Energy Savings through Lean Thinking. Learning to See through Value Stream Mapping
|
|
|
- Maud Bryant
- 5 years ago
- Views:
Transcription

1 Learning to See through Value Stream Mapping
2 Value Stream Mapping Continuous Improvement Teams Pull/Kanban Cellular/Flow Changeover Reduction Batch Reduction Visual Control Supermarkets Quality 5S Standard Work Plant Layout TPM Value Stream Mapping
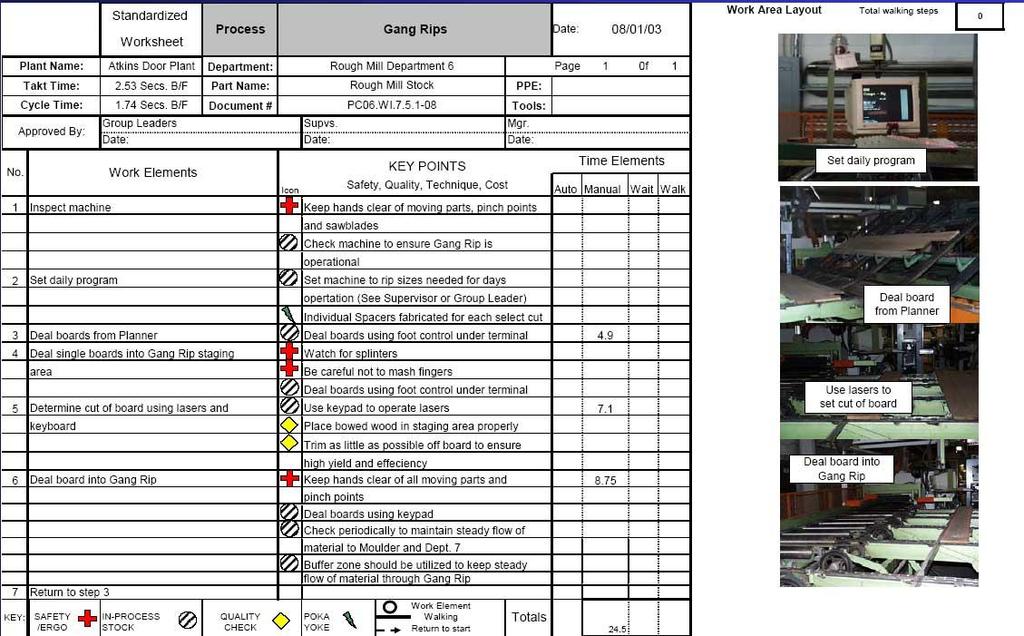
3 Rip-Chop-Mould (RCM) Operation


4 Rough Mill Moulding Department Edge-glued Panel WIP 1 Rip Saw Moulder To Shipping Chop Saw WIP Ripped Panels 3 4 WIP Crosscut Panels
5 Discussion Flow Diagram, RCM Process What waste do you see? What waste is not readily shown? What would you need to identify other forms of waste that doesn t add value to the product?
6 Definition of Waste waste is anything that, from the perspective of the customer, adds cost to a product or service but does not add value

7 Value Stream Mapping
8 Think About Value Stream Your Focus Total Value Stream Suppliers Your Plant Customers
9 Value Stream Mapping Help visualize flow in the whole system Sources of waste Common language Linkage between information and material flows Forms basis for implementation plan and prioritization

10 What Is Your Value Stream?
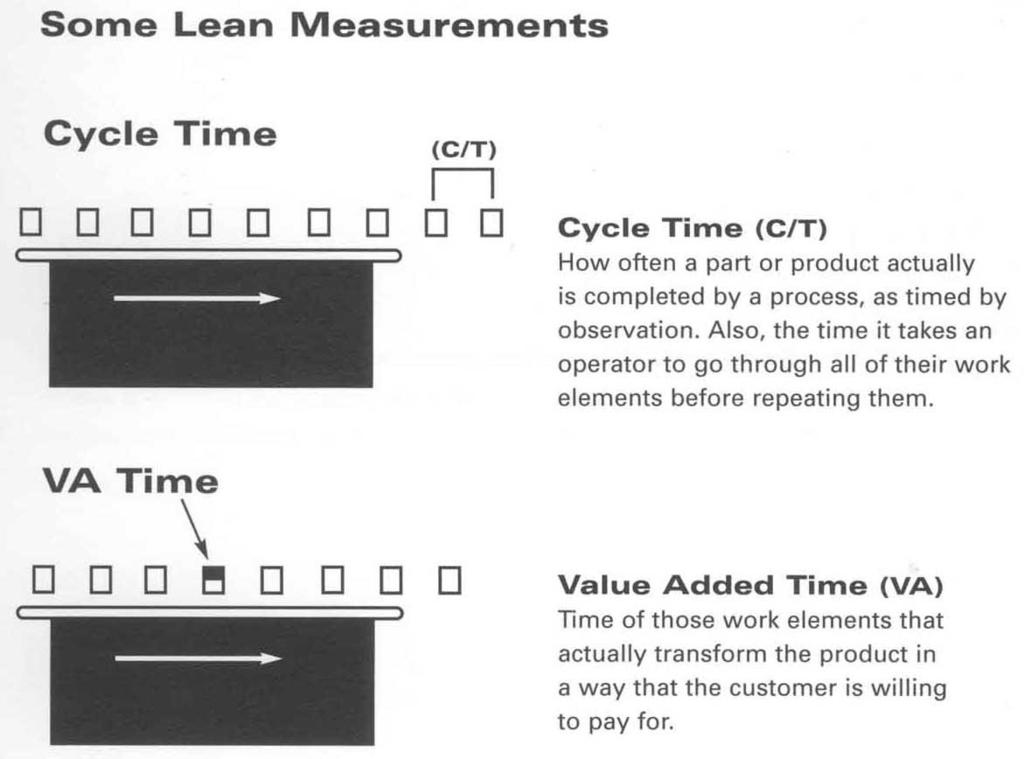
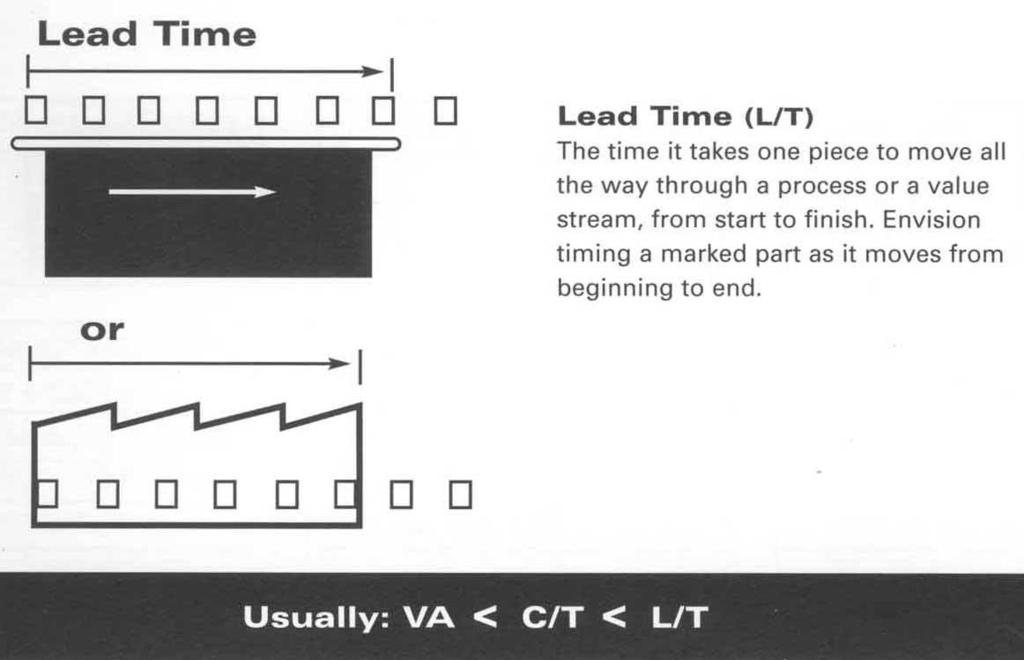
11 Important Lean Measures Cycle Time Value Added Time Lead Time
12
13
14 Rip-Chop-Mould (RCM) Operation
15 Customer Requirements 15,000 drawer fronts per month Shipments are made 1 time a week by truck Customer allowed to increase order by 20% within 2 days of ship date
16 Work Time 20 days per month (late orders/expediting can result in extra days) One 8-hour shift operation in all production departments Two 10-minute breaks and 30- minute lunch break
17 Production Control MRP based system generates weekly departmental schedules, which are updated daily Weekly orders from customers Monthly forecast to suppliers Weekly lumber orders shipped bi-weekly Look and See used to update build schedule & parts requirements daily Expediting and overtime is used to meet demand when things go wrong
18 Ripping 2 operators Cycle time: 5 s Observed WIP inventory: 250 panels ( 1000 drawer fronts or 1.3 days) 375 ripped panels ( 750 drawer fronts or 1 day)
19 Chopping 1 operator Cycle time: 10 s Observed WIP inventory: 750 drawer front parts at out-feed

