Parametric optimisation and microstructural analysis on high power Yb-fibre laser welding
|
|
|
- Cameron Porter
- 5 years ago
- Views:
Transcription
1 Parametric optimisation and microstructural analysis on high power Yb-fibre laser welding of Ti-6Al-4V J. Ahn 1 *, L. Chen 2, C. M. Davies 1 and J. P. Dear 1 1 Department of Mechanical Engineering, Imperial College London, South Kensington Campus, London, UK SW7 2AZ 2 Science and Technology on Power Beam Lab, Beijing Aeronautical Manufacturing Technology Research Institute, China Abstract In this work thin sheets of Ti-6Al-4V were full penetration welded using a 5 kw fibre laser in order to evaluate the effectiveness of high power fibre laser as a welding processing tool for welding Ti-6Al-4V with the requirements of the aircraft industry and to determine the effect of welding parameters including laser power, welding speed and beam focal position on the weld microstructure, bead profile and weld quality. It involved establishing an understanding of the influence of welding parameters on microstructural change, welding defects, and the characteristics of heat affected zone (HAZ) and weld metal (WM) of fibre laser welded joints. The optimum range of welding parameters which produced welds without cracking and porosity were identified. The influence of the welding parameters on the weld joint heterogeneity was characterised by conducting detailed microstructural analysis. Key words Ti-6Al-4V; Fibre laser; Welding; Microstructure; Titanium Alloy; Porosity *corresponding author: joseph.ahn08@imperial.ac.uk; Tel: ; Fax:
2 1. Introduction The quality and performance of welded joints depend on the weld geometry, melt pool behaviour during welding, the metallurgy of the welded zone and the heat affected zone, and welding defects. The complexity of chemical and metallurgical actions which take place during welding may result in subsequent failure of the weld in service and so, it is important to anticipate and incorporate the effects of welding at the design stage. Around 45% of the causes for welding imperfections is due to poor process conditions (1). In fact, because the research on the development of welding techniques has been largely conducted to satisfy the needs of the industry for demonstrating the maximum capabilities of a process, many welding fundamentals have not been researched and therefore are not yet fully understood (2). This means that a significant amount of work is required to be done to be able to predict and optimise the laser welding process to produce consistently quality welds. In order to obtain an acceptable weld profile and satisfactory mechanical properties, control of weld bead shape is essential as the mechanical properties of welds are affected by the weld bead shape. The weld bead shape which affects the weld metal solidification behaviour is influenced by welding parameters and the corresponding amount of heat input into the workpiece (3). Therefore, it is necessary to determine the influence of the welding parameters including laser power, welding speed and defocusing distance (4,5) on weld morphology as well as to identify the sources of welding defects. It would then be possible to identify the optimum combination of welding parameters which ensures the required weld quality and properties, and also minimises welding defects (6 8). This investigation was concerned with the welding parameters including laser power, welding speed and focal distance, and their effects on the weld shape and the final solidification structures of Ti-6Al- 4V welds which further influence the overall mechanical properties of the welds. Integrated parametric studies which focus on the influence of various welding parameters on the welding results for fibre laser welding of Ti-6Al-4V have been rarely published. In many cases, even for conventional lasers, investigations have often been conducted case specific with a certain range of process parameters, thus, making it difficult to transfer the results. Previous studies concerning the effect of welding parameters on weld seam geometry have identified different shapes of laser welds in terms of the top and bottom weld widths. The work of Karlsson et al. (9 13) for example, investigated the influence of laser welding parameters on the weld seam 2
3 geometry of high strength steels welded with 15 kw fibre laser and it was found that increasing the welding speed can suppress root sagging and undercuts while decreasing the welding speed can suppress lack of penetration. Manonmani et al. (14) studied the effect of laser power, welding speed and beam incidence angle on the weld seam geometry in terms of the penetration depth, the bead width and the area of penetration of a 2.5 mm thick AIS1304 stainless steel. They showed that the depth of penetration and penetration area increased with the laser power and the beam angle, whereas, the weld width decreased with increasing welding speed. A trend was observed where the penetration depth and area increased to a maximum value and then decreased with any further increase in welding speed. This was due to the fact that the mode of heat transfer changes from a keyhole mode at lower speeds to a conduction mode at higher speeds. Different top and root shape classes of laser welded Ti-6Al-4V have been identified in published literature. The centre of the fusion zone as observed by Balasubramaninan et al. (15) in CO2 laser welded Ti-6Al-4V joints, generally presented a convex shape at middle thickness due to volume contraction, surface tension and phase transformation during welding. The specific heat input as mentioned above has a strong impact on the welding bead shape. An increase in welding speed, due to the lower value of specific heat input transmitted to the workpiece, leads to a reduction of the weld width. The heat input was found to be a highly influencing parameter for the bead shape by Squillace et al., (16) who studied the effect of welding parameters on morphology and mechanical properties of fibre laser welded Ti-6Al-4V butt joints. Higher heat input promoted an hour glass shaped weld bead whereas, lower heat input promoted the formation of a V-shaped weld bead. Campanelli et al. investigated fibre laser welding of Ti-6Al-4V at a constant power of 1.2 kw and they observed a change in the weld shape from nail head to V-shape when the welding speed was increased from 2 to 2.5 m/min (22). Mueller et al. (18,19) studied the potential application of CO2 laser and fibre laser welding of Ti-6Al-4V for aircraft applications and observed a trend where a change in the weld shape from an hourglass shape at low speed to nail head shape at fast speed increase the tendency to entrap gases and form root porosity. The same trend was also observed by Chen et al. (7) in their investigation on CO2 welding BT20 titanium alloy. Hilton et al. (20) investigated fibre laser welding of 3 and 5 mm thick Ti-6Al-4V and linked the weld profile to porosity level. Low levels of porosity were found in the 5 mm thick weld which used high laser powers. Interestingly, it had a face weld width smaller than the root weld width due to the keyhole behaviour which produced a larger molten volume 3
4 in the lower part of the weld and promoted the escape of any trapped root shielding gas (20). The investigation presented in this paper was therefore conducted to determine the influence of key fibre laser welding parameters on the resultant weld quality when welding Ti-6Al-4V, the formation of welding defects and to develop techniques to avoid these issues. 2. Materials and Experimental Procedures 2.1 Materials Mill-annealed titanium alloy Ti-6Al-4V (Grade 5) sheets with 2 mm thickness were used with nominal composition given in Table 1. Ti-6Al-4V welds were produced under various welding conditions of laser power, welding speed and focal position. A wide range of processing parameters were tested as illustrated in Table 4, Table 5 and Table 6 in order to maximise the operating window and produce a good weld quality by identifying the optimum combination of laser power, welding speed and focal position. All Ti-6Al-4V welding trials were autogenous. A 5 kw continuous wave (CW) ytterbium fibre laser was used in TEM01* mode for laser welding as shown in Figure 1. The beam diameter at focus was 630 μm, the wavelength of fibre laser was 1070 nm, the beam quality factor, M 2 was around 7.3, the divergence half angle of the focused beam was 12.5 mrad and the Rayleigh length for the multimode beam, scaled with the M 2 factor was around 22.6 mm. A beam parameter product (BPP) of less than 2.5 mm mrad was formed. All these parameters influence the focusability and absorptivity of the laser beam. Industrial grade argon with % purity was used for welding Ti-6Al-4V. The shielding gas was supplied to protect both top and underside of the weld. The coaxial shielding gas was delivered via the weld nozzle to protect molten pool and the back protecting shield gas was supplied via the shielding gas path in the copper insert to protect back weld. A total shielding of titanium weld seam was provided by the additional trailing shielding shoe with its own shielding gas supply following along behind the laser beam at a distance no more than 2 mm from the surface of the workpiece (22). Argon was used for back shielding in all experiments at a flow rate of l/min. The flow rate for coaxial or side-jet shielding was l/min and 25 l/min for drag cover shielding. Welding was performed parallel to the rolling direction of the Ti-6Al-4V sheets, and followed the recommendations written in the standards ISO/TR , AWS C7.2 and BS EN for the 4
5 control of laser beam welding of metallic materials (23 25). All the specimens which were used for microstructural analysis were welded bead on plate so there was no requirement for joint fit up or alignment tolerances during weld preparations. The main welding parameters investigated were laser power, welding speed and focal distance. 2.2 Metallographic Specimen Preparation Preparation of weld specimens for metallographic examinations was conducted by following the methods specified in the standards, ASTM E3 (26) and BS EN 1321 (27). Two transverse crosssections were taken from the welds by electrical discharge machining (EDM) for all welding parameters set, one for examining the weld seam top surface and the other for examining the weld cross-section. The polished specimens were chemically etched for optical microscopy. The microstructural constituents of the weld were revealed by using suitable chemical etchants. The recommended procedure was to use Kroll s reagent which is a mixture of 92% distilled water, 6% HNO3, 2% HF for etching Ti-6Al-4V specimens by dipping for 15 seconds (28). However, such duration was found to be suitable for etching the parent material but not long enough for the weld metal. For this reason, etching was performed for a longer duration in the range of 30 to 60 s depending on the specimen until the true metallographic weld microstructure of the weld was sufficiently revealed for microstructural analysis. 2.3 Experimental Procedures Experiments were conducted in accordance with the requirements specified in BS EN ISO and BS EN ISO (29-30). These standards provide guidance on levels of imperfections in electron and laser beam welded joints in metallic materials. The relevant examination and tests for welds in accordance with acceptance level D are listed in Table 2. As Table 2 shows, visual examination on the welded sheets and metallographic examination on welded specimens were conducted. Since a minimum of one section extracted from the weld is required for metallographic examination, it was therefore necessary to check the conformity of the weld seams. A single weld cross section per welding parameter set cannot guarantee the uniformity of weld seam geometry over the whole weld seam. In order to obtain representative trends in variations of the weld seam geometry for varying welding parameters, the conformity of weld seam geometry must be checked. The possible methods of checking the conformity of weld seam geometry 5
6 over the whole weld same include extracting sections parallel to the welding direction or making a large number of samples with the same parameters. However, since a large number of parameter variations were investigated in this study, it was not practical to follow these methods which consume a lot of time, effort and material costs. Instead, the shape and the quality of the top and bottom weld seam surfaces were used as an indicator for the conformity of the weld seam geometry. Random inspections of weld seams showed a positive relationship between the quality of the top and bottom weld seam surfaces and the uniformity of the weld geometry. Three cross sections were extracted; one at the centre, one near the weld start and the other close to the weld end positions. The shape of the weld seams remained fairly constant and only small variations were observed on the top and bottom weld seam surfaces. Therefore, the shape of the top and bottom weld seam surfaces were used to evaluate the conformity of the whole weld, making it possible to assume that the chosen weld cross section is representative for the whole weld. Macroscopic and microscopic inspection of transverse sections of metallographic welded specimens followed the test procedures specified in BS EN 1321 (27). Macroscopic examination was conducted under low magnification with etching and microscopic examination with a magnification within 50 to 500 times also with etching to reveal features of welded joints. An optical microscope (OM) was used for microstructural examination and an environmental scanning electron microscope (SEM) with energy dispersive X-ray spectroscopy (EDX) was used to determine chemical compositions of the welded specimens at an accelerating voltage of 15 kv, an emission current of 76 μa, a working distance of 6.8 mm, an elevation of 35 and a live time of 50 seconds. 2.4 Welding Quality Acceptance Criteria The quality of welds produced in this experiment were evaluated against a set of welding acceptance criteria from several international standards on welding as illustrated in Table 3. The American Welding Society standard, AWS D17.1:2001 (31) was applied to laser beam welding of Ti-6Al-4V, however, the standard was developed for general purpose fusion welding and not specifically for laser beam welding. The European Standard, BS EN ISO :2001 (30) was developed specifically for electron beam and laser beam welding of aluminium based alloys but not for titanium based alloys. Another European Standard BS EN 4678:2011 was developed specifically for laser beam welding of metallic materials for aircraft applications and it includes welding quality acceptance criteria for 6
