ROBOTIC WIRE ARC ADDITIVE MANUFACTURING OF METAL PRODUCTS
|
|
|
- Sybil Chambers
- 5 years ago
- Views:
Transcription



1 Fakulteta za strojništvo Laboratorij za varjenje ROBOTIC WIRE ARC ADDITIVE MANUFACTURING OF METAL PRODUCTS Damjan Klobčar 1, Janez Tušek 1, Maja Lindič 1, Boris Bell 2 1, University of Ljubljana, Aškerčeva 6, 1000 Ljubljana, Slovenia; damjan.klobcar@fs.uni-lj.si 2 School center Postojna, Cesta v Staro vas 2, 6230 Postojna, Slovenia COST CRM-EXTREME, , Prague, Czech Republic
2 INTRODUCTION
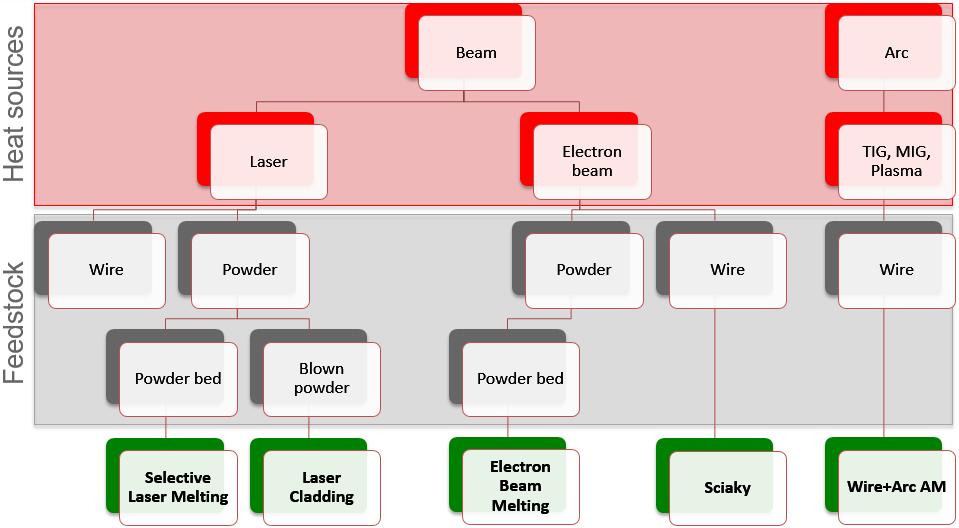
3 AM technologies
4 Comparison of different AM technologies
5 Advantages and disadvantages of AM technologies Powder-bed Blown-powder WAAM Part size 10 Build rate 10 Complexity 10 Hi. Dep. Wire-fed Platform flexibility Accuracy 10 Post-processing requirement 10 Cost savings 10 Mech. properties 10 Material utilisation
 manufacturing of pressure valve with")



6 History of WAAM 1926 Baker patent of electric arc as heat source for deposition of melted material to manufacture 3D object 1971 Ujiie (Mitsubishi) manufacturing of pressure valve with SAW, ESW and TIG welding multi wire and multi materials Kussmaul shape welding of large and high quality nuclear construction parts from 20MnMoNi5 steel (build rate 80 kg/h, mass 79 ton) Prinz, Weiss patent of hybrid CNC machine for welding and milling Shape Deposition Manufacturing Cranfield University development of Shape Metal Deposition process for manufacturing of castings for aircraft engines for Rolls Royce. H2020 FoF OPENHYBRID from CAD to production with advanced all-in-one machines





 1")
 2.5 metre x 1.")

7 Materials and products Usually used material for Additive Manufacturing Titanium alloys Aluminum alloys Tool steel Other alloys Stainless steel Temperature resistant Ti-6Al-4V Al-Si-Mg H13 IN & 316L MoRe ELI Ti 6061 IN Ta-W CP Ti 347 CoCr γ-tial PH 17-4 Dissimilar part Steel/bronze (CuSi3%) 1 metre tall turbine blade (steel) 2.5 metre x 1.2 metre aluminium wing rib for Bombardier Projectiles 0.8 metre tall aluminium/steel conics built for Lockheed Martin








8 Samples from our laboratory


![Cost [k ] Cost red. Original, machined 36 12 1.](/docs-images/82/86058715/images/9-7.jpg "6 - Original, WAAM 36 2.3 0.")

![3 5 69% Design options (MRR =[323 kg/h]) BTF](/docs-images/82/86058715/images/9-9.jpg "Cost [k ] Machined from solid 45 4.")
9 Materials Steel, Titanium, Aluminium Buy to Fly = efficiency of fedstock material Aircraft landing gear = Vfeedstock/ Vproduct Aircraft wing structure Steel Titanium Mass [kg] BTF Cost [k ] Cost red. Original, machined Original, WAAM % Original, machined Original, WAAM % Design options (MRR =[323 kg/h]) BTF Cost [k ] Machined from solid Cost red. WAAM, option % WAAM, option %
 Shielding gas: CO2, CORGON 18, Ar Gas flow: 10 l/min Parametric analysis (I = 40, 90,")
10 EXPERIMENTAL PART Determination of parameters for stable WAAM process thin walls Welding power source: Fronius TransPuls Synergic 3200 CMT R Welding robot: ABB IRB 140-6/0.8 Temperature measurement: VOLTCRAFT M 3850 Base metal: S335 dimension: 100x25x8 mm Filler wire: G3Si1 (VAC 60) Shielding gas: CO2, CORGON 18, Ar Gas flow: 10 l/min Parametric analysis (I = 40, 90, 140 A, w speed = 3, 7.5, 12 mm/s) standard, CMT and pulse welding control, Welding in positions: PA, PC and PG Analysis (tensile test, hardness measurement, metallographic analysis). Manufacturing of final part (CAD + SprutCAM path programing). D. Klobčar, 3D tiskanje kovinskih. DVT in DNVT 2016, IZV, Ljubljana, Slovenija,


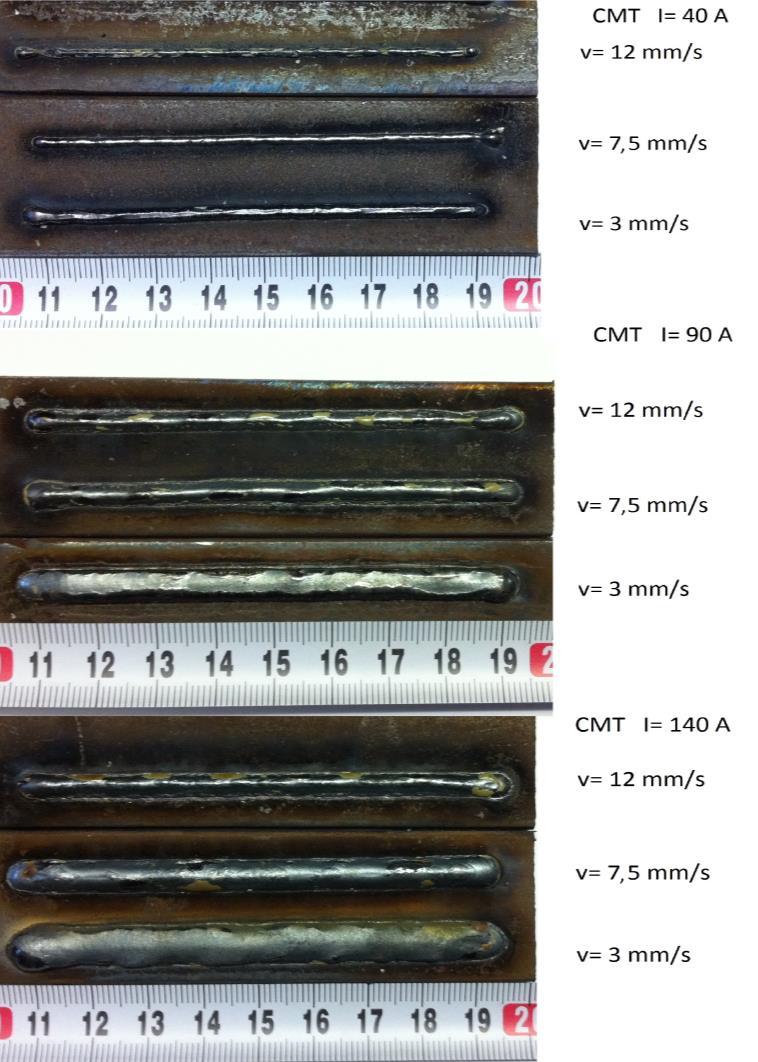
11 RESULTS Optimization of welding parameters STANDARD PULS CMT
![Voltage - U [V] Process optimization](/docs-images/82/86058715/images/12-5.jpg "University of Ljubljana Eliminate the")




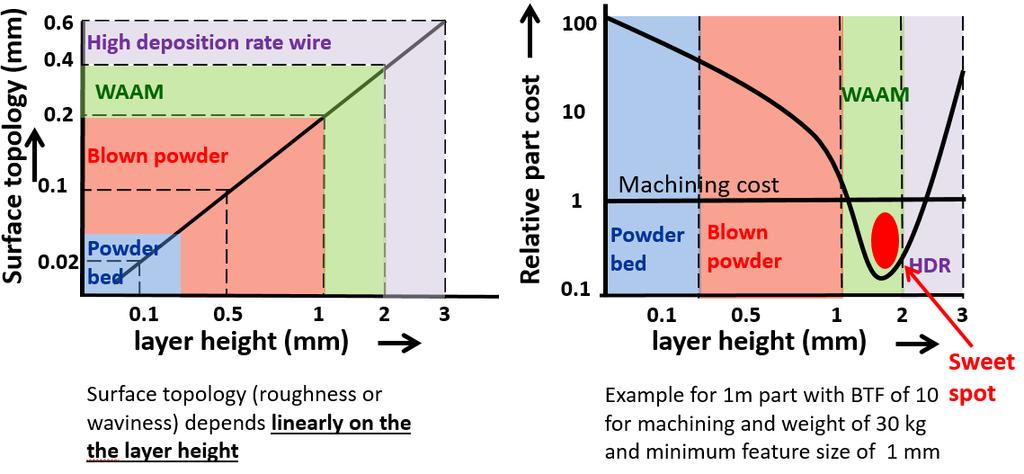
12 Voltage - U [V] Process optimization University of Ljubljana Eliminate the slope with alternately changing welding direction and control of interpass temperature Slope - Welding to one side Alternating direction (I=90 A, v=7,5 mm/s) Eliminate wavy surface with optimization of heat input Welding current - I [A] 1. Optimisaiton 2. Optimisation CMT CMT+PULZ Wavy surface
![Layer height [mm] Layer width [mm] University of Ljubljana Optimization of](/docs-images/82/86058715/images/13-5.jpg "process parameters - CMT+PULS I=59 A, v=5 mm/s, Q=103,8 kj/m I=90 A, v=7,5")
 varjen) 3 5 I = 40 40 A A (average ( povp.")
