölscher / Germany ABSTRACT Above-average growth rates in the field of cast film production and stretch film,
COMPARISON OF CAST FILM AND BLOWN FILM 9 - LAYER BARRIER FILM Gerhard Winkler Windmöller & Hölscher / Germany ABSTRACT Above-average growth rates in the field of cast film production and stretch film,
SECTION CAST-IN-PLACE CONCRETE
 SECTION 03300 CAST-IN-PLACE CONCRETE PART 1 GENERAL 1.01 SECTION INCLUDES A. The Contractor shall furnish all work and materials, including cement, sand and coarse aggregate, water, admixtures, curing
SECTION 03300 CAST-IN-PLACE CONCRETE PART 1 GENERAL 1.01 SECTION INCLUDES A. The Contractor shall furnish all work and materials, including cement, sand and coarse aggregate, water, admixtures, curing
1. 3 Extrusion molding
 1. 3 Extrusion molding 9 Extrusion is a widely used technique, both in the field of traditional and technical ceramics. This method allows the continuous manufacture of products with a constant cross-
1. 3 Extrusion molding 9 Extrusion is a widely used technique, both in the field of traditional and technical ceramics. This method allows the continuous manufacture of products with a constant cross-
TR Technical Report. Development of fabrication technology for copper canisters with cast inserts. Status report in August 2001
 Technical Report TR-02-07 Development of fabrication technology for copper canisters with cast inserts Status report in August 2001 Claes-Göran Andersson Svensk Kärnbränslehantering AB April 2002 Svensk
Technical Report TR-02-07 Development of fabrication technology for copper canisters with cast inserts Status report in August 2001 Claes-Göran Andersson Svensk Kärnbränslehantering AB April 2002 Svensk
Advances in Roll Forming Ultra-High-Strength Car Body Components
 Advances in Roll Forming Ultra-High-Strength Car Body Components Heinrich Weber Dreistern GmbH & Co KG, Schopfheim, Germany Dreistern Company Profile Sales: 36,6 Mil Employees: 230 Foundation: 1949 40-50
Advances in Roll Forming Ultra-High-Strength Car Body Components Heinrich Weber Dreistern GmbH & Co KG, Schopfheim, Germany Dreistern Company Profile Sales: 36,6 Mil Employees: 230 Foundation: 1949 40-50
A PRODUCT FROM KANTAFLEX (INDIA) PVT LIMITED
 PVT LIMITED") ELASTOMERIC BRIDGE BEARING TO LATEST IRC: 83-015 (PART - II) Kanta System of Elastomeric bridge bearing is made out of Poly chloroprene rubber having low crystallization rates and adequate shelf life,
ELASTOMERIC BRIDGE BEARING TO LATEST IRC: 83-015 (PART - II) Kanta System of Elastomeric bridge bearing is made out of Poly chloroprene rubber having low crystallization rates and adequate shelf life,
Rolled billets FOR THE AUTOMOTIVE INDUSTRY, MINING, THE OIL AND GAS INDUSTRY AND GENERAL MECHANICAL ENGINEERING
 Rolled billets FOR THE AUTOMOTIVE INDUSTRY, MINING, THE OIL AND GAS INDUSTRY AND GENERAL MECHANICAL ENGINEERING Buderus Edelstahl Buderus Edelstahl CONTENTS Buderus Edelstahl 2 Products 4 Production 5
Rolled billets FOR THE AUTOMOTIVE INDUSTRY, MINING, THE OIL AND GAS INDUSTRY AND GENERAL MECHANICAL ENGINEERING Buderus Edelstahl Buderus Edelstahl CONTENTS Buderus Edelstahl 2 Products 4 Production 5
Design of Rigid Pavements
 Traffic and Highway Engineering (ІІ) CVL 4324 Chapter 20 Design of Rigid Pavements Dr. Sari Abusharar Assistant Professor Civil Engineering Department Faculty of Applied Engineering and Urban Planning
Traffic and Highway Engineering (ІІ) CVL 4324 Chapter 20 Design of Rigid Pavements Dr. Sari Abusharar Assistant Professor Civil Engineering Department Faculty of Applied Engineering and Urban Planning
