Construction Issues 1
|
|
|
- Terence Crawford
- 5 years ago
- Views:
Transcription
1 Construction Issues 1
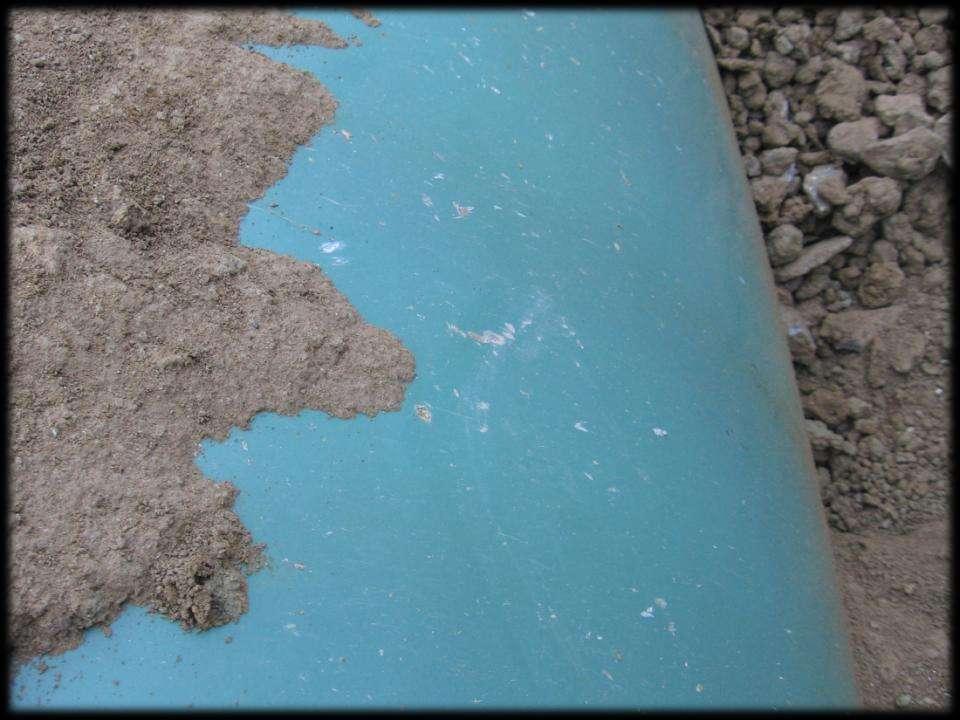
2 Safety Your safety is extremely important. Heavy loads and large equipment can present special risks Do not place yourself in harms way Make eye contact with heavy equipment operators Wear PPE and safety vests Be extremely cautious about entering the area between the pipe and ditch, standing next to the ditch and entering the ditch to observe welding 2

3 Safety Where are you standing? 3

4 Pipe on skids can move and fall. You want to park where! 4
5 Do you want to be under these wires or near this equipment? 5

6 6

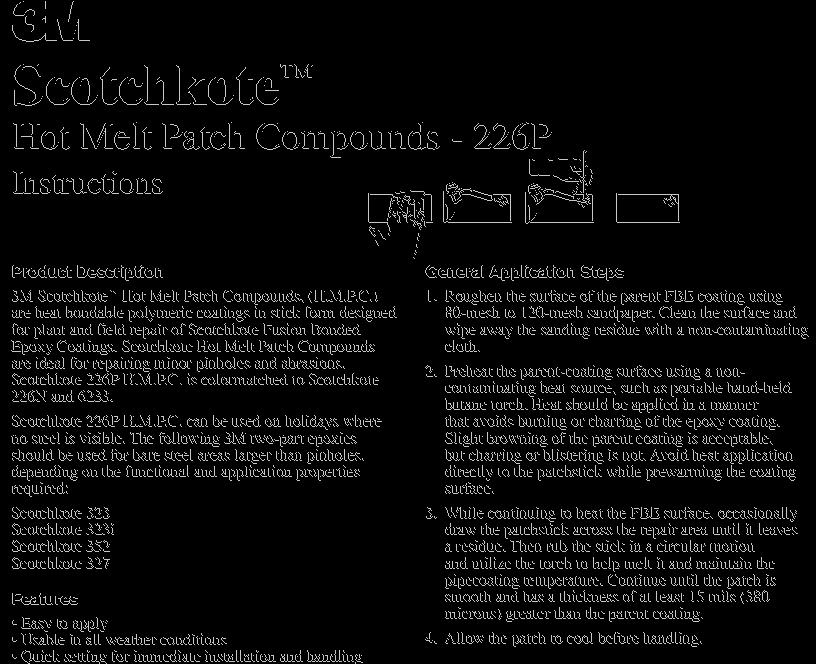
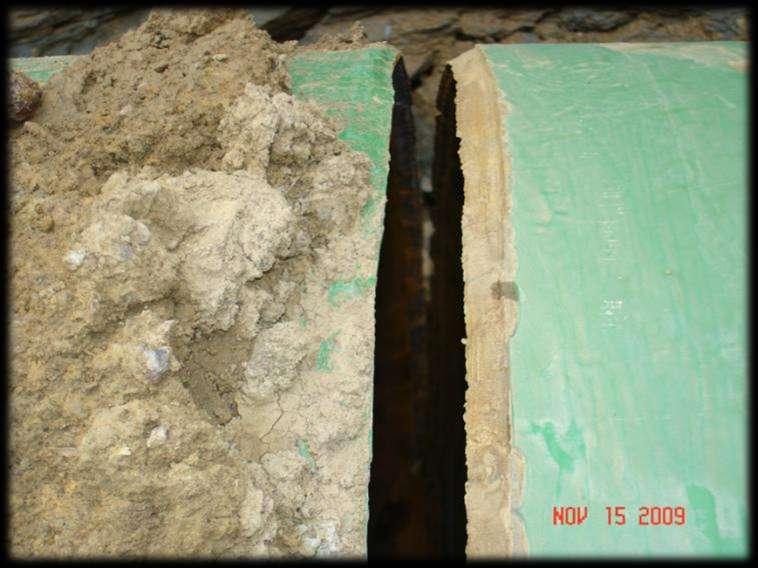
7 Patch Stick Issues Poor application practices. Soil stress can remove poorly installed patch stick repairs. Heating the patch stick and dripping the product on the coating holiday is not acceptable. The photo shows a poorly adhered patch stick repair. This was found upon uncovering a newly built pipeline. 7

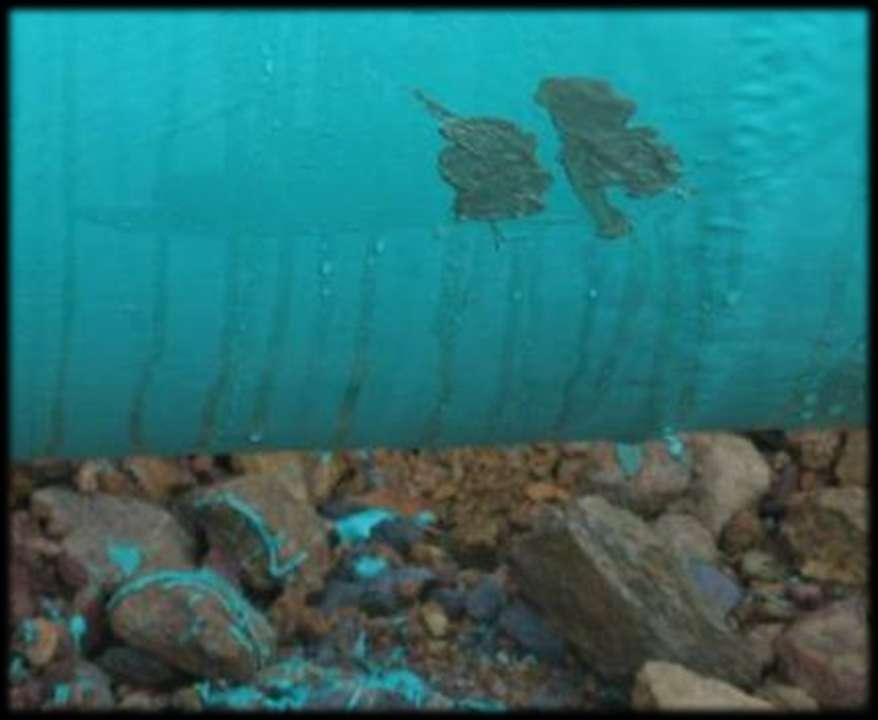
8 Manufacturer s procedures for patch stick application must be followed. The photo shows a fingernail scratched off applied patch stick repair 8

