METALLURGY FOR INSPECTION PERSONNEL
|
|
|
- Hector Hutchinson
- 5 years ago
- Views:
Transcription
1 METALLURGY FOR INSPECTION PERSONNEL
2 PRESENTED BY VIJAY VESVIKAR ASNT NDT LEVEL III CSWIP 3.1 API 570
3 Part I Manufacture of Pig Iron & Steel Iron making Steel making Ingot casting Continuous casting
4 Part II Properties of Steel Chemical composition. Carbon. Alloying elements.
5 Part III Classification of Steels Based on Carbon content Based on Alloying Elements Based on Application Based on Shape & Surface
6 Part IV Forming of Steel Principles Hot rolling Cold rolling Billet, Bloom, Beam & Slab Bars & Rods
7 Part V Fundamentals of Metallurgy Crystal Structure Solidification : Crystals and Grains Solid Solutions : Phase Diagram
8 Part VI Iron - Iron Carbon Phase Diagram Ferrite Cementite Pearlite Austenite
9 Part VII Thermal Processing Heat Treatment of Steel Strengthening Mechanism
10 WHAT IS STEEL? Steel is an alloy of Iron and other elements, including Carbon. When carbon is the primary alloying element, its content in the steel is between 0.002% and 2.1% by weight. The following elements are always present in steel: Carbon, Manganese, Phosphorous, Sulfur, Silicon, and traces of Oxygen, Nitrogen and Aluminum. Alloying elements intentionally added to modify the characteristics of steel include: Manganese, Nickel, Chromium, Molybdenum, Boron, Titanium, Vanadium and Niobium.
11 Alloy? An alloy is a metallic solid solution composed of two or more elements. An alloy will contain one or more of the three : a solid solution of the elements (a single phase) a mixture of metallic phases (two or more solutions) an intermetallic compound with no distinct boundary between the phases. Solid solution alloys give a single solid phase microstructure, while partial solutions give two or more phases that may or may not be homogeneous in distribution, depending on the thermal (heat treatment) history of the material. An intermetallic compound will have another alloy or pure metal embedded within another pure metal. Alloys are used as their properties are superior to those of the pure component elements.
12 CAST IRON Alloys with a higher than 2.1% carbon (depending on other element content and possibly on processing) are known as Cast Iron. Because they are not malleable even when hot, they can be worked only by casting, and they have lower melting point and good castability. Steel is also distinguishable from wrought iron, which can contain a small amount of carbon, but it is included in the form of slag inclusions.
13 CLASSIFICATION OF STEELS Steel Grades : used to classify various steels by their composition and physical properties have been developed by a number of standards organizations. Steel specified by purpose of use ( application ) and mechanical properties. Steel specified by chemical composition. To inhibit corrosion, at least 11% chromium is added to steel so that a hard oxide forms on the metal surface; this is known as stainless steel.
14 RAW MATERIAL Iron is found in the Earth's crust only in the form of an ore, usually an iron oxide, such as Magnetite, Hematite etc. Iron is extracted from Iron Ore by removing the oxygen and combining the ore with a preferred chemical partner such as carbon.
15
16 IRON & STEEL MAKING BASIC RAW MATERIAL IRON ORE ( Oxides of Iron ) CARBON ( COKE ) LIME STONE

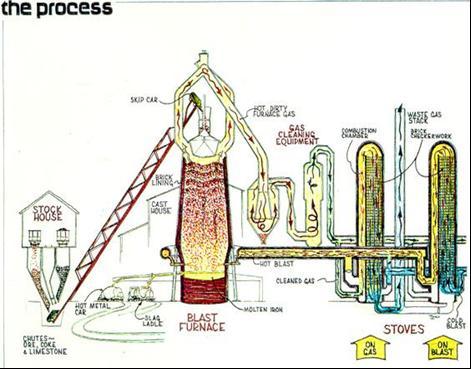
17 BLAST FURNACE
18 Blast Furnace 0.5 inch thick steel shell Refractory lining 8 to 24 inches 80 to 100 feet diameter 400 to 500 feet high Operation for 5 to 6 years Maintenance 8 to 12 months Steel plant has 5 to 6 furnaces running and 1 under maintenance
19 Raw Material ( Charge ) in the Blast Furnace Iron ore ( Oxides of Iron ) Hematite (Fe 2 O 3 ) or Magnetite (Fe 3 O 4 ) Impurities ( Sulphur, Silica & Phosphorous ) associated with iron ore Coke ( Carbon ) Limestone ( Flux ) Hot air ( 1000 C )
20
21 Reactions in the Blast Furnace C + O 2 = CO 2 + Heat CO 2 + C = 2CO CaCO 3 = CaO + CO 2 3 Fe 2 O 3 + CO = CO Fe 3 O 4 Fe 3 O 4 + CO = CO FeO FeO + CO = CO 2 + Fe or FeO + C = CO + Fe ( Pig Iron ) FeS + CaO + C = CaS + FeO + CO ( Slag ) CaO + SiO 2 = CaSiO 3
22 Product Composition ( Pig Iron ) Iron (Fe) = % Silicon (Si) = % Sulfur (S) = % Manganese (Mn) = % Phosphorus (P) = % Titanium (Ti) = % Carbon (C) = %
23 Distinction between an Impurity & an Alloying Element. Impurity : Is something the presence of that element will be responsible for deterioration in the properties of the material in which it is present. e.g. S & P in steel. Alloying Element : Is the element the presence of which will enhance the properties of the material in which it is present. e.g. Mn, Si, Cr & Ni in steel.