 200 C) 2,5 2 4 1,5 3 1 2 0,5 2 3 4 5 6 7 8 9 10 11 12 13 Welding speed")
13 Layer height [mm] Layer width [mm] University of Ljubljana Optimization of process parameters - CMT+PULS I=59 A, v=5 mm/s, Q=103,8 kj/m I=90 A, v=7,5 mm/s, Q=244,8 kj/m I=141 A, v=7,5 mm/s, Q=419,2 kj/m I = A A (cold (hladno welding) varjen) 3 5 I = A A (average ( povp. navarjene interpass stene - medvarkovna temperature tem. 200 C) 200 C) 2, , , Welding speed [mm/s] Welding speed [mm/s]
 b) c) b) I = 90 A, v = 7,5 mm/s c) I = 140 A, v = 7,5 mm/s Higher energy input ->")

14 Successful welding in different welding positions University of Ljubljana PA a) I = 40 A, v = 5 mm/s a) b) c) b) I = 90 A, v = 7,5 mm/s c) I = 140 A, v = 7,5 mm/s Higher energy input -> wider and higher weld deposit. PC I = 40 A, v = 5 mm/s Lower energy input -> preventing of excessive melting. PG I = 90 A, v = 7,5 mm/s Lower energy input -> holding the melt at end of weld.
![Angle [ ] Force [kn] Force [kn] University of Ljubljana](/docs-images/82/86058715/images/15-6.jpg "1,2 1 a) b) c) Force [kn] 0,8 0,6 0,4 0,2 0 0 2 4 6")
![Elongation [mm] 1,2 1 0,8 0,6 0,4 0,2 0 0 1 2 3 4 5 1,4](/docs-images/82/86058715/images/15-7.jpg "1,2 1 0,8 0,6 0,4 0,2 0 Elongation [mm] 0 1 2 3 4")
![Elongation [mm] Tensile strength of deposit is lower than](/docs-images/82/86058715/images/15-8.jpg "the filler metal 45 Angle 90 Angle 0 Angle The filler")
15 Angle [ ] Force [kn] Force [kn] University of Ljubljana 1,2 1 a) b) c) Force [kn] 0,8 0,6 0,4 0, Elongation [mm] 1,2 1 0,8 0,6 0,4 0, ,4 1,2 1 0,8 0,6 0,4 0,2 0 Elongation [mm] Elongation [mm] Tensile strength of deposit is lower than the filler metal 45 Angle 90 Angle 0 Angle The filler metal: Rm = MPa



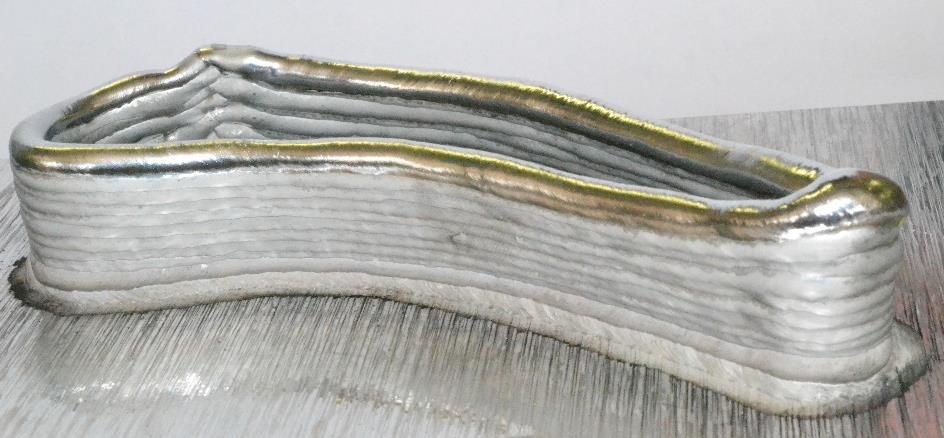
16 WAAM of tube welded at I = 59 A, v = 5 mm/s



17 How to affect the use of CRM Potential use of the technology - To produce the tools with increased lifetime. - Multimaterial components

18 Project proposal The use of additive manufacturing to increase the lifetime of industrial tooling
19 CONCLUSIONS A parametric analysis of WAAM using MIG/MAG welding for production of thin wall structures was done. An optimally low heat input during weld deposition ( kj/m) must be done in order to make stable deposition of layer dimensions. At < 100 kj/m wavy weld deposition; at > 300 kj/m melting of material. It is important to control the weld interpass temperature. It should not exceed 100 C. An optimal process to control was achieved by combination of CMT and pulsed welding. Welding in different welding position is possible; the easiest welding is done in PA position. When welding in other positions we must consider the gravity, weld interpass temperature, and energy input.
 Acknowledgment The work was partly sponsored by EU European Regional Development Fund and Ministry of Education, Science and Sport of the Republic of")

20 THANK YOU FOR ATTENTION We are open for collaboration Acknowledgment The work was partly sponsored by EU European Regional Development Fund and Ministry of Education, Science and Sport of the Republic of Slovenia under the Strategy of Smart Specialisation Project MARTINA (MAteRials and TehnologIes for New Aplications) The work was partly sponsored by EU European Social Found, Ministry of Education, Science and Sport of the Republic of Slovenia and Slovene human resources development and scholarship fund under the project name Robotic weld surfacing.