9 Good patch stick application - notice heated/discolored area around patch, this indicates that the pipe was heated before and during patch stick application 9
10 Patch Sticks are only for pinhole or abrasion repair. 2 part epoxy should have been used. 10


11 11
12 12
13 2 part epoxy Follow manufacturers instructions Preparation required (Sanding = anchor pattern) Thoroughly mix product Use promptly If products starts to cure before application the repair presents the appearance of the next slide 13

14 2 Part Epoxy 14
15 15
16 Electronic Holiday Detection (Jeeping) Visual inspection must supplement jeeping Problems identified - Bent defective spring. - Not identifying and repairing all jeeps - Passing over visible holiday without the jeep sounding - Based on experience, jeep voltage may need to be set as high as 3500v to detect coating defects 16

17 Are the workmen finding coating holidays? Do the workmen operating the jeep have time to find and repair coating holidays? 17

18 A bent jeep spring can miss coating holidays 18


19 19

20 Duct tape can shield coating holidays 20

21 Manipulating the jeep spring over building fiberboard stuck to the pipe is poor practice 21

22 Just jeeping at skids only on lowering in is not usually per construction procedures 22

23 Look for coating holidays in the ditch. Observing these indicates a problem. 23


24 24
25 Thin Film Epoxy Issues Insufficient heating (3M procedure specify degrees F - lower temperatures could mean improper curing) Over heating during application can be a problem (the coating looks burnt and is unacceptable) Poor sandblasting 25

26 425 F to 488 F

27
28 Girth Weld Coating
29

30 Is there water in the pipe? = no coating coverage 30

31 Rock Padding Rock Shield Record area where RS applied 31

32 32

33 33

34
35

36 Gouges and Bending Gouges consult procedures Acceptable wall thickness? < 1% diameter? 36

37 Proper burial depth on bores? 37

38 Is the pipeline buried deep enough and protected from erosion? 38
39 High Mechanized Defect Rate Causes Pipe sizing issues Inexperienced welders Start up issues X-ray or AUT falling behind eliminates timely feed back. Feed back is a valuable tool to improve weld quality. 39

40 The welding procedure allows how much high-low? 40
41 High Mechanized Defect Rate PHMSA Concerns: Having defects not an issue. Defect repair, NDT and tracking is an issue. Industry experience usually shows % defect rate on mechanized welding - 2 7% for semi-automatic welding - 2 5% on manual welding 41

42 Laminations can be an issue especially associated with an 80% waiver 42

43 AUT easily shows laminations 43
44 Preheat Heating the weld joint before welding Temperature of the weld joint immediately before the arc is struck. Procedures state Contact Pyrometer, or Temperature Indicating Crayon Range of preheat values found in the welding procedure 44
45 Use of Temperature Indicating Crayon Temperature indicating crayons (Tempilstik) are specially formulated to melt at a specific temperature. On a cold pipe surface upon heating the mark changes color and melts at the specific temperature Used on a hot surface the crayon only indicates the temperature is greater than the specified temperature on the crayon if the crayon melts Applying the crayon on an area adjacent to a weld joint and then heating with a propane torch directed on the mark will give a false temperature indication. In this case the flame heats the crayon mark faster than the pipe. The pipe will not be up to the required temperature. The crayon should be used after heating and two different temperature crayons may be necessary to determine the preheat is within the welding procedure. 45

46 Temperature Indicating Crayons The crayon holder specifies the melt temperature. 46
 What does welder do if the weld joint is too hot?")
47 Preheat What should workman do if the weld joint is too cool? (add more heat) What do you do? (document occurrence) What does welder do if the weld joint is too hot? (allow joint to cool) If the welder does not wait, what do you do? (document occurrence) 47
48 Interpass Temperature The temperature at a location near the start position of the welding arc(s) recorded immediately before initiating consecutive pass or passes. (from Appendix A) Minimum Interpass Temperature generally preheat temperature Maximum Interpass Temperature highest temperature allowed to start welding. 48
49 If the procedure states the Maximum Interpass Temperature is 350 degrees F and the pipe measures 360 degrees F What should welder do before starting to weld? (allow joint to cool) What should you do if the welder starts welding at a temperature above the maximum interpass temperature? (document the observation) 49
50 Must follow welding procedure Some items to check Bevel configuration Electrodes rods filler metals Electrical parameters Speed of travel Weld dimensions 50

51 Welding Procedures The procedure states cfh shielding gas flow rate. Does the photo show an acceptable value? (No) 51

52 Electrical Characteristics Values displayed on welding machines should be within the range of the WPS. Machine is not calibrated but usually close. If outside procedure use calibrated clampon. 52



53

54 Welding procedure required 250 F preheat



55 Band Damage 55

56 Welding Band Damage to Coating
57 Inspection Requirements Large variation in inspector competency What are the inspectors responsibilities? Welding inspector must be knowledgeable and competent Verify welding procedure is followed Observe Document Report Correct Work stoppage Not fall asleep in the pickup truck 57
58 Image Quality Indicators 58
 recognizes the 20 th editions")

59 Image Quality Indicators (Penetrameters) PHMSA (OPS) recognizes the 20 th editions of API The 20 th edition only allows the use of Wire Type Image Quality Indicators. 59
60 Refer to Table 5 API th Edition Weld Thickness Essential Wire Diameter ASTM Set Inches Inches Letter A > A or B > B > B > B > B 60
61 ASTM E 747 IQI Wire Sizes for A B Packets SET A SET B

62 ASTM Type B Packet The complete outline of the essential wire must be visible and not obscured by number belt. 62

63 Is the radiographic density per API 1104 or operator s procedures? 63
64 Radiographic Requirement Both Parts 192 and 195 require a certain percentage (based on location or class location) of welds be nondestructively tested and that a percentage of a welders daily work product must be nondestructively tested. If the radiographs image quality indicators are not acceptable, or the radiograph is unacceptable, then there may be insufficient numbers of radiographs to meet the percentage and/or daily requirements of the applicable code. 64
65 Radiographic Problems Identified Poor radiograph technique - so bad minimum % could not be achieved Poor radiograph developing practices Fogged Film and/or artifacts Radiographs too dark or light Density (H&D) out of operator s specification or API specification Improper or poor radiographic interpretation Missing one or more segments of the weld radiograph Segments of radiographs do not overlap Missing radiographs when compared to weld maps
66 Radiographic Problems Identified continued No repair radiograph Radiographed wrong defect area (multiple repairs) should be able to match up unrepaired areas of repair radiograph to original radiograph Numbering irregularities (Changed numbers with magic marker) Radiographing same weld twice or multiple times and changed weld identification numbers IQI issues essential wire not visible Poor radiographic technique used on transition welds especially if there is a large difference in thickness
67 . Facility Locations Welds >6 # films poor quality # require repair Location # duplicated Location Location Location Location Location Location Location Location Location Location Location Location Location Location Location Location

68

69

70

71

72

73

74
75

76
77



78

79

80 Pipe on Solid Rock Anomaly Dig

81 DCVG Dig on First Phase Disbonded girth weld coating poor surface preparation
82 15 Holidays DCVG Dig
83 DCVG Dig

84 DCVG Dig on First Phase Girth Weld Coating Mixed with Backfill Wet Epoxy Mixed with Backfill
 The operator must take all practicable steps to protect each transmission line or main from washouts, floods, unstable soil,")
85 Protection from hazards. (a) The operator must take all practicable steps to protect each transmission line or main from washouts, floods, unstable soil, landslides, or other hazards that may cause the pipeline to move or to sustain abnormal loads. 85

86 Are there sufficient weights? 86
87 River Weight Excavation on First Phase 10,000 lb set-on weight

88 Protected from rocks in the ditch? 88
89 Pipe Defect Does remaining wall thickness meet requirements of API 5L? 89
90 Long Seam Location

91 Grinding Remaining W.T. 91
92 Hydrotest Procedures should include provisions for cold weather testing (if not see next slide) Pressures should be maintained at least 8 hours for buried piping. Any pressure decline should be investigated. A second pressure test may be warranted. (See chart of failed test) 92

93 93

94 Chart shows pressure loss last 3 ½ hours 94
95 Arc Burns Arc burns are not acceptable on high pressure gas pipelines and liquid pipelines. The following slides show that arc burns can happen during internal back welding. 95

96 96

97 The external weld was completed in the trench box. Then the welder crawled inside and completed the back weld. This was a transition weld between and wall thickness pipe. The welder struck the arc multiple times inside the pipe and missed the bevel multiple times. 97