7 titanium based alloys. It is often the case where for aerospace applications, quality acceptance criteria more stringent than those cited by these standards are required and therefore, the most stringent criteria from each standard were used (20). In all three standards, welds containing cracks, incomplete penetration or incomplete fusion are rejected without tolerances. Porosity and undercut especially, can act as stress concentrations so limits are placed in the standards on both weld porosity levels and undercut depth. Undercutting is a common defect in laser beam welding due to its high processing speed which leads to insufficient time for the molten base metal to flow back to the weld toe and fill the gap. Undercut, underfill, root concavity and shrinkage grooves are particularly undesirable for components subject to dynamic loading as these defects act as stress concentrators and subsequently initiate fatigue cracks. Welding quality acceptance criteria on weld face width and root width are only specified in AWS D.17. In addition to this, the ratio of root width to face width (Rw) can also be used to evaluate the processing stability of full penetration welding. An investigation conducted by Chen et al. on Nd:YAG laser welding on 3 mm thick 5A90 Al-Li alloy and 2.5 mm thick BT20 titanium alloy proved that a weld width ratio of greater than 0.4 for the titanium alloy produced the conditions for a stable full penetration welding. (7). Therefore, the recommended value of 0.4 was used to evaluate the weld shapes of Ti-6Al-4V. 3. Results and Discussion on Ti-6Al-4V In all the Ti-6Al-4V welded specimens investigated in this experiment, weld underfill and root concavity were not present so every examined specimen passed the weld quality assessment criteria on underfill and root concavity. On the other hand, excess weld metal (top) or penetration (root) was observed in all the specimens to a certain degree, but still much below the limits of 0.66, 0.50 and 0.40 mm defined in Table 3. The level of porosity detected was less than the size limit set for porosity of 0.66, 0.60 and 0.40 mm in Table 3 for all specimens. The largest pore observed had a diameter of 0.23 mm, which still met the requirements of Table 3. It was found that if any porosity was evident, it occurred in the lower half of the weld. The way in which this can be reduced is by improving the shielding gas arrangements especially the under-bead shielding gas. No cracking defect was observed in all Ti-6Al-4V welded specimens as expected because titanium alloys are generally not considered susceptible to fusion zone solidification cracking and HAZ 7
8 liquation cracking due to the absence of secondary phase dispersoids or precipitate particles, or impurities at the grain boundaries (32). Of more concern was embrittlement at high elevated temperatures arising from contamination by hydrogen, nitrogen and oxygen absorption. An effective trailing shield was used to prevent this problem. Therefore, in this investigation the weld joint discontinuities were assessed mainly in terms of undercut, porosity, reinforcement, face and root widths and the ratio of root to face width (Rw). Figure 2 shows the microstructures of base metal (BM), heat affected zone (HAZ) and fusion zone (FZ) obtained from a Ti-6Al-4V weld cross-section produced using a laser power of 2.7 kw, welding speed of 2.1 m/min and a focal position of +4 mm. The microstructure of the as-received millannealed Ti-6Al-4V at equilibrium and in room temperature consisted of mainly equiaxed α grains with some retained intergranular β phase as shown in Figure 2, where the bright regions are the equiaxed α and the dark regions are the intergranular β distributed at the elongated α grain boundaries. The equiaxed microstructure was obtained by mechanical working in the α-β phase field to transform lamellar α into equiaxed α in a transformed β matrix. The vanadium enriched β-phase was only present in limited quantity at room temperature meaning that it made only a small contribution strengthening because of its small proportion. The microstructure of the HAZ between the FZ and the BM consisted of two sub-regions, one close to the FZ and the other close to the BM. The HAZ close to the FZ experienced higher temperatures during welding ranging from the β transus temperature of C to the solidus temperature of 1605 C (33,34), whereas, the HAZ close to the BM was subjected temperatures below the β transus temperature but high enough to affect its microstructure. The observed HAZ near the FZ consisted mostly of acicular martensitic phase α and a small amount of acicular α and primary α similar to the FZ. Wang et al. (35) suggested from their results on CO2 laser welding of 3.3 mm thick Ti-6Al-4V with a laser power of 2.5 kw and welding speed of 1.5 m/min, that this kind of microstructure corresponds to a specimen quenched from a temperature below the beta transus, similar to that observed by water quenching from 1100 C. However, it was difficult to determine precisely the range of temperatures from which the cooling has occurred. The microstructure of the HAZ close to the BM consisted of a mixture of the microstructural constituents in the FZ, a small amount of martensite α, and the BM, mainly primary α and intergranular β phase (36). The volume fraction of α in the HAZ decreased with increasing distance from the FZ boundary which was in agreement with the results from the work by 8
9 Kabir et al. (37) on Nd:YAG laser welding of 3.2 mm thick Ti-6Al-4V. The microstructure of the FZ contained fine acicular α with coarse columnar prior β grain boundaries which originated during weld solidification and grew opposite to the direction of heat flow from the partially melted β grains in the near HAZ to the weld centreline as shown in Figure 2. The absence of grain boundary phase α along the prior β grain boundaries in the FZ according to Kabir et al. (38) indicates that the cooling rate after welding was greater than the critical cooling rate for diffusional transformation of 410 C/s in Ti-6Al-4V as determined by Ahmed et al. (39). Kabir et al. (38) confirmed the presence of grain boundary α along the prior β grains in Nd:YAG laser welded 5.1 mm thick Ti-6Al-4V at a laser power of 4 kw and welding speed of 1 m/min because the cooling rate was close to the minimum limit necessary for diffusionless transformation. High cooling rates from temperatures above the martensite start temperature associated with the laser beam welding process promotes transformation of the body centre cubic (BCC), β into the hexagonal close packed (HCP) α microstructure.by a diffusionless transformation process (28). The α is a metastable supersaturated α phase with an acicular morphology and its volume fraction increases with increasing cooling rate. Due to its formation by rapid nucleation and growth, it contains a higher dislocation density compared to the primary α grains with a smaller plate thickness. The smaller grain size and the higher dislocation density of α are responsible for the higher hardness of α than α (40). Energy-dispersive X-ray spectroscopy was used for the elemental analysis of welded specimens. Figure 3 shows the EDS spectrum of the fusion zone obtained from the scanning electron microscopes (SEM) and the analysed chemical composition of the parent material, the heat affected zone and the fusion zone. Minor differences in titanium, aluminium and vanadium contents were found in these three zones. Even though small in difference, the percentage fraction of aluminium was in a decreasing order from the PM to the FZ. Aluminium has the lowest boiling point of 2519 C, while that of vanadium is 3407 C and titanium is 3287 C. As the maximum temperature during welding can reach above the boiling point of the material, it was determined that the loss of alloying elements by vaporisation was dependent on the boiling point of each element. As a result, the fraction of vanadium, with the highest boiling point, increased towards the weld, whereas, the other two decreased according to their vaporisation temperature. 9
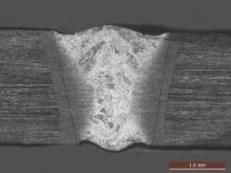
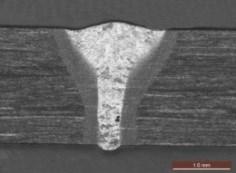
10 3.1 Effect of Laser Power Various laser powers were employed as listed in Table 4 to examine the effect of laser power on the weld quality and microstructure. Figure 4 shows the effect of changing laser power at a low welding speed of 2.1 m/min on the weld transverse sections. Different laser powers resulted in different weld shapes. The two horizontal lines represent the requirements set by the welding quality acceptance criteria in BS EN 4678 in Table 3 for the face width and the root width. The face width is required to be below the blue line, and the root width in between the red and blue lines. The only laser power which failed these criteria was 1.2 kw. Unlike all the laser powers, where full penetration was obtained, incomplete penetration was observed at 1.2 kw. Incomplete penetration resulted from insufficient heat input supplied to the workpiece at 1.2 kw. Both the top and bottom weld widths increased with laser power up to 2.4 kw. and then decreased at higher laser powers. The weld shape changed from a V shape at lower laser powers to an hourglass shape at higher laser powers, as a result of increased heat input transmitted to the material as shown in Figure 5. The trend in general was in a reasonable agreement with the findings of Squillace et al. (16), Campanelli et al. (17), and Mueller et al. (18,19). The Rw values as shown in in Figure 4 were above 0.4 and the welding process was stable at all laser powers. except at 1.2 kw due to incomplete penetration. In contrast, undercut was observed at all laser powers, except again at 1.2 kw. The depth of undercut increased with increasing laser power up to a maximum of around 0.15 mm. The criteria for undercut as indicated by the two red horizontal lines, where the lower one corresponds to the 0.05 mm limit specified in AWS D17.1 at 0.05 mm and the upper one corresponds to the 0.10 mm limit specified in BS EN ISO and BS EN 4678.Undercut produced in at laser powers above 1.5 kw were all greater than the maximum limit specified in AWS D17.1, but acceptable accepted according to BS EN ISO and BS EN 4678 at laser powers less than or equal to 1.8 kw This meant that the optimum processing parameter window was very small for the given constant slow welding speed of 2.1 m/min since the depth of undercut was only acceptable at 1.5 kw or 1.8 kw. The main cause of increased depth of undercut was excessive power or heat input, which enhanced evaporation and expulsion of molten materials from the sides of the welded joint into the weld centre, leaving a drain-like impression along the length of the weld (35,37,41). The influence of laser power on weld reinforcement was not significant at all laser powers. 10
11 Porosity was observed at 1.2, 1.5 and 1.8 kw as shown in Figure 5, in the specimens which showed either lack of penetration or relatively narrow root width. It is well known that the welds without full penetration are more likely to contain a higher amount of porosity (42). For example, according to Murav ev (43), pores account for 43-56% of the total number of defects. The formation of porosity was found to be depended on heat input. Increasing the laser power also increased the heat input, which effectively reduced the solidification rate to allow more time for gases to escape from the weld pool and thereby minimising the risk of porosity (44). The pores were found along the FZ centreline in the lower half of the weld with a pore diameter of 0.10, 0.05 and 0.13 mm, respectively. The size of these pores were smaller than the maximum tolerable size of 0.40 mm specified in BS EN 4678, 0.60 mm in BS EN ISO and 0.66 mm in AWS D17.1. They were all spherical in shape and since there is no element in Ti-6Al-4V with low boiling point, it was concluded that porosity was caused by the presence of gases such as hydrogen, nitrogen, oxygen or argon shielding gas from the environment and contamination of the workpiece. Hydrogen solubility in Ti-6Al-4V is a function of temperature and as the temperature drops during solidification, the solubility of hydrogen increases, which promotes the rejection of hydrogen into the FZ and pores are formed when the absorbed hydrogen cannot escape the molten weld pool before solidification (45,46). The small size of pores measured indicated that they were formed through diffusion of hydrogen (47). It is commonly thought that an hourglass shaped cross-section has a greater tendency to entrap gases than nail head shaped welds due to the downward sweeping solidification fronts in the root of hourglass shaped welds (7). However, in this case, low internal porosity content was observed in hourglass shaped welds. On the other hand, the V shaped welds produced at lower laser powers showed increasing propensity for porosity formation as the escape of gas bubbles was only possible via the top surface and also because the solidification rate increased as the weld width decreased, whereas, in fully penetrated welds including the hourglass shaped ones, more effective escape was allowed via both the top and bottom surfaces (44). Therefore, the best weld quality when welding at a constant welding speed of 2.1 m/min was produced at a laser power of 1.8 kw. Figure 6 shows the effect of changing laser power when a faster constant welding speed of 3.9 m/min was used. The number of partially penetrated specimens increased when the welding speed increased from 2.1 m/min to 3.9 m/min. These included the specimens welded at 1.8 and 2.1 kw, which were previously fully penetrated at lower welding speeds but only partially penetrated at