ENGINEERING STANDARD PENETRANT ACCEPTANCE CRITERIA ES Prepared by: H. HOPKINSON Date: Reviewed by: J. MOELLER Date:
 ENGINEERING STANDARD ES 2012 Prepared by: H. HOPKINSON Date: 12-21-90 Reviewed by: J. MOELLER Date: 12-27-90 Approved by: J. D. MOELLER Date: 12-27-90 John D. Moeller Director of Engineering 1 REVISIONS
ENGINEERING STANDARD ES 2012 Prepared by: H. HOPKINSON Date: 12-21-90 Reviewed by: J. MOELLER Date: 12-27-90 Approved by: J. D. MOELLER Date: 12-27-90 John D. Moeller Director of Engineering 1 REVISIONS
MF9223 METAL FORMING PROCESSES UNIT III SHEET METAL FORMING
 MF9223 METAL FORMING PROCESSES UNIT III SHEET METAL FORMING Formability studies Conventional processes H E R F techniques Superplastic forming techniques Hydro forming Stretch forming Water hammer forming
MF9223 METAL FORMING PROCESSES UNIT III SHEET METAL FORMING Formability studies Conventional processes H E R F techniques Superplastic forming techniques Hydro forming Stretch forming Water hammer forming
Standard Test Methods for Tension Testing of Metallic Materials 1
 Designation: E8/E8M 16a American Association State Highway and Transportation Officials Standard AASHTO No.: T68 An American National Standard Standard Test Methods for Tension Testing of Metallic Materials
Designation: E8/E8M 16a American Association State Highway and Transportation Officials Standard AASHTO No.: T68 An American National Standard Standard Test Methods for Tension Testing of Metallic Materials
Ceramic and glass technology
 29 Glass Properties Glass is an inorganic, nonmetallic material which cools to a rigid solid without crystallization. Glassy, or noncrystalline, materials do not solidify in the same sense as do those
29 Glass Properties Glass is an inorganic, nonmetallic material which cools to a rigid solid without crystallization. Glassy, or noncrystalline, materials do not solidify in the same sense as do those
Basic Suspension Systems
 CEILING & WALL SYSTEMS Commercial Ceilings and Walls Solutions Guide Installing Armstrong Suspended Ceilings The ceiling system is made up of Armstrong panels which are supported by a suspension system
CEILING & WALL SYSTEMS Commercial Ceilings and Walls Solutions Guide Installing Armstrong Suspended Ceilings The ceiling system is made up of Armstrong panels which are supported by a suspension system
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast
 via STAR-Cast") Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
SECTION RADIATION SHIELDING ENCLOSURE Low Intensity Radiation Protection
 SECTION 13090 RADIATION SHIELDING ENCLOSURE Low Intensity Radiation Protection Prepared by: 90 Dayton Avenue, Unit 4B, Suite 13 Passaic, NJ 07055 (973) 574-9077 13090-1 LOW INTENSITY RADIATION PROTECTION
SECTION 13090 RADIATION SHIELDING ENCLOSURE Low Intensity Radiation Protection Prepared by: 90 Dayton Avenue, Unit 4B, Suite 13 Passaic, NJ 07055 (973) 574-9077 13090-1 LOW INTENSITY RADIATION PROTECTION
SPECIFICATION FOR REINFORCED SOIL WALL
 SPECIFICATION FOR REINFORCED SOIL WALL 1.0 EXTENT OF WORK The work shall consist of Reinforced Soil walls built in accordance with this specification and in conformity with the lines, levels and details
SPECIFICATION FOR REINFORCED SOIL WALL 1.0 EXTENT OF WORK The work shall consist of Reinforced Soil walls built in accordance with this specification and in conformity with the lines, levels and details