98 98
99 Lessons Learned Ineffective Contract Inspection - Much more Operator Oversight Needed Some Jobs Particularly Coating - are an Issue Mechanized Welding can Work Well However, much care and attention needed at Startup Some Spread Contractors Needed Extra Attention The Combination of Poor Inspection and a Contractor Not Following Procedures Can Lead to Major Problems Deadline Urgency from the Operator is an Issue Contract Incentives for early completion
100 121
TQ Presentation Intro Slide
 TQ Presentation Intro Slide 2014 Oklahoma Seminar Tulsa, Oklahoma November 2014 Contact Information Wayne St. Germain Pipeline Safety Specialist U.S. Department of Transportation PHMSA Inspector Training
TQ Presentation Intro Slide 2014 Oklahoma Seminar Tulsa, Oklahoma November 2014 Contact Information Wayne St. Germain Pipeline Safety Specialist U.S. Department of Transportation PHMSA Inspector Training
2009 PHMSA Pipeline Construction Workshop. Elizabeth Komiskey, P.E.
 2009 PHMSA Pipeline Construction Workshop Elizabeth Komiskey, P.E. Overview PHMSA and co-sponsor key issues Coating Welding Material Installation Lessons learned Expectations PHMSA New Construction- Increase
2009 PHMSA Pipeline Construction Workshop Elizabeth Komiskey, P.E. Overview PHMSA and co-sponsor key issues Coating Welding Material Installation Lessons learned Expectations PHMSA New Construction- Increase
Pipe Storage & Handling
 Steel Pipe Issues Pipe Storage & Handling Pipe not stored properly at job sites to Pipe not stored properly at job sites to protect coating. Pipe Storage & Handling Pipe not transported to job sites Pipe
Steel Pipe Issues Pipe Storage & Handling Pipe not stored properly at job sites to Pipe not stored properly at job sites to protect coating. Pipe Storage & Handling Pipe not transported to job sites Pipe
NAPCA Workshop August 19, 2010 Houston, Texas Kenneth Y. Lee Office of Pipeline Safety
 Pipeline Construction Challenges NAPCA Workshop August 19, 2010 Houston, Texas Kenneth Y. Lee Office of Pipeline Safety PHMSA Mission To ensure the operation of the Nation s pipeline transportation system
Pipeline Construction Challenges NAPCA Workshop August 19, 2010 Houston, Texas Kenneth Y. Lee Office of Pipeline Safety PHMSA Mission To ensure the operation of the Nation s pipeline transportation system
49 CFR Part 192. Not applicable to welding during manufacture of pipe and components
 49 CFR Part 192 Not applicable to welding during manufacture of pipe and components --- and other strange nomenclature A joining process that produces a coalescence of metals (or non-metals) by heating
49 CFR Part 192 Not applicable to welding during manufacture of pipe and components --- and other strange nomenclature A joining process that produces a coalescence of metals (or non-metals) by heating
Summary of Substantive Changes between the 2007 and 2015 editions of AWWA C213, Fusion Bonded Epoxy Coatings. and Fittings
 Summary of Substantive Changes between the 2007 and 2015 editions of AWWA C213, Fusion Bonded Epoxy Coatings and Linings for Steel Water Pipe and Fittings Presented to the IAPMO Standards Review Committee
Summary of Substantive Changes between the 2007 and 2015 editions of AWWA C213, Fusion Bonded Epoxy Coatings and Linings for Steel Water Pipe and Fittings Presented to the IAPMO Standards Review Committee
Guidelines for Contractors to Prepare for PHMSA Inspection* *compiled from The INGAA Foundation s March 2, 2017 workshop
 INTRODUCTION The Pipeline and Hazardous Materials Safety Administration, a branch of the Department of Transportation, more commonly known as PHMSA is tasked to protect people and the environment by advancing
INTRODUCTION The Pipeline and Hazardous Materials Safety Administration, a branch of the Department of Transportation, more commonly known as PHMSA is tasked to protect people and the environment by advancing
PIPELINE WELDING PROCEDURE SPECIFICATION
 PIPELINE WELDING PROCEDURE SPECIFICATION Davco Welding Ltd. 1219 3 Avenue Wainwright, Alberta T9W 1K9 WPS No: Scope: DAV-16 This welding procedure specification details the procedure to be followed for
PIPELINE WELDING PROCEDURE SPECIFICATION Davco Welding Ltd. 1219 3 Avenue Wainwright, Alberta T9W 1K9 WPS No: Scope: DAV-16 This welding procedure specification details the procedure to be followed for
Guidelines for Contractors to Prepare for PHMSA Inspection* *compiled from The INGAA Foundation s March 2, 2017 workshop
 INTRODUCTION The Pipeline and Hazardous Materials Safety Administration, a branch of the Department of Transportation, more commonly known as PHMSA is tasked to protect people and the environment by advancing
INTRODUCTION The Pipeline and Hazardous Materials Safety Administration, a branch of the Department of Transportation, more commonly known as PHMSA is tasked to protect people and the environment by advancing
OIL TECH SERVICES, INC.
 OIL TECH SERVICES, INC. 800 Wilcrest, Suite 100 Houston, TX 77042-1359 (310)-527-2695 (713) 789-5144 E Mail: mlombard@itmreps.com Website: www.itmreps.com WELDING Weld Procedure Specifications (WPS): Welding
OIL TECH SERVICES, INC. 800 Wilcrest, Suite 100 Houston, TX 77042-1359 (310)-527-2695 (713) 789-5144 E Mail: mlombard@itmreps.com Website: www.itmreps.com WELDING Weld Procedure Specifications (WPS): Welding
ENBRIDGE PIPELINES INC. WELDING PROCEDURE DATA SHEET
 APPLICATION: Branch, Weld-O-Let, Fillet Weld New Construction & Non-Product Filled Pipelines CODE: CSA Z662-11 PROJECT: BPP (CA) MATERIAL GRADE: Run: 414 MPa (X-60) SMYS Carbon Equivalent 0.28 Maximum
APPLICATION: Branch, Weld-O-Let, Fillet Weld New Construction & Non-Product Filled Pipelines CODE: CSA Z662-11 PROJECT: BPP (CA) MATERIAL GRADE: Run: 414 MPa (X-60) SMYS Carbon Equivalent 0.28 Maximum
POLYGUARD RD-6 A FAIL SAFE PIPELINE COATING SYSTEM FOR REHABILITATION OR GIRTH WELDS ON CATHODICALLY PROTECTED PIPELINES
 POLYGUARD RD-6 A FAIL SAFE PIPELINE COATING SYSTEM FOR REHABILITATION OR GIRTH WELDS ON CATHODICALLY PROTECTED PIPELINES A large percent of corrosion failures on cathodically protected structures are associated
POLYGUARD RD-6 A FAIL SAFE PIPELINE COATING SYSTEM FOR REHABILITATION OR GIRTH WELDS ON CATHODICALLY PROTECTED PIPELINES A large percent of corrosion failures on cathodically protected structures are associated
Subpart E Welding of Steel in Pipelines
 Subpart E Welding of Steel in Pipelines 192.221 Scope This subpart prescribes minimum requirements for welding steel materials in pipelines. This subpart does not apply to welding that occurs during the
Subpart E Welding of Steel in Pipelines 192.221 Scope This subpart prescribes minimum requirements for welding steel materials in pipelines. This subpart does not apply to welding that occurs during the
Girth Weld Coating With Fusion Bond Epoxy
 fact sheets Girth Weld Coating With Fusion Bond Epoxy Processing guidelines The guidelines below describe surface preparation and application requirements and procedures, inspection and safety recommendations
fact sheets Girth Weld Coating With Fusion Bond Epoxy Processing guidelines The guidelines below describe surface preparation and application requirements and procedures, inspection and safety recommendations
DURASHIELD JARS APPLICATION SPECIFICATION SHEET FIELD-APPLIED JOINT & REPAIR SYSTEM (JARS) EFFECTIVE: 6/2/15
 EFFECTIVE: 6/2/15") DURASHIELD 310-61 JARS FIELD-APPLIED JOINT & REPAIR SYSTEM (JARS) I. Scope A. This specification defines application requirements of DuraShield 310-61 Joint and Repair System (JARS) plural-component 100%
DURASHIELD 310-61 JARS FIELD-APPLIED JOINT & REPAIR SYSTEM (JARS) I. Scope A. This specification defines application requirements of DuraShield 310-61 Joint and Repair System (JARS) plural-component 100%
Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX
 June 2018 Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process
June 2018 Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process
Coating Failures Lessons Learned
 Coating Failures Lessons Learned Period #2 Pipeline Coatings Course 2017 February 21-23, 2017 Ryan Swor Lake Superior Consulting 1 WHY DO COATINGS FAIL? ONE BIG REASON: NORMALIZATION OF DEVIANCE February
Coating Failures Lessons Learned Period #2 Pipeline Coatings Course 2017 February 21-23, 2017 Ryan Swor Lake Superior Consulting 1 WHY DO COATINGS FAIL? ONE BIG REASON: NORMALIZATION OF DEVIANCE February
DURASHIELD 210 &
 DURASHIELD 210 & 210-61 I. Scope A. This specification defines application requirements of DuraShield 210 & DuraShield 210-61 plural-component 100% solids, 2:1 volumetric mix ratio polyurethane to steel
DURASHIELD 210 & 210-61 I. Scope A. This specification defines application requirements of DuraShield 210 & DuraShield 210-61 plural-component 100% solids, 2:1 volumetric mix ratio polyurethane to steel
National Academy of Sciences
 National Academy of Sciences Transportation Research Board Study of Pipeline Transportation of Diluted Bitumen PHMSA Regulatory Authority and Keystone XL Pipeline October 23, 2012-1 - Topics for Briefing
National Academy of Sciences Transportation Research Board Study of Pipeline Transportation of Diluted Bitumen PHMSA Regulatory Authority and Keystone XL Pipeline October 23, 2012-1 - Topics for Briefing
METROPOLITAN. O & M Procedure No: E UTILITIES DISTRICT I. GENERAL
 Page: 1 of 10 I. GENERAL * Before any welder may weld on the Metropolitan Utilities District gas distribution and transmission system piping and facilities, the welder shall be qualified to perform the
Page: 1 of 10 I. GENERAL * Before any welder may weld on the Metropolitan Utilities District gas distribution and transmission system piping and facilities, the welder shall be qualified to perform the
Armor Plate Pipe Wrap
 Armor Plate Pipe Wrap Training and Certification Course Course Elements Section 1 - Pipeline Repair Systems Section 2 - Pipeline Coating Systems Section 3 - Surface Preparation Section 4 - Required Number
Armor Plate Pipe Wrap Training and Certification Course Course Elements Section 1 - Pipeline Repair Systems Section 2 - Pipeline Coating Systems Section 3 - Surface Preparation Section 4 - Required Number
Joint Industry Project Field Applied Pipeline Coatings
 Joint Industry Project Field Applied Pipeline oatings The stated purpose of this project, which was conducted by harter oating Service, Ltd., of algary, Alberta, anada, was to evaluate how field applied
Joint Industry Project Field Applied Pipeline oatings The stated purpose of this project, which was conducted by harter oating Service, Ltd., of algary, Alberta, anada, was to evaluate how field applied
Section 13. Welding Field Welding 1. Welding Processes 6. Stud Welding 9. Welding Positions 15
 Section 13 Welding 13.1 Field Welding 1 Welding Processes 6 Stud Welding 9 Welding Positions 15 Field Welding Section 13 Field Welding Bridge Structures AWS D1.5 (00560.26(a)) Reinforcement AWS D1.4 (00530.42(d))
Section 13 Welding 13.1 Field Welding 1 Welding Processes 6 Stud Welding 9 Welding Positions 15 Field Welding Section 13 Field Welding Bridge Structures AWS D1.5 (00560.26(a)) Reinforcement AWS D1.4 (00530.42(d))
API 1104 Section 6 Task Group. Summary of Proposed Changes and Related Justifications
 API 1104 Section 6 Task Group Summary of Proposed Changes and Related Justifications Black text not indented is explanatory information from the subcommittee discussions. API 1104 content is indented.
API 1104 Section 6 Task Group Summary of Proposed Changes and Related Justifications Black text not indented is explanatory information from the subcommittee discussions. API 1104 content is indented.
Fusion Bonded Epoxy Powders, Liquid Epoxy, and Repairs on Pipelines
 Fusion Bonded Epoxy Powders, Liquid Epoxy, and Repairs on Pipelines Period 8 Pipeline Coatings Course 2017 1 1 15 March 3M 2017. All Rights Reserved. Today s Agenda 1. Fusion Bonded Epoxy Powders Overview
Fusion Bonded Epoxy Powders, Liquid Epoxy, and Repairs on Pipelines Period 8 Pipeline Coatings Course 2017 1 1 15 March 3M 2017. All Rights Reserved. Today s Agenda 1. Fusion Bonded Epoxy Powders Overview
Chapter 11 of EPI Part 10 Construction Specification 11. WELDING. a) Scope
 Scope") Chapter 11 of EPI Part 10 Construction Specification 11. WELDING a) Scope These welding Specifications for Mainline Construction detail the requirements for mainline welding, repair welding, tie-in welding
Chapter 11 of EPI Part 10 Construction Specification 11. WELDING a) Scope These welding Specifications for Mainline Construction detail the requirements for mainline welding, repair welding, tie-in welding
Monolithic Isolation Fittings
 Monolithic Isolation Fittings The ElectroStop TM monolithic isolation fittings will serve as a positive leak proof, long lasting block against the flow of electric current in all piping systems. When you
Monolithic Isolation Fittings The ElectroStop TM monolithic isolation fittings will serve as a positive leak proof, long lasting block against the flow of electric current in all piping systems. When you
CONSTRUCTION STANDARD FOR WELDING OF TRANSPORTATION PIPELINE
 CONSTRUCTION STANDARD FOR WELDING OF TRANSPORTATION PIPELINE CONTENTS : PAGE No. 1. SCOPE... 4 2. REFERENCES... 4 3. UNITS... 5 4. WELDING TERMS AND DEFINITIONS... 5 5. BASIC REQUIREMENTS... 5 6. QUALIFICATION
CONSTRUCTION STANDARD FOR WELDING OF TRANSPORTATION PIPELINE CONTENTS : PAGE No. 1. SCOPE... 4 2. REFERENCES... 4 3. UNITS... 5 4. WELDING TERMS AND DEFINITIONS... 5 5. BASIC REQUIREMENTS... 5 6. QUALIFICATION
Upon completion of this module
 Welding 1.4 Upon completion of this module 1. Cite the advantages of welding over other joining methods 2. Name & identify the various welding and cutting processes currently used in industry 3. Recognize
Welding 1.4 Upon completion of this module 1. Cite the advantages of welding over other joining methods 2. Name & identify the various welding and cutting processes currently used in industry 3. Recognize
DURASHIELD 110 &
 DURASHIELD 110 & 110-61 EFFECTIVE: 3/01/19 I. Scope A. This specification defines application requirements of DuraShield 110/110-61 plural-component, 100% solids, 1:1 volumetric mix ratio polyurethane
DURASHIELD 110 & 110-61 EFFECTIVE: 3/01/19 I. Scope A. This specification defines application requirements of DuraShield 110/110-61 plural-component, 100% solids, 1:1 volumetric mix ratio polyurethane
Welding. What is Welding?
 Welding Welding What is Welding? Welding is a joining process in which metals are heated, melted and mixed to produce a joint with properties similar to those of the materials being joined. Parent Metal
Welding Welding What is Welding? Welding is a joining process in which metals are heated, melted and mixed to produce a joint with properties similar to those of the materials being joined. Parent Metal
Welding of Large Diameter Pipelines: Design, Processes, Procedures Specifications for Welding Steel Water Pipe
 Welding of Large Diameter Pipelines: Design, Processes, Procedures Specifications for Welding Steel Water Pipe Field Welding of Steel Pipe Joints Nash Williams, Owner National Welding Corporation 2 Steel
Welding of Large Diameter Pipelines: Design, Processes, Procedures Specifications for Welding Steel Water Pipe Field Welding of Steel Pipe Joints Nash Williams, Owner National Welding Corporation 2 Steel
1. Poor attitude toward any of the other students, instructors, or judges. 2. Failure to use personal protective equipment (PPE).