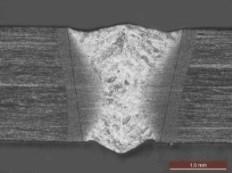
12 m/min as a result of reduced heat input at a higher speed. The top width at all laser powers satisfied the maximum limit of 3.2 mm specified in AWS D17.1 but the root width was smaller than the minimum of 1.0 mm at laser powers less than or equal to 2.7 kw. The weld shape as shown in Figure 7 was narrow with a nail head shape at lower laser powers up to 3.0 kw and then wider with an hourglass shape above 3.3 kw. The Rw increased from 0 to around 0.6 with increasing laser power up to 3.0 kw, starting off with a nail head shape and then switching to an hourglass shaped weld. The Rw at 1.8, 2.1 and 2.4 kw were less than 0.4, as proved by their nail head shape. Meanwhile, the depth of undercut formed at these laser powers were satisfactory. The depth of undercut was below 0.10 mm at all laser powers. In addition, all welds confidently passed the criteria on reinforcement with no clear trend with respect to laser power. Porosity was only detected in the specimen welded at 2.1 kw as shown in Figure 7 with a diameter of 0.10 mm at the root of the weld, still considerably smaller than the most stringent size of 0.40 mm specified in BS EN The cause of this porosity was identified to be due to hydrogen gas entrapment. It was determined that a wider operating window was obtained when the welding speed was increased to 3.9 m/min, passing all the criteria in BS EN ISO and BS EN 4678, and also all criteria except that related to undercut in AWS D17.1 at laser powers above 3.0 kw. The effect of changing laser power at a constant fast welding speed of 6.0 m/min is displayed in Figure 8. Partial penetration was observed at 2.1 and 2.4 kw, whereas, previously at 2.1 m/min fully penetrated hourglass shaped welds were produced and also at 3.9 m/min fully penetrated nail head shaped weld was produced at 2.4 kw. The top weld width at all laser powers satisfied the maximum limit of 3.2 mm, whereas, the bottom width at 2.1 to 3.0 kw were less than the minimum of 1.0 mm required. The bottom width at above 3.4 kw were also very close to 1.0 mm. The V shape at 1.8 kw changed to nail head shaped at 2.1 kw and remained the same up to 4.5 kw. In other words, a low heat input transferred to the workpiece at all laser power levels. The Rw increased with laser power up to 3.4 kw and then levelled off to a value close to 0.6 above 3.4 kw. The Rw at 2.1, 2.4 and 2.7 kw were below 0.4, meaning that the process was unstable below 2.7 kw. Undercut at all laser powers was very close to 0.05 mm limit specified in AWS D17.1. The laser power which satisfied all the criteria on root width, Rw and undercut was 3.6 kw. Reinforcement measured at 3.6 kw was the largest but still well below the minimum limit of 0.4 mm specified in BS EN
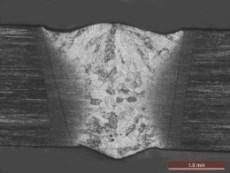
13 Porosity was observed at 2.4, 2.7 and 3.0 kw, all of which previously failed the BS EN 4678 criterion on root width. Pores were found along the weld centreline with a diameter of 0.08, 0.14 and 0.08 mm for 2.4, 2.7 and 3.0 kw, respectively, all smaller than the most stringent size of 0.40 mm specified in BS EN Therefore, it was possible to obtain good quality welds at laser powers greater than 3.4 kw when welding at 6.0 m/min. 3.2 Effect of Welding Speed Various welding speeds were also employed as listed in Table 5, now to examine the effect of welding speed on the weld quality and microstructure. Fully penetrated welds were obtained at all welding speeds from 1.8 to 4.2 m/min when using a fixed laser power of 2.0 kw. However, the root weld width decreased with increasing welding speed. At fast welding speeds, a lack of penetration was observed due to the low heat input arising from the fast welding speeds. This indicated that a careful balance between the heat input and the welding speed was necessary. Figure 10 shows that the top and bottom weld widths were inversely proportional to the welding speed. Both the top and bottom weld widths were relatively wide at low welding speeds but the rate of change in the root width was greater. The top width of all specimens satisfied the BS EN 4678 criterion whereas, the bottom width of the specimens welded at 3.6 and 4.2 m/min did not. It was also found that changing the welding speed influenced the weld pool geometry by affecting the liquid metal flow in the weld pool during welding, and thus, produced different weld geometries as illustrated in Figure 11. A sharp decrease in the root width caused the weld shape to change from an hourglass shape at low welding speeds to a nail head shape above 3.0 m/min. The Rw as shown in Figure 10 decreases quickly with increasing welding speed. This meant that the rate of change of the top width was once again relatively small compared to that of the bottom width. Since the Rw dropped below 0.4 at above 3.6 m/min, the welding process was considered unstable above this welding speed. Undercut defects were detected both on the top and bottom surfaces but their depth was all less than 0.05 mm and therefore, acceptable according to all three criteria on the maximum tolerable depth of undercut. The undercut depth initially increased with welding speed until 3.0 m/min, where it reached the maximum and then decreased at higher welding speeds. Figure 10 suggests that smaller undercuts were formed in nail head shaped welds due to the low heat input and less expulsion and evaporation of molten materials at higher weld speeds. Similarly, the height of reinforcement 13
14 decreased with increasing welding speed, from around 0.20 mm at 1.8 m/min to 0.15 mm at 4.2 m/min. As mentioned previously, reinforcement was acceptable at all welding speeds, which would otherwise increase non-value added costs. It was therefore, concluded that faster welding speeds are preferred to minimise the levels of undercut as well as reinforcement, whereas, slower welding speeds are preferred to obtain a stable full penetration The level of porosity was dependent on the rate of weld pool solidification. At lower welding speeds, the heat input increased and effectively reduced the cooling rate in the weld pool during solidification, and thus, allowing gas bubbles to escape from the weld pool. As the weld pool remains in liquid state for a longer period at lower welding speeds, it favours the nucleation, growth and finally the escape of the gas bubbles. Keyhole instability and collapse may also contribute to the formation of porosity at lower welding speeds (37). In contrast, at very high welding speeds, the solidification of the weld pool is too fast that there is insufficient time for the growth of pores and therefore, the risk of porosity formation is reduced. The chance of observing porosity is the greatest at intermediate speeds, where there is enough time for pores to grow but also for the pool to solidify before the escape (45). In fact, the largest pore was observed in the specimen welded at the welding speed of 3.0 m/min, with a diameter of 0.23 mm, which was still less than the maximum pore size of 0.40 mm acceptable according to BS EN As shown in Figure 11, porosity was observed over the entire range of welding speeds used, all of them small enough to be acceptable and along the weld centreline at lower half of the welds Figure 12 shows the relationship between welding speed at fixed laser power of 2.5 kw, and the weld widths. A very wide face and root widths were obtained at 1.8 m/min, with the top width exceeding the limit of 3.2 mm in BS EN 4678 and the bottom width also being very close to the same upper limit of 3.2 mm. Compared to the specimens welded at 2.0 kw, the specimens welded at 2.5 kw showed a steeper decrease in the top width with increasing welding speed, whereas, the bottom width decreased with increasing welding speed at a similar rate as those welded at 2.0 kw. The face width was too large at 1.8 m/min whereas, the root width was too narrow at 4.2 and 4.8 m/min. The transverse section of the specimen welded at 1.8 m/min in Figure 13 has a noticeably wide face and root weld widths with almost rectangular weld shape. The specimen welded at a faster welding speed of 2.4 m/min displayed an hourglass shape, which changed into a nail head shape at 4.2 m/min where the root width became too narrow according to the 1.0 mm minimum root width specified in BS EN 14
15 4678. The trend in Rw was the same as that for the specimens welded at 2.0 kw, where it dropped below the limit of 0.4 at the same welding speed of 4.2 m/min. The specimen welded at 1.8 m/min produced undercut with a depth greater than the maximum undercut depth of 0.10 mm cited in the less stringent BS EN ISO and BS EN The specimens welded at 2.4 and 3.0 m/min pass the criterion of BS EN ISO and BS EN 4678 but failed that of AWS D17.1. The specimens welded at higher welding speeds of 3.6, 4.2 and 4.8 m/min satisfied all criteria with undercut depths less than 0.05 mm. The height of reinforcement in specimens were all below 0.4 mm, with a maximum of around 0.25 mm, so they were all acceptable. The reinforcement decreased with increasing welding speed. Increasing the welding speed had a positive influence on reducing the extent of imperfections in the welds, whereas, sufficiently fast welding speed was necessary to achieve a stable full penetration. Porosity was observed in every specimen for the welding speeds investigated at the given constant power of 2.5 kw. The pores were spherical in shape and their diameters were 0.04, 0.08, 0.04, 0.05, 0.14 and 0.10 mm for the welding speed of 1.8, 2.4, 3.0, 3.6, 4.2 and 4.8 m/min, respectively. The pores were the largest at the two fastest welding speeds of 4.2 and 4.8 m/min with nail head shaped welds. The narrow root width at higher speeds increased the probability of retaining porosity (43,45,49), because the escape of gas porosity before solidification became more difficult and only accessible via the top surface (48). The low Rw at 4.2 and 4.8 m/min implied that keyhole instability and collapse at very high welding speeds contributed to increased pore diameters. Nevertheless, the size of all pores were confidently within the safe limit of 0.40 mm specified in BS EN According to Figure 13, when a fixed laser power of 3.0 kw was used, the operating window for welding speed became wider as shown by the weld widths of the specimens welded at welding speeds of 4.2, 4.8 and 5.4 m/mins, those of which at previously investigated lower laser powers failed to meet the minimum root width of 1.0 mm specified in BS EN In this case, the top weld width was acceptable over the entire welding speed range used. The bottom weld width of all specimens except at 6.0 m/min, were acceptable. For this set of welding speeds and laser power, the Rw values were all above 0.4. In other words, a stable full penetration was obtained under all conditions. The weld cross-section exhibited an hourglass shape at low welding speeds up to around 3.6 m/min and then changed to a nail head shape with some features resembling the hourglass shape. Undercut was not an issue except at 2.4 m/min which was very close to the limiting depth. None of the 15
16 specimens passed the most stringent depth of 0.05 mm specified in AWS D17.1. The influence of welding speed on reinforcement was obvious, with a steady reduction in the height of the reinforcement with increasing welding speed. Overall, the amount of reinforcement in these specimens were well acceptable. Porosity was not observed at all welding speeds from 1.8 to 6.0 m/min. Except the limiting maximum welding speed of 6.0 m/min, which produced too narrow root width, any welding speed below 6.0 m/min can therefore, be used to produce a good quality weld at the given fixed laser power of 3.0 kw, which also meant that a wide operating window was obtained. A further reduction in the overall weld widths with increasing welding speed was observed as shown in Figure 16 at the given constant laser power of 3.5 kw, than those of 2.5 and 3.0 kw. The widest top and bottom weld widths were produced at 2.4 m/min. The top and the bottom weld widths only varied by around 0.2 mm from 3.6 m/min to 7.2 m/min, with values close to 2.0 mm and 1.0 mm, respectively. The bottom widths at welding speeds greater than 2.4 m/min were very close to the minimum limit of 1.0 mm cited in BS EN The top widths, on the other hand, were at least 1 mm less than the maximum limit of 3.2 mm. The weld shape at 2.4 m/min was an hourglass shape but nail head shape above 3.6 m/min, with considerably narrow root widths. The Rw shown in Figure 16 was the largest at 2.4 m/min, as proved by its hourglass weld shape, and then decreased to around 0.6 for the specimens welded at higher welding speeds as shown by their nail head shaped welds. With the Rw greater than 0.4, the welding process produced a stable full penetration for all welding speeds investigated. For all the specimens welded at 3.5 kw, the undercut remained fairly constant regardless of welding speed, with values within both the less stringent 0.10 mm and the more stringent 0.05 mm limits. Reinforcement or excessive root penetration was observed at 2.4 m/min with a height of around 0.25 mm at bottom. Reinforcement decreased with increasing welding speed and its effect on weld quality was insignificant and well below 0.4 mm limit. Porosity was only observed at the fastest welding speed of 7.2 m/min. However, the size of 0.04 mm was almost an order of magnitude smaller than the maximum tolerable size of 0.4 mm specified in BS EN Interestingly, for this particular specimen, a spatter was found at the bottom surface near the fusion boundary but there were no welding quality acceptance criteria on spatter according to AWS D17.1, BS EN ISO and BS EN 4678, except in BS EN ISO which states that the acceptance of spatter 16
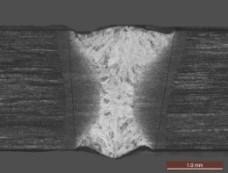