20 Moulding 2 operators Fletcher profiler that profiles all 4 sides Cycle time: 15 s Changeover time: 30 minutes Observed F/G inventory: 10,000 profiled drawer fronts
21 Monthly Forecast Energy Savings through Production Control MRP Weekly Orders Supplier Weekly Orders Daily Schedules Customer 15,000 Monthly 2X Weekly 1X Weekly I Ripping I Chopping I Moulding I 10,000 C/T=5s C/T=10s C/T=15s C/O=30m 1.3 d 1 d 1 d 5 S 10 S 15 S 13.3 d L/T = 16.7 d V/A = 30 S
22 Current State Summary For drawer front value stream: 30 s Value Added 16.7 days Lead Time 0.002% of the time is value added So how would you improve?
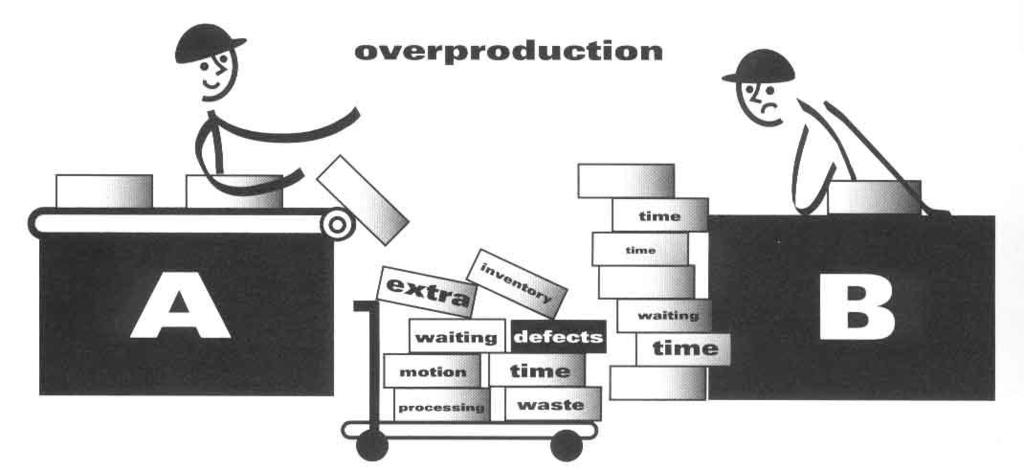
23 Root Causes of Waste Value Added Non- Value Added Non-Value Added 1. Overproduction 2. Defects 3. Unnecessary inventory 4. Inappropriate processing 5. Excessive transportation 6. Waiting 7. Unnecessary motion

24 Analysis Overproduction MRP scheduling based on forecast Large batch size 200+ Actual demand is hidden in information system
25 Analysis Defects First pass error-free rate < 85% Customer quality specifications are hidden in information system U pright D efect P areto C hart D efect P ercentage C orner C hip D rying Problem s U nsound W ood H um an M achine C ontrol H um an H andling W ane P rofile T ear-out O riginal Size Issue
 Some inventory is low demand or")
26 Analysis Unnecessary Inventory Large finished goods inventory (2+ weeks) Some inventory is low demand or obsolete
 Ineffective use of space (1100 ft 2 used just to store WIP) No standard")
27 Analysis Inappropriate Processing Large batch size 200+ Long/cluttered distances between machines (800 ft) Ineffective use of space (1100 ft 2 used just to store WIP) No standard work

28 Analysis Excessive Transportation Total travel distance from start to finish is 800 ft Large batches require forklift handling Cluttered, time-consuming, & unsafe transportation routes

29 Analysis Waiting Operators wait for forklifts to bring raw materials Operators wait for forklifts to remove processed materials Operators wait for machines to complete their cycles

30 Analysis Unnecessary Motion Walking around machines Bending and stretching to stack, unstack, and handle materials
31 Energy Use Hidden in Waste Energy Savings through Waste Type Overproduction Defects Unnecessary Inventory Inappropriate Processing Transportation Waiting Unnecessary Motion Energy Use Energy consumed operating equipment to make unnecessary products Energy used in making defective products More energy used for rework and repair efforts Energy used to heat, cool, light, and manage inventory storage and warehousing space Energy consumed in operating equipment related to unnecessary processing Use of not properly maintained equipment results in more energy use per unit of production Energy used for excessive transport Energy used to heat, cool, light, and manage larger spaces required for more transport capacity Energy used to heat, cool, light, and manage while down Use of less productive workforce results in more energy use per unit of production


32 Continuous Improvement Problem solving technique to improve processes Achieve smooth, level production Minimize waste Achieve standard work procedures Safety, quality, etc. Not just one time, it is continuous!
33 Monthly Forecast Energy Savings through Production Control MRP Weekly Orders Supplier Weekly Orders Daily Schedules Customer 15,000 Monthly 2X Weekly 1X Weekly I Ripping I Chopping I Moulding I 10,000 C/T=5s C/T=10s C/T=15s C/O=30m 1.3 d 1 d 1 d 5 S 10 S 15 S 13.3 d L/T = 16.7 d V/A = 30 S
34 Value Stream Map (RCM) Lead Time = 16.7 days Value added = 30 s How do we reduce Lead Time?
35 Where to Reduce Waste?
36 Future State Value Stream First iteration should take product design, process technology, and current plant resources as given and seek to remove as quickly as possible all sources of waste not caused by these features
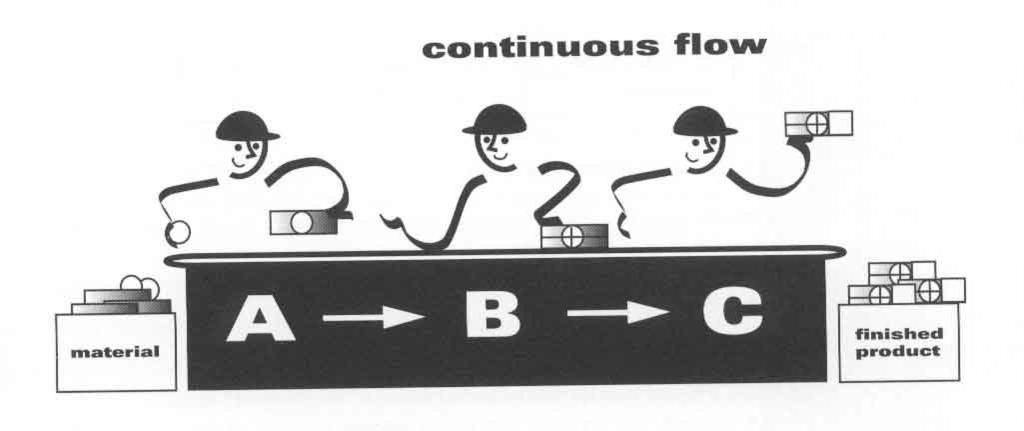
37 Steps in Future State Produce to takt time Develop continuous flow Use supermarkets where continuous flow not possible Send production schedule to one process Distribute different production work evenly Release small consistent increments of work
38 Steps in Future State Produce to takt time
39 Overproduction
40 Takt Time Available working time/shift = 480 min - 50 min = 430 min = 25,800 s Target demand/shift = 17,200 pieces / 20 days = 860 pieces Takt time = 25,800/860 = 30 s