21
Arc processes activities in Additive Manufacture. Geoff Melton and Adrian Addison
 Arc processes activities in Additive Manufacture Geoff Melton and Adrian Addison Introduction There are many different processes for additive manufacture They all involve a source of heat and a consumable
Arc processes activities in Additive Manufacture Geoff Melton and Adrian Addison Introduction There are many different processes for additive manufacture They all involve a source of heat and a consumable
Control of Residual Stress, Distortion and Mechanical Properties in WAAM Ti64 Parts
 Control of Residual Stress, Distortion and Mechanical Properties in WAAM Ti64 Parts Jan Roman Hönnige Welding Engineering and Laser Processing Centre Cranfield University Welding Engineering and Laser
Control of Residual Stress, Distortion and Mechanical Properties in WAAM Ti64 Parts Jan Roman Hönnige Welding Engineering and Laser Processing Centre Cranfield University Welding Engineering and Laser
Recent developments in fusion processing of aluminium alloys. Professor Stewart Williams Director Welding Engineering and Laser Processing Centre
 Recent developments in fusion processing of aluminium alloys Professor Stewart Williams Director Welding Engineering and Laser Processing Centre Presentation overview Weld metal engineering for 2024 alloy
Recent developments in fusion processing of aluminium alloys Professor Stewart Williams Director Welding Engineering and Laser Processing Centre Presentation overview Weld metal engineering for 2024 alloy
LASIMM - AM production of large scale engineering structures
 LASIMM - AM production of large scale engineering structures E. Assunção 1, L. Quintino 1, F. Martina 2, S. Williams 2, I. Pires 3, A. Lopez 3 1 EWF European Federation for Welding, Joining and Cutting
LASIMM - AM production of large scale engineering structures E. Assunção 1, L. Quintino 1, F. Martina 2, S. Williams 2, I. Pires 3, A. Lopez 3 1 EWF European Federation for Welding, Joining and Cutting
DEVELOPMENTS IN LARGE SCALE ADDITIVE MANUFACTURE THE POTENTIAL AND LIMITATIONS OF WIRE ARC ADDITIVE MANUFACTURE AND ASSOCIATED TECHNOLOGIES
 35 th International Manufacturing Conference (IMC35) 2018 DEVELOPMENTS IN LARGE SCALE ADDITIVE MANUFACTURE THE POTENTIAL AND LIMITATIONS OF WIRE ARC ADDITIVE MANUFACTURE AND ASSOCIATED TECHNOLOGIES Richard
35 th International Manufacturing Conference (IMC35) 2018 DEVELOPMENTS IN LARGE SCALE ADDITIVE MANUFACTURE THE POTENTIAL AND LIMITATIONS OF WIRE ARC ADDITIVE MANUFACTURE AND ASSOCIATED TECHNOLOGIES Richard
Cost effective large scale AM
 Cost effective large scale AM Dr Filomeno Martina + WAAMMat team 30 th May 2017 waammat.com www.cranfield.ac.uk The making of the world s biggest part 2 The making of the world s biggest part 3 WAAM //
Cost effective large scale AM Dr Filomeno Martina + WAAMMat team 30 th May 2017 waammat.com www.cranfield.ac.uk The making of the world s biggest part 2 The making of the world s biggest part 3 WAAM //
REPORT. Wire +arcadditivemanufacturing vs. traditionalmachiningfromsolid: acostcomparison. Version 1.0
 REPORT Wire +arcadditivemanufacturing vs. traditionalmachiningfromsolid: acostcomparison Version 1.0 Welding Engineering Prepared by: Filomeno Martina and Laser Processing Stewart Williams Centre Date:
REPORT Wire +arcadditivemanufacturing vs. traditionalmachiningfromsolid: acostcomparison Version 1.0 Welding Engineering Prepared by: Filomeno Martina and Laser Processing Stewart Williams Centre Date:
ADDITIVE MANUFACTURING Presentation
 ADDITIVE MANUFACTURING Presentation Index LMD WAAM 2 1.Laser Cladding (LMD) Laser Cladding o Laser Material Deposition (LMD) Both, the substrate and filler material are melted with a laser. Generally,
ADDITIVE MANUFACTURING Presentation Index LMD WAAM 2 1.Laser Cladding (LMD) Laser Cladding o Laser Material Deposition (LMD) Both, the substrate and filler material are melted with a laser. Generally,
Mechanical properties
 Mechanical properties waammat.com Updated 15 th November 2017 www.cranfield.ac.uk WAAM is a registered trademark of Cranfield University The deposition strategies Single pass Oscillation Parallel passes
Mechanical properties waammat.com Updated 15 th November 2017 www.cranfield.ac.uk WAAM is a registered trademark of Cranfield University The deposition strategies Single pass Oscillation Parallel passes
3DMP. Fast I Simple I Economic. GEFERTEC GmbH Berlin Germany. 3DMP - 3D Metal Print fast simple economic
 3DMP Fast I Simple I Economic GEFERTEC GmbH Schwarze-Pumpe-Weg 16 12681 Berlin Germany info@gefertec.de Phone: +49 (0) 30 912074 360 www.gefertec.de 3DMP - 3D Metal Print fast simple economic 2 GEFERTEC
3DMP Fast I Simple I Economic GEFERTEC GmbH Schwarze-Pumpe-Weg 16 12681 Berlin Germany info@gefertec.de Phone: +49 (0) 30 912074 360 www.gefertec.de 3DMP - 3D Metal Print fast simple economic 2 GEFERTEC
Laser Additive Manufacturing as a Key Enabler for the Manufacture of Next Generation Jet Engine Components - Technology Push
 Laser Additive Manufacturing as a Key Enabler for the Manufacture of Next Generation Jet Engine Components - Technology Push EU Project Merlin New Challenges and Perspectives for LAM Processes Carl Hauser,
Laser Additive Manufacturing as a Key Enabler for the Manufacture of Next Generation Jet Engine Components - Technology Push EU Project Merlin New Challenges and Perspectives for LAM Processes Carl Hauser,
Convocatoria POCETEFA
 5 Convocatoria POCETEFA 2014-2020 EJE PRIORITARIO 1 / AXE PRIORITAIRE 1: DINAMIZAR LA INNOVACIÓN Y LA COMPETITIVIDAD DYNAMISER L INNOVATION ET LA COMPÉTITIVITÉ. Objetivo Específico OE1 / objectif Spécifique
5 Convocatoria POCETEFA 2014-2020 EJE PRIORITARIO 1 / AXE PRIORITAIRE 1: DINAMIZAR LA INNOVACIÓN Y LA COMPETITIVIDAD DYNAMISER L INNOVATION ET LA COMPÉTITIVITÉ. Objetivo Específico OE1 / objectif Spécifique
Investigation of the benefits of pulse current for the additive manufacture of Ti-6Al-4V Guangsen Chen1, a, Zhenshu Ma2, b, Changmeng Liu3, c
 5th International Conference on Environment, Materials, Chemistry and Power Electronics (EMCPE 2016) Investigation of the benefits of pulse current for the additive manufacture of Ti-6Al-4V Guangsen Chen1,
5th International Conference on Environment, Materials, Chemistry and Power Electronics (EMCPE 2016) Investigation of the benefits of pulse current for the additive manufacture of Ti-6Al-4V Guangsen Chen1,
HETEROGENEOUS JOINTS BETWEEN STEEL AND ALUMINIUM MADE BY MODIFIED MIG PROCESS. Aleš FRANC
 HETEROGENEOUS JOINTS BETWEEN STEEL AND ALUMINIUM MADE BY MODIFIED MIG PROCESS Aleš FRANC The University of West Bohemia, Univerzitni 8, 306 14 Pilsen, Czech Republic, afranc@kmm.zcu.cz Abstract Metal inert
HETEROGENEOUS JOINTS BETWEEN STEEL AND ALUMINIUM MADE BY MODIFIED MIG PROCESS Aleš FRANC The University of West Bohemia, Univerzitni 8, 306 14 Pilsen, Czech Republic, afranc@kmm.zcu.cz Abstract Metal inert
TIP TIG innovative i non consumable electrode arc welding (TIG welding) process with dynamic wire feeding movement
 process with dynamic wire feeding movement") THE WELDING REVOLUTION! Terms and Definitions I TIP TIG innovative i non consumable electrode arc welding (TIG welding) process with dynamic wire feeding movement TIP TIG CW (ColdWire!) welding system
THE WELDING REVOLUTION! Terms and Definitions I TIP TIG innovative i non consumable electrode arc welding (TIG welding) process with dynamic wire feeding movement TIP TIG CW (ColdWire!) welding system
Variants of MIG/MAG Flux Cored Arc Welding (FCAW)
") Variants of MIG/MAG Flux Cored Arc Welding (FCAW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype:
Variants of MIG/MAG Flux Cored Arc Welding (FCAW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype:
WELDPRINT 5AX. Hybrid manufacturing.
 WELDPRINT 5AX Hybrid manufacturing www.kovosvit.cz WELDPRINT 5AX Main features of the machine Hybrid technology combination of material addition and splinter machining The machine allows for creating,
WELDPRINT 5AX Hybrid manufacturing www.kovosvit.cz WELDPRINT 5AX Main features of the machine Hybrid technology combination of material addition and splinter machining The machine allows for creating,
DESIGN OF AN EMPIRICAL PROCESS MODEL AND ALGORITHM FOR THE TUNGSTEN INERT GAS WIRE+ARC ADDITIVE MANUFACTURE OF TI-6AL-4V COMPONENTS.