.") Welding Contest Rules and Score Sheet 2016 4G Rules: 1. Be Safe & Have Fun 2. Can tack in any position but groove welding must be in accordance with your WPS. 3. Can use wire brush, chipping hammer, and
Welding Contest Rules and Score Sheet 2016 4G Rules: 1. Be Safe & Have Fun 2. Can tack in any position but groove welding must be in accordance with your WPS. 3. Can use wire brush, chipping hammer, and
Pipeline Design & Step by Step
 Pipeline Design & Construction Step by Step 195.401 General requirements (Subpart F) (c) Except as provided in 195.5, no operator may operate any part of any of the following pipelines unless it was designed
Pipeline Design & Construction Step by Step 195.401 General requirements (Subpart F) (c) Except as provided in 195.5, no operator may operate any part of any of the following pipelines unless it was designed
DURASHIELD 210 &
 DURASHIELD 210 & 210-61 I. Scope A. This specification defines application requirements of DuraShield 210 & DuraShield 210-61 plural-component 100% solids, 2:1 volumetric mix ratio polyurethane to steel
DURASHIELD 210 & 210-61 I. Scope A. This specification defines application requirements of DuraShield 210 & DuraShield 210-61 plural-component 100% solids, 2:1 volumetric mix ratio polyurethane to steel
The Hidden Damage Done (HDD?)
") The Hidden Damage Done (HDD?) Horizonal Directional Drill WHY USE HDD Inaccessible area for trenching Structures, geography, population Used at river crossings, beneath buildings, under roadways, railroad
The Hidden Damage Done (HDD?) Horizonal Directional Drill WHY USE HDD Inaccessible area for trenching Structures, geography, population Used at river crossings, beneath buildings, under roadways, railroad
Application Guidelines
 Application Guidelines 1.0 SCOPE This document contains general instructions and recommended practices for the application of the SERVIWRAP cold applied tape coating system. The various coating grades
Application Guidelines 1.0 SCOPE This document contains general instructions and recommended practices for the application of the SERVIWRAP cold applied tape coating system. The various coating grades
Improving API 1104 for the Twenty-second Edition
 Improving API 1104 for the Twenty-second Edition API-AGA Joint Committee on Oil and Gas Pipeline Field Welding Practices Bill Bruce Secretary January 17-19, 2017 JW Marriott Austin Austin, Texas 1 SAFER,
Improving API 1104 for the Twenty-second Edition API-AGA Joint Committee on Oil and Gas Pipeline Field Welding Practices Bill Bruce Secretary January 17-19, 2017 JW Marriott Austin Austin, Texas 1 SAFER,
POLYURETHANE COATINGS ON STEEL OR DUCTILE IRON PIPE
 Section 02527 PART 1 G E N E R A L 1.01 SECTION INCLUDES A. Two-component polyurethane coating system for use as external coating for steel or ductile iron pipe. 1.02 MEASUREMENT AND PAYMENT A. Unit Prices.
Section 02527 PART 1 G E N E R A L 1.01 SECTION INCLUDES A. Two-component polyurethane coating system for use as external coating for steel or ductile iron pipe. 1.02 MEASUREMENT AND PAYMENT A. Unit Prices.
NAPCA Bulletin
 NAPCA Bulletin 13-79-94 EXTERNAL APPLICATION PROCEDURES FOR COAL TAR EPOXY PROTECTIVE COATINGS TO STEEL PIPE 1. General a. These specifications may be used in whole or in part by anyone without prejudice,
NAPCA Bulletin 13-79-94 EXTERNAL APPLICATION PROCEDURES FOR COAL TAR EPOXY PROTECTIVE COATINGS TO STEEL PIPE 1. General a. These specifications may be used in whole or in part by anyone without prejudice,
Veriforce TG CCT 401OP. Training Guide
 Training Guide Directions: This training guide is to be used by a Veriforce Authorized Evaluator/Trainer and Trainee during on-thejob training (OJT) or prior to an evaluation as a resource. (S) Indicates
Training Guide Directions: This training guide is to be used by a Veriforce Authorized Evaluator/Trainer and Trainee during on-thejob training (OJT) or prior to an evaluation as a resource. (S) Indicates
Welding Efficiency & Learning Defects (W.E.L.D) Cards A
 Cards A") Welding Efficiency & Learning Defects (W.E.L.D) Cards 1033480-01A Ideal weld path and look for tee and butt joints Definition The proper weld filament, consistent path and fusion. Tee Joint V-Groove Joint
Welding Efficiency & Learning Defects (W.E.L.D) Cards 1033480-01A Ideal weld path and look for tee and butt joints Definition The proper weld filament, consistent path and fusion. Tee Joint V-Groove Joint
INSPECTION OF FIELD WELDING
 INSPECTION OF FIELD WELDING Objective Types of Projects Involving Welding Common Welding Terms & Symbols Welder Qualifications Common Welding Requirements Welding Inspection Types of Projects Involving
INSPECTION OF FIELD WELDING Objective Types of Projects Involving Welding Common Welding Terms & Symbols Welder Qualifications Common Welding Requirements Welding Inspection Types of Projects Involving
OPERATION & MAINTENANCE SPECIFICATIONS MANUAL 05 10
 INTRODUCTION AND SCOPE The purpose of hot tapping is to provide a connection to an existing loaded line, where operating conditions so not permit the line to be taken out of service. The main applications
INTRODUCTION AND SCOPE The purpose of hot tapping is to provide a connection to an existing loaded line, where operating conditions so not permit the line to be taken out of service. The main applications
Welding Defects, Causes and Prevention
 Welding Defects, and In welding the important objective is to obtain sound, defect free weld joint. But it is not always possible to get defect free joint. There will always be some kind of defects in
Welding Defects, and In welding the important objective is to obtain sound, defect free weld joint. But it is not always possible to get defect free joint. There will always be some kind of defects in
APPLICATION SPECIFICATION SHEET GENERAL INDUSTRIAL EFFECTIVE: 01/09/12
 I. Scope A. This specification defines application requirements of SpectraGarde NSF-61 plural-component 100% solids, 3:1 volumetric mix ratio polyurethane to concrete, ferrous and non-ferrous substrates
I. Scope A. This specification defines application requirements of SpectraGarde NSF-61 plural-component 100% solids, 3:1 volumetric mix ratio polyurethane to concrete, ferrous and non-ferrous substrates
Application Guidelines
 Application Guidelines 1.0 SCOPE This document contains general instructions and recommended practices for the application of the SERVIWRAP cold applied tape coating system. The various coating grades
Application Guidelines 1.0 SCOPE This document contains general instructions and recommended practices for the application of the SERVIWRAP cold applied tape coating system. The various coating grades
API-582. a practical approach for industrial welding practices. All rights reserved to thepetrostreet team
 Recommended Welding Guidelines API-582 a practical approach for industrial welding practices By The PetroStreet Team CONTENTS Key Sections: Θ Section 6 WELDING CONSUMABLES Θ Section 7 SHIELDING AND PURGING
Recommended Welding Guidelines API-582 a practical approach for industrial welding practices By The PetroStreet Team CONTENTS Key Sections: Θ Section 6 WELDING CONSUMABLES Θ Section 7 SHIELDING AND PURGING
INSPECTION AND TEST. PROCEDURE Total Page 13
 PROCEDURE Total Page 13 Client : Project Name: P/O No. : Item No. : 3 2 1 0 FOR APPROVAL Rev Description Date Prepared By Checked By Approved By PROCEDURE Page 1 of 8 1. General 1.1 Scope This specification
PROCEDURE Total Page 13 Client : Project Name: P/O No. : Item No. : 3 2 1 0 FOR APPROVAL Rev Description Date Prepared By Checked By Approved By PROCEDURE Page 1 of 8 1. General 1.1 Scope This specification
Special Specification 4038 Zinc Cathodic Protection System
 Special Specification 4038 Zinc Cathodic Protection System 1. DESCRIPTION Furnish, install, and energize a sacrificial zinc anode cathodic protection system to bent caps, tie beams, concrete walls and