41
42 Steps in Future State Produce to takt time Develop continuous flow
43 Notes Minimum theoretical lead time through Rip, Chop, and Mould is 30 seconds. Production control system didn t really think about takt time, through tradition based on some experience long ago, a weekly schedule is given to each machine.
44 Continuous Flow? takt time 30 s Current Operator Balance 5s R 10s C 15s M
45 If Continuous Is Practical - takt time 30 s Cycle time after a cellular redesign M C Total cycle time = 30 s R
46 Manufacturing Cell R C M
47 Replace 3 Process With Cell RCM process M C R Takt = 30 s C/T = 30 s
48 RCM Cell
49 Steps in Future State Produce to takt time Develop continuous flow Use supermarkets where continuous flow not possible
50 Smoothing Variations
51 #3 - Supermarket Systems

52
53
54 R/M Supermarket F/G Supermarket RCM Cell
55 Steps in Future State Produce to takt time Develop continuous flow Use supermarkets where continuous flow not possible Send production schedule to one process Distribute different production work evenly Release small consistent increments of work
56

57 Kanban Cards
58 Every Part Every Day ~10-15%
59 R/M Supermarket F/G Supermarket RCM Cell C/O = 10 min. C/O Reduction
60 Kaizen Definition RCM Cell Roughly translates as Good Change Team event One intense week of focused improvement Lean Training first day Eight to ten team members 50%+ improvement expected
61 RCM Cell
62 Exercise A continuous improvement event to create a Rip-Chop-Mould cell (see Rip-Chop-Mould Improvement Exercise) RCM Cell
63 What is the work? Step Time (seconds) Work Element Work Category 1 1 Get raw material (RM) Rip 3 Process material at Rip Saw 2 1 Place material on pallet 3 60 Forklift to Ripped WIP area 4 60 Forklift to Chop Saw 5 2 Get material from pallet Chop 6 Process material at Chop Saw 6 2 Place material on Pallet 7 60 Forklift to Ripped/Chopped WIP area 8 60 Forklift to Moulder 9 2 Get material from pallet 10 1 Load material into moulder Mould 6 Wait for Moulding process material at Moulder 11 4 Inspect finished part 12 2 Place part in finished goods bin
64 Machining needs TT 30 Waste Necessary Value Added rip Mould Chop Rip Chop Mould Step #10
65 Current Operator Balance TT Waste Necessary Value Added rip 1 2 rip 6 Chop 5 Wait Mould 10 9 R1 R2 C1 M1 M Wait Mould

66 Guidelines No walking No batching No out-of-cycle work No waiting for machines No unloading machine if simple auto-unload possible (gravity is free!)
67 Goals Step Time (seconds) Work Element Work Category 1 1 Get raw material (RM) Rip 3 Process material at Rip Saw 2 1 Place material on pallet 3 60 Forklift to Ripped WIP area 4 60 Forklift to Chop Saw 5 2 Get material from pallet Chop 6 Process material at Chop Saw 6 2 Place material on Pallet 7 60 Forklift to Ripped/Chopped WIP area 8 60 Forklift to Moulder 9 2 Get material from pallet 10 1 Load material into moulder Mould 6 Wait for Moulding process material at Moulder 11 4 Inspect finished part 12 2 Place part in finished goods bin
68 Proposed Operator Balance TT Waste Incidental Value Added rip 1 10 Chop rip Op. 1 Op. 2

69

70

71
72 Can work be balanced? Op. 1 gets material (1) while Op. 2 loads Moulder (10) Op. 1 and 2 Rip Op. 1 inspects (11) while Op. 2 Chops Op. 1 stacks (12) while Op. finishes Chop Repeat cycle Rip 2 Chop Mould 10
73 Proposed Operator Balance TT Waste Incidental Value Added rip 1 10 Chop rip Op. 1 Op. 2
74 Measure Before After Improve Team Productivity Labor Min/Drw % Lead Time Days % WIP Drw Front % Quality % <85% 99% 14% Travel Ft % Floor Space Sq. Ft %
75 Measure Before After Improve Team Productivity Labor Min/Drw % Lead Time Days % WIP Drw Front % Quality % <85% 99% 14% Travel Ft % Floor Space Sq. Ft % Energy kwhr/drw
76 Standardizing Success!

77 It s About Team Building Front Row Viral Shah Sarah Moore Dee Dee Mullins Dennis Armstrong Back Row Leon Powers Facilitator Greg Akers Earl Kline Dave Prater - Team Leader
78 To Solve Problems State clear goal Develop and maintain an organized, safe, clean, high performance work environment that instills order and standardization into the RCM value stream. Quantify Objectives Implement a minimum of 3 safety improvements. Implement a 5-S improvement. Revise Standard Work Create flow Improving throughput by 50% Improve worker productivity by 50%