 DESIGN OF AN EMPIRICAL PROCESS MODEL AND ALGORITHM FOR THE TUNGSTEN INERT GAS WIRE+ARC ADDITIVE MANUFACTURE OF TI-6AL-4V COMPONENTS Filomeno Martina,a, Stewart W. Williams, Paul Colegrove Welding Engineering
DESIGN OF AN EMPIRICAL PROCESS MODEL AND ALGORITHM FOR THE TUNGSTEN INERT GAS WIRE+ARC ADDITIVE MANUFACTURE OF TI-6AL-4V COMPONENTS Filomeno Martina,a, Stewart W. Williams, Paul Colegrove Welding Engineering
INTERESTS OF 5 AXIS TOOLPATHS GENERATION FOR WIRE ARC ADDITIVE MANUFACTURING OF ALUMINUM ALLOYS 1. INTRODUCTION
 Journal of Machine Engineering, Vol. 17, No. 3, 2017 Received: 24 January 2017 / Accepted: 05 June 2017 / Published online: 28 September 2017 additive manufacturing, 5 axis manufacturing, WAAM Jean-Yves
Journal of Machine Engineering, Vol. 17, No. 3, 2017 Received: 24 January 2017 / Accepted: 05 June 2017 / Published online: 28 September 2017 additive manufacturing, 5 axis manufacturing, WAAM Jean-Yves
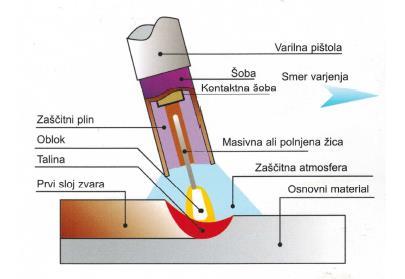
3 TIG welding. 3.1 A description of the method. 3.2 Equipment
 3 TIG welding 3.1 A description of the method TIG welding (also called Gas Tungsten Arc Welding, GTAW) involves striking an arc between a non-consumable tungsten electrode and the workpiece. The weld pool
3 TIG welding 3.1 A description of the method TIG welding (also called Gas Tungsten Arc Welding, GTAW) involves striking an arc between a non-consumable tungsten electrode and the workpiece. The weld pool
Corrosion Resistance and Weldability a Challenge for Duplex Filler Metals
 Corrosion Resistance and Weldability a Challenge for Duplex Filler Metals HIGH PERFORMANCE STEEL AND WELDING SOLUTIONS FOR HARSH ENVIRONMENTS VOESTALPINE OIL AND GAS EVENT HOUSTON, OCTOBER 2018 Bernd Hoberg
Corrosion Resistance and Weldability a Challenge for Duplex Filler Metals HIGH PERFORMANCE STEEL AND WELDING SOLUTIONS FOR HARSH ENVIRONMENTS VOESTALPINE OIL AND GAS EVENT HOUSTON, OCTOBER 2018 Bernd Hoberg
Superalloy Joining Suppliers Provided Courtesy of Materials
 VBC Group Welding Division: Superalloys Equipment sales and lease, as well as sales servicing, training and calibration "VBC Group Welding Division: Superalloys." VBC Group. April 2007. Vacuum Brazing
VBC Group Welding Division: Superalloys Equipment sales and lease, as well as sales servicing, training and calibration "VBC Group Welding Division: Superalloys." VBC Group. April 2007. Vacuum Brazing
Advanced Robotic Laser Cladding The Oerlikon MetcoClad System. July 2015
 Advanced Robotic Laser Cladding The Oerlikon MetcoClad System July 2015 Laser Cladding is a welding technology Laser Cladding (LC) means laser build-up welding, also known as Laser Metal Forming (LMF),
Advanced Robotic Laser Cladding The Oerlikon MetcoClad System July 2015 Laser Cladding is a welding technology Laser Cladding (LC) means laser build-up welding, also known as Laser Metal Forming (LMF),
Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division
 Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division While titanium has been used extensively in seawater cooling systems on
Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division While titanium has been used extensively in seawater cooling systems on
RESIDUAL STRESS REDUCTION IN HIGH PRESSURE INTERPASS ROLLED WIRE+ARC ADDITIVE MANUFACTURING TI-6AL-4V COMPONENTS
 RESIDUAL STRESS REDUCTION IN HIGH PRESSURE INTERPASS ROLLED WIRE+ARC ADDITIVE MANUFACTURING TI-6AL-4V COMPONENTS Filomeno Martina a,, Matthew Roy b, Paul Colegrove a, Stewart W. Williams a a Welding Engineering
RESIDUAL STRESS REDUCTION IN HIGH PRESSURE INTERPASS ROLLED WIRE+ARC ADDITIVE MANUFACTURING TI-6AL-4V COMPONENTS Filomeno Martina a,, Matthew Roy b, Paul Colegrove a, Stewart W. Williams a a Welding Engineering
Welding Guidelines for Sandvik 2RE10. July 2004
 Welding Guidelines for Sandvik 2RE10 July 2004 1. Introduction Sandvik 2RE10 is a fully austenitic stainless steel characterised by excellent resistance to corrosion in nitric acid. Due to high chromium
Welding Guidelines for Sandvik 2RE10 July 2004 1. Introduction Sandvik 2RE10 is a fully austenitic stainless steel characterised by excellent resistance to corrosion in nitric acid. Due to high chromium
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304
 A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
These elements are in carbon steels in minimal amounts, usually less than 1%.
 Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Published by: PIONEER RESEARCH & DEVELOPMENT GROUP ( 37
 PREDICTION OF WELD BEAD GEOMETRY IN PULSED MIG WELDING S Rajsekhara Reddy 1, V Ravi Kumar 2, B Chandra Sekhar 3 1 PG Student, ASRCE, Tanuku, India 2 Assistant Professor, ASRCE, Tanuku, India 3 Assistant
PREDICTION OF WELD BEAD GEOMETRY IN PULSED MIG WELDING S Rajsekhara Reddy 1, V Ravi Kumar 2, B Chandra Sekhar 3 1 PG Student, ASRCE, Tanuku, India 2 Assistant Professor, ASRCE, Tanuku, India 3 Assistant
Born from fire, made to endure WEAR RESISTANT HEAVY PLATES
 Born from fire, made to endure WEAR RESISTANT HEAVY PLATES Acroni is the largest slovenian steel manufacturer, which in order to produce steel recycles scrap in an electric arc furnace, casts it on continuous
Born from fire, made to endure WEAR RESISTANT HEAVY PLATES Acroni is the largest slovenian steel manufacturer, which in order to produce steel recycles scrap in an electric arc furnace, casts it on continuous
Suorakerrostuksen materiaalit, ominaisuudet ja sovellukset
 Suorakerrostuksen materiaalit, ominaisuudet ja sovellukset J. Tuominen, TkT Tampereen teknillinen yliopisto Materiaaliopin laboratorio Laser Application Laboratory Outline Directed energy deposition (DED)
Suorakerrostuksen materiaalit, ominaisuudet ja sovellukset J. Tuominen, TkT Tampereen teknillinen yliopisto Materiaaliopin laboratorio Laser Application Laboratory Outline Directed energy deposition (DED)
Gas Metal Arc Weld (GMAW) Qualification of 7020-T651 Aluminum
 Qualification of 7020-T651 Aluminum") ARL-TR-7515 NOV 2015 US Army Research Laboratory Gas Metal Arc Weld (GMAW) Qualification of 7020-T651 Aluminum by John F Chinella, Nick Kapustka, and Seth Shira Approved for public release; distribution
ARL-TR-7515 NOV 2015 US Army Research Laboratory Gas Metal Arc Weld (GMAW) Qualification of 7020-T651 Aluminum by John F Chinella, Nick Kapustka, and Seth Shira Approved for public release; distribution
HAYNES Ti-3Al-2.5V alloy
 HAYNES Ti-3Al-2.5V alloy Principal Features Lightweight, High Strength HAYNES Ti-3Al-2.5V alloy (UNS R56320) is both lightweight and strong. It has a high strength-to-weight ratio which provides a major