Special Specification 4038 Zinc Cathodic Protection System 1. DESCRIPTION Furnish, install, and energize a sacrificial zinc anode cathodic protection system to bent caps, tie beams, concrete walls and
Section 14. Welding Field Welding 1. Welding Processes 6. Stud Welding 9. Welding Positions 11
 Section 14 Welding 14.1 Field Welding 1 Welding Processes 6 Stud Welding 9 Welding Positions 11 Field Welding Section 14.1 Field Welding Bridge Structures AWS D1.5 (00560.26(a)) Reinforcement AWS D1.4
Section 14 Welding 14.1 Field Welding 1 Welding Processes 6 Stud Welding 9 Welding Positions 11 Field Welding Section 14.1 Field Welding Bridge Structures AWS D1.5 (00560.26(a)) Reinforcement AWS D1.4
Pipeline Coatings AUCSC Fundamentals Session Jeff Didas Matcor - Tucson, AZ
 Pipeline Coatings 2018 AUCSC Fundamentals Session Jeff Didas Matcor - Tucson, AZ Remember This! Coatings are the #1 defense against corrosion. This is true for underground, transition and above ground
Pipeline Coatings 2018 AUCSC Fundamentals Session Jeff Didas Matcor - Tucson, AZ Remember This! Coatings are the #1 defense against corrosion. This is true for underground, transition and above ground
Structural Welding Code Reinforcing Steel
 Key Words Allowable stress, inspection, qualification, reinforcing steel, structural details, welded joint details AWS D1.4/D1.4M:2005 An American National Standard Approved by the American National Standards
Key Words Allowable stress, inspection, qualification, reinforcing steel, structural details, welded joint details AWS D1.4/D1.4M:2005 An American National Standard Approved by the American National Standards
Armor Plate 360 MP ( Multi-Purpose ) Pipe Wrap For External Corrosion and Mechanical Damage
 Pipe Wrap For External Corrosion and Mechanical Damage") ARMOR PLATE, INC. P.O. Box 5625 Pasadena, TX 77508 Phone: (281) 487-2023 Wil-Cor, Inc. - Formulator and Manufacturer of Armor Plate Pipe Wrap Systems INSTALLATION GUIDANCE / APPLICATION PROCEDURE Armor
ARMOR PLATE, INC. P.O. Box 5625 Pasadena, TX 77508 Phone: (281) 487-2023 Wil-Cor, Inc. - Formulator and Manufacturer of Armor Plate Pipe Wrap Systems INSTALLATION GUIDANCE / APPLICATION PROCEDURE Armor
3M Scotchkote Abrasion Resistant Overcoat 6352HF
 3M Scotchkote Abrasion Resistant Overcoat 6352HF Data Sheet November 2015 Handling and Safety Precautions: Read all Health Hazard, Precautionary and First Aid, Material Safety Data Sheet, and/or product
3M Scotchkote Abrasion Resistant Overcoat 6352HF Data Sheet November 2015 Handling and Safety Precautions: Read all Health Hazard, Precautionary and First Aid, Material Safety Data Sheet, and/or product
DIVISION: METALS SECTION: STRUCTURAL STEEL FRAMING REPORT HOLDER: CAST CONNEX CORPORATION
 0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 423 6587 (562) 699 0543 www.icc es.org ESR 3031 Reissued 12/2017 This report is subject to renewal 12/2019. DIVISION: 05 00
0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 423 6587 (562) 699 0543 www.icc es.org ESR 3031 Reissued 12/2017 This report is subject to renewal 12/2019. DIVISION: 05 00
WELDER S. Visual Inspection HANDBOOK. May 2013
 WELDER S Visual Inspection HANDBOOK May 2013 -- NOTE -- This handbook is NOT intended to serve as a work procedure or to replace any existing procedures. It is solely intended to provide basic information
WELDER S Visual Inspection HANDBOOK May 2013 -- NOTE -- This handbook is NOT intended to serve as a work procedure or to replace any existing procedures. It is solely intended to provide basic information
Prepared By: Engineering Staff Approved By: Jerome T. Schmitz
 MS C-17 Section No: Page No.: 1 of 16 1. SCOPE This specification defines the minimum requirements for materials, application and inspection for Powercrete and Powercrete R60 epoxy-based polymer concrete
MS C-17 Section No: Page No.: 1 of 16 1. SCOPE This specification defines the minimum requirements for materials, application and inspection for Powercrete and Powercrete R60 epoxy-based polymer concrete
PILE WELDING QUALITY CONTROL PLAN
 Michigan Department Of Transportation 5627 (10/14) PILE WELDING QUALITY CONTROL PLAN CONTRACTOR LOCATION PREPARED BY CONTROL SECTION JOB NO. DATE Bridge Field Services Approval Block CHECKED BY DATE SPECIFICATIONS
Michigan Department Of Transportation 5627 (10/14) PILE WELDING QUALITY CONTROL PLAN CONTRACTOR LOCATION PREPARED BY CONTROL SECTION JOB NO. DATE Bridge Field Services Approval Block CHECKED BY DATE SPECIFICATIONS
THE TECHNICAL STANDARDS AND SAFETY ACT, 2000, S.O. 2000, c. 16 ( the Act ) and
 and") TECHNICAL STANDARDS & SAFETY AUTHORITY 14 th Floor, Centre Tower 3300 Bloor Street West Toronto, Ontario Canada M8X 2X4 IN THE MATTER OF: THE TECHNICAL STANDARDS AND SAFETY ACT, 2000, S.O. 2000, c. 16
TECHNICAL STANDARDS & SAFETY AUTHORITY 14 th Floor, Centre Tower 3300 Bloor Street West Toronto, Ontario Canada M8X 2X4 IN THE MATTER OF: THE TECHNICAL STANDARDS AND SAFETY ACT, 2000, S.O. 2000, c. 16
Welcome. Mission. About Us. to Sharjah Steel Corporate Portfolio
 Corporate Portfolio About Us Us Sharjah Steel Pipe Manufacturing Company (SSPMC) was founded in 1982, specialized in steel pipe manufacturing using the most developed machines and equipments in terms of
Corporate Portfolio About Us Us Sharjah Steel Pipe Manufacturing Company (SSPMC) was founded in 1982, specialized in steel pipe manufacturing using the most developed machines and equipments in terms of
UNIFIED FACILITIES GUIDE SPECIFICATIONS
 USACE / NAVFAC / AFCEC / NASA UFGS-09 97 13.28 (February 2010) -------------------------------- Preparing Activity: NAVFAC Superseding UFGS-09 97 13.28 (August 2009) UNIFIED FACILITIES GUIDE SPECIFICATIONS
USACE / NAVFAC / AFCEC / NASA UFGS-09 97 13.28 (February 2010) -------------------------------- Preparing Activity: NAVFAC Superseding UFGS-09 97 13.28 (August 2009) UNIFIED FACILITIES GUIDE SPECIFICATIONS
QC Inspection and Qualification Procedure- TX-EDU-VT-1-07, Revision # by Richard J DePue, Supersedes IW-VT-1 Visual Inspection Procedure
 1.0 Scope: QC Inspection and Qualification Procedure- TX-EDU-VT-1-07, Revision #6 03-04-2016 by Richard J DePue, Supersedes IW-VT-1 Visual Inspection Procedure The purpose of this procedure is to define
1.0 Scope: QC Inspection and Qualification Procedure- TX-EDU-VT-1-07, Revision #6 03-04-2016 by Richard J DePue, Supersedes IW-VT-1 Visual Inspection Procedure The purpose of this procedure is to define
Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division
 Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division While titanium has been used extensively in seawater cooling systems on
Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division While titanium has been used extensively in seawater cooling systems on
Northeast Gas Operation School Thursday June 5 th
 Northeast Gas Operation School Thursday June 5 th Recognition and Assessment of Atmospheric Corrosion Presented by Donald A. Doubleday Jr. National Grid New England Corrosion Engineer & Team Lead Contents
Northeast Gas Operation School Thursday June 5 th Recognition and Assessment of Atmospheric Corrosion Presented by Donald A. Doubleday Jr. National Grid New England Corrosion Engineer & Team Lead Contents
Nap-Gard Plant Application - Nap-Gard Gold Dual Powder System on Line Pipe Revised: 17 September 2013
 Nap-Gard 7-2504 Plant Application - Nap-Gard Gold Dual Powder System on Line Pipe Revised: 17 September 2013 1.0 SYSTEM: NAP-GARD GOLD DUAL POWDER 7-2504 2.0 GENERAL 2.1 The following definitions are used
Nap-Gard 7-2504 Plant Application - Nap-Gard Gold Dual Powder System on Line Pipe Revised: 17 September 2013 1.0 SYSTEM: NAP-GARD GOLD DUAL POWDER 7-2504 2.0 GENERAL 2.1 The following definitions are used