79 Lean is not Mean

80 Changing the culture...
Lean Manufacturing. Overview and Perspectives on Lean Methods and Tools. WIW at WERC
 Lean Manufacturing Overview and Perspectives on Lean Methods and Tools Lean Building Blocks Teams Pull/Kanban Changeover Reduction Visual Control Continuous Improvement Cellular/Flow Batch Reduction Supermarkets
Lean Manufacturing Overview and Perspectives on Lean Methods and Tools Lean Building Blocks Teams Pull/Kanban Changeover Reduction Visual Control Continuous Improvement Cellular/Flow Batch Reduction Supermarkets
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processe
 INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processe
 INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
Finished goods available to meet Takt time when variations in customer demand exist.
 Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar. L9: Lean synchronization
 Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
Flow and Pull Systems
 Online Student Guide Flow and Pull Systems OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 BENEFITS OF FLOW AND PULL... 5 CLEARING ROADBLOCKS... 5 APPROACH
Online Student Guide Flow and Pull Systems OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 BENEFITS OF FLOW AND PULL... 5 CLEARING ROADBLOCKS... 5 APPROACH
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007
 "Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
LEAN MANUFACTURING & TPM.
 LEAN MANUFACTURING & TPM www.fourprinciples.com BACKGROUND The core area of any manufacturing facility is the shop floor. Manufacturing is most often also the largest function within an organisation. In
LEAN MANUFACTURING & TPM www.fourprinciples.com BACKGROUND The core area of any manufacturing facility is the shop floor. Manufacturing is most often also the largest function within an organisation. In
IT 470a Six Sigma Chapter X
 Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Historical Phases of Production
 Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Lean 101: An Introduction
 Lean 101: An Introduction What is Lean? A systematic way of designing or improving a process or value stream that: Eliminates waste Improves quality Reduces costs Delights customers Improves employee satisfaction
Lean 101: An Introduction What is Lean? A systematic way of designing or improving a process or value stream that: Eliminates waste Improves quality Reduces costs Delights customers Improves employee satisfaction
Visual Controls : Applying Visual Management to the Factory
 Visual Controls : Applying Visual Management to the Factory Table Of Contents: Introduction xi Acknowledgments xix Chapter 1 Importance of the Visual Factory 1 (16) The Common Ground of Production 1 (6)
Visual Controls : Applying Visual Management to the Factory Table Of Contents: Introduction xi Acknowledgments xix Chapter 1 Importance of the Visual Factory 1 (16) The Common Ground of Production 1 (6)
PLUS VALUE STREAM MAPPING
 LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
PRINCIPLES OF LEAN MANUFACTURING. Purdue Manufacturing Extension Partnership (800)
") PRINCIPLES OF LEAN MANUFACTURING Purdue Manufacturing Extension Partnership (800) 877-5182 www.mep.purdue.edu What Is Lean? 2 Defining Lean Manufacturing Lean manufacturing is a systematic approach to
PRINCIPLES OF LEAN MANUFACTURING Purdue Manufacturing Extension Partnership (800) 877-5182 www.mep.purdue.edu What Is Lean? 2 Defining Lean Manufacturing Lean manufacturing is a systematic approach to
Value Stream Mapping Train the Trainer
 Value Stream Mapping Train the Trainer Information For A Process Data Box (to be collected on the shop floor) Cycle time Changeover time Process reliability (uptime) Scrap/Rework/Defect rate Number of
Value Stream Mapping Train the Trainer Information For A Process Data Box (to be collected on the shop floor) Cycle time Changeover time Process reliability (uptime) Scrap/Rework/Defect rate Number of
Value Stream Mapping
 Value Stream Mapping Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 Learning Objectives Upon successful completion of this module, the student should be able
Value Stream Mapping Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 Learning Objectives Upon successful completion of this module, the student should be able
The Quality Group. All Rights Reserved
 Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
The Future State Map. Future State. Map
 The Future State Map The Future State Map The purpose of value stream mapping is to highlight sources of waste and eliminate them by implementation of a future value stream that can become reality within
The Future State Map The Future State Map The purpose of value stream mapping is to highlight sources of waste and eliminate them by implementation of a future value stream that can become reality within
Integrating Big Island Layout with Pull System for Production Optimization
 Integrating Big Island Layout with Pull System for Production Optimization M. H. M. Rusli, A. Jaffar, M. T. Ali, and S. Muhamud @ Kayat Abstract Lean manufacturing is a production philosophy made popular
Integrating Big Island Layout with Pull System for Production Optimization M. H. M. Rusli, A. Jaffar, M. T. Ali, and S. Muhamud @ Kayat Abstract Lean manufacturing is a production philosophy made popular
Lean Principles. Jerry D. Kilpatrick. This article was originally written for and published by MEP Utah in 2003 (
 Lean Principles By Jerry D. Kilpatrick This article was originally written for and published by MEP Utah in 2003 (www.mep.org) Page 1 of 6 Introduction Lean operating principles began in manufacturing
Lean Principles By Jerry D. Kilpatrick This article was originally written for and published by MEP Utah in 2003 (www.mep.org) Page 1 of 6 Introduction Lean operating principles began in manufacturing
Ch 26 Just-In-Time and Lean Production. What is Lean Production? Structure of Lean Production System. Activities in Manufacturing.
 Ch 26 Just-In-Time and Lean Production Sections: 1. Lean Production and Waste in Manufacturing 2. Just-in-time Production Systems 3. Autonomation 4. Worker Involvement What is Lean Production? Lean production
Ch 26 Just-In-Time and Lean Production Sections: 1. Lean Production and Waste in Manufacturing 2. Just-in-time Production Systems 3. Autonomation 4. Worker Involvement What is Lean Production? Lean production
Outline. Pull Manufacturing. Push Vs. Pull Scheduling. Inventory Hides Problems. Lowering Inventory Reveals Problems
 Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
Lean Initiatives in Metalcasting at ME Elecmetal
 Lean Initiatives in Metalcasting at ME Elecmetal TPPEN Presentation August 2014 ME Elecmetal - Duluth Facility Loren Auch Process Engineer Justin Meller Sr. Industrial Engineer Overview Introduction to
Lean Initiatives in Metalcasting at ME Elecmetal TPPEN Presentation August 2014 ME Elecmetal - Duluth Facility Loren Auch Process Engineer Justin Meller Sr. Industrial Engineer Overview Introduction to
Learning Objectives. 1. Explain how lean systems improve internal and supply chain operations
 CHAPTER EIGHT Lean Systems McGraw-Hill/Irwin Copyright 2011 by the McGraw-Hill Companies, Inc. All rights reserved. Learning Objectives 1. Explain how lean systems improve internal and supply chain operations
CHAPTER EIGHT Lean Systems McGraw-Hill/Irwin Copyright 2011 by the McGraw-Hill Companies, Inc. All rights reserved. Learning Objectives 1. Explain how lean systems improve internal and supply chain operations
Generic Case Study. Initial Condition. 1. Stability
 Generic Case Study This example is based on an actual project. Names of people and details about processes have been hidden. To achieve the current state it took 25 months, 1 fulltime kaizen leader, dedicated
Generic Case Study This example is based on an actual project. Names of people and details about processes have been hidden. To achieve the current state it took 25 months, 1 fulltime kaizen leader, dedicated