HAYNES Ti-3Al-2.5V alloy Principal Features Lightweight, High Strength HAYNES Ti-3Al-2.5V alloy (UNS R56320) is both lightweight and strong. It has a high strength-to-weight ratio which provides a major
Pioneer 321 Pulse. English
 Pioneer 321 Pulse English 321 Pulse: Applications Pioneer Pulse 321 is professional 3 Phase Inverter Power Source (320A 45% at 40 C) MIG-MAG available modes are: Manual, Synergic, Pulse Synergic and Double
Pioneer 321 Pulse English 321 Pulse: Applications Pioneer Pulse 321 is professional 3 Phase Inverter Power Source (320A 45% at 40 C) MIG-MAG available modes are: Manual, Synergic, Pulse Synergic and Double
I N V E R T E R T E C H N O L O G Y P O W E R S O U R C E F O R M I G A N D M M A
 I N V E R T E R T E C H N O L O G P O W E R S O U R C E F O R M I G A N D M M A 282-352-503 High quality MIG-MAG, a n d M M A w e l d i n g These are inverter power sources purposely designed for exceptional
I N V E R T E R T E C H N O L O G P O W E R S O U R C E F O R M I G A N D M M A 282-352-503 High quality MIG-MAG, a n d M M A w e l d i n g These are inverter power sources purposely designed for exceptional
MIG Wires and TIG Rods for Welding of Stainless Steels. MIG Wires and TIG Rods for Welding of Aluminium Alloys
 Eczacıbaşı Lincoln Electric ASKAYNAK Products MIG Wires and TIG Rods for Welding of Stainless Steels MIG Wires and TIG Rods for Welding of Aluminium Alloys Flux Cored Wires for Welding of Un Alloy Steels
Eczacıbaşı Lincoln Electric ASKAYNAK Products MIG Wires and TIG Rods for Welding of Stainless Steels MIG Wires and TIG Rods for Welding of Aluminium Alloys Flux Cored Wires for Welding of Un Alloy Steels
Types of Metal Alloys
 Types of Metal Alloys Metal alloys Ferrous Nonferrous Steels Cast iron 257 Uses low carbon
Types of Metal Alloys Metal alloys Ferrous Nonferrous Steels Cast iron 257 Uses low carbon
Beveling procedures and beveling machines beveling, a quick overview 1
 Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Additive Manufacturing 3D printing. AM Markets. Antti Salminen
 Additive Manufacturing 3D printing AM Markets Antti Salminen Laboratory of Laser Processing (LUT Laser) School of Energy Systems Lappeenranta University of Technology (LUT) 1 3D printing that has the potential
Additive Manufacturing 3D printing AM Markets Antti Salminen Laboratory of Laser Processing (LUT Laser) School of Energy Systems Lappeenranta University of Technology (LUT) 1 3D printing that has the potential
TIG WELDING OPPORTUNITIES OF BIMETALLIC ENDLESS SAW BLADES
 TIG WELDING OPPORTUNITIES OF BIMETALLIC ENDLESS SAW BLADES Ion MITELEA a, Dumitru-Daniel OCHIAN a, Mircea BURCA a, Ion-Dragos UTU a a POLITEHNICA UNIVERSITY OF TIMISOARA, Pta Victoriei,no. 1, Timisoara,Romania,
TIG WELDING OPPORTUNITIES OF BIMETALLIC ENDLESS SAW BLADES Ion MITELEA a, Dumitru-Daniel OCHIAN a, Mircea BURCA a, Ion-Dragos UTU a a POLITEHNICA UNIVERSITY OF TIMISOARA, Pta Victoriei,no. 1, Timisoara,Romania,
VARIOUS EFFECTS OF WELDING PARAMETERS ON TIG WELDING OF 2024-T3 CLAD ALUMINUM ALLOY PLATE
 VARIOUS EFFECTS OF WELDING PARAMETERS ON TIG WELDING OF 2024-T3 CLAD ALUMINUM ALLOY PLATE M. RAJKIRAN M.Tech, Production Technology, Sree Vaanmayi Istitute of Engineering, E-mail:rajkiran.dme@gmail.com
VARIOUS EFFECTS OF WELDING PARAMETERS ON TIG WELDING OF 2024-T3 CLAD ALUMINUM ALLOY PLATE M. RAJKIRAN M.Tech, Production Technology, Sree Vaanmayi Istitute of Engineering, E-mail:rajkiran.dme@gmail.com
Study of Filler Wires Effect on Weld Characteristics of Aluminium Alloy (6351) during Gas Tungsten Arc Welding (GTAW)
 during Gas Tungsten Arc Welding (GTAW)") Study of Filler Wires Effect on Weld Characteristics of Aluminium Alloy (6351) during Gas Tungsten Arc Welding () 1 N. Ankitha, M. R. S. Rupa Sri, 3 13 Assistant Professor 13 CVRCE Abstract: Gas tungsten
Study of Filler Wires Effect on Weld Characteristics of Aluminium Alloy (6351) during Gas Tungsten Arc Welding () 1 N. Ankitha, M. R. S. Rupa Sri, 3 13 Assistant Professor 13 CVRCE Abstract: Gas tungsten
Prime ARCALTM. The pure solution. The primary gas solution for a wide range of applications:
 Prime The pure solution The primary gas solution for a wide range of applications: TIG and plasma welding of all materials MIG welding of aluminium and copper alloys Root shielding of all materials Head
Prime The pure solution The primary gas solution for a wide range of applications: TIG and plasma welding of all materials MIG welding of aluminium and copper alloys Root shielding of all materials Head
Effect of Pulse Parameters on Bead Geometry of Aluminium Alloy AA6063 using Pulse TIG Welding
 Effect of Pulse Parameters on Bead Geometry of Aluminium Alloy AA6063 using Pulse TIG Welding Digraj 1, Kulwant Singh 2, Sumit Kumar 3 1, 2, 3 Department of Mechanical Engineering, SLIET Longowal, Punjab,
Effect of Pulse Parameters on Bead Geometry of Aluminium Alloy AA6063 using Pulse TIG Welding Digraj 1, Kulwant Singh 2, Sumit Kumar 3 1, 2, 3 Department of Mechanical Engineering, SLIET Longowal, Punjab,
Investigation into feasibility of hybrid laser-gmaw process for welding high strength quenched and tempered steel
 University of Wollongong Research Online Faculty of Engineering and Information Sciences - Papers: Part A Faculty of Engineering and Information Sciences 2012 Investigation into feasibility of hybrid laser-gmaw
University of Wollongong Research Online Faculty of Engineering and Information Sciences - Papers: Part A Faculty of Engineering and Information Sciences 2012 Investigation into feasibility of hybrid laser-gmaw
SILVA & VENTURA THE METALWORK SILVA & VENTURA WELDING PROCESSES TYPE OF WELDING PRODUCT TYPE METALS
 THE METALWORK SILVA & VENTURA SPECIALIZED IN THE AREA OF CIVIL METALWORK, EQUIPPED WITH THE BEST MACHINES, PROVIDES WELDING SERVICES, FINISHES, CUTTING AND BENDING. SILVA & VENTURA In business since 1998,
THE METALWORK SILVA & VENTURA SPECIALIZED IN THE AREA OF CIVIL METALWORK, EQUIPPED WITH THE BEST MACHINES, PROVIDES WELDING SERVICES, FINISHES, CUTTING AND BENDING. SILVA & VENTURA In business since 1998,
METRODE WELDING CONSUMABLES
 A182 NICKEL BASE 182 CONSUMABLES Alloy type Inconel type consumables with manganese and niobium additions. Materials to be welded Nickel alloys such as Inconel 600, Nimonic 75. Nickel base alloys to themselves
A182 NICKEL BASE 182 CONSUMABLES Alloy type Inconel type consumables with manganese and niobium additions. Materials to be welded Nickel alloys such as Inconel 600, Nimonic 75. Nickel base alloys to themselves
WELDING TECHNOLOGY AND WELDING INSPECTION
 WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
The Art and Science of Milling Titanium.