17 depends on applications. The effect of spatter on weld quality or performance was therefore, considered negligible. 3.3 Effect of Focal Position Finally, various focal positions were employed as listed in Table 6 to examine the effect of changing focal position on the weld quality and microstructure. Figure 18 shows the effect of varying focal distance on the weld width, which is the distance relative to the surface of the workpiece, with a value equal to zero on the surface, positive when the beam is focused above the surface of the workpiece and negative below. The location of the focal position determines the intensity of the beam on the surface of the workpiece. The laser beam energy density was the maximum at the 0 mm focal point. By defocusing the beam either above or below the top surface of the workpiece, it was possible to change the beam intensity and produce a wider weld pool size and larger keyhole which were sometimes beneficial for processing stability. On the other hand, it was also desired to have a small focal spot as it meant that there is less material involved during welding. Positive defocusing reduced the irradiance on the surface but the keyhole was inherently more stable. Unlike Pastor et al. (48) who observed that positive defocusing leads to more plasma which defocuses the beam, this was not a serious problem with fibre laser as the plasma effect was found to be very small with fibre laser due to its wavelength. Negative defocusing led to an increased laser beam coupling to the material and increased the irradiance inside the weld pool (51) so the welding speed could be increased compared to without defocusing (52). It was therefore, important to keep the focal distance within the appropriate range to maintain the required power density to form a keyhole. The optimum focal position resulted in the maximum Rw, suitable face and root widths and minimum imperfections. Full penetration was achieved in all welds regardless of the focal position used as shown in Figure 18. The top and the bottom weld widths were measured to be the minimum at 0 mm as expected. The general trend was that the weld widths increased with the magnitude of focal position. As the threshold power density for keyhole formation was lower at negative focal positions due to improved laser and material coupling within the material (50), the weld widths were found to be larger at negative focal positions than at positive focal positions of the same magnitude. The BS EN 4678 criteria on face and root widths, and the Rw limit of 0.4 were satisfied at all focal positions. The Rw was calculated to be greater at ±2 mm and 0 mm than at ±4 and ±5.5 mm. Interestingly, for smaller focal 17
18 positions, the weld cross-sections displayed an hourglass shape, whereas, at larger focal positions, it was a V shape. Undercut defect was found to be acceptable at all focal positions due to the fact that the chosen laser power and the welding speed values have already been optimised as discussed above and also partly because the heat input was not affected by the focal position, while only the laser power density changed. The depth of undercut in all specimens satisfied the BS EN 4678 and BS EN ISO criteria. The specimens welded at +2 and -4 mm focal positions showed the largest undercut but were still acceptable according to these criteria. The smallest undercut was produced at +5.5 mm which satisfied the AWS D17.1 criterion. The size of undercut measured both in the specimens welded at 0 and +4 mm was also small. There was only a small change in the height of reinforcement with focal position except the specimen welded at a focal position of 5.5 mm which exhibited excessive penetration due to the effect of laser-material interaction discussed above when negatively defocused. Figure 19 shows that porosity was formed at focal positions of -4.0 and +5.5 mm and the size of pores were very small at 0.04 and 0.03 mm respectively. Porosity was found in the specimens with small Rw values, where a small Rw is equivalent to a large aspect ratio (53). Therefore, it was determined that overall the most acceptable weld profile was obtained at a focal position of +4 mm because a stable full penetration was achieved with a sufficiently wide root width, small under and reinforcement and finally, the absence of porosity defects. The specimen welded at -2 mm would also produce a good quality weld for the same reason discussed above. Note that the presence of porosity defect was observed in the lower half of the FZ. The spherical shape of the pores indicate that they were caused by entrapment of hydrogen gas bubble in the molten weld pool during solidification due to increased solubility of hydrogen with increasing temperature in Ti-6Al-4V. 3.4 Relationship between weld microstructure and process parameters The weld microstructure was found to be directly related to heat input. The heat input was controlled by changing laser power and/or welding speed, where higher heat input was achieved by either increasing the laser power or decreasing the welding speed, and vice versa. As Figure 20 shows, for lower heat inputs, as achieved by increasing the welding speed or decreasing the laser power, the time spent at higher temperatures decreased and the cooling rate increased over the solidification temperature range, arising from a smaller weld pool volume. This promoted the formation of finer martensite and prior β grains in the FZ microstructure. On the other hand, for higher heat inputs, as 18
19 achieved by decreasing the welding speed or increasing the laser power, the time spent at high temperatures increased and the cooling rate decreased. As a result, the martensitic phase changed from a needle like to plate like morphology and the prior β grain size increased due to longer time available for grain coarsening. In addition, diffusional transformation constituents such as acicular α and grain boundary α appeared. Changing the focal position also changed the incident laser power density but not the heat input. When the focal position was set to 0 mm, higher power density or longer interaction time was obtained, which promoted additional grain growth in the fusion zone. However, since the change in focal position was relatively small, no significant differences in microstructure was observed. Instead, it mainly affected the weld width, where increasing or decreasing the focal position also increased both the face and the root weld widths. 4. Conclusions Thin sheets of titanium alloy Ti-6Al-4V were fibre laser welded to investigate the influence of laser power, welding speed and beam focal position on the weld quality, shape, microstructure and defects. The following conclusions can be drawn. Rapid heating and cooling of fibre laser welding induced a fine martensitic microstructure in the FZ and mostly martensitic and acicular α structure in the adjacent HAZ. The HAZ next to the BM consisted of primary α, intergranular β and martensite. The BM consisted of primary α and intergranular β. Heat input supplied to the workpiece was mainly controlled by laser power and welding speed, which in turn, influenced the weld microstructure by modifying the peak temperatures experienced and, the heating and cooling rates. Decreasing the laser power or increasing the welding speed resulted in finer martensite and prior β grains in the FZ, whereas, increasing the laser power or decreasing the welding speed resulted in acicular martensitic structure and larger prior β grain size, as well as the formation of diffusional transformation constituents such as acicular α and grain boundary α. No significant differences in weld microstructure were observed over the range of focal positions investigated. The weld top and bottom width all increase with increasing laser power, focal position and decreasing welding speed. 19
20 Incomplete penetration or narrow root width were the main problems at low laser powers and fast welding speeds, whereas, undercut was the main defect at high laser powers. In general, the weld quality produced was good for all welding speeds as long as it was not too fast. Spatter was observed at the bottom surface at very fast welding speeds. Reinforcement increased with increasing laser power or welding speed but was not critical enough to affect the weld quality. Porosity was detected were all below the critical size The root width increased more at negative focal positions than at the equivalent positive focal positions due to an enhanced interaction between laser and the material being welded with negative defocusing. It was therefore, possible to weld Ti-6Al-4V at high laser powers and welding speeds, over a wide range of focal positions, with characteristics and qualities that are pertinent to aerospace applications. 5. Acknowledgement The strong support from the Aviation Industry Corporation of China (AVIC) and Beijing Aeronautical Manufacturing Technology Research Institute (BAMTRI) for this funded research is much appreciated. The research was performed at the AVIC Centre for Structural Design and Manufacture at Imperial College London. Dr C M Davies acknowledges the support of EPSRC under grant number EP/I004351/1. 20
21 6. References 1. Clifford M. ASME engineer s data book. 1st ed. Fairfield: ASME Press; p. 2. Cao X, Wallace W, Poon C, Immarigeon JP. Research and Progress in Laser Welding of Wrought Aluminum Alloys. I. Laser Welding Processes. Materials and Manufacturing Processes. 2003;18(1): Benyounis KY, Olabi AG, Hashmi MSJ. Effect of laser welding parameters on the heat input and weld-bead profile. Journal of Materials Processing Technology. 2005; : El-Batahgy A-M, Kutsuna M. Laser Beam Welding of AA5052, AA5083, and AA6061 Aluminum Alloys. Research Letters in Materials Science. 2009;2009: El-Batahgy A-M. Effect of laser welding parameters on fusion zone shape and solidification structure of austenitic stainless steels. Materials Letters. 1997;32(2-3): Gong S, Chen L, Yao W, Tang T. Research on laser welding of BT20 titanium alloy. In: Li L, Achara C (eds.) Proceedings of the 22nd International Congress on Application of Lasers & Electro-Optics. Jacksonville, Fl: Laser Institute of America; p Chen L, Shuili G, Yang J. Study on Full Penetration Stability of Light Alloys Sheet Laser Welding. In: Hinduja S, Li L (eds.) Proceedings of the 37th International MATADOR Conference. Manchester: University of Manchester; p Chen L, Hu L, Gong S. A study on the porosity of CO2 laser welding of titanium alloy. China Welding. 2006;15(1): Karlsson J, Kaplan AFH. Analysis of a fibre laser welding case study, utilising a matrix flow chart. Applied Surface Science. 2011;257(9): Karlsson J, Kaplan A. Fibre laser welding for lightweight design. ICALEO International Congress on Applications of Laser and Electro-Optics p Karlsson J, Ilar T, Kaplan AFH. Knowledge platform approach for fiber laser welding of high strength. Proceedings of the 12th NOLAMP conference. Copenhagen: FORCE Technology; p Norman PM, Kaplan AFH, Karlsson J. Classification and generalization of data from a fibre-laser hybrid welding case. Physics Procedia. 2010;5: Karlsson J, Markmann C, Minhaj Alam M, Kaplan AFH. Parameter influence on the laser weld geometry documented by the matrix flow chart. Physics Procedia. 2010;5: Manonmani K, Murugan N, Buvanasekaran G. Effect of process parameters on the weld bead geometry of laser beam welded stainless steel sheets. International Journal for the Joining of Materials. 2005;17(4): Balasubramanian TS, Balakrishnan M, Balasubramanian V, Muthu Manickam MA. Influence of welding processes on microstructure, tensile and impact properties of Ti-6Al-4V alloy joints. Transactions of Nonferrous Metals Society of China (English Edition). The Nonferrous Metals Society of China, 2011;21(6): Squillace A, Prisco U, Ciliberto S, Astarita A. Effect of welding parameters on morphology and mechanical properties of Ti-6Al-4V laser beam welded butt joints. Journal of Materials Processing Technology. 2012;212(2): Campanelli SL, Casalino G, Mortello M, Angelastro A, Ludovico AD. Microstructural Characteristics and Mechanical Properties of Ti6Al4V Alloy Fiber Laser Welds. Procedia CIRP. 2015;33:
22 18. Mueller S, Stiles E, Dienemann R. Study of porosity formation during laser welding of Ti6Al4V. Proceedings of the 25th International Congress on Applications of Lasers and Electro-Optics. Scottsdale, AZ: Laser Institute of America; p Mueller S, Braat C, Mueller P, Cuddy J, Shankar K. Laser beam welding of titanium a comparison of CO 2 and fibre laser for potential aerospace applications. Proceedings of the 27th International Congress on Applications of Lasers and Electro-Optics. Temecula: Laser Institute of America; p Hilton P, Blackburn J, Chong P. Welding of Ti-6Al-4V with fibre delivered laser beams. Proceedings of the 26th International Congress on Applications of Lasers and Electro-optics. Orlando, FL: Laser Institute of America; p Tsukamoto S, Steen WM, Mazumder J. Laser Welding. Laser Material Processing. 4th ed. London: Springer-Verlag London; p BS EN 4678:2011 Aerospace series. Weldments and brazements for aerospace structures. Joints of metallic materials by laser beam welding. Quality of weldments. 23. ISO/TR :2005 Welding - Recommendations for welding of metallic materials - Part 6: Laser beam welding. 24. AWS C7.2 Recommended Practices for Laser Beam Welding, Cutting and Drilling. 25. BS EN :2005 Welding. Recommendations for welding of metallic materials. Laser beam welding. 26. ASTM E3 Methods for Preparation of Metallographic Specimens. 27. BS EN 1321:1997 Destructive test on welds in metallic materials. Macroscopic and microscopic examination of welds. 28. Peters M, Hemptenmacher J, Kumpfert J, Leyens C. Structure and Properties of Titanium and Titanium Alloys. In: Leyens C, Peters M (eds.) Titanium and Titanium Alloys. Fundamentals and Applications. 1st ed. Weinheim: WILEY-VCH Verlag GmbH & Co. KGaA; p BS EN ISO :2002 Specification and qualification of welding procedures for metallic materials Welding procedure test Part 11 Electron and laser beam welding. 30. ISO Welding Electron and laser-beam welded joints Guidance on quality levels for imperfections Part 2: Aluminium and its weldable alloys. 31. AWS D17.1:2001 Specification for Fusion Welding for Aerospace Applications. 32. Mendez PF, Eagar TW. Welding processes for aeronautics. Advanced Materials & Processes. 2001;159(5): Elmer JW, Palmer TA, Babu SS, Zhang W, DebRoy T. Phase transformation dynamics during welding of Ti-6Al-4V. Journal of Applied Physics. 2004;95: Rai R, Elmer JW, Palmer T a, DebRoy T. Heat transfer and fluid flow during keyhole mode laser welding of tantalum, Ti 6Al 4V, 304L stainless steel and vanadium. Journal of Physics D: Applied Physics. 2007;40(18): Wang SHH, Wei MDD, Tsay LWW. Tensile properties of LBW welds in Ti 6Al 4V alloy at evaluated temperatures below 450 C. Materials Letters. 2003;57(12): Elmer JW, Palmer TA, Babu SS, Zhang W, DebRoy T. Phase transformation dynamics during welding of Ti-6Al-4V. Journal of Applied Physics. 2004;95: Kabir ASH, Cao X, Medraj M, Wanjara P, Cuddy J, Birur A. Effect of Welding Speed and Defocusing Distance on the Quality of Laser Welded Ti-6Al-4V. Proceedings of the Materials Science and Technology (MS&T) 2010 Conference. Houston, TX: ASM International; p