MAS BEST PRACTICE SKILLS EVENT LEAN AWARENESS WORKSHOP
 MAS BEST PRACTICE SKILLS EVENT LEAN AWARENESS WORKSHOP RICK SHOULER Rick.shouler@mymas.org COURSE CONTENT Introduction The Need for Change Introduction to Lean and Continuous Improvement Waste Visual Management
MAS BEST PRACTICE SKILLS EVENT LEAN AWARENESS WORKSHOP RICK SHOULER Rick.shouler@mymas.org COURSE CONTENT Introduction The Need for Change Introduction to Lean and Continuous Improvement Waste Visual Management
JUST IN TIME. Manuel Rincón, M.Sc. October 22nd, 2004
 JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
The basic concept of waste
 The basic concept of waste Waste Value-adding Customer demand Value stream = all processes and work steps between withdrawal of raw material and delivery of finished good Customer satisfaction The customer
The basic concept of waste Waste Value-adding Customer demand Value stream = all processes and work steps between withdrawal of raw material and delivery of finished good Customer satisfaction The customer
Lean Basics Overview. EMC 2011 Training. NCDENR April Copyright 2010 EMC Corporation. All rights reserved.
 Lean Basics Overview EMC 2011 Training NCDENR April 2011 1 Topics Lean Six Sigma defined Why Lean Six Sigma? What s a process? Interrogating the process by identifying Value & Waste Brief overview of some
Lean Basics Overview EMC 2011 Training NCDENR April 2011 1 Topics Lean Six Sigma defined Why Lean Six Sigma? What s a process? Interrogating the process by identifying Value & Waste Brief overview of some
Just-In-Time (JIT) Manufacturing. Overview
 Manufacturing. Overview") Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
LEAN PRODUCTION FACILITY LAYOUT.
 LEAN PRODUCTION FACILITY LAYOUT www.fourprinciples.com BACKGROUND The production facility layout is as important as the technology it houses and has a significant impact on business performance. The layout
LEAN PRODUCTION FACILITY LAYOUT www.fourprinciples.com BACKGROUND The production facility layout is as important as the technology it houses and has a significant impact on business performance. The layout
SCM 302 OPERATIONS MANAGEMENT JIT
 SCM 302 OPERATIONS MANAGEMENT JIT 2 Agenda for this Module 1. Define just-in-time, TPS, and lean operations 2. Define the seven wastes and the 5Ss 3. Explain JIT partnerships 4. Determine optimal setup
SCM 302 OPERATIONS MANAGEMENT JIT 2 Agenda for this Module 1. Define just-in-time, TPS, and lean operations 2. Define the seven wastes and the 5Ss 3. Explain JIT partnerships 4. Determine optimal setup
Fueling the Fire of Kaizen throughout the Lean Enterprise. Mark Preston, cell
 Fueling the Fire of Kaizen throughout the Lean Enterprise Mark Preston, mpreston@bellsouth.net 404-308-2898 cell Lean Foundations Elimination of Waste Success Foundation Operational Excellence or Lean
Fueling the Fire of Kaizen throughout the Lean Enterprise Mark Preston, mpreston@bellsouth.net 404-308-2898 cell Lean Foundations Elimination of Waste Success Foundation Operational Excellence or Lean
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa. JIT --Intro 02/11/03 page 1 of 28
 Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Pull Systems: Overview, Challenges and Success Factors
 Pull Systems: Overview, Challenges and Success Factors Mike Osterling 619-572-3632 mike@mosterling.com 1 Session Objectives Cover the most common types of pull systems See some examples of application
Pull Systems: Overview, Challenges and Success Factors Mike Osterling 619-572-3632 mike@mosterling.com 1 Session Objectives Cover the most common types of pull systems See some examples of application
Quick Manufacturing Stencil
 Quick Manufacturing Stencil Quick Manufacturing is one of evsm s Quick Stencils and supports plant level mapping of discrete parts and assemblies in industries like automotive, electro-mechanical, and
Quick Manufacturing Stencil Quick Manufacturing is one of evsm s Quick Stencils and supports plant level mapping of discrete parts and assemblies in industries like automotive, electro-mechanical, and
Lean Is a Journey, Not a Destination. Phillip Poston Director of Communications Hytrol
 Lean Is a Journey, Not a Destination Phillip Poston Director of Communications Hytrol The Journey Begins 2003 Research Visited different companies Attended seminars & consulted with academia Analyzed the
Lean Is a Journey, Not a Destination Phillip Poston Director of Communications Hytrol The Journey Begins 2003 Research Visited different companies Attended seminars & consulted with academia Analyzed the
OM (Fall 2016) Outline
 Outline") Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
Chapter 11. In-Time and Lean Production
 Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
Lean Overview. Northeast Indiana Advanced Manufacturing (Lean) Network Meetings: February 21 Fort Wayne February 29 Warsaw
 Network Meetings: February 21 Fort Wayne February 29 Warsaw") Lean Overview Northeast Indiana Advanced Manufacturing (Lean) Network Meetings: February 21 Fort Wayne February 29 Warsaw What is Lean "Lean," is a production practice that considers the expenditure of
Lean Overview Northeast Indiana Advanced Manufacturing (Lean) Network Meetings: February 21 Fort Wayne February 29 Warsaw What is Lean "Lean," is a production practice that considers the expenditure of
APPLICATION OF LEAN METHODS FOR IMPROVEMENT OF MANUFACTURING PROCESSES
 APPLICATION OF LEAN METHODS FOR IMPROVEMENT OF MANUFACTURING PROCESSES György KOVÁCS 1,a ABSTRACT: Changing market environment, increasing global competition and fluctuating customer demands require efficient
APPLICATION OF LEAN METHODS FOR IMPROVEMENT OF MANUFACTURING PROCESSES György KOVÁCS 1,a ABSTRACT: Changing market environment, increasing global competition and fluctuating customer demands require efficient
LEAN REVERSE LOGISTICS.
 LEAN REVERSE LOGISTICS www.fourprinciples.com BACKGROUND In the early days, the reverse logistics focus was on the front-end of the retailer s return process. It was meant to provide the customers with
LEAN REVERSE LOGISTICS www.fourprinciples.com BACKGROUND In the early days, the reverse logistics focus was on the front-end of the retailer s return process. It was meant to provide the customers with
November 17, NYS Lean Basics What is Lean & How Does it Work?
 1 NYS Lean Basics What is Lean & How Does it Work? 2 What is Lean? A management philosophy used by world class companies to make their operations more effective and efficient A lean definition of Lean:
1 NYS Lean Basics What is Lean & How Does it Work? 2 What is Lean? A management philosophy used by world class companies to make their operations more effective and efficient A lean definition of Lean:
Operational Lean Practices
 Operational Lean Practices Mike Nunn VP Operations, Ideon Packaging BCFPA Breakfast Series Event June 14, 2016 miken@ideonpackaging.com On the Agenda 1. Start with WHY: The 8 Wastes 2. Lean Simulation
Operational Lean Practices Mike Nunn VP Operations, Ideon Packaging BCFPA Breakfast Series Event June 14, 2016 miken@ideonpackaging.com On the Agenda 1. Start with WHY: The 8 Wastes 2. Lean Simulation
Real Lean vs Pretend Lean
 Real Lean vs Pretend Lean What s the Difference? Roger Olson January 10, 2006 SYSTEMS Quality Consulting 1 Agenda History of Real Lean What is Real Lean Where does pretend lean come from? (Case Studies)
Real Lean vs Pretend Lean What s the Difference? Roger Olson January 10, 2006 SYSTEMS Quality Consulting 1 Agenda History of Real Lean What is Real Lean Where does pretend lean come from? (Case Studies)
Managing for Daily Improvement
 Managing for Daily Improvement Standard Work and Tools For Management to Drive Continuous Improvement Front Line Leadership Development System Module Part 1 of 12 MDI Workshop Agenda 2 Day Monday Tuesday
Managing for Daily Improvement Standard Work and Tools For Management to Drive Continuous Improvement Front Line Leadership Development System Module Part 1 of 12 MDI Workshop Agenda 2 Day Monday Tuesday
Lean Manufacturing 1