24 Steel Making Conversion of Pig Iron into Steel : Processes Bessemer converter Electric Arc Furnace

25 Bessemer Converter
26 Construction 0.5 inch thick steel shell Refractory lining ( acidic / basic ) Mounted on trunnions for tilting Nozzles for hot oxygen at bottom
27 Charge Liquid Pig Iron Alloying Elements ( on reaching required carbon content )
28 BASIC OXYGEN STEEL MAKING PROCESS( BOP ) A process for converting pig iron from a blast furnace into steel. The molten pig iron is loaded into a refractorylined tilting furnace (Bessemer converter) at about 1250 C. Oxygen is blown into the furnace from the base and spiegel is added to introduce the correct amount of carbon. Impurities (especially silicon, phosphorus, and manganese) are removed by the converter lining to form a slag. Finally the furnace is tilted so that the molten steel can be poured off.
29 Process Oxygen oxidizes impurities Sulfur & Phosphorous. Oxygen oxidizes excess carbon content. Addition of alloying elements. Chemical analysis.
30 Electric Arc Furnace Melting of either Pig Iron blocks, direct reduced iron or scrap called charge in the electric arc furnace by striking an arc between a charge and graphite electrodes.
31 Construction Spherical hearth and cylindrical shell of 0.5 inch thick steel Refractory lining ( resin bonded magnesia-carbon bricks ) Mounted on trunnions for tilting Water-cooled dome-shaped swinging roof

32 Typical Electric Arc Furnace
33 Process Scrap charging Melting Sampling and chemical analysis of the melt Oxidizing slag formation Oxidation of C, P, Mn, Si, Al. Sampling and temperature measurement De-slagging Basic slag formation Deoxidizing ( killing ) Alloying Tapping the steel Refractory lining maintenance.
34 Charging : Scrap, Direct reduced iron, Pig Iron blocks The scrap is charged commonly from the furnace top. The roof with the electrodes is swung aside before the scrap charging.
35 Melting : Melting process starts at low voltage (short arc) between the electrodes and the scrap. The arc during this period is unstable. In order to improve the arc stability small pieces of the scrap are placed in the upper layer of the charge. The electrodes descend melting the charge and penetrating into the scrap forming bores. The molten metal flows down to the furnace bottom. When the electrodes reach the liquid bath the arc becomes stable and the voltage may be increased (long arc). The electrodes are lifting together with the melt level. Most of scrap (85%) melt during this period. Temperature of the arc reaches 6300ºF (3500ºC).
36 Oxidizing stage At this stage excessive carbon, phosphorous, silicon and manganese oxidize. The process is similar to that in Basic Oxygen furnace. Basic oxidizing slag composed of lime (CaO) and iron ore (FeO) is used during the oxidizing period. Gaseous oxygen may be blown into the melt for additional oxidizing. Iron oxide causes increase of Oxygen content in the molten steel
37 Oxygen dissolved in the melt oxidizes carbon, phosphorous, silicon and manganese. Carbon monoxide partially burns in the atmosphere: The formed oxides are absorbed by the slag. CO bubbles floating up through the melt result in refining of the steel from non-metallic inclusions and hydrogen removal. Gaseous products CO and CO 2 are removed by the exhausting system. The oxidizing slag enriched with phosphorous and other oxides formed during this period is removed from the furnace to a slag pot (de-slagging).
38 Reducing stage New slag composed mainly of lime (CaO), CaF2 (as slag fluidizer) is added at this stage for formation of basic reducing conditions. The function of this slag is refining of the steel from sulfur and absorption of oxides, formed as a result of deoxidation ( killing ). The excessive oxygen dissolved in the melt during oxidizing period is removed by metallic deoxidizers Mn, Si, Al. Basic reducing slag is favorable for desulfurization Oxide and sulfide non-metallic inclusions are absorbed by the slag.
39 Alloying elements (Cr, Ni, Mo, V, etc.) are added after deoxidation. In many cases the processes of killing (deoxidation), desulfurization, alloying and final heating are performed outside of the furnace - Ladle refining.
40 Ladle Furnace ( LF ) Molten steel in a ladle may be treated (refined) in a device called Ladle Furnace (LF). Molten steel treated in Ladle Furnace is covered by a layer of desulfurizing slag. During the treatment process argon is blown through the bottom porous plug providing continuous metal stirring. Stirring results in distribution of heat produced by the arcs, chemical homogenization and desulfurization of the steel by the slag. Alloying elements may be added through the addition hopper. If deep desulfurization is required active desulfurizing agents Ca, Mg, CaSi are injected into the melt through the injection lance or in form of cored wire. Besides refining operations Ladle Furnace (LF) may serve as a buffer station before Continuous casting.