23 38. Kabir ASH, Cao X, Gholipour J, Wanjara P, Cuddy J, Birur A, et al. Effect of Postweld Heat Treatment on Microstructure, Hardness, and Tensile Properties of Laser-Welded Ti-6Al- 4V. Metallurgical and Materials Transactions A. 2012;43(11): Ahmed T, Rack HJ. Phase transformations during cooling in α+β titanium alloys. Materials Science and Engineering: A. 1998;243: Babu B. Physically Based Model for Plasticity and Creep of Ti-6Al-4V. Luleå University of Technology; Cao X, Jahazi M. Effect of welding speed on butt joint quality of Ti 6Al 4V alloy welded using a high-power Nd:YAG laser. Optics and Lasers in Engineering. 2009;47(11): Kabir ASH. Nd:YAG Laser Welding of Ti-6Al-4V Alloy. Concordia University; Murav ev VI. Problems of Pore Formation in Welded Joints of Titanium Alloys. Metal Science and Heat Treatment. 2005;47(7-8): Fan Y, Chen Z, Zhang CH, Liu AM. A comparison of microstructure and mechanical properties of welded thin Ti6Al4V with three different types of laser. Materials Research Innovations. 2015;19(S4): S187 S Khaled T. An investigation of pore cracking in titanium welds. Journal of Materials Engineering and Performance. 1994;3(1): Mitchell DR. Porosity in Titanium Welds. Welding Journal. 1982;61: 157s 167s. 47. Verhaeghe G, Hilton P, Barnes S. Achieving Low-Porosity Laser Welds in Aerospace Aluminium Alloy Aerospace Manufacturing Technology Conference. Montreal: SAE International; p Pastor M, Zhao H, Debroy T. Pore formation during continuous wave Nd:YAG laser welding of aluminium for automotive applications. Welding International. p, 2001;15(4): Zhou J, Tsai H-L. Porosity Formation and Prevention in Pulsed Laser Welding. Journal of Heat Transfer. 2007;129(8): Zhao H, Martukanitz RP, Debroy T. Porosity, Underfill and Magnesium Loss during Continuous Wave Nd:YAG Laser Welding of Thin Plates of Aluminum Alloys 5182 and Welding Journal. 1999;78(6): Leong KH, Sabo KR, Sanders PG, Spawr WJ. Laser Welding of Aluminum Alloys. Proceedings of Photonics West 97. International Society for Optics and Photonics; p Schuöcker D. Welding with Lasers. High Power Lasers in Production Engineering. London: Imperial College Press; p Kim JS, Watanabe T, Yoshida Y. Effect of the beam-defocusing characteristics on porosity formation in laser welding. Journal of Materials Science Letters. 1995;14(22):
24 Table 1 Chemical composition of Ti-6Al-4V Grade 5 (Wt. %) Ti Al V Fe O Balance Table 2 Examination and tests for welds in accordance with acceptance level D specified in BS EN ISO :2002 (29) Test piece Type of examination and test Extent of examination and test Butt weld Visual examination Radiographic examination Ultrasonic examination Surface crack detection Metallographic examination 100 % if required if required if required 1 section minimum T-joint Visual examination Ultrasonic examination Surface crack detection Metallographic examination 100 % if required if required 1 section minimum Table 3 Relevant welding quality acceptance criteria from AWS D17.1:2001, BS EN ISO and BS EN 4678:2011 standards (22,30-31) Standard Level Face width (mm) Root width (mm) Porosity (mm) Undercut (mm) AWS D17.1 Class A N/A N/A BS EN ISO stringent B N/A N/A BS EN 4678 Titanium alloys Reinforcement (mm) 24
25 Table 4 Process parameters tested to investigate the effect of laser power and the resulting measured top and bottom weld widths and calculated R w Laser power (kw) Welding speed (m/min) Focal position (mm) Top width (mm) Bottom width (mm) R w 25
26 Table 5 Process parameters tested to investigate the effect of welding speed and the resulting measured top and bottom weld widths and calculated R w Laser power (kw) Welding speed (m/min) Focal position (mm) Top width (mm) Bottom width (mm) R w Table 6 Process parameters tested to investigate the effect of focal position and the resulting measured top and bottom weld widths and calculated R w Laser power (kw) Welding speed (m/min) Focal position (mm) Top width (mm) Bottom width (mm) R w 26
27 List of tables Table 1 Chemical composition of Ti-6Al-4V Grade 5 (Wt. %) Table 2 Examination and tests for welds in accordance with acceptance level D specified in BS EN ISO :2002 (3) Table 3 Relevant welding quality acceptance criteria from AWS D17.1:2001, BS EN ISO and BS EN 4678:2011 standards (13-15) Table 4 Process parameters tested to investigate the effect of laser power and the resulting measured top and bottom weld widths and calculated Rw Table 5 Process parameters tested to investigate the effect of welding speed and the resulting measured top and bottom weld widths and calculated Rw Table 6 Process parameters tested to investigate the effect of focal position and the resulting measured top and bottom weld widths and calculated Rw List of figures Figure 1 Experimental set-up for fibre laser welding Ti-6Al-4V sheets Figure 2 Microstructure of fibre laser welded Ti-6Al-4V (P=2.7 kw, V=2.1 m/min and f=+4mm) in a) the base metal, b) the heat affected zone and c) the fusion zone at 200x and 500x magnifications etched using Kroll s reagent Figure 3 a) Energy-dispersive X-ray spectroscopy (EDS) spectrum of the fusion zone and b) the detected weight percentage (%) of chemical elements in the parent material, the heat affected zone and the fusion zone Figure 4 a) Relationship between weld width and laser power at a welding speed of 2.1 m/min with +4 mm defocus and argon shielding gas and b) the resultant weld width ratio, undercut and reinforcement Figure 5 Transverse sections of welds produced with different laser powers at a welding speed of 2.1 m/min with +4 mm defocus and argon shielding gas Figure 6 a) Relationship between weld width and laser power at a welding speed of 3.9 m/min with +4 mm defocus and argon shielding gas and b) the resultant weld width ratio, undercut and reinforcement Figure 7 Transverse sections of welds produced with different laser powers at a welding speed of 3.9 m/min with +4 mm defocus and argon shielding gas Figure 8 a) Relationship between weld width and laser power at a welding speed of 6.0 m/min with +4 mm defocus and argon shielding gas and b) the resultant weld width ratio, undercut and reinforcement Figure 9 Transverse sections of welds produced with different laser powers at a welding speed of 6.0 m/min with +4 mm defocus and argon shielding gas Figure 10 a) Relationship between weld width and welding speed at a laser power of 2.0 kw with +4 mm defocus and argon shielding gas and b) the resultant weld width ratio, undercut and reinforcement Figure 11 Transverse sections of welds produced with different welding speeds at a laser power of 2.0 kw with +4 mm defocus and argon shielding gas Figure 12 a) Relationship between weld width and welding speed at a laser power of 2.5 kw with +4 mm defocus and argon shielding gas and b) the resultant weld width ratio, undercut and reinforcement4.2 27
28 Figure 13 Transverse sections of welds produced with different welding speeds at a laser power of 2.5 kw with +4 mm defocus and argon shielding gas Figure 14 a) Relationship between weld width and welding speed at a laser power of 3.0 kw with +4 mm defocus and argon shielding gas and b) the resultant weld width ratio, undercut and reinforcement Figure 15 Transverse sections of welds produced with different welding speeds at a laser power of 3.0 kw with +4 mm defocus and argon shielding gas Figure 16 a) Relationship between weld width and welding speed at a laser power of 3.5 kw with +4 mm defocus and argon shielding gas and b) the resultant weld width ratio, undercut and reinforcement Figure 17 Transverse sections of welds produced with different welding speeds at a laser power of 3.5 kw with +4 mm defocus and argon shielding gas Figure 18 a) Relationship between weld width and focal position at a laser power of 2.5 kw, a welding speed of 3.0 m/min and with argon shielding gas, and b) the resultant weld width ratio, undercut and reinforcement Figure 19 Transverse sections of welds produced with different focal positions at a laser power of 2.5 kw, a welding speed of 3.0 m/min and with argon shielding gas Figure 20 Comparison of microstructures in the fusion zone obtained using four different combinations of welding speed and laser power 28




29 KUKA Robert Fiber Laser Gas knife Laser welding head Control system Welding sheet Protecting Gas Shielding Gas Welding fixture




30 10 mm 100 μm P=2.7 kw, V=2.1 m/min, f=+4 mm BM 100 μm 100 μm HAZ FZ
31 Weight (%) PM HAZ FZ Ti Al V a) b)
32 Weld width (mm) Rw Imperfections (mm) Width ratio Undercut Reinforcement Top Bot Laser power (kw) Laser power (kw) 0.00 a) b)




33 1.0 mm 1.0 mm 1.0 mm 1.0 mm 1.0 mm 1.2 kw 1.5 kw 1.8 kw 2.1 kw 2.4 kw 1.0 mm 1.0 mm 1.0 mm 1.0 mm 2.7 kw 3.0 kw 3.3 kw 3.6 kw
34 Weld width (mm) Rw Imperfections (mm) Width ratio Undercut Reinforcement Top Bot Laser power (kw) Laser power (kw) a) b)







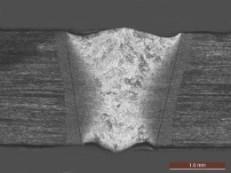
35 1.0 mm 1.0 mm 1.0 mm 1.0 mm 1.0 mm 1.8 kw 2.1 kw 2.4 kw 2.7 kw 3.0 kw 1.0 mm 1.0 mm 1.0 mm 1.0 mm 1.0 mm 3.3 kw 3.6 kw 3.9 kw 4.2 kw 4.5 kw
36 Weld width (mm) Rw Imperfections (mm) Width ratio Undercut Reinforcement Top Bot Laser power (kw) Laser power (kw) 0.00 a) b)









37 1.0 mm 1.0 mm 1.0 mm 1.0 mm 1.0 mm 2.1 kw 2.4 kw 2.7 kw 3.0 kw 3.4 kw 1.0 mm 1.0 mm 1.0 mm 1.0 mm 3.6 kw 3.9 kw 4.2 kw 4.5 kw
38 Weld width (mm) Rw Imperfections (mm) Width ratio Undercut Reinforcement Top Bot Speed (m/min) Speed (m/min) a) b)



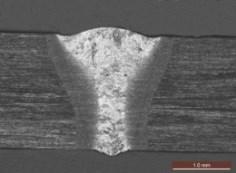

39 1.0 mm 1.0 mm 1.0 mm 1.0 mm 1.0 mm 1.8 m/min 2.4 m/min 3.0 m/min 3.6 m/min 4.2 m/min
40 Weld width (mm) Rw Imperfections (mm) Width ratio Undercut Reinforcement Top Bot Speed (m/min) Speed (m/min) a) b)




41 1.0 mm 1.0 mm 1.0 mm 1.8 m/min 2.4 m/min 3.0 m/min 1.0 mm 1.0 mm 1.0 mm 3.6 m/min 4.2 m/min 4.8 m/min
42 Weld width (mm) Rw Imperfections (mm) Width ratio Undercut Reinforcement Top Bot Speed (m/min) Speed (m/min) a) b)








43 1.0 mm 1.0 mm 1.0 mm 1.0 mm 1.8 m/min 2.4 m/min 3.0 m/min 3.6 m/min 1.0 mm 1.0 mm 1.0 mm 1.0 mm 4.2 m/min 4.8 m/min 5.4 m/min 6.0 m/min
44 Weld width (mm) Rw Imperfections (mm) Width ratio Undercut Reinforcement Top Bot Speed (m/min) Speed (m/min) a) b)





45 1.0 mm 1.0 mm 1.0 mm 1.0 mm 1.0 mm 2.4 m/min 3.6 m/min 4.8 m/min 6 m/min 7.2 m/min
46 Weld width (mm) Imperfections (mm) Width ratio Undercut Reinforcement R w Top Bot Focal position (mm) Focal position (mm) a) b)





47 1.0 mm 1.0 mm 1.0 mm +2.0 mm +4.0 mm +5.5 mm +0.0 mm 1.0 mm 1.0 mm 1.0 mm 1.0 mm mm -5.5 mm mm




48 Change in welding speed Change in laser power 100 μm 100 μm 100 μm 100 μm P=2.1 kw, V=2.1 m/min, f=+4 mm 100 μm 100 μm P=2.1 kw, V=6.0 m/min, f=+4 mm P=4.2 kw, V=2.1 m/min, f=+4 mm 100 μm 100 μm P=4.2 kw, V=6.0 m/min, f=+4 mm
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304
 A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
PULSED LASER WELDING
 PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
Welding Job Knowledge
 Titanium and titanium alloys Weldability of materials Job Titanium and its alloys are chosen because of the following properties: high strength to weight ratio; corrosion resistance; mechanical properties
Titanium and titanium alloys Weldability of materials Job Titanium and its alloys are chosen because of the following properties: high strength to weight ratio; corrosion resistance; mechanical properties
related to the welding of aluminium are due to its high thermal conductivity, high
 Chapter 7 COMPARISON FSW WELD WITH TIG WELD 7.0 Introduction Aluminium welding still represents a critical operation due to its complexity and the high level of defect that can be produced in the joint.
Chapter 7 COMPARISON FSW WELD WITH TIG WELD 7.0 Introduction Aluminium welding still represents a critical operation due to its complexity and the high level of defect that can be produced in the joint.
Laser and hybrid laser-mig welding of 6.35 and 12.7mm thick aluminium aerospace alloy
 Materials Science Forum Vols. 519-521 (2006) pp. 1139-1144 online at http://www.scientific.net (2006) Trans Tech Publications, Switzerland Laser and hybrid laser-mig welding of 6.35 and 12.7mm thick aluminium
Materials Science Forum Vols. 519-521 (2006) pp. 1139-1144 online at http://www.scientific.net (2006) Trans Tech Publications, Switzerland Laser and hybrid laser-mig welding of 6.35 and 12.7mm thick aluminium
STUDY ON SiCP/6063Al COMPOSITES LASER WELDING PROCESS WITH Al75Cu20Ti5 FOIL INTERLAYER
 Engineering Review, Vol. 37, Issue 2, 235-242, 2017. 235 STUDY ON SiCP/6063Al COMPOSITES LASER WELDING PROCESS WITH Al75Cu20Ti5 FOIL INTERLAYER Dongfeng Cheng 1* Peng Wang 1 Jitai Niu 1,2 Zeng Gao 1 1
Engineering Review, Vol. 37, Issue 2, 235-242, 2017. 235 STUDY ON SiCP/6063Al COMPOSITES LASER WELDING PROCESS WITH Al75Cu20Ti5 FOIL INTERLAYER Dongfeng Cheng 1* Peng Wang 1 Jitai Niu 1,2 Zeng Gao 1 1
Nd:YAG Laser Welding of ZE41A-T5 Magnesium Sand Casting Alloy
 Nd:YAG Laser Welding of ZE41A-T5 Magnesium Sand Casting Alloy Haider Al-Kazzaz A Thesis In The Department of Mechanical and Industrial Engineering Presented in Partial Fulfillment of the Requirements for
Nd:YAG Laser Welding of ZE41A-T5 Magnesium Sand Casting Alloy Haider Al-Kazzaz A Thesis In The Department of Mechanical and Industrial Engineering Presented in Partial Fulfillment of the Requirements for
Microstructural Characteristics and Mechanical Properties of Single-Mode Fiber Laser Lap-Welded Joint in Ti and Al Dissimilar Metals
 Transactions of JWRI, Vol.42 (2013), No. 1 Microstructural Characteristics and Mechanical Properties of Single-Mode Fiber Laser Lap-Welded Joint in Ti and Al Dissimilar Metals Su-Jin LEE Su-Jin*, LEE*,