 Lean Manufacturing 1 Definitions Value - A capability provided to a customer at the right time at an appropriate price, as defined in each case by the customer. Features of the product or service, availability,
Lean Manufacturing 1 Definitions Value - A capability provided to a customer at the right time at an appropriate price, as defined in each case by the customer. Features of the product or service, availability,
Change the Process How to implement process improvement in your project
 Change the Process How to implement process improvement in your project Leon Spackman PMP, Lean SS MBB Sr Process Improvement Project Manager UNM Medical Group Problems in Project Management Does everything
Change the Process How to implement process improvement in your project Leon Spackman PMP, Lean SS MBB Sr Process Improvement Project Manager UNM Medical Group Problems in Project Management Does everything
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation
 Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
Process Mapping What It Means for You. FAQs. Desired Results. 5) What are Fastenal s objectives? 1) What is a process mapping?
 What are Fastenal s objectives? 1) What is a process mapping?") Process Mapping What It Means for You At Fastenal, we do much more than just ship products out of a catalog; we can work closely with you to uncover hidden sources of supply chain waste and provide total
Process Mapping What It Means for You At Fastenal, we do much more than just ship products out of a catalog; we can work closely with you to uncover hidden sources of supply chain waste and provide total
Value Stream Mapping in the Converting Industry. Lance Cullen October 22 nd, 2012
 Value Stream Mapping in the Converting Industry Lance Cullen October 22 nd, 2012 Topics to be Covered 2 1. Why VSM? 2. VSM Overview and Basics 3. VSM in Action 4. Conclusion 5. Questions? Traditional Supply
Value Stream Mapping in the Converting Industry Lance Cullen October 22 nd, 2012 Topics to be Covered 2 1. Why VSM? 2. VSM Overview and Basics 3. VSM in Action 4. Conclusion 5. Questions? Traditional Supply
Lean Operations. PowerPoint slides by Jeff Heyl. Copyright 2017 Pearson Education, Inc.
 Lean Operations 16 PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff Heyl 16-1
Lean Operations 16 PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff Heyl 16-1
Lean Manufacturing Approach to Minimize Waste Production Parts STN Wfx000 RIB at the Prismatic Medium Machine 2 in PT X
 International Review of Management and Marketing ISSN: 2146-4405 available at http: www.econjournals.com International Review of Management and Marketing, 2016, 6(S8) 310-314. Special Issue for "International
International Review of Management and Marketing ISSN: 2146-4405 available at http: www.econjournals.com International Review of Management and Marketing, 2016, 6(S8) 310-314. Special Issue for "International
Just In Time (JIT) Quality and Reliability Engg. (171906) H I T. Hit suyo na mono O Iru toki iru dake Tasukuran
 Quality and Reliability Engg. (171906) H I T. Hit suyo na mono O Iru toki iru dake Tasukuran") Just In Time (JIT) H I T Hit suyo na mono O Iru toki iru dake Tasukuran (What is needed) (When it is needed and in what quantity) (Make) The crux is, if you cannot use it now do not make it now. Quality
Just In Time (JIT) H I T Hit suyo na mono O Iru toki iru dake Tasukuran (What is needed) (When it is needed and in what quantity) (Make) The crux is, if you cannot use it now do not make it now. Quality
Lesson 1: Introduction to Production, Planning, and Control (PPC) Systems
 Systems") 1. Production, Planning and Control (PPC). This module covers: An introduction to Production, Planning and Control. Guidelines on Sales and Operations Planning (S&OP) and Aggregate Planning. Definition
1. Production, Planning and Control (PPC). This module covers: An introduction to Production, Planning and Control. Guidelines on Sales and Operations Planning (S&OP) and Aggregate Planning. Definition
The Toyota Way. Using Operational Excellence as a Strategic Weapon. Chapter 1 9/11/ Ps. September 11, 2014
 The Toyota Way September 11, 2014 1 Using Operational Excellence as a Strategic Weapon Chapter 1 2 Philosophy Long-term thinking Process Eliminate waste People and Partners Respect Challenge Grow them
The Toyota Way September 11, 2014 1 Using Operational Excellence as a Strategic Weapon Chapter 1 2 Philosophy Long-term thinking Process Eliminate waste People and Partners Respect Challenge Grow them
lean value assessment Creating Higher Profi ts by Reducing Waste
 lean value assessment Creating Higher Profi ts by Reducing Waste Lean Value Stream Assessment Tool A diagnostic tool developed from industry standards to compare ISI clients against World Class metrics
lean value assessment Creating Higher Profi ts by Reducing Waste Lean Value Stream Assessment Tool A diagnostic tool developed from industry standards to compare ISI clients against World Class metrics
MODELING OF A SHAFT PRODUCTION SYSTEM
 , TECHNOLOGIES IN MACHINE BUILDING, ISSN 11-5, 15 MODELING OF A SHAFT PRODUCTION SYSTEM Florin BURUIANA 1, Mihaela BANU, Alice BURUIANA 1 1 Department of Manufacturing Engineering, Faculty of Engineering,
, TECHNOLOGIES IN MACHINE BUILDING, ISSN 11-5, 15 MODELING OF A SHAFT PRODUCTION SYSTEM Florin BURUIANA 1, Mihaela BANU, Alice BURUIANA 1 1 Department of Manufacturing Engineering, Faculty of Engineering,
Knowing how to identify fake flow develops your eyes for recognizing continuous flow
 COVER STORY Knowing how to identify fake flow develops your eyes for recognizing continuous flow By Rick Harris You read the books, took the seminars, and brought your new knowledge back to the factory
COVER STORY Knowing how to identify fake flow develops your eyes for recognizing continuous flow By Rick Harris You read the books, took the seminars, and brought your new knowledge back to the factory
Eliminating Waste in Supply Chains
 White Paper Series Eliminating Waste in Supply Chains FLEET MANAGEMENT DEDICATED TRANSPORTATION SUPPLY CHAIN SOLUTIONS Inside front cover - this page intentionally left blank. The roots of LEAN go back
White Paper Series Eliminating Waste in Supply Chains FLEET MANAGEMENT DEDICATED TRANSPORTATION SUPPLY CHAIN SOLUTIONS Inside front cover - this page intentionally left blank. The roots of LEAN go back
Supply Chain & Procurement Roundtable. Lean Supply Chain. Workshop
 Supply Chain & Procurement Roundtable Lean Supply Chain Workshop Time Activity 08:45 Arrive, Coffee 09:00 Welcome 09:10 Overview of PBR Australia 09:30 Plant Tour 10:30 Break 10:45 Lean & Agile Supply
Supply Chain & Procurement Roundtable Lean Supply Chain Workshop Time Activity 08:45 Arrive, Coffee 09:00 Welcome 09:10 Overview of PBR Australia 09:30 Plant Tour 10:30 Break 10:45 Lean & Agile Supply
Materials Management. Implementation Process. Marek Piatkowski. December Marek Piatkowski FSP Consulting
 Materials Management Implementation Process Marek Piatkowski December 2010 1 Materials Management Strategy the Big Picture 1 Major Steps Create a Materials Management Organization Key Points Responsible
Materials Management Implementation Process Marek Piatkowski December 2010 1 Materials Management Strategy the Big Picture 1 Major Steps Create a Materials Management Organization Key Points Responsible
10 Steps to become a Lean Enterprise. Level 2 Lean Practitioner In Manufacturing Training Course. Step 1 - Part 2
 10 Steps to become a Lean Enterprise Level 2 Lean Practitioner In Manufacturing Training Course Step 1 - Part 2 Table of Contents Welcome to Lean Certification Online... 3 Course Objectives... 4 Elements
10 Steps to become a Lean Enterprise Level 2 Lean Practitioner In Manufacturing Training Course Step 1 - Part 2 Table of Contents Welcome to Lean Certification Online... 3 Course Objectives... 4 Elements
JIT and Lean Operations. JIT/Lean Operations
 5/7/2011 16 JIT and Lean Operations By : Sa Ed M. Salhieh, Salhieh, Ph.D. 16-1 JIT/Lean Operations Good production systems require that managers address three issues that are pervasive and fundamental