 Tom Hofmann Global Product Manager - Milling ATI Stellram The Art and Science of Milling Titanium. ATI Stellram, a business unit of ATI Engineered Products, and an Allegheny Technologies company. Increasingly
Tom Hofmann Global Product Manager - Milling ATI Stellram The Art and Science of Milling Titanium. ATI Stellram, a business unit of ATI Engineered Products, and an Allegheny Technologies company. Increasingly
Robotic Welding Tests MIG Standard and CMT+P in Aluminum Alloy 6082-T6 for Optimization of Penetration, Cord Width and Reinforcement
 Proceedings Robotic Welding Tests MIG Standard and CMT+P in Aluminum Alloy 6082-T6 for Optimization of Penetration, Cord Width and Reinforcement Arlindo Pascoal 1, A. Eduardo Izeda 1, Vinícius Cecilio
Proceedings Robotic Welding Tests MIG Standard and CMT+P in Aluminum Alloy 6082-T6 for Optimization of Penetration, Cord Width and Reinforcement Arlindo Pascoal 1, A. Eduardo Izeda 1, Vinícius Cecilio
Optimising Process Conditions in MIG Welding of Aluminum Alloys Through Factorial Design Experiments
 Optimising Process Conditions in MIG Welding of Aluminum Alloys Through Factorial Design Experiments OMAR BATAINEH (first and corresponding author); ANAS AL-SHOUBAKI; OMAR BARQAWI Department of Industrial
Optimising Process Conditions in MIG Welding of Aluminum Alloys Through Factorial Design Experiments OMAR BATAINEH (first and corresponding author); ANAS AL-SHOUBAKI; OMAR BARQAWI Department of Industrial
Process assurance and monitoring in GMA welding Heinz Hackl, Wels
 Process assurance and monitoring in GMA welding Heinz Hackl, Wels INTRODUCTION Today s ever-more stringent demands regarding weldment quality and life-span, intense cost pressure, the rapid propagation
Process assurance and monitoring in GMA welding Heinz Hackl, Wels INTRODUCTION Today s ever-more stringent demands regarding weldment quality and life-span, intense cost pressure, the rapid propagation
ATI 718 ATI 718. Technical Data Sheet. Nickel-Base Superalloy INTRODUCTION FORMS AND CONDITIONS AVAILABLE SPECIFICATIONS. (UNS Designation N07718)
") ATI 718 Nickel-Base Superalloy (UNS Designation N07718) INTRODUCTION ATI 718 alloy (N07718) is an austenitic nickel-base superalloy which is used in applications requiring high strength to approximately
ATI 718 Nickel-Base Superalloy (UNS Designation N07718) INTRODUCTION ATI 718 alloy (N07718) is an austenitic nickel-base superalloy which is used in applications requiring high strength to approximately
XTRAWELD 2 XTRAWELD 2 - DRUM PACK. Classification: AWS A5.18 ER70S-6 EN ISO G3Si1 Approvals: LR H15, ABS 2SA, DNV, BV
 MIG / MAG WIRE XTRAWELD 2 Xtraweld 2 is premium grade mild steel MIG/MAG welding wire, produced from high quality deoxidized mig rod, the product is copper coated to increase shelf life and feeding ability,
MIG / MAG WIRE XTRAWELD 2 Xtraweld 2 is premium grade mild steel MIG/MAG welding wire, produced from high quality deoxidized mig rod, the product is copper coated to increase shelf life and feeding ability,
APPLICATION OF MAGNETIC PULSE WELDING (MPW) FOR ALUMINIUM ALLOYS AND SPCC STEEL SHEET JOINTS
 FOR ALUMINIUM ALLOYS AND SPCC STEEL SHEET JOINTS") APPLICATION OF MAGNETIC PULSE WELDING (MPW) FOR ALUMINIUM ALLOYS AND SPCC STEEL SHEET JOINTS Tomokatsu Aizawa, Mehrdad Kashani and Keigo Okagawa Tokyo Metropolitan College of Technology, Department of
APPLICATION OF MAGNETIC PULSE WELDING (MPW) FOR ALUMINIUM ALLOYS AND SPCC STEEL SHEET JOINTS Tomokatsu Aizawa, Mehrdad Kashani and Keigo Okagawa Tokyo Metropolitan College of Technology, Department of
Characterisation of the cold metal transfer (CMT) process and its application for low dilution cladding. Cranfield University Bedfordshire, England
 process and its application for low dilution cladding. Cranfield University Bedfordshire, England") Journal of Materials Processing Technology, 2011, Volume 211, Issue 3, pp496-502 Characterisation of the cold metal transfer (CMT) process and its application for low dilution cladding C.G. Pickin* 1,
Journal of Materials Processing Technology, 2011, Volume 211, Issue 3, pp496-502 Characterisation of the cold metal transfer (CMT) process and its application for low dilution cladding C.G. Pickin* 1,
Combined Hardness Tester NOVOTEST T-UD2
 Combined Hardness Tester NOVOTEST T-UD2... High-precision, easy in operation and reliable with the most affordable price in the world among the analogues! Two probes: UCI and Leeb Any restrictions for
Combined Hardness Tester NOVOTEST T-UD2... High-precision, easy in operation and reliable with the most affordable price in the world among the analogues! Two probes: UCI and Leeb Any restrictions for
Discover the variety of Metal Powders
 Discover the variety of Metal Powders The range of our standard metal powder Non Ferrous, Tool Steel, Stainless Steel and Light Alloys SLM The Industrial Manufacturing Revolution PIONEERS in metal-based
Discover the variety of Metal Powders The range of our standard metal powder Non Ferrous, Tool Steel, Stainless Steel and Light Alloys SLM The Industrial Manufacturing Revolution PIONEERS in metal-based
The effect of ER4043 and ER5356 filler metal on welded Al 7075 by metal inert gas welding
 This paper is part of the Proceedings of the 2 International Conference on nd High Performance and Optimum Design of Structures and Materials (HPSM 2016) www.witconferences.com The effect of ER4043 and
This paper is part of the Proceedings of the 2 International Conference on nd High Performance and Optimum Design of Structures and Materials (HPSM 2016) www.witconferences.com The effect of ER4043 and
RAZOR 250 MTS - Multi-Function Welder-MIG-TIG-MMA Amps
 RAZOR 250 MTS - Multi-Function Welder-MIG-TIG-MMA 30-250 Amps #KUMJRRW250MIG Ex GST Inc GST $1,200.00 $1,320.00 ORDER CODE: MODEL: Type: Part Number: Voltage (V): Recommended Plug Amperage (amp): Welding
RAZOR 250 MTS - Multi-Function Welder-MIG-TIG-MMA 30-250 Amps #KUMJRRW250MIG Ex GST Inc GST $1,200.00 $1,320.00 ORDER CODE: MODEL: Type: Part Number: Voltage (V): Recommended Plug Amperage (amp): Welding
METHODOLOGY FOR CONFIGURATION OF ROBOT WELDING CELL FOR SMEs UNDER CONDITIONS OF SMALL AND MEDIUM SIZED PRODUCTION USING MIG/MAG PROCESS
 8th International DAAAM Baltic Conference "INDUSTRIAL ENGINEERING - 19-21 April 2012, Tallinn, Estonia METHODOLOGY FOR CONFIGURATION OF ROBOT WELDING CELL FOR SMEs UNDER CONDITIONS OF SMALL AND MEDIUM
8th International DAAAM Baltic Conference "INDUSTRIAL ENGINEERING - 19-21 April 2012, Tallinn, Estonia METHODOLOGY FOR CONFIGURATION OF ROBOT WELDING CELL FOR SMEs UNDER CONDITIONS OF SMALL AND MEDIUM
IMPROVED MICROSTRUCTURE AND INCREASED MECHANICAL PROPERTIES OF ADDITIVE MANUFACTURE PRODUCED TI-6AL-4V BY INTERPASS COLD ROLLING.
 IMPROVED MICROSTRUCTURE AND INCREASED MECHANICAL PROPERTIES OF ADDITIVE MANUFACTURE PRODUCED TI-6AL-4V BY INTERPASS COLD ROLLING. Filomeno Martina,a, Stewart W. Williams, Paul Colegrove Welding Engineering
IMPROVED MICROSTRUCTURE AND INCREASED MECHANICAL PROPERTIES OF ADDITIVE MANUFACTURE PRODUCED TI-6AL-4V BY INTERPASS COLD ROLLING. Filomeno Martina,a, Stewart W. Williams, Paul Colegrove Welding Engineering
United Induction Heating Machine Limited of China. Product Catalog
 United Induction Heating Machine Limited of China Product Catalog Address: No.68, CT Industrial Park, Baiyun Area, Guangzhou City, 510420, Guangdong Province, China Tel: +86-20-29010055 Email: service@uihm.com
United Induction Heating Machine Limited of China Product Catalog Address: No.68, CT Industrial Park, Baiyun Area, Guangzhou City, 510420, Guangdong Province, China Tel: +86-20-29010055 Email: service@uihm.com
Metal Powder - the Raw Material of Future Production
 Metal Powder - the Raw Material of Future Production BY GÜNTER BUSCH* SYNOPSIS Alongside Mobile Internet, Cloud Computing, Robotics, Energy Storage and Autonomous Vehicles, Additive Manufacturing is one
Metal Powder - the Raw Material of Future Production BY GÜNTER BUSCH* SYNOPSIS Alongside Mobile Internet, Cloud Computing, Robotics, Energy Storage and Autonomous Vehicles, Additive Manufacturing is one
PRODUCING OF BIMETAL JOINTS BY LASER WELDING WITH FULL PENETRATION
 PRODUCING OF BIMETAL JOINTS BY LASER WELDING WITH FULL PENETRATION M. SCHMIDT 1 and S.V. KURYNTSEV 2 1 Fridrich-Aleksandr University, Erlangen, Germany 2 A.N. Tupolev Kazan National Research Technical
PRODUCING OF BIMETAL JOINTS BY LASER WELDING WITH FULL PENETRATION M. SCHMIDT 1 and S.V. KURYNTSEV 2 1 Fridrich-Aleksandr University, Erlangen, Germany 2 A.N. Tupolev Kazan National Research Technical
STRIPS & FLUXES. For ELECTROSLAG and SUBMERGED ARC STRIP CLADDING. Doc STRIPS & FLUXES S 2008 EN
 STRIPS & FLUXES For ELECTROSLAG and SUBMERGED ARC STRIP CLADDING Doc STRIPS & FLUXES S 2008 EN 1 Company / pag. 3 2 Strip Cladding / pag. 3 3 Packaging / pag. 3 4 Welding Strip SOUDOTAPE / pag. 4 5 Welding
STRIPS & FLUXES For ELECTROSLAG and SUBMERGED ARC STRIP CLADDING Doc STRIPS & FLUXES S 2008 EN 1 Company / pag. 3 2 Strip Cladding / pag. 3 3 Packaging / pag. 3 4 Welding Strip SOUDOTAPE / pag. 4 5 Welding
WELDING WIRES FOR MAG(CO 2 ) WELDING
 WELDING") WELDING WIRES FOR MAG(CO 2 ) WELDING Classification: EN 440 G4Si1 EN1668 WSG2 DIN 8559 SG 2 AWMES/AWS A 5.18 ER70S6 Description and Application: Solid copper coated welding wire for welding in gas shielding
WELDING WIRES FOR MAG(CO 2 ) WELDING Classification: EN 440 G4Si1 EN1668 WSG2 DIN 8559 SG 2 AWMES/AWS A 5.18 ER70S6 Description and Application: Solid copper coated welding wire for welding in gas shielding
AlMg10 LOGO. Stronger than steel. BelMetComposite
 AlMg10 Stronger than steel Contents 1 Summary 2 3 4 5 Business problem Proposed method of problem solving Implementation approach Project planning 6 7 8 9 Protection of investments Business process Development
AlMg10 Stronger than steel Contents 1 Summary 2 3 4 5 Business problem Proposed method of problem solving Implementation approach Project planning 6 7 8 9 Protection of investments Business process Development
Warm Spray Technology for Ti, Ti6Al4V and WC-Co
 CSAT2015, June23-24, Worcester Warm Spray Technology for Ti, Ti6Al4V and WC-Co Seiji Kuroda National Institute for Materials Science Outline 1. Warm Spray vs. Cold Spray Status of WS equipment development
CSAT2015, June23-24, Worcester Warm Spray Technology for Ti, Ti6Al4V and WC-Co Seiji Kuroda National Institute for Materials Science Outline 1. Warm Spray vs. Cold Spray Status of WS equipment development
Industrialization of Additive Manufacturing Phil Hatherley, General Manager, Materials Solutions A Siemens Business
 Industrialization of Additive Manufacturing Phil Hatherley, General Manager, Materials Solutions A Siemens Business Siemens AG 2018 All rights reserved. Materialssolutions.co.uk Additively manufactured
Industrialization of Additive Manufacturing Phil Hatherley, General Manager, Materials Solutions A Siemens Business Siemens AG 2018 All rights reserved. Materialssolutions.co.uk Additively manufactured
Experimental Analysis of TIG Welding of Stainless Steel 304 using Grey Taguchi Method
 Experimental Analysis of TIG Welding of Stainless Steel 304 using Grey Taguchi Method Surender Singh 1, Mandeep Singh 2, Vinod Kumar 3 1 M. Tech Scholar, 2 Assistant Prof. Dept. of M E OITM Juglan (Hisar),
Experimental Analysis of TIG Welding of Stainless Steel 304 using Grey Taguchi Method Surender Singh 1, Mandeep Singh 2, Vinod Kumar 3 1 M. Tech Scholar, 2 Assistant Prof. Dept. of M E OITM Juglan (Hisar),
Heat treatable for greater hardness and strength
 Heat treatable for greater hardness and strength Outokumpu Dura range datasheet General characteristics The Dura range contains 14 high hardness and precipitation hardening (PH) stainless steel products.