Transactions of JWRI, Vol.42 (2013), No. 1 Microstructural Characteristics and Mechanical Properties of Single-Mode Fiber Laser Lap-Welded Joint in Ti and Al Dissimilar Metals Su-Jin LEE Su-Jin*, LEE*,
CLAD STAINLESS STEELS AND HIGH-NI-ALLOYS FOR WELDED TUBE APPLICATION
 CLAD STAINLESS STEELS AND HIGHNIALLOYS FOR WELDED TUBE APPLICATION Wolfgang Bretz Wickeder Westfalenstahl GmbH Hauptstrasse 6 D58739 Wickede, Germany Keywords: Cladding, Laser/TIG Welding, Combined SolderingWelding
CLAD STAINLESS STEELS AND HIGHNIALLOYS FOR WELDED TUBE APPLICATION Wolfgang Bretz Wickeder Westfalenstahl GmbH Hauptstrasse 6 D58739 Wickede, Germany Keywords: Cladding, Laser/TIG Welding, Combined SolderingWelding
Hot Cracking Susceptibility in the TIG Joint of AZ31 Mg-Alloy Plates Produced by the TRC Process with and without Intensive Melt Shearing
 Materials Science Forum Vol. 765 (2013) pp 756-760 (2013) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/msf.765.756 Hot Cracking Susceptibility in the TIG Joint of AZ31 Mg-Alloy Plates
Materials Science Forum Vol. 765 (2013) pp 756-760 (2013) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/msf.765.756 Hot Cracking Susceptibility in the TIG Joint of AZ31 Mg-Alloy Plates
9. Welding Defects 109
 9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
Spatter-Free Stable Conduction and Keyhole Welding of Copper with 275 Watt Blue Laser
 Spatter-Free Stable Conduction and Keyhole Welding of Copper with 275 Watt Blue Laser Abstract Laser welding of highly reflective materials such as copper has been problematic for infrared lasers due to
Spatter-Free Stable Conduction and Keyhole Welding of Copper with 275 Watt Blue Laser Abstract Laser welding of highly reflective materials such as copper has been problematic for infrared lasers due to
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
EFFECTS OF FILLER WIRE AND CURRENT ON THE JOINING CHARACTERISTICS OF Al Li Cu ALLOY USING TIG WELDING
 EFFECTS OF FILLER WIRE AND CURRENT ON THE JOINING CHARACTERISTICS OF Al Li Cu ALLOY USING TIG WELDING A. Chennakesava Reddy Professor & Head Department of Mechanical Engineering, JNTU College of Engineering
EFFECTS OF FILLER WIRE AND CURRENT ON THE JOINING CHARACTERISTICS OF Al Li Cu ALLOY USING TIG WELDING A. Chennakesava Reddy Professor & Head Department of Mechanical Engineering, JNTU College of Engineering
CHAPTER-4 EXPERIMENTAL DETAILS. 4.1 SELECTION OF MATERIAL FOR CC GTAW & PC GTAW OF 90/10 & 70/30 Cu-Ni ALLOY WELDS
 CHAPTER-4 EXPERIMENTAL DETAILS 4.1 SELECTION OF MATERIAL FOR CC GTAW & PC GTAW OF 90/10 & 70/30 Cu-Ni ALLOY WELDS Hot rolled plates of 90/10 and 70/30 Cu-Ni alloys of 5 mm thickness were selected as test
CHAPTER-4 EXPERIMENTAL DETAILS 4.1 SELECTION OF MATERIAL FOR CC GTAW & PC GTAW OF 90/10 & 70/30 Cu-Ni ALLOY WELDS Hot rolled plates of 90/10 and 70/30 Cu-Ni alloys of 5 mm thickness were selected as test
Weldability Evaluation and Microstructure Analysis of Resistance Spot Welded High Manganese Steel in Automotive Application
 Weldability Evaluation and Microstructure Analysis of Resistance Spot Welded High Manganese Steel in Automotive Application Dulal Chandra Saha, Chul Young Choi, Sangho Han, Kwang Geun Chin, Ildong Choi
Weldability Evaluation and Microstructure Analysis of Resistance Spot Welded High Manganese Steel in Automotive Application Dulal Chandra Saha, Chul Young Choi, Sangho Han, Kwang Geun Chin, Ildong Choi
Laser power coupling efficiency in conduction and keyhole welding of austenitic stainless steel
 Sādhanā Vol. 27, Part 3, June 2002, pp. 383 392. Printed in India Laser power coupling efficiency in conduction and keyhole welding of austenitic stainless steel 1. Introduction A K NATH, R SRIDHAR, P
Sādhanā Vol. 27, Part 3, June 2002, pp. 383 392. Printed in India Laser power coupling efficiency in conduction and keyhole welding of austenitic stainless steel 1. Introduction A K NATH, R SRIDHAR, P
MICROSTRUCTURAL CHARACTERIZATION OF MODIFIED COMMERCIAL 2219 ALUMINUM ALLOY
 Association of Metallurgical Engineers Serbia and Montenegro Scientific paper AME UDC:669.715.17.2:62.192.4=2 MICROSTRUCTURAL CHARACTERIZATION OF MODIFIED COMMERCIAL 2219 ALUMINUM ALLOY V. MAKSIMOVIĆ 1,
Association of Metallurgical Engineers Serbia and Montenegro Scientific paper AME UDC:669.715.17.2:62.192.4=2 MICROSTRUCTURAL CHARACTERIZATION OF MODIFIED COMMERCIAL 2219 ALUMINUM ALLOY V. MAKSIMOVIĆ 1,
Solidification. Nov. 2010
 Solidification Nov. 2010 Rapid Solidification (10 5 K/s) Rapidly cool or quench to produce amorphous or glassy structure (metallic glass) Rapid Solidification Cooling
Solidification Nov. 2010 Rapid Solidification (10 5 K/s) Rapidly cool or quench to produce amorphous or glassy structure (metallic glass) Rapid Solidification Cooling
ME E5 - Welding Metallurgy
 ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
Welding Inspection Defects/Repairs Course Reference WIS 5
 Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
The effect of ER4043 and ER5356 filler metal on welded Al 7075 by metal inert gas welding
 This paper is part of the Proceedings of the 2 International Conference on nd High Performance and Optimum Design of Structures and Materials (HPSM 2016) www.witconferences.com The effect of ER4043 and
This paper is part of the Proceedings of the 2 International Conference on nd High Performance and Optimum Design of Structures and Materials (HPSM 2016) www.witconferences.com The effect of ER4043 and
Lecture 29 DESIGN OF WELDED JOINTS VII
 Lecture 29 DESIGN OF WELDED JOINTS VII This chapter presents the influence of various welding related parameters on fatigue behavior of weld joints. Attempts have been made to explain how (residual stress,
Lecture 29 DESIGN OF WELDED JOINTS VII This chapter presents the influence of various welding related parameters on fatigue behavior of weld joints. Attempts have been made to explain how (residual stress,
EFFECT OF POST WELD HEAT TREATMENTS ON THE ELEVATED TEMPERATURE MECHANICAL PROPERTIES OF Ti6Al4V FRICTION WELDS
 EFFECT OF POST WELD HEAT TREATMENTS ON THE ELEVATED TEMPERATURE MECHANICAL PROPERTIES OF Ti6Al4V FRICTION WELDS RAHUL 1#, K. V. RAJULAPATI 1, G. M. REDDY 2, T. MOHANDAS 3, K. B. S. RAO 4 1 School of Engineering
EFFECT OF POST WELD HEAT TREATMENTS ON THE ELEVATED TEMPERATURE MECHANICAL PROPERTIES OF Ti6Al4V FRICTION WELDS RAHUL 1#, K. V. RAJULAPATI 1, G. M. REDDY 2, T. MOHANDAS 3, K. B. S. RAO 4 1 School of Engineering
Sub-surface inspection of welds No. 6.03
 Sub-surface inspection of welds Scope This Guidance Note applies to all welds in structural steelwork for bridges. It covers the sub-surface inspection of welds using ultrasonic inspection testing and
Sub-surface inspection of welds Scope This Guidance Note applies to all welds in structural steelwork for bridges. It covers the sub-surface inspection of welds using ultrasonic inspection testing and
A LEADER IN ADDITIVE MANUFACTURING. Metal additive manufacturing solutions for the global OEM supply chains
 A LEADER IN ADDITIVE MANUFACTURING Metal additive manufacturing solutions for the global OEM supply chains INTRODUCTION TO SINTAVIA Founded in 2012, Sintavia is an innovator in the design, additive manufacturing
A LEADER IN ADDITIVE MANUFACTURING Metal additive manufacturing solutions for the global OEM supply chains INTRODUCTION TO SINTAVIA Founded in 2012, Sintavia is an innovator in the design, additive manufacturing
Duplex Aging of Ti-15V-3Cr-3Sn-3Al Alloy
 The 2012 World Congress on Advances in Civil, Environmental, and Materials Research (ACEM 12) Seoul, Korea, August 26-30, 2012 Duplex Aging of Ti-15V-3Cr-3Sn-3Al Alloy Ying-Kai Chou 1), *Leu-Wen Tsay 2)
The 2012 World Congress on Advances in Civil, Environmental, and Materials Research (ACEM 12) Seoul, Korea, August 26-30, 2012 Duplex Aging of Ti-15V-3Cr-3Sn-3Al Alloy Ying-Kai Chou 1), *Leu-Wen Tsay 2)
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser
 In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
EFFECT OF GTAW WELDING PARAMETERS ON MICROSTRUCTURE AND MECHANICAL PROPERTIES OF CARBON STEEL ALLOYS BY STELLITE 6 FILLER
 EFFECT OF GTAW WELDING PARAMETERS ON MICROSTRUCTURE AND MECHANICAL PROPERTIES OF CARBON STEEL ALLOYS BY STELLITE 6 FILLER Mahdi Karami Pour and *Mohamad Reza Salmani Department of Material Engineering,
EFFECT OF GTAW WELDING PARAMETERS ON MICROSTRUCTURE AND MECHANICAL PROPERTIES OF CARBON STEEL ALLOYS BY STELLITE 6 FILLER Mahdi Karami Pour and *Mohamad Reza Salmani Department of Material Engineering,
Microstructural characterization of diode laser deposited Ti-6Al-4V
 Microstructural characterization of diode laser deposited Ti-6Al-4V Tian Fu 1, Zhiqiang Fan 1, Pulugurtha, Syamala R. 2 Todd E. Sparks 1, Jianzhong Ruan 1, Frank Liou 1 and Joseph W. Newkirk 2 1Department
Microstructural characterization of diode laser deposited Ti-6Al-4V Tian Fu 1, Zhiqiang Fan 1, Pulugurtha, Syamala R. 2 Todd E. Sparks 1, Jianzhong Ruan 1, Frank Liou 1 and Joseph W. Newkirk 2 1Department
Q-P PROCESSING OF HIGH-STRENGTH LOW-ALLOYED STEEL SHEETS
 Q-P PROCESSING OF HIGH-STRENGTH LOW-ALLOYED STEEL SHEETS Daniela HAUSEROVÁ a, Zbyšek NOVÝ b, Jaromír DLOUHÝ c, Petr MOTYČKA d a,b,c,d COMTES FHT a.s., Průmyslová 995, 334 41 Dobřany, Czech Republic, comtesfht@comtesfht.cz
Q-P PROCESSING OF HIGH-STRENGTH LOW-ALLOYED STEEL SHEETS Daniela HAUSEROVÁ a, Zbyšek NOVÝ b, Jaromír DLOUHÝ c, Petr MOTYČKA d a,b,c,d COMTES FHT a.s., Průmyslová 995, 334 41 Dobřany, Czech Republic, comtesfht@comtesfht.cz
A STUDY OF THE SHIELDING GASES INFLUENCE ON THE LASER BEAM WELDING OF
 A STUDY OF THE SHIELDING GASES INFLUENCE ON THE LASER BEAM WELDING OF 22Cr-5Ni-3Mo DUPLEX STAINLES STEEL Tatiana VRTOCHOVÁ a, Ladislav SCHWARZ a, Koloman ULRICH a, Petr KÁBRT b a Faculty of Materials Science
A STUDY OF THE SHIELDING GASES INFLUENCE ON THE LASER BEAM WELDING OF 22Cr-5Ni-3Mo DUPLEX STAINLES STEEL Tatiana VRTOCHOVÁ a, Ladislav SCHWARZ a, Koloman ULRICH a, Petr KÁBRT b a Faculty of Materials Science
Structure of Metals 1
 1 Structure of Metals Metals Basic Structure (Review) Property High stiffness, better toughness, good electrical conductivity, good thermal conductivity Why metals have these nice properties - structures
1 Structure of Metals Metals Basic Structure (Review) Property High stiffness, better toughness, good electrical conductivity, good thermal conductivity Why metals have these nice properties - structures
Changes in Laser Weld Bead Geometry with the Application of Ultrasonic Vibrations
 Changes in Laser Weld Bead Geometry with the Application of Ultrasonic Vibrations S. Venkannah and J. Mazumder Abstract The weld bead geometry has been found to be a function of the parameter settings,
Changes in Laser Weld Bead Geometry with the Application of Ultrasonic Vibrations S. Venkannah and J. Mazumder Abstract The weld bead geometry has been found to be a function of the parameter settings,
A Study of microstructure and mechanical properties of 5083 Alalloy welded with fiber laser welding
 International Journal of Research in Engineering and Science (IJRES) ISSN (Online): 2320-9364, ISSN (Print): 2320-9356 Volume 3 Issue 6 ǁ June 2015 ǁ PP.58-62 A Study of microstructure and mechanical properties
International Journal of Research in Engineering and Science (IJRES) ISSN (Online): 2320-9364, ISSN (Print): 2320-9356 Volume 3 Issue 6 ǁ June 2015 ǁ PP.58-62 A Study of microstructure and mechanical properties
In-process Monitoring and Adaptive Control for Laser Spot and Seam Welding of Pure Titanium
 In-process Monitoring and Adaptive Control for Laser Spot and Seam Welding of Pure Titanium Yousuke KAWAHITO*, Masayuki KITO* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
In-process Monitoring and Adaptive Control for Laser Spot and Seam Welding of Pure Titanium Yousuke KAWAHITO*, Masayuki KITO* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
Multispot laser welding to improve process stability
 Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
4.0 Alloying Elements and Microstructural Phases
 4.0 Alloying Elements and Microstructural Phases There is a direct link between microstructure and properties and if the microstructure is altered by heat treatment, fabrication or composition then the
4.0 Alloying Elements and Microstructural Phases There is a direct link between microstructure and properties and if the microstructure is altered by heat treatment, fabrication or composition then the
Welding Efficiency & Learning Defects (W.E.L.D) Cards A
 Cards A") Welding Efficiency & Learning Defects (W.E.L.D) Cards 1033480-01A Ideal weld path and look for tee and butt joints Definition The proper weld filament, consistent path and fusion. Tee Joint V-Groove Joint
Welding Efficiency & Learning Defects (W.E.L.D) Cards 1033480-01A Ideal weld path and look for tee and butt joints Definition The proper weld filament, consistent path and fusion. Tee Joint V-Groove Joint
Impact Toughness of Weldments in Al Mg Si Alloys
 Materials Transactions, Vol. 43, No. 6 (2002) pp. 1381 to 1389 c 2002 The Japan Institute of Metals Impact Toughness of Weldments in Al Mg Si Alloys Victor Alexandru Mosneaga, Tohru Mizutani, Toshiro Kobayashi
Materials Transactions, Vol. 43, No. 6 (2002) pp. 1381 to 1389 c 2002 The Japan Institute of Metals Impact Toughness of Weldments in Al Mg Si Alloys Victor Alexandru Mosneaga, Tohru Mizutani, Toshiro Kobayashi
CHARACTERIZATION OF THIN WALLED Ti-6Al-4V COMPONENTS PRODUCED VIA ELECTRON BEAM MELTING
 CHARACTERIZATION OF THIN WALLED Ti-6Al-4V COMPONENTS PRODUCED VIA ELECTRON BEAM MELTING Denis Cormier, Harvey West, Ola Harrysson, and Kyle Knowlson North Carolina State University Department of Industrial
CHARACTERIZATION OF THIN WALLED Ti-6Al-4V COMPONENTS PRODUCED VIA ELECTRON BEAM MELTING Denis Cormier, Harvey West, Ola Harrysson, and Kyle Knowlson North Carolina State University Department of Industrial
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process
 Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process") Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Effect of titanium additions to low carbon, low manganese steels on sulphide precipitation
 University of Wollongong Thesis Collections University of Wollongong Thesis Collection University of Wollongong Year 2008 Effect of titanium additions to low carbon, low manganese steels on sulphide precipitation