5/7/2011 16 JIT and Lean Operations By : Sa Ed M. Salhieh, Salhieh, Ph.D. 16-1 JIT/Lean Operations Good production systems require that managers address three issues that are pervasive and fundamental
INVESTIGATIVE REPORT ON WORKSTATION STABILITY AND CONTINUOUS IMPROVEMENT MAPPING TECHNIQUE TO REDUCE MANUFACTURING WASTE
 International Journal of Production Technology and Management (IJPTM) Volume 7, Issue 2, July-December, 2016, pp. 01 08, Article ID: IJPTM_07_02_001 Available online at http://www.iaeme.com/ijptm/issues.asp?jtype=ijptm&vtype=7&itype=2
International Journal of Production Technology and Management (IJPTM) Volume 7, Issue 2, July-December, 2016, pp. 01 08, Article ID: IJPTM_07_02_001 Available online at http://www.iaeme.com/ijptm/issues.asp?jtype=ijptm&vtype=7&itype=2
An Introduction to Lean. Heidi Maier Sagstad
 An Introduction to Lean Heidi Maier Sagstad Agenda Objective: Provide you with a basic understanding of key lean principles and tools. Topics: Lean defined Waste Value Stream Mapping 5S Balanced Flow 2
An Introduction to Lean Heidi Maier Sagstad Agenda Objective: Provide you with a basic understanding of key lean principles and tools. Topics: Lean defined Waste Value Stream Mapping 5S Balanced Flow 2
An Application of Lean Manufacturing to Enhance the Runtime in the Machine Shop
 An Application of Lean Manufacturing to Enhance the Runtime in the Machine Shop SAMIR SAMA PG Student, Department of Mechanical Engineering, S. P. B. Patel Engineering collage, Linch Mehsana Gujarat (India)
An Application of Lean Manufacturing to Enhance the Runtime in the Machine Shop SAMIR SAMA PG Student, Department of Mechanical Engineering, S. P. B. Patel Engineering collage, Linch Mehsana Gujarat (India)
The Book of Value Stream Maps II
 The Book of Value Stream Maps II Plant Level Maps for Process Industries Solutions to common value stream mapping problems with example maps Supplier Process Customer By: Dilesh Patel, Herman Ranpuria,
The Book of Value Stream Maps II Plant Level Maps for Process Industries Solutions to common value stream mapping problems with example maps Supplier Process Customer By: Dilesh Patel, Herman Ranpuria,
Lean Six Sigma Assembly Transformation
 Lean Six Sigma Assembly Transformation Assembly Operation converted to one piece flow assembly lines to improve throughput and efficiency. Problem Statement The first issue was ramping production to meet
Lean Six Sigma Assembly Transformation Assembly Operation converted to one piece flow assembly lines to improve throughput and efficiency. Problem Statement The first issue was ramping production to meet
TYPICAL FACTORY LAYOUT vs THE TOYOTA APPROACH
 TYPICAL FACTORY LAYOUT vs WHAT IS THE TYPICAL FACTORY LAYOUT IN MASS MANUFACTURING APPROACH? WHAT IS THE APPROACH TO FACTORY LAYOUT IN TOYOTA? RACHEL TATE @00441881 VALERIE CARDOZ @00442956 5/1/16 LEAN
TYPICAL FACTORY LAYOUT vs WHAT IS THE TYPICAL FACTORY LAYOUT IN MASS MANUFACTURING APPROACH? WHAT IS THE APPROACH TO FACTORY LAYOUT IN TOYOTA? RACHEL TATE @00441881 VALERIE CARDOZ @00442956 5/1/16 LEAN
Process Mapping. You cannot improve a process until everyone agrees on what the process is.
 Process Mapping You cannot improve a process until everyone agrees on what the process is. 1 Topics I. What is a Process Map? II. III. IV. Types of Process Maps A. Process Flow Chart B. SIPOC Diagram C.
Process Mapping You cannot improve a process until everyone agrees on what the process is. 1 Topics I. What is a Process Map? II. III. IV. Types of Process Maps A. Process Flow Chart B. SIPOC Diagram C.
EDMM Cycle Time Definitions and Line Balancing (Yamazumi) Charting
 Charting") EDMM 487 Cycle Time Definitions and Line Balancing (Yamazumi) Charting 1 EDMM 487 2 EDMM 487 Ideal Cycle Time: The maximum time (generally in seconds) to perform a process; in terms of Standardized Work,
EDMM 487 Cycle Time Definitions and Line Balancing (Yamazumi) Charting 1 EDMM 487 2 EDMM 487 Ideal Cycle Time: The maximum time (generally in seconds) to perform a process; in terms of Standardized Work,
Lean Flow Enterprise Elements
 "Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
"Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
Introduction screen. Good morning everybody.
 Introduction screen Good morning everybody. My name is Mike Corbett and I am the Applications Manager here at XYZ Machine Tools and my talk this morning is about how machine tools fit into the world of
Introduction screen Good morning everybody. My name is Mike Corbett and I am the Applications Manager here at XYZ Machine Tools and my talk this morning is about how machine tools fit into the world of
Supply Chain Management. Dr Mariusz Maciejczak
 Supply Chain Management Just-in in-time and other SCM systemss Dr Mariusz Maciejczak Topics to be Covered Review of JIT & Waste Objectives of JIT JIT Principles JIT and Variance JIT Tools and Procedures
Supply Chain Management Just-in in-time and other SCM systemss Dr Mariusz Maciejczak Topics to be Covered Review of JIT & Waste Objectives of JIT JIT Principles JIT and Variance JIT Tools and Procedures
Lean Thinking: Examples and Applications in the Wood Products Industry
 PUBLICATION 420-002 Lean Thinking: Examples and Applications in the Wood Products Industry Henry Quesada, Assistant Professor, Wood Science and Forest Products, Virginia Tech Urs Buehlmann, Associate Professor,
PUBLICATION 420-002 Lean Thinking: Examples and Applications in the Wood Products Industry Henry Quesada, Assistant Professor, Wood Science and Forest Products, Virginia Tech Urs Buehlmann, Associate Professor,
GOOD MORNING AND WELCOME
 GOOD MORNING AND WELCOME Intro Patrick Carlson Consolidated Precision Products (Minneapolis Operation) Responsible Level 3 for Non-Destructive Testing LEAN MANUFACTURING IN AN ALUMINUM / MAGNESIUM FOUNDRY
GOOD MORNING AND WELCOME Intro Patrick Carlson Consolidated Precision Products (Minneapolis Operation) Responsible Level 3 for Non-Destructive Testing LEAN MANUFACTURING IN AN ALUMINUM / MAGNESIUM FOUNDRY
Connecting S&OP to the Shop Floor: Here s How!
 Connecting S&OP to the Shop Floor: Here s How! J. E. Boyer Company, Inc. John E. Boyer, President Copyright 2004 by J. E. Boyer Company, Inc. No portion of this article may be reproduced in whole or in
Connecting S&OP to the Shop Floor: Here s How! J. E. Boyer Company, Inc. John E. Boyer, President Copyright 2004 by J. E. Boyer Company, Inc. No portion of this article may be reproduced in whole or in
International Journal of Technical Research (IJTR) Vol. 5, Issue 1, Mar-Apr 2016
 Vol. 5, Issue 1, Mar-Apr 2016") Experimental Study For Assembly Line Balancing Using Largest Candidate Rule Algorithm In Automoblie Lighting Industries A Case Study Ankur Malik 1, Umed Khod 2 1 M.Tech, Scholar, 2 Assistant Prof. Department
Experimental Study For Assembly Line Balancing Using Largest Candidate Rule Algorithm In Automoblie Lighting Industries A Case Study Ankur Malik 1, Umed Khod 2 1 M.Tech, Scholar, 2 Assistant Prof. Department
Virtual Pull Systems. Don Guild, Synchronous Management INTRODUCTION
 INTRODUCTION Have you implemented kanban yet? Have you been unable to roll it out or just abandoned it? Most companies who begin kanban implementation struggle to finish the job. In too many cases, the
INTRODUCTION Have you implemented kanban yet? Have you been unable to roll it out or just abandoned it? Most companies who begin kanban implementation struggle to finish the job. In too many cases, the
Benchmarking Performance Measurement and the Implementation of Lean Manufacturing in the Secondary Wood Processing Rough Mill
 Benchmarking Performance Measurement and the Implementation of Lean Manufacturing in the Secondary Wood Processing Rough Mill Benchmarking Performance Measurement and the Implementation of Lean Manufacturing
Benchmarking Performance Measurement and the Implementation of Lean Manufacturing in the Secondary Wood Processing Rough Mill Benchmarking Performance Measurement and the Implementation of Lean Manufacturing