Heat treatable for greater hardness and strength Outokumpu Dura range datasheet General characteristics The Dura range contains 14 high hardness and precipitation hardening (PH) stainless steel products.
Part catalogue. 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys. special applications
 Part catalogue 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys as well as for special applications 6 Welding consumables for welding of cast iron, Cu- and Albase-alloys as well as
Part catalogue 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys as well as for special applications 6 Welding consumables for welding of cast iron, Cu- and Albase-alloys as well as
ANALYSIS OF MODERN METHODS IN WELDING TECHNOLOGY OF TECHNICAL MATERIALS
 ANALYSIS OF MODERN METHODS IN WELDING TECHNOLOGY OF TECHNICAL MATERIALS Polak V., Dostal P. Department of Technology and Automobile Transport, Faculty of Agronomy, Mendel University in Brno, Zemedelska
ANALYSIS OF MODERN METHODS IN WELDING TECHNOLOGY OF TECHNICAL MATERIALS Polak V., Dostal P. Department of Technology and Automobile Transport, Faculty of Agronomy, Mendel University in Brno, Zemedelska
VDM Alloy 718 Nicrofer 5219 Nb
 VDM Alloy 718 Nicrofer 5219 Nb Material Data Sheet No. 4127 June 2016 June 2016 VDM Alloy 718 2 VDM Alloy 718 Nicrofer 5219 Nb VDM Alloy 718 is an age hardenable nickel-chrome-iron-molybdenum alloy. The
VDM Alloy 718 Nicrofer 5219 Nb Material Data Sheet No. 4127 June 2016 June 2016 VDM Alloy 718 2 VDM Alloy 718 Nicrofer 5219 Nb VDM Alloy 718 is an age hardenable nickel-chrome-iron-molybdenum alloy. The
Welding. More efficiency due to modern processes
 Welding More efficiency due to modern processes Pioneers in new processes With a large range of proven and innovative welding processes, we at CLOOS can offer solutions for the future providing maximum
Welding More efficiency due to modern processes Pioneers in new processes With a large range of proven and innovative welding processes, we at CLOOS can offer solutions for the future providing maximum
Effects of GMAW conditions on the tensile properties of hot rolled Complex Phase 780 steel. Carlos Cardenas Luis Hernandez Jaime Taha-Tijerina
 Effects of GMAW conditions on the tensile properties of hot rolled Complex Phase 780 steel Carlos Cardenas Luis Hernandez Jaime Taha-Tijerina OUTLINE 1. Introduction 2. Material Description 3. Experimental
Effects of GMAW conditions on the tensile properties of hot rolled Complex Phase 780 steel Carlos Cardenas Luis Hernandez Jaime Taha-Tijerina OUTLINE 1. Introduction 2. Material Description 3. Experimental
METALLURGICAL JOINING OF STEEL SHEETS TREATED BY NITROOXIDATION BY A HYBRID CMT LASER PROCESS
 METALLURGICAL JOINING OF STEEL SHEETS TREATED BY NITROOXIDATION BY A HYBRID CMT LASER PROCESS Ivan MICHALEC, Jozef BÁRTA, Jaroslav JAN ÁR, Katarína BÁRTOVÁ, Milan MARÔNEK Slovak University of Technology,
METALLURGICAL JOINING OF STEEL SHEETS TREATED BY NITROOXIDATION BY A HYBRID CMT LASER PROCESS Ivan MICHALEC, Jozef BÁRTA, Jaroslav JAN ÁR, Katarína BÁRTOVÁ, Milan MARÔNEK Slovak University of Technology,
Optimization of process parameters for 20MnMoNi55 material in SAW using Taguchi method.
 Optimization of process parameters for 20MnMoNi55 material in SAW using Taguchi method. Vivek Ubhadiya 1, Pradhumn Tiwari 2, Dr. G. D. Acharya 3 1 PG Scholar, AITS, Rajkot, India 2 Prof. Mech. Eng. Dept.,
Optimization of process parameters for 20MnMoNi55 material in SAW using Taguchi method. Vivek Ubhadiya 1, Pradhumn Tiwari 2, Dr. G. D. Acharya 3 1 PG Scholar, AITS, Rajkot, India 2 Prof. Mech. Eng. Dept.,
Welding Alloys Group STELLOY. Cobalt Products. Cobalt Base Welding Consumables for Cladding and Hardfacing
 Welding Alloys Group STELLOY Cobalt Products Cobalt Base Welding Consumables for Cladding and Hardfacing Welding Alloys Group Since its foundation in 1966, the Welding Alloys Group,an independent group,
Welding Alloys Group STELLOY Cobalt Products Cobalt Base Welding Consumables for Cladding and Hardfacing Welding Alloys Group Since its foundation in 1966, the Welding Alloys Group,an independent group,
WELDING WIRES FOR MAG(CO 2 ) WELDING
 WELDING") WELDING WIRES FOR MAG(CO 2 ) WELDING Classification: EN 440 G4Si1 EN1668 WSG2 DIN 8559 SG 2 ASME/AWS/A 5.18 ER70S6 Description and Application: Solid copper coated welding wire for welding in gas shielding
WELDING WIRES FOR MAG(CO 2 ) WELDING Classification: EN 440 G4Si1 EN1668 WSG2 DIN 8559 SG 2 ASME/AWS/A 5.18 ER70S6 Description and Application: Solid copper coated welding wire for welding in gas shielding
Metal Laser Melting. Efficient, toolless manufacture even of
 Metal Laser Melting Efficient, toolless manufacture even of unusual component geometries Project management Consulting on an optimum production process for your components, whether it is metal laser melting,
Metal Laser Melting Efficient, toolless manufacture even of unusual component geometries Project management Consulting on an optimum production process for your components, whether it is metal laser melting,
International Journal of Multidisciplinary Research and Modern Education (IJMRME) ISSN (Online): (
 ISSN (Online): (") FATIGUE CRACK GROWTH STUDIES ON CORTEN STEEL T. Sunil Prasad* & Dr. R. Ramadoss** * PG Student, Department of Mechanical Engineering, Easwari Engineering College, Ramapuram, Tamilnadu ** Professor, Department
FATIGUE CRACK GROWTH STUDIES ON CORTEN STEEL T. Sunil Prasad* & Dr. R. Ramadoss** * PG Student, Department of Mechanical Engineering, Easwari Engineering College, Ramapuram, Tamilnadu ** Professor, Department
White Paper on Solid State Bonding and APCI s Linear Friction Welding Technology
 White Paper on Solid State Bonding and APCI s Linear Friction Welding Technology July 2011 COMMON TYPES OF WELDING There are multiple types of welding processes used today. Among the most common are Gas
White Paper on Solid State Bonding and APCI s Linear Friction Welding Technology July 2011 COMMON TYPES OF WELDING There are multiple types of welding processes used today. Among the most common are Gas
Chapter 12. Flux Cored Arc Welding Equipment, Setup, and Operation Delmar, Cengage Learning
 Chapter 12 Flux Cored Arc Welding Equipment, Setup, and Operation Objectives Explain the FCA welding process Describe what equipment is needed for FCA welding List the advantages of FCA welding, and explain
Chapter 12 Flux Cored Arc Welding Equipment, Setup, and Operation Objectives Explain the FCA welding process Describe what equipment is needed for FCA welding List the advantages of FCA welding, and explain
THE DIGITAL SUPER INTELLIGENT MIG WELDING MACHINES OF THE FUTURE