41 Ladle Refining ( ladle metallurgy, secondary refining ) Ladle refining is post steel making technological operations, performed in the ladle prior to casting with the purposes of desulfurization, degassing, temperature and chemical homogenization, deoxidation and others. Ladle refining may be carried out at atmospheric pressure, at vacuum, may involve heating, gas purging and stirring. Sulfur refining (desulfurization) in the ladle metallurgy is performed by addition of fluxes (CaO, CaF 2 and others) into the ladle and stirring the steel together with the slag, absorbing sulfur. In the production of high quality steel the operation of vacuum treatment in ladle is widely used.
42 According to the degree of deoxidation Carbon steels may be subdivided into three groups: Killed steels Semi-killed steels Rimmed steels
43 Killed steels - completely deoxidized steels, solidification of which does not cause formation of carbon monoxide (CO). Ingots and castings of killed steel have homogeneous structure and no gas porosity (blowholes).
44 Semi-killed steels - incompletely deoxidized steels containing some amount of excess oxygen, which forms carbon monoxide during last stages of solidification.
45 Rimmed steels - partially deoxidized or non-deoxidized low carbon steels evolving sufficient amount of carbon monoxide during solidification. Ingots of rimmed steels are characterized by good surface quality and considerable quantity of blowholes.
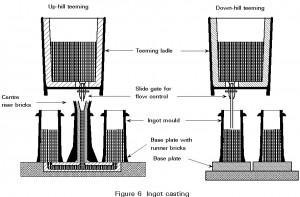
46 Types of Pouring Bottom pouring (up-hill) Top pouring ( down-hill )
47

48 Ingot Casting
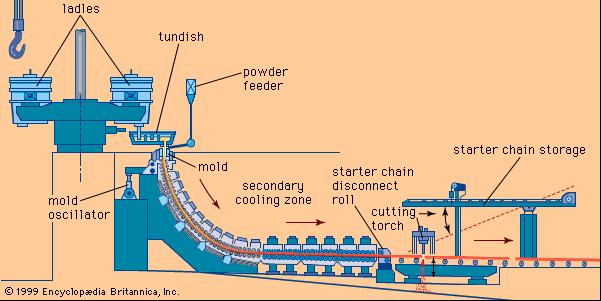
49 Continuous Casting
50 Advantages Improved yield, Quality, Productivity & Cost efficiency.
51
52 Operation : Liquid steel flows out of the ladle Into the tundish, and then Into a water-cooled copper mould. Solidification begins in the mould, and continues through the First Zone and Strand Guide. In this configuration, the strand is straightened, Torch-cut, Discharged for intermediate storage or hot charged for finished rolling.
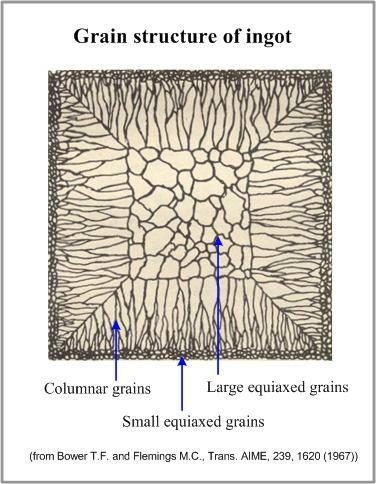
53
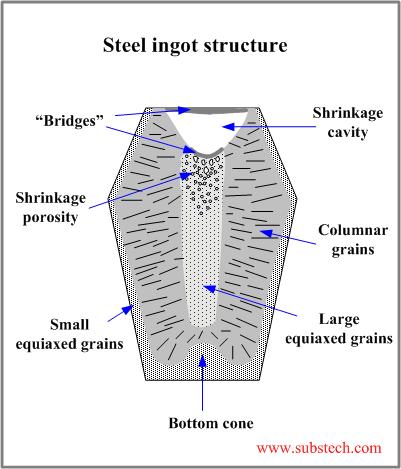
54 Structure of killed steel ingot Structure consists of five zones: Zone of small equi-axed grains The thin layer of small crystals forms when a melt comes to a contact with a wall of a cold metallic mold. The crystals (grains) have no favorable direction (equi-axed) and their chemical composition is close to that of the liquid steel. Heat liberated as a result of crystallization depresses the nucleation and crystal growth.
55 Zone of columnar grains Columnar grains start to grow when a stable and directed heat flow is formed as a result of heat transfer through the zone of small equi-axed grains. Direction of the columnar grains growth is opposite to the direction of heat flow. Columnar grains continue to grow until the heat flow decreases due to the following causes: Large width of the solidified metal; Heating the mold wall; Formation of an air gap between the ingot and the mold