Lean manufacturing concept: the main factor in improving manufacturing performance a case study
 Int. J. Manufacturing Technology and Management, Vol. 17, No. 4, 2009 353 Lean manufacturing concept: the main factor in improving manufacturing performance a case study N. Zakuan* Lecturer, UTHM, Parit
Int. J. Manufacturing Technology and Management, Vol. 17, No. 4, 2009 353 Lean manufacturing concept: the main factor in improving manufacturing performance a case study N. Zakuan* Lecturer, UTHM, Parit
Lean Performance. Lean Performance Measurements
 Lean Performance Measurements Presented by Brian Maskell, President BMA Inc. Lean Performance Measurements Measurements that motivate people to lean improvement. Measurements that provide excellent operational
Lean Performance Measurements Presented by Brian Maskell, President BMA Inc. Lean Performance Measurements Measurements that motivate people to lean improvement. Measurements that provide excellent operational
How Lean Saves Money. Joe Margarucci January Copyright Bureau Veritas
 How Lean Saves Money Joe Margarucci January 2016 Lean Initiative Objectives To Learn the 8 Wastes for Lean To understand several tools of Lean l 5S l Standardized Work l Quality @ the Source l Total Productive
How Lean Saves Money Joe Margarucci January 2016 Lean Initiative Objectives To Learn the 8 Wastes for Lean To understand several tools of Lean l 5S l Standardized Work l Quality @ the Source l Total Productive
Operations Management
 Operations Management Chapter 16 JIT and Lean Operations PowerPoint presentation to accompany Heizer/Render Operations Management, 11ed Some additions and deletions have been made by Ömer Yağız to this
Operations Management Chapter 16 JIT and Lean Operations PowerPoint presentation to accompany Heizer/Render Operations Management, 11ed Some additions and deletions have been made by Ömer Yağız to this
Key Steps in Implementing a Kaizen Event
 Northeast Supply Chain Conference Key Steps in Implementing a Kaizen Event Tom McBride Partners for Creative Solutions, Inc. (508) 845-1546 What We Will Cover What are kaizen events? Choosing the best
Northeast Supply Chain Conference Key Steps in Implementing a Kaizen Event Tom McBride Partners for Creative Solutions, Inc. (508) 845-1546 What We Will Cover What are kaizen events? Choosing the best
Five Tips to Achieve a Lean Manufacturing Business
 Five Tips to Achieve a Lean Manufacturing Business Executive Overview Introduction The more successful manufacturers today are those with the ability to meet customer delivery schedules while maintaining
Five Tips to Achieve a Lean Manufacturing Business Executive Overview Introduction The more successful manufacturers today are those with the ability to meet customer delivery schedules while maintaining
Outline. Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations
 JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
SpeasTech Smart Products
 SpeasTech Smart Products Pick-to-Light Solutions that: Increase Productivity Improve Quality Interface w/existing Systems Reduce Training Time Save Countless Dollars www.speastech.com (888) 377-6766 Managing
SpeasTech Smart Products Pick-to-Light Solutions that: Increase Productivity Improve Quality Interface w/existing Systems Reduce Training Time Save Countless Dollars www.speastech.com (888) 377-6766 Managing
Continuous Improvement Toolkit
 Continuous Improvement Toolkit Lean Measures Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Continuous Improvement Toolkit Lean Measures Managing Risk PDPC Pros and Cons Importance-Urgency Mapping RACI Matrix Stakeholders Analysis FMEA RAID Logs Break-even Analysis Cost -Benefit Analysis PEST
Before we try and identify waste it is important to understand what elements work is made up of.
 1. What Makes Up Work? Before we try and identify waste it is important to understand what elements work is made up of. Consider all aspects of a day at work. What tasks might be performed? Examples of
1. What Makes Up Work? Before we try and identify waste it is important to understand what elements work is made up of. Consider all aspects of a day at work. What tasks might be performed? Examples of
Available online at ScienceDirect. Procedia CIRP 40 (2016 )
") Available online at www.sciencedirect.com ScienceDirect Procedia CIRP 40 (2016 ) 590 595 13th Global Conference on Sustainable Manufacturing - Decoupling Growth from Resource Use Re-engineering Assembly
Available online at www.sciencedirect.com ScienceDirect Procedia CIRP 40 (2016 ) 590 595 13th Global Conference on Sustainable Manufacturing - Decoupling Growth from Resource Use Re-engineering Assembly
Application of Lean Methodologies in the Improvement of an Automotive Supplier s Operation
 Application of Lean Methodologies in the Improvement of an Automotive Supplier s Operation The SMP Portugal Case Study Amy Wulff e-mail: amy.wulff@tecnico.ulisboa.pt Abstract: The Portuguese automotive
Application of Lean Methodologies in the Improvement of an Automotive Supplier s Operation The SMP Portugal Case Study Amy Wulff e-mail: amy.wulff@tecnico.ulisboa.pt Abstract: The Portuguese automotive
October 21, Workbook. Co-sponsored by
 October 21, 2015 Workbook Activity: Value-Added, Essential Non-Value-Added or Non-Value-Added Are the below value-added, essential non-value-added or non-value-added activities? Please circle your answer.
October 21, 2015 Workbook Activity: Value-Added, Essential Non-Value-Added or Non-Value-Added Are the below value-added, essential non-value-added or non-value-added activities? Please circle your answer.
Accounting for Lean: Adopting Lean Accounting to Promote Lean Behaviors
 Accounting for Lean: Adopting Lean Accounting to Promote Lean Behaviors There is a lot of confusion in the Lean world today over the role that the accounting function must play in order to facilitate a
Accounting for Lean: Adopting Lean Accounting to Promote Lean Behaviors There is a lot of confusion in the Lean world today over the role that the accounting function must play in order to facilitate a
Powerful Performance Measurements for Control and Rapid Improvement
 Powerful Performance Measurements for Control and Rapid Brian H. M askell Pr esident, B M A I nc. BMA Inc. 100 Springdale Road, Cherry Hill NJ 08003 USA www.maskell.com 1 2 Lean Performance Measurements
Powerful Performance Measurements for Control and Rapid Brian H. M askell Pr esident, B M A I nc. BMA Inc. 100 Springdale Road, Cherry Hill NJ 08003 USA www.maskell.com 1 2 Lean Performance Measurements
Operations Management - 5 th Edition
 Chapter 15 Lean Production Operations Management - 5 th Edition Roberta Russell & Bernard W. Taylor, III Copyright 2006 John Wiley & Sons, Inc. Beni Asllani University of Tennessee at Chattanooga Lecture
Chapter 15 Lean Production Operations Management - 5 th Edition Roberta Russell & Bernard W. Taylor, III Copyright 2006 John Wiley & Sons, Inc. Beni Asllani University of Tennessee at Chattanooga Lecture
The Seven Deadly Wastes
 The Seven Deadly Wastes Facilitator s Guide Seven Deadly Wastes Overview Learn what the seven wastes are and why they are so deadly to your organization. A step by step guide to presenting Gemba Academy
The Seven Deadly Wastes Facilitator s Guide Seven Deadly Wastes Overview Learn what the seven wastes are and why they are so deadly to your organization. A step by step guide to presenting Gemba Academy
IARJSET. International Advanced Research Journal in Science, Engineering and Technology AGNI-PANKH 16
 Concept of Heijunka Akshay M. Ramekar 1, Vivek D. Muneshwar 2, Ajinkya S. Kute 3, Ashish M. Choube 4 1, 2, 3 Student, Mechanical Engineering, JDIET, Yavatmal, India Assistant Professor, Mechanical Engineering
Concept of Heijunka Akshay M. Ramekar 1, Vivek D. Muneshwar 2, Ajinkya S. Kute 3, Ashish M. Choube 4 1, 2, 3 Student, Mechanical Engineering, JDIET, Yavatmal, India Assistant Professor, Mechanical Engineering