Development of Dual Torch Welding System for Pipeline and Its On-Site Application
 JFE TECHNICAL REPORT No. 20 (Mar. 2015) Development of Dual Torch Welding System for Pipeline and Its On-Site Application SUGIURA Kazuki*1 KATSUKI Makoto*2 YANO Yoshiaki*3 Abstract: Dual torch welding
JFE TECHNICAL REPORT No. 20 (Mar. 2015) Development of Dual Torch Welding System for Pipeline and Its On-Site Application SUGIURA Kazuki*1 KATSUKI Makoto*2 YANO Yoshiaki*3 Abstract: Dual torch welding
WELDING TECHNOLOGY AND WELDING INSPECTION
 WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
Specification for Field Joint Coatings for Casing Pipes 1 of 12
 Specification for Field Joint Coatings for Casing Pipes Specification for Field Joint Coatings for Casing Pipes 1 of 12 TABLE OF CONTENTS 1. SCOPE...3 2. DEFINITIONS...3 3. REFERENCES, CODES AND STANDARDS...3
Specification for Field Joint Coatings for Casing Pipes Specification for Field Joint Coatings for Casing Pipes 1 of 12 TABLE OF CONTENTS 1. SCOPE...3 2. DEFINITIONS...3 3. REFERENCES, CODES AND STANDARDS...3
Pipeline Records - - Lessons Learned. The Changing Industry Landscape and Transmission Records Implications NGA Operations Conference April 3, 2012
 Pipeline Records - - Lessons Learned The Changing Industry Landscape and Transmission Records Implications NGA Operations Conference April 3, 2012 Who Are We? CHA Consulting, Inc. CHA is a highly diversified,
Pipeline Records - - Lessons Learned The Changing Industry Landscape and Transmission Records Implications NGA Operations Conference April 3, 2012 Who Are We? CHA Consulting, Inc. CHA is a highly diversified,
3 2 1 N 1. Safety AWS (EG2.0-95) *1. Identify and correct or report safety hazards [A01] 9. Identify structural shapes, sizes, and weights [A18]
![3 2 1 N 1. Safety AWS (EG2.0-95) *1. Identify and correct or report safety hazards [A01] 9. Identify structural shapes, sizes, and weights [A18]](/thumbs/90/101368572.jpg "3 2 1 N 1. Safety AWS (EG2.0-95) *1. Identify and correct or report safety hazards [A01] 9. Identify structural shapes, sizes, and weights [A18]") Name: Welding Directions: Evaluate the student by checking the appropriate number or letter to indicate the degree of competency. The rating for each task should reflect employability readiness rather
Name: Welding Directions: Evaluate the student by checking the appropriate number or letter to indicate the degree of competency. The rating for each task should reflect employability readiness rather
RRC Specialized Inspections. August Railroad Commission of Texas June 27, 2016 (Change Date In First Master Slide)
") RRC Specialized Inspections August 2018 Incident Investigations Michael Parker Incident Lead Accident/Incident Lead Consistent Complete Prompt Compliance Big Picture View What Operators should expect An
RRC Specialized Inspections August 2018 Incident Investigations Michael Parker Incident Lead Accident/Incident Lead Consistent Complete Prompt Compliance Big Picture View What Operators should expect An
Welding Inspection Defects/Repairs Course Reference WIS 5
 Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
Course: Quality Assurance Module 5 Welders/Welding personnel
 Version 1.0 2010.11.02 1 of 7 Course: Quality Assurance Module 5 Welders/Welding personnel Version 1.0 2010.11.02 2 of 7 Table of Contents MODULE 5...3 Surface inspection on cracks and other surface imperfections
Version 1.0 2010.11.02 1 of 7 Course: Quality Assurance Module 5 Welders/Welding personnel Version 1.0 2010.11.02 2 of 7 Table of Contents MODULE 5...3 Surface inspection on cracks and other surface imperfections
SECTION METAL WELDING
 SECTION 05222 - METAL WELDING PART 1 - GENERAL 1.01 SECTION INCLUDES A. Welding Rod/Electrodes B. Stud Shear Connectors C. Shop Welding D. Inspections and Tests by the Contractor E. Inspections and Test
SECTION 05222 - METAL WELDING PART 1 - GENERAL 1.01 SECTION INCLUDES A. Welding Rod/Electrodes B. Stud Shear Connectors C. Shop Welding D. Inspections and Tests by the Contractor E. Inspections and Test
NAME 345 Welding Technology Lecture 09 SAW, ESW & Resistance Welding
 NAME 345 Welding Technology Lecture 09 Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000, Bangladesh Submerged
NAME 345 Welding Technology Lecture 09 Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000, Bangladesh Submerged
GEOSYNTHETICS AND WELDED GAS RESISTANT MEMBRANE INSTALLATION QUALITY PLAN
 GEOSYNTHETICS AND WELDED GAS RESISTANT MEMBRANE INSTALLATION QUALITY PLAN SEL Environmental Ltd Stormer Hill Works Mill Street Tottington Bury BL8 4AT Page 1 of 14 INDEX INTRODUCTION 1.0 MATERIAL DELIVERY
GEOSYNTHETICS AND WELDED GAS RESISTANT MEMBRANE INSTALLATION QUALITY PLAN SEL Environmental Ltd Stormer Hill Works Mill Street Tottington Bury BL8 4AT Page 1 of 14 INDEX INTRODUCTION 1.0 MATERIAL DELIVERY
Specification for Fusion Bond Epoxy Coating
 Specification for Fusion Bond Epoxy Coating Specification for Fusion Bond Epoxy Coating 1 of 8 TABLE OF CONTENTS 1.0 SCOPE...3 2.0 REFERENCE DOCUMENTS...3 3.0 MATERIALS...3 4.0 EQUIPMENT AND LABOR...2
Specification for Fusion Bond Epoxy Coating Specification for Fusion Bond Epoxy Coating 1 of 8 TABLE OF CONTENTS 1.0 SCOPE...3 2.0 REFERENCE DOCUMENTS...3 3.0 MATERIALS...3 4.0 EQUIPMENT AND LABOR...2
MAGNETIC PARTICLE EXAMINATION PROCEDURE
 Page 1 of 8 MAGNETIC PARTICLE EXAMINATION PROCEDURE Doc. No. KNS/MT/01.REV 0 Page: 8 of 8 Date: 15.09.2012 MAGNETIC PARTICLE EXAMINATION PROCEDURE PREPARED & APPROVED BY NDE- Level III CERTIFIED BY REVIEWED
Page 1 of 8 MAGNETIC PARTICLE EXAMINATION PROCEDURE Doc. No. KNS/MT/01.REV 0 Page: 8 of 8 Date: 15.09.2012 MAGNETIC PARTICLE EXAMINATION PROCEDURE PREPARED & APPROVED BY NDE- Level III CERTIFIED BY REVIEWED
3.1 API 1104 Welding of Pipelines and Related Facilities. 3.2 API 1107 Pipeline Maintenance Welding Practices
 1 Purpose - This procedure provides guidelines for repairs on aboveground and buried pipelines. 2 General - Any time that a pipeline is determined to be leaking, an immediate temporary repair will be made
1 Purpose - This procedure provides guidelines for repairs on aboveground and buried pipelines. 2 General - Any time that a pipeline is determined to be leaking, an immediate temporary repair will be made
FIELD JOINT COATING AND REPAIRS PROCEDURE. Table of Contents. Section 1. Introduction Purpose and Limitations. Section 2. Terms and Definitions
 FIELD JOINT COATING AND REPAIRS PROCEDURE Table of Contents Section 1. Introduction Purpose and Limitations Section 2. Terms and Definitions Section 3 Procedure Section 4. Coating Material Handling & Storage
FIELD JOINT COATING AND REPAIRS PROCEDURE Table of Contents Section 1. Introduction Purpose and Limitations Section 2. Terms and Definitions Section 3 Procedure Section 4. Coating Material Handling & Storage
Welding of Pipelines and Related Facilities API STANDARD 1104 TWENTY-FIRST EDITION, SEPTEMBER 2013
 Welding of Pipelines and Related Facilities API STANDARD 1104 TWENTY-FIRST EDITION, SEPTEMBER 2013 Special Notes API publications necessarily address problems of a general nature. With respect to particular
Welding of Pipelines and Related Facilities API STANDARD 1104 TWENTY-FIRST EDITION, SEPTEMBER 2013 Special Notes API publications necessarily address problems of a general nature. With respect to particular
EVALUATION & SELECTION OF DIRECTIONAL DRILL PIPE COATINGS. Presenter: Lou Taylor Liberty Sales & Distribution
 EVALUATION & SELECTION OF DIRECTIONAL DRILL PIPE COATINGS Presenter: Lou Taylor Liberty Sales & Distribution Lou Taylor - Biography Liberty Sales and Distribution Mid Atlantic Sales Manager Outside Sales
EVALUATION & SELECTION OF DIRECTIONAL DRILL PIPE COATINGS Presenter: Lou Taylor Liberty Sales & Distribution Lou Taylor - Biography Liberty Sales and Distribution Mid Atlantic Sales Manager Outside Sales