University of Wollongong Thesis Collections University of Wollongong Thesis Collection University of Wollongong Year 2008 Effect of titanium additions to low carbon, low manganese steels on sulphide precipitation
Microstructure evolution and fracture behaviour for electron beam welding of Ti 6Al 4V
 Bull. Mater. Sci., Vol. 27, No. 4, August 2004, pp. 387 392. Indian Academy of Sciences. Microstructure evolution and fracture behaviour for electron beam welding of Ti 6Al 4V WU HUIQIANG*, FENG JICAI
Bull. Mater. Sci., Vol. 27, No. 4, August 2004, pp. 387 392. Indian Academy of Sciences. Microstructure evolution and fracture behaviour for electron beam welding of Ti 6Al 4V WU HUIQIANG*, FENG JICAI
Solidification and phase transformations in welding
 Solidification and phase transformations in welding Subjects of Interest Part I: Solidification and phase transformations in carbon steel and stainless steel welds Solidification in stainless steel welds
Solidification and phase transformations in welding Subjects of Interest Part I: Solidification and phase transformations in carbon steel and stainless steel welds Solidification in stainless steel welds
CHAPTER 3 SELECTION AND PROCESSING OF THE SPECIMEN MATERIAL
 54 CHAPTER 3 SELECTION AND PROCESSING OF THE SPECIMEN MATERIAL 3.1 HIGH STRENGTH ALUMINIUM ALLOY In the proposed work, 7075 Al alloy (high strength) has been identified, as a material for the studies on
54 CHAPTER 3 SELECTION AND PROCESSING OF THE SPECIMEN MATERIAL 3.1 HIGH STRENGTH ALUMINIUM ALLOY In the proposed work, 7075 Al alloy (high strength) has been identified, as a material for the studies on
NAME 345 Welding Technology Lecture 03 (Welding Joint Design)
") NAME 345 Welding Technology Lecture 03 (Welding Joint Design) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000,
NAME 345 Welding Technology Lecture 03 (Welding Joint Design) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000,
The effect of Friction Stir Processing on the fatigue life of MIG-Laser hybrid welded joints as compared to conventional FSW 6082-T6 aluminium joints
 Surface Effects and Contact Mechanics IX 183 The effect of Friction Stir Processing on the fatigue life of MIG-Laser hybrid welded joints as compared to conventional FSW 6082-T6 aluminium joints A. Els-Botes,
Surface Effects and Contact Mechanics IX 183 The effect of Friction Stir Processing on the fatigue life of MIG-Laser hybrid welded joints as compared to conventional FSW 6082-T6 aluminium joints A. Els-Botes,
LASER BEAM WELDING OF QUENCHED AND TEMPERED ASTM A 517 GR.B STEEL
 LASER BEAM WELDING OF QUENCHED AND TEMPERED ASTM A 517 GR.B STEEL S. Missori*, G.Costanza*, E. Tata*, A. Sili** *University of Roma-Tor Vergata, ** University of Messina ABSTRACT Quenched and tempered
LASER BEAM WELDING OF QUENCHED AND TEMPERED ASTM A 517 GR.B STEEL S. Missori*, G.Costanza*, E. Tata*, A. Sili** *University of Roma-Tor Vergata, ** University of Messina ABSTRACT Quenched and tempered
Rapid Z Galvanized Welding
 Rapid Z Galvanized Welding PROCESS GUIDE Overview Rapid Z High Speed, Low Porosity. Less Spatter* Better Bead Appearance* Less Internal & External Porosity* Higher Productivity & Less Rework* Index Details....1
Rapid Z Galvanized Welding PROCESS GUIDE Overview Rapid Z High Speed, Low Porosity. Less Spatter* Better Bead Appearance* Less Internal & External Porosity* Higher Productivity & Less Rework* Index Details....1
Welding Job Knowledge
 Defects - lamellar tearing BP Forties platform lamellar tears were produced when attempting the repair of lack of root penetration in a brace weld Lamellar tearing can occur beneath the weld especially
Defects - lamellar tearing BP Forties platform lamellar tears were produced when attempting the repair of lack of root penetration in a brace weld Lamellar tearing can occur beneath the weld especially
Solidification and Crystallisation 5. Formation of and control of granular structure
 MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
LASER WELDING WITH HIGH POWER LASER: THE EFFECT OF JOINT CONFIGURATION
 LASER WELDING WITH HIGH POWER LASER: THE EFFECT OF JOINT CONFIGURATION E. LAPPALAINEN 1, A. UNT 1, M. SOKOLOV 1, M. VÄNSKÄ 1 AND A. SALMINEN 1,2 1 Lappeenranta University of Technology, Laboratory of Laser
LASER WELDING WITH HIGH POWER LASER: THE EFFECT OF JOINT CONFIGURATION E. LAPPALAINEN 1, A. UNT 1, M. SOKOLOV 1, M. VÄNSKÄ 1 AND A. SALMINEN 1,2 1 Lappeenranta University of Technology, Laboratory of Laser
KEYHOLE DOUBLE-SIDED ARC WELDING PROCESS FOR DEEP NARROW PENETRATION
 KEYHOLE DOUBLE-SIDED ARC WELDING PROCESS FOR DEEP NARROW PENETRATION Y. M. Zhang and S. B. Zhang Welding Research and Development Laboratory Center for Robotics and Manufacturing Systems and Department
KEYHOLE DOUBLE-SIDED ARC WELDING PROCESS FOR DEEP NARROW PENETRATION Y. M. Zhang and S. B. Zhang Welding Research and Development Laboratory Center for Robotics and Manufacturing Systems and Department
Saggistica Aracne 266
 Saggistica Aracne 266 Moreno Preto Welding Defects Copyright MMXIII ARACNE editrice S.r.l. www.aracneeditrice.it info@aracneeditrice.it via Raffaele Garofalo, 133/A B 00173 Roma (06) 93781065 ISBN 978-88-548-5854-1
Saggistica Aracne 266 Moreno Preto Welding Defects Copyright MMXIII ARACNE editrice S.r.l. www.aracneeditrice.it info@aracneeditrice.it via Raffaele Garofalo, 133/A B 00173 Roma (06) 93781065 ISBN 978-88-548-5854-1
Studying Increase of Speed Using Different Laser Welds
 Australian Journal of Basic and Applied Sciences, 6(12): 247-251, 2012 ISSN 1991-8178 Studying Increase of Speed Using Different Laser Welds Dr Masoud Sabbaghi, Shahla Arabshahi and Shahrzad Arabshahi
Australian Journal of Basic and Applied Sciences, 6(12): 247-251, 2012 ISSN 1991-8178 Studying Increase of Speed Using Different Laser Welds Dr Masoud Sabbaghi, Shahla Arabshahi and Shahrzad Arabshahi
Investigation of aging heat treatment on microstructure and mechanical properties of 316L austenitic stainless steel weld metal
 Computational Methods and Experiments in Material Characterisation II 63 Investigation of aging heat treatment on microstructure and mechanical properties of 316L austenitic stainless steel weld metal
Computational Methods and Experiments in Material Characterisation II 63 Investigation of aging heat treatment on microstructure and mechanical properties of 316L austenitic stainless steel weld metal
The influence of aluminium alloy quench sensitivity on the magnitude of heat treatment induced residual stress
 Materials Science Forum Vols. 524-525 (26) pp. 35-31 online at http://www.scientific.net (26) Trans Tech Publications, Switzerland The influence of aluminium alloy quench sensitivity on the magnitude of
Materials Science Forum Vols. 524-525 (26) pp. 35-31 online at http://www.scientific.net (26) Trans Tech Publications, Switzerland The influence of aluminium alloy quench sensitivity on the magnitude of
In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser.
 Title Author(s) In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser KAWAHITO, Yousuke; KATAYAMA, Seiji Citation Transactions of JWRI. 38(2) P.5-P.11 Issue Date 2009-12
Title Author(s) In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser KAWAHITO, Yousuke; KATAYAMA, Seiji Citation Transactions of JWRI. 38(2) P.5-P.11 Issue Date 2009-12
Impact of heat treatment on microstructure of steel 30X padded with wire G18 8Mn
 IOP Conference Series: Materials Science and Engineering Impact of heat treatment on microstructure of steel 30X padded with wire G18 8Mn To cite this article: Mirosaw omozik and Janusz Adamiec 2012 IOP
IOP Conference Series: Materials Science and Engineering Impact of heat treatment on microstructure of steel 30X padded with wire G18 8Mn To cite this article: Mirosaw omozik and Janusz Adamiec 2012 IOP
Adaptive Gap Control in Butt Welding with a Pulsed YAG Laser
 Transactions of JWRI, Vol.36 (2007), No. 2 Adaptive Gap Control in Butt Welding with a Pulsed YAG Laser KAWAHITO Yousuke*, KITO Masayuki** and KATAYAMA Seiji*** Abstract The gap is one of the most important
Transactions of JWRI, Vol.36 (2007), No. 2 Adaptive Gap Control in Butt Welding with a Pulsed YAG Laser KAWAHITO Yousuke*, KITO Masayuki** and KATAYAMA Seiji*** Abstract The gap is one of the most important
CHAPTER 2 - OBJECTIVES
 CHAPTER 2 - OBJECTIVES LIQUID PHASE DIFFUSION BONDING OF NICKEL-BASE SUPERALLOY COMPONENTS USING NOVEL BRAZE FILLER METALS 2.1) Background Turbine vanes or nozzles operating in power generation engines
CHAPTER 2 - OBJECTIVES LIQUID PHASE DIFFUSION BONDING OF NICKEL-BASE SUPERALLOY COMPONENTS USING NOVEL BRAZE FILLER METALS 2.1) Background Turbine vanes or nozzles operating in power generation engines
Experiment E: Martensitic Transformations
 Experiment E: Martensitic Transformations Introduction: The purpose of this experiment is to introduce students to a family of phase transformations which occur by shear rather than diffusion. In metals,
Experiment E: Martensitic Transformations Introduction: The purpose of this experiment is to introduce students to a family of phase transformations which occur by shear rather than diffusion. In metals,
Laser Welding of Automotive Aluminum Allow to Achieve Defect-Free, Structuralh Sound and Reliable Welds. T. DebRoy
 Laser Welding of Automotive Aluminum Allow to Achieve Defect-Free, Structuralh Sound and Reliable Welds T. DebRoy Department of Materials Science and Engineering The Pennsylvania State University University
Laser Welding of Automotive Aluminum Allow to Achieve Defect-Free, Structuralh Sound and Reliable Welds T. DebRoy Department of Materials Science and Engineering The Pennsylvania State University University
Metallurgical Mechanisms Controlling Mechanical Properties of Aluminum Alloy 2219 Produced By Electron Beam Freeform Fabrication
 Materials Science Forum Online: 26-7- ISSN: 1662-9752, Vols. 519-521, pp 1291-1296 doi:1.428/www.scientific.net/msf.519-521.1291 26 Trans Tech Publications, Switzerland Metallurgical Mechanisms Controlling
Materials Science Forum Online: 26-7- ISSN: 1662-9752, Vols. 519-521, pp 1291-1296 doi:1.428/www.scientific.net/msf.519-521.1291 26 Trans Tech Publications, Switzerland Metallurgical Mechanisms Controlling
COMPARISON OF CONTINUOUS AND PULSE LASER MODES USING A CO 2 LASER TO DEVELOP SURFACE MMCS IN TITANIUM ALLOYS
 COMPARISON OF CONTINUOUS AND PULSE LASER MODES USING A CO 2 LASER TO DEVELOP SURFACE MMCS IN TITANIUM ALLOYS C. Hu, J.G.Sirgo and T. N. Baker Metallurgy and Engineering Materials Group Department of Mechanical
COMPARISON OF CONTINUOUS AND PULSE LASER MODES USING A CO 2 LASER TO DEVELOP SURFACE MMCS IN TITANIUM ALLOYS C. Hu, J.G.Sirgo and T. N. Baker Metallurgy and Engineering Materials Group Department of Mechanical
Novel Technologies for Similar and Dissimilar Titanium Joints
 Novel Technologies for Similar and Dissimilar Titanium Joints October 8, 2012 Michael Eff Project Engineer 614.688.5212 meff@ewi.org EWI. dedicated to Materials Joining and related process development
Novel Technologies for Similar and Dissimilar Titanium Joints October 8, 2012 Michael Eff Project Engineer 614.688.5212 meff@ewi.org EWI. dedicated to Materials Joining and related process development
EFFECT OF YTTRIUM ADDITION ON MICROSTRUCTURE OF ALLOY Ti-47Al, PREPARED BY PLASMA MELTING AND VACUUM INDUCTION MELTING
 EFFECT OF YTTRIUM ADDITION ON MICROSTRUCTURE OF ALLOY Ti-47Al, PREPARED BY PLASMA MELTING AND VACUUM INDUCTION MELTING Tomáš ČEGAN, Miroslav KURSA VŠB-TU Ostrava, 17. listopadu 15, 708 33, Ostrava-Poruba,
EFFECT OF YTTRIUM ADDITION ON MICROSTRUCTURE OF ALLOY Ti-47Al, PREPARED BY PLASMA MELTING AND VACUUM INDUCTION MELTING Tomáš ČEGAN, Miroslav KURSA VŠB-TU Ostrava, 17. listopadu 15, 708 33, Ostrava-Poruba,
Optimization of Tig Welding Parameters for Hardness and Study the Effect on Microstructure of Titanium Alloy
 GRD Journals- Global Research and Development Journal for Engineering Volume 2 Issue 4 March 2017 ISSN: 2455-5703 Optimization of Tig Welding Parameters for Hardness and Study the Effect on Microstructure
GRD Journals- Global Research and Development Journal for Engineering Volume 2 Issue 4 March 2017 ISSN: 2455-5703 Optimization of Tig Welding Parameters for Hardness and Study the Effect on Microstructure
DEFECTS CHARACTERIZATION OF CHROMIUM CARBIDE OVERLAY S DEPOSITED BY SUBMERGED ARC WELDING*
 DEFECTS CHARACTERIZATION OF CHROMIUM CARBIDE OVERLAY S DEPOSITED BY SUBMERGED ARC WELDING* Márcio Corrêa de Carvalho 1 Wang Yiyu 2 Vivek Sengupta 3 Patricio Fernando Mendez 4 Leijun Li 5 Eduardo de Magalhães
DEFECTS CHARACTERIZATION OF CHROMIUM CARBIDE OVERLAY S DEPOSITED BY SUBMERGED ARC WELDING* Márcio Corrêa de Carvalho 1 Wang Yiyu 2 Vivek Sengupta 3 Patricio Fernando Mendez 4 Leijun Li 5 Eduardo de Magalhães
IMAGING OF MICROSTRUCTURAL FEATURES AND LOCAL STIFFNESS OF Α- AND Β-PHASES IN THE TITANIUM ALLOY TI- 6AL-4V BY ATOMIC FORCE ACOUSTIC MICROSCOPY
 IMAGING OF MICROSTRUCTURAL FEATURES AND LOCAL STIFFNESS OF Α- AND Β-PHASES IN THE TITANIUM ALLOY TI- 6AL-4V BY ATOMIC FORCE ACOUSTIC MICROSCOPY Jonas O. RABE, Ute RABE, Sigrun HIRSEKORN Fraunhofer Institute
IMAGING OF MICROSTRUCTURAL FEATURES AND LOCAL STIFFNESS OF Α- AND Β-PHASES IN THE TITANIUM ALLOY TI- 6AL-4V BY ATOMIC FORCE ACOUSTIC MICROSCOPY Jonas O. RABE, Ute RABE, Sigrun HIRSEKORN Fraunhofer Institute
MM SCIENCE JOURNAL I 2016 I NOVEMBER 1304
 MICROSTRUCTURE OF FIBRE LASER WELDED BUTT JOINTS PAVOL SVEC, ALEXANDER SCHREK Slovak University of Technology in Bratislava, Institute of Technologies and Materials, Bratislava, Slovak Republic DOI: 10.17973/MMSJ.2016_11_2016109
MICROSTRUCTURE OF FIBRE LASER WELDED BUTT JOINTS PAVOL SVEC, ALEXANDER SCHREK Slovak University of Technology in Bratislava, Institute of Technologies and Materials, Bratislava, Slovak Republic DOI: 10.17973/MMSJ.2016_11_2016109
LINEAR MATHEMATICAL MODELS FOR WELDS IN LASER WELDING
 LINEAR MATHEMATICAL MODELS FOR WELDS IN LASER WELDING Remus BOBOESCU 1 1 Ph.D., Professor, Polytechnic University Timişoara Abstract. It presents a study on the molten area produced at irradiation of steel
LINEAR MATHEMATICAL MODELS FOR WELDS IN LASER WELDING Remus BOBOESCU 1 1 Ph.D., Professor, Polytechnic University Timişoara Abstract. It presents a study on the molten area produced at irradiation of steel
Basic Welding Metallurgy of Structural Steels Explained in Everyday Terms.