 FLEX 4000 / FLEX 5000 THE DIGITAL SUPER INTELLIGENT MIG WELDING MACHINES OF THE FUTURE "Switch on, press and weld" - it is as simple as that, even when it comes to advanced MIG welding Option: MIG Manager,
FLEX 4000 / FLEX 5000 THE DIGITAL SUPER INTELLIGENT MIG WELDING MACHINES OF THE FUTURE "Switch on, press and weld" - it is as simple as that, even when it comes to advanced MIG welding Option: MIG Manager,
VDM Alloy 80 A Nicrofer 7520 Ti
 VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
Enlightening Next Generation of Material
 Enlightening Next Generation of Material Paolo Calefati Prima Industrie SpA FoF.2014-2 Manufacturing processes for complex structures and geometries with efficient use of material Today most complex still
Enlightening Next Generation of Material Paolo Calefati Prima Industrie SpA FoF.2014-2 Manufacturing processes for complex structures and geometries with efficient use of material Today most complex still
SUPER-NICKEL ALLOY CASTINGS
 SUPER-NICKEL ALLOY CASTINGS THE MOST SOPHISTICATED MATERIALS FOR HIGH TEMPERATURE APPLICATIONS GOODWIN STEEL CASTINGS LTD ESTABLISHED 1883 NICKEL ALLOY CASTINGS Goodwin has been a highly regarded producer
SUPER-NICKEL ALLOY CASTINGS THE MOST SOPHISTICATED MATERIALS FOR HIGH TEMPERATURE APPLICATIONS GOODWIN STEEL CASTINGS LTD ESTABLISHED 1883 NICKEL ALLOY CASTINGS Goodwin has been a highly regarded producer
ThyssenKrupp Materials Austria GmbH
 GmbH Group Organisation Business Area Materials Services 2 Company History TKMA 3 Head Office Vienna - Freudenau Harbour Warehouse area 8.000 m² Office space 1.200 m² 69 employees 17 Band saws 1 Plasma
GmbH Group Organisation Business Area Materials Services 2 Company History TKMA 3 Head Office Vienna - Freudenau Harbour Warehouse area 8.000 m² Office space 1.200 m² 69 employees 17 Band saws 1 Plasma
Laser and hybrid laser welding of thick stainless steels
 This document is downloaded from the Digital Open Access Repository of VTT Title Laser and hybrid laser welding of thick stainless steels Author(s) Kujanpää, Veli Citation VTT-Korea Symposium, 2 July 2015,
This document is downloaded from the Digital Open Access Repository of VTT Title Laser and hybrid laser welding of thick stainless steels Author(s) Kujanpää, Veli Citation VTT-Korea Symposium, 2 July 2015,
HEAT-RESISTANT BRAZING FILLER METALS FOR JOINING TITANIUM ALUMINIDE AND TITANIUM ALLOYS
 HEAT-RESISTANT BRAZING FILLER METALS FOR JOINING TITANIUM ALUMINIDE AND TITANIUM ALLOYS Alexander E. Shapiro* and Eugene Y. Ivanov** *Titanium Brazing, Inc., Columbus, OH, ashapiro@titanium-brazing.com
HEAT-RESISTANT BRAZING FILLER METALS FOR JOINING TITANIUM ALUMINIDE AND TITANIUM ALLOYS Alexander E. Shapiro* and Eugene Y. Ivanov** *Titanium Brazing, Inc., Columbus, OH, ashapiro@titanium-brazing.com
3D METALS Discover the variety of Metal Powders The range of our standard metal powders
 3D METALS Discover the variety of Metal Powders The range of our standard metal powders Non Ferrous, Tool Steel, Stainless Steel and Light Alloys SLM The Industrial Manufacturing Revolution PIONEERS in
3D METALS Discover the variety of Metal Powders The range of our standard metal powders Non Ferrous, Tool Steel, Stainless Steel and Light Alloys SLM The Industrial Manufacturing Revolution PIONEERS in
Part catalogue. 1. Welding consumables for welding of structural and constructional steels
 Part catalogue 1. Welding consumables for welding of structural and constructional steels 1 Welding consumables for welding of structural and constructional steels 1.1 Coated stick electrodes for welding
Part catalogue 1. Welding consumables for welding of structural and constructional steels 1 Welding consumables for welding of structural and constructional steels 1.1 Coated stick electrodes for welding
Metal Powder Processing
 Metal Powder Processing ver. 1 1 Powder Compaction and Sintering 2 Powder-Metallurgy (a) (c) (b) (a) Examples of typical parts made by powdermetallurgy processes. (b) Upper trip lever for a commercial
Metal Powder Processing ver. 1 1 Powder Compaction and Sintering 2 Powder-Metallurgy (a) (c) (b) (a) Examples of typical parts made by powdermetallurgy processes. (b) Upper trip lever for a commercial
ELA-6, ELA -30V, ELA -60V, ELA -120 ELECTRON-BEAM WELDING EQUIPMENT
 ELECTRON- BEAM WELDING IN VACUUM ELA-6, ELA -30V, ELA -60V, ELA -120 ELECTRON-BEAM WELDING EQUIPMENT Single pass welding of metals and of different thickness from 0,1 up to 400 mm in vacuum. ELECTRON-BEAM
ELECTRON- BEAM WELDING IN VACUUM ELA-6, ELA -30V, ELA -60V, ELA -120 ELECTRON-BEAM WELDING EQUIPMENT Single pass welding of metals and of different thickness from 0,1 up to 400 mm in vacuum. ELECTRON-BEAM
Summary Document of the New ABC Level 1, 2 and 3 Qualifications in Fabrication and Welding Practice
 Summary Document of the New ABC Level 1, 2 and 3 Qualifications in Fabrication and Welding Practice Contents Contents... 2 Introduction... 3 Qualifications Codes... 4 Qualifications Structure Summaries...
Summary Document of the New ABC Level 1, 2 and 3 Qualifications in Fabrication and Welding Practice Contents Contents... 2 Introduction... 3 Qualifications Codes... 4 Qualifications Structure Summaries...
6340(Print), ISSN (Online) Volume 4, Issue 3, May - June (2013) IAEME AND TECHNOLOGY (IJMET)
, ISSN (Online) Volume 4, Issue 3, May - June (2013) IAEME AND TECHNOLOGY (IJMET)") INTERNATIONAL International Journal of JOURNAL Mechanical Engineering OF MECHANICAL and Technology (IJMET), ENGINEERING ISSN 0976 AND TECHNOLOGY (IJMET) ISSN 0976 6340 (Print) ISSN 0976 6359 (Online) Volume
INTERNATIONAL International Journal of JOURNAL Mechanical Engineering OF MECHANICAL and Technology (IJMET), ENGINEERING ISSN 0976 AND TECHNOLOGY (IJMET) ISSN 0976 6340 (Print) ISSN 0976 6359 (Online) Volume
Chapter 3 Shielded. Metal Arc Welding
 Chapter 3 Shielded Metal Arc 1. SMAW Electrode 2 Filler metals for shielded metal arc welding are composed of a metal alloy core, covered by a flux coating. The core wire carries the current for welding
Chapter 3 Shielded Metal Arc 1. SMAW Electrode 2 Filler metals for shielded metal arc welding are composed of a metal alloy core, covered by a flux coating. The core wire carries the current for welding
South Africa s Space Programme of the mid-1980s to mid-1990s: Driver towards a South African Titanium Industry
 South Africa s Space Programme of the mid-1980s to mid-1990s: Driver towards a South African Titanium Industry Dr Willie du Preez Manager: Metals and Metals Processes Materials Science and Manufacturing
South Africa s Space Programme of the mid-1980s to mid-1990s: Driver towards a South African Titanium Industry Dr Willie du Preez Manager: Metals and Metals Processes Materials Science and Manufacturing