192GasCatalog.
 192GasCatalog www.energyu.org www.midwestenergy.org 192-Abnormal Operating Conditions... 4 192-0101 Characteristics and Hazards of Natural Gas... 4 192-0201 Gas Detection and Alarm System Maintenance...
192GasCatalog www.energyu.org www.midwestenergy.org 192-Abnormal Operating Conditions... 4 192-0101 Characteristics and Hazards of Natural Gas... 4 192-0201 Gas Detection and Alarm System Maintenance...
Chapter 10. Pipeline Installation
 Chapter 10 CHAPTER 10 STOCKWATER PIPELINE INSTALLATION TABLE OF CONTENTS PART 10.1 TRENCHING 10-1 10.1.1 Backhoe Constructed Trench 10-1 10.1.2 Trencher Constructed Trench 10-1 10.1.3 Backfilling and Maintenance
Chapter 10 CHAPTER 10 STOCKWATER PIPELINE INSTALLATION TABLE OF CONTENTS PART 10.1 TRENCHING 10-1 10.1.1 Backhoe Constructed Trench 10-1 10.1.2 Trencher Constructed Trench 10-1 10.1.3 Backfilling and Maintenance
SECTION DUCTILE IRON FITTINGS. A. This section includes materials, installation, and testing of ductile iron fittings 48 inches and smaller.
 PART 1 - GENERAL 1.1 DESCRIPTION A. This section includes materials, installation, and testing of ductile iron fittings 48 inches and smaller. 1.2 RELATED WORK SPECIFIED ELSEWHERE A. Section 01300 Record
PART 1 - GENERAL 1.1 DESCRIPTION A. This section includes materials, installation, and testing of ductile iron fittings 48 inches and smaller. 1.2 RELATED WORK SPECIFIED ELSEWHERE A. Section 01300 Record
NAME 345 Welding Technology Lecture 12 Welding Defects & Discontinuities
 NAME 345 Welding Technology Lecture 12 Welding Defects & Discontinuities Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology
NAME 345 Welding Technology Lecture 12 Welding Defects & Discontinuities Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology
Weld Inspection D (2000)
") DESIGN STANDARD Weld Inspection D03-104 (2000) Enbridge Pipelines Inc. Enbridge Energy Partners L.P. Revision: 2 Approval Date: January 6, 2000 Table of Contents 1 Scope... 1 1.1 Intent...1 1.2 Responsibility...1
DESIGN STANDARD Weld Inspection D03-104 (2000) Enbridge Pipelines Inc. Enbridge Energy Partners L.P. Revision: 2 Approval Date: January 6, 2000 Table of Contents 1 Scope... 1 1.1 Intent...1 1.2 Responsibility...1
North Atlantic ENGINEERING STANDARD SPECIFICATION 1/7 REV. QUALITY SLAG BOWL WELDING AND QUALITY REQUIREMENTS. Approved by.
 1/7 Rev Description Revision by Approved by Issue Date YYYY/MM/DD 1 Update from Job 497-01 KLR 015/04/01 Updated 1.0 and 4.3 PB 016/03/09 KLR 015/04/01 PB 016/03/09 015/04/01 016/03/09 Sud = Sudbury, Ontario,
1/7 Rev Description Revision by Approved by Issue Date YYYY/MM/DD 1 Update from Job 497-01 KLR 015/04/01 Updated 1.0 and 4.3 PB 016/03/09 KLR 015/04/01 PB 016/03/09 015/04/01 016/03/09 Sud = Sudbury, Ontario,
SECTION STRUCTURAL METAL FRAMING
 SECTION 05100 STRUCTURAL METAL FRAMING PART 1 GENERAL 1.01 SUMMARY A. Section Includes: Structural steel framing including lintels, shelf angles, bearing plates, anchor bolts and other items as shown on
SECTION 05100 STRUCTURAL METAL FRAMING PART 1 GENERAL 1.01 SUMMARY A. Section Includes: Structural steel framing including lintels, shelf angles, bearing plates, anchor bolts and other items as shown on
The Importance of Proper Inspection. Rocky Capehart
 The Importance of Proper Inspection Rocky Capehart How Do We Help Prevent: PROPER INSPECTION All of the below should be performed as specified in the contract documents: product specified is being used,
The Importance of Proper Inspection Rocky Capehart How Do We Help Prevent: PROPER INSPECTION All of the below should be performed as specified in the contract documents: product specified is being used,
SMAW. Shielded metal arc welding (SMAW) is commonly referred to as stick welding
 is commonly referred to as stick welding") SMAW EQUIPMENT SMAW Shielded metal arc welding (SMAW) is commonly referred to as stick welding An electric arc between the stick electrode and the base metal creates heat. Heat melts the base metal and
SMAW EQUIPMENT SMAW Shielded metal arc welding (SMAW) is commonly referred to as stick welding An electric arc between the stick electrode and the base metal creates heat. Heat melts the base metal and
SPECIAL SPECIFICATION 5235 Natural Gas Pipeline
 2004 Specifications CSJ 0253-04-112 (This specification has 2 exhibits, GAS-3 and GAS-4) SPECIAL SPECIFICATION 5235 Natural Gas Pipeline 1. Description. Obtain all natural gas pipeline materials from a
2004 Specifications CSJ 0253-04-112 (This specification has 2 exhibits, GAS-3 and GAS-4) SPECIAL SPECIFICATION 5235 Natural Gas Pipeline 1. Description. Obtain all natural gas pipeline materials from a
Exhibit D Measurement & Regulation Facilities Records Required for DETI Operational Responsibilities
 PRE-CONSTRUCTION As the proposed operator of a portion(s) of the Customer owned facilities, Dominion Energy Transmission, Inc. (DETI) shall require the following documentation for review and approval prior
PRE-CONSTRUCTION As the proposed operator of a portion(s) of the Customer owned facilities, Dominion Energy Transmission, Inc. (DETI) shall require the following documentation for review and approval prior
DISTRICT OF SUMMERLAND APPENDIX 7 UNIT PRICE APPENDIX 7 UNIT PRICE FOR IMPORTED MATERIALS CONTRACT 2018
 DISTRICT OF SUMMERLAND APPENDIX 7 UNIT PRICE APPENDIX 7 UNIT PRICE FOR IMPORTED MATERIALS Page 1 of 1 CONTRACT 2018 District of Summerland Landfill West Cell (Stage E) Phase 4 Liner See paragraph 5.3.1
DISTRICT OF SUMMERLAND APPENDIX 7 UNIT PRICE APPENDIX 7 UNIT PRICE FOR IMPORTED MATERIALS Page 1 of 1 CONTRACT 2018 District of Summerland Landfill West Cell (Stage E) Phase 4 Liner See paragraph 5.3.1
Altering Perceptions: TIG welding in the Oil and Gas industry
 Altering Perceptions: TIG welding in the Oil and Gas industry Fig.1: TIG welding From Concept to Reality: Gas tungsten arc welding (GTAW) commonly known as, tungsten inert gas welding (TIG), has always
Altering Perceptions: TIG welding in the Oil and Gas industry Fig.1: TIG welding From Concept to Reality: Gas tungsten arc welding (GTAW) commonly known as, tungsten inert gas welding (TIG), has always
G SPECIFICATION: EXTRUDED POLYOLEFIN COATING ON STEEL GAS PIPE VOLUME: 6. REVISION: (See ) 6/17/14 5 Years
 6/17/14 5 Years") LAST REVIEW DATE: REVIEW CYCLE: 6/17/14 5 Years SPECIFICATION: TITLE: G-8062-9 EXTRUDED POLYOLEFIN COATING ON VOLUME: 6 REVISION: (See ) 1) Cover Page - Changed review cycle from 10 years to 5 years. 2)
LAST REVIEW DATE: REVIEW CYCLE: 6/17/14 5 Years SPECIFICATION: TITLE: G-8062-9 EXTRUDED POLYOLEFIN COATING ON VOLUME: 6 REVISION: (See ) 1) Cover Page - Changed review cycle from 10 years to 5 years. 2)
COMPOSITE USAGE IN THE PIPELINE INDUSTRY TAMMY BOMIA
 COMPOSITE USAGE IN THE PIPELINE INDUSTRY TAMMY BOMIA OUTLINE What is a Composite Field Applied ARO Pipeline Integrity ASME PCC2, Article 4.1 Conclusion WHAT IS A COMPOSITE? Various Laminates FIBER-REINFORCED
COMPOSITE USAGE IN THE PIPELINE INDUSTRY TAMMY BOMIA OUTLINE What is a Composite Field Applied ARO Pipeline Integrity ASME PCC2, Article 4.1 Conclusion WHAT IS A COMPOSITE? Various Laminates FIBER-REINFORCED
This study is concerned with mechanical damage experienced by steel pipes transporting gas and liquids for energy-related applications.
 MECHANICAL DAMAGE (1) Preamble This study is concerned with mechanical damage experienced by steel pipes transporting gas and liquids for energy-related applications. (2) Definition In the context of the
MECHANICAL DAMAGE (1) Preamble This study is concerned with mechanical damage experienced by steel pipes transporting gas and liquids for energy-related applications. (2) Definition In the context of the