 Basic Welding Metallurgy of Structural Steels Explained in Everyday Terms. Prepared by J. Manning September 27, 2017 Modern controlled rolled carbon manganese or micro alloyed steels derive their strength
Basic Welding Metallurgy of Structural Steels Explained in Everyday Terms. Prepared by J. Manning September 27, 2017 Modern controlled rolled carbon manganese or micro alloyed steels derive their strength
University of Pretoria Z Tang (2006) Chapter 8 Studies of acicular ferrite by thin foil TEM
 Chapter 8 Studies of acicular ferrite by thin foil TEM") 8.2 Two types of acicular ferrite 8.2.1 Structure with parallel laths There appeared to be two types of acicular ferrite laths that were observed in those alloys cooled with a rapid cooling rate of 47
8.2 Two types of acicular ferrite 8.2.1 Structure with parallel laths There appeared to be two types of acicular ferrite laths that were observed in those alloys cooled with a rapid cooling rate of 47
Practical Numerical Simulation of Laser Welding for Industrial Use
 Practical Numerical Simulation of Laser Welding for Industrial Use B.L. Bemis Copyright 2014 Owens Corning. All Rights Reserved. Introduction Laser Welding of Metals Advantages Fast Precise power input
Practical Numerical Simulation of Laser Welding for Industrial Use B.L. Bemis Copyright 2014 Owens Corning. All Rights Reserved. Introduction Laser Welding of Metals Advantages Fast Precise power input
Introduction to Joining Processes
 7. WELD METALLURGY A wide range of mechanical and physical properties can be developed in a single engineering material of given composition by altering the microstructure. Such properties are said to
7. WELD METALLURGY A wide range of mechanical and physical properties can be developed in a single engineering material of given composition by altering the microstructure. Such properties are said to
Microstructural characterisation of as-deposited and reheated weld metal High Strength Steel Weld Metals
 Microstructural characterisation of as-deposited and reheated weld metal High Strength Steel Weld Metals Enda Keehan, Leif Karlsson, Mattias Thuvander, Eva-Lena Bergquist Abstract ESAB AB, Gothenburg,
Microstructural characterisation of as-deposited and reheated weld metal High Strength Steel Weld Metals Enda Keehan, Leif Karlsson, Mattias Thuvander, Eva-Lena Bergquist Abstract ESAB AB, Gothenburg,
Study on Effect of Welding Speed on Micro Structure and Mechanical Properties of Pulsed Current Micro Plasma Arc Welded Inconel 625 Sheets
 Journal of Minerals and Materials Characterization and Engineering, 2012, 11, 1027-1033 Published Online October 2012 (http://www.scirp.org/journal/jmmce) Study on Effect of Welding Speed on Micro Structure
Journal of Minerals and Materials Characterization and Engineering, 2012, 11, 1027-1033 Published Online October 2012 (http://www.scirp.org/journal/jmmce) Study on Effect of Welding Speed on Micro Structure
LASER SURFACE ALLOYING (LSA) OF ALUMINIUM (AA 1200) WITH TiB 2 FOR HARDNESS IMPROVEMENT Paper (802)
 OF ALUMINIUM (AA 1200) WITH TiB 2 FOR HARDNESS IMPROVEMENT Paper (802)") LASER SURFACE ALLOYING (LSA) OF ALUMINIUM (AA 200) WITH TiB 2 FOR HARDNESS IMPROVEMENT Paper (802) Abimbola Patricia Popoola *, Sisa Pityana,2 Department of Chemical and Metallurgical Engineering, Tshwane
LASER SURFACE ALLOYING (LSA) OF ALUMINIUM (AA 200) WITH TiB 2 FOR HARDNESS IMPROVEMENT Paper (802) Abimbola Patricia Popoola *, Sisa Pityana,2 Department of Chemical and Metallurgical Engineering, Tshwane
9. Welding Defects 108
 9. Welding Defects 9. Welding Defects 108 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
9. Welding Defects 9. Welding Defects 108 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
Weld Imperfections and Preventive Measures
 FOURTH EDITION Weld Imperfections and Preventive Measures Published by FOURTH EDITION Weld Imperfections and Preventive Measures Kita-Shinagawa, Shinagawa-Ku, Tokyo, 141-8688 Japan Published by KOBE STEEL,
FOURTH EDITION Weld Imperfections and Preventive Measures Published by FOURTH EDITION Weld Imperfections and Preventive Measures Kita-Shinagawa, Shinagawa-Ku, Tokyo, 141-8688 Japan Published by KOBE STEEL,
THE EFFECT OF CERIUM ADDITION ON THE MICROSTRUCTURE OF AlSiMgCe ALLOY. Anasyida Abu Seman and Abdul Razak Daud.
 THE EFFECT OF CERIUM ADDITION ON THE MICROSTRUCTURE OF AlSiMgCe ALLOY Anasyida Abu Seman and Abdul Razak Daud. School of Applied Physics, Faculty of Science and Technology, University Kebangsaan Malaysia,
THE EFFECT OF CERIUM ADDITION ON THE MICROSTRUCTURE OF AlSiMgCe ALLOY Anasyida Abu Seman and Abdul Razak Daud. School of Applied Physics, Faculty of Science and Technology, University Kebangsaan Malaysia,
Particle characterization of Metal Powders with Dynamic Image Analysis
 Retsch Technology GmbH Retsch-Allee 1-5 42781 Haan, Germany Phone Fax +49 21 04 / 23 33-300 +49 21 04 / 23 33-399 E-Mail Internet technology@retsch.com www.retsch-technology.com Particle characterization
Retsch Technology GmbH Retsch-Allee 1-5 42781 Haan, Germany Phone Fax +49 21 04 / 23 33-300 +49 21 04 / 23 33-399 E-Mail Internet technology@retsch.com www.retsch-technology.com Particle characterization
Effects of oxygen contamination in the argon shielding gas in laser welding of commercially pure titanium thin sheet
 JOURNAL OF MATERIALS SCIENCE 40 (2 005)3437 3443 Effects of oxygen contamination in the argon shielding gas in laser welding of commercially pure titanium thin sheet X. LI Microjoining Laboratory, University
JOURNAL OF MATERIALS SCIENCE 40 (2 005)3437 3443 Effects of oxygen contamination in the argon shielding gas in laser welding of commercially pure titanium thin sheet X. LI Microjoining Laboratory, University
Application of additive technologies for synthesis of titanium alloys of Ti-Al, Ti-Al-Nb systems of elemental powders a
 Application of additive technologies for synthesis of titanium alloys of Ti-Al, Ti-Al-Nb systems of elemental powders a Alexey Grigoryev 1, Igor Polozov 2, Anatoliy Popovich 2, and Vadim Sufiyarov 2 1
Application of additive technologies for synthesis of titanium alloys of Ti-Al, Ti-Al-Nb systems of elemental powders a Alexey Grigoryev 1, Igor Polozov 2, Anatoliy Popovich 2, and Vadim Sufiyarov 2 1
Porosity The good, the Bad and the Ugly of Radiographic Testing
 19 th World Conference on Non-Destructive Testing 2016 Porosity The good, the Bad and the Ugly of Radiographic Testing Hugo VAUGHAN 1 1 South African Institute of Welding, Johannesburg, South Africa Contact
19 th World Conference on Non-Destructive Testing 2016 Porosity The good, the Bad and the Ugly of Radiographic Testing Hugo VAUGHAN 1 1 South African Institute of Welding, Johannesburg, South Africa Contact
Macrographs & Micrographs
 OVERVIEW Keyhole gas tungsten arc welding is applicable to a wide range of materials. However, it is true to say its attractiveness is strongly correlated to the cost of the material being welded. This
OVERVIEW Keyhole gas tungsten arc welding is applicable to a wide range of materials. However, it is true to say its attractiveness is strongly correlated to the cost of the material being welded. This
DEPENDENCE of MICROSTRUCTURE and MECHANICAL PROPERTIES on HEAT TREAT CYCLES of ELECTRON BEAM MELTED Ti-6Al-4V
 Solid Freeform Fabrication 2016: Proceedings of the 26th 27th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference DEPENDENCE of MICROSTRUCTURE and MECHANICAL
Solid Freeform Fabrication 2016: Proceedings of the 26th 27th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference DEPENDENCE of MICROSTRUCTURE and MECHANICAL
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
LASER AND LASER-MICROPLASMA ALLOYING OF SURFACE OF 38KhN3MFA STEEL SPECIMENS
 LASER AND LASER-MICROPLASMA ALLOYING OF SURFACE OF 38KhN3MFA STEEL SPECIMENS V.D. SHELYAGIN, L.I. MARKASHOVA, V.Yu. KHASKIN, A.V. BERNATSKY and O.S. KUSHNARYOVA E.O. Paton Electric Welding Institute, NASU
LASER AND LASER-MICROPLASMA ALLOYING OF SURFACE OF 38KhN3MFA STEEL SPECIMENS V.D. SHELYAGIN, L.I. MARKASHOVA, V.Yu. KHASKIN, A.V. BERNATSKY and O.S. KUSHNARYOVA E.O. Paton Electric Welding Institute, NASU
MICROSTRUCTURE CHARACTERIZATION AND IMAGING IN TITANIUM ALLOYS BY ATOMIC FORCE ACOUSTIC MICROSCOPY
 MICROSTRUCTURE CHARACTERIZATION AND IMAGING IN TITANIUM ALLOYS BY ATOMIC FORCE ACOUSTIC MICROSCOPY Sigrun HIRSEKORN, Jonas RABE, Ute RABE, FRAUNHOFER IZFP, Campus E3 1, 66123 Saarbrücken, Germany INTRODUCTION
MICROSTRUCTURE CHARACTERIZATION AND IMAGING IN TITANIUM ALLOYS BY ATOMIC FORCE ACOUSTIC MICROSCOPY Sigrun HIRSEKORN, Jonas RABE, Ute RABE, FRAUNHOFER IZFP, Campus E3 1, 66123 Saarbrücken, Germany INTRODUCTION
Laser Ultrasonics 2010 Laser-based ultrasonic-emission sensor for in-process monitoring during high-speed laser welding
 Laser Ultrasonics 2010 Laser-based ultrasonic-emission sensor for in-process monitoring during high-speed laser welding B. Pouet, A. Wartelle and S. Breugnot Bossa Nova Technologies, Venice, CA 90291,
Laser Ultrasonics 2010 Laser-based ultrasonic-emission sensor for in-process monitoring during high-speed laser welding B. Pouet, A. Wartelle and S. Breugnot Bossa Nova Technologies, Venice, CA 90291,
Finite-element simulation of aluminum temperature field and thermal profile in laser welding process
 Finite-element simulation of aluminum temperature field and thermal profile in laser welding process Ali Moarrefzadeh Young Researchers Club, Mahshahr Branch, Islamic Azad University, Mahshahr, Iran A_moarrefzadeh@yahoo.com,
Finite-element simulation of aluminum temperature field and thermal profile in laser welding process Ali Moarrefzadeh Young Researchers Club, Mahshahr Branch, Islamic Azad University, Mahshahr, Iran A_moarrefzadeh@yahoo.com,
11.3 Polishing with Laser Radiation
 196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
THE EFFECT OF WET UNDERWATER WELDING ON COLD CRACKING SUSCEPTIBILITY OF DUPLEX STAINLESS STEEL
 DOI: 10.1515/adms-2016-0010 J. Łabanowski, K. Prokop-Strzelczyńska, G. Rogalski, D. Fydrych Gdansk University of Technology, Faculty of Mechanical Engineering, Department of Materials and Welding Engineering,11/12
DOI: 10.1515/adms-2016-0010 J. Łabanowski, K. Prokop-Strzelczyńska, G. Rogalski, D. Fydrych Gdansk University of Technology, Faculty of Mechanical Engineering, Department of Materials and Welding Engineering,11/12
THE MECHANICAL AND MICROSTRUCTURAL STUDY OF WELDED AA7075 USING DIFFERENT FILLER METALS
 M. Ishak, et al., Int. J. Comp. Meth. and Exp. Meas., Vol. 5, No. 5 (2017) 696 712 THE MECHANICAL AND MICROSTRUCTURAL STUDY OF WELDED AA7075 USING DIFFERENT FILLER METALS M. ISHAK, M.N.M. SALLEH & S.R.
M. Ishak, et al., Int. J. Comp. Meth. and Exp. Meas., Vol. 5, No. 5 (2017) 696 712 THE MECHANICAL AND MICROSTRUCTURAL STUDY OF WELDED AA7075 USING DIFFERENT FILLER METALS M. ISHAK, M.N.M. SALLEH & S.R.
Influence of Laser Power and Traverse Speed on Weld Characteristics of Laser Beam Welded Ti-6Al-4V Sheet
 Influence of Laser Power and Traverse Speed on Weld Characteristics of Laser Beam Welded Ti-6Al-4V Sheet P.M. Mashinini 1,a* and D.G. Hattingh 2,b 1 University of Johannesburg, Department of Mechanical
Influence of Laser Power and Traverse Speed on Weld Characteristics of Laser Beam Welded Ti-6Al-4V Sheet P.M. Mashinini 1,a* and D.G. Hattingh 2,b 1 University of Johannesburg, Department of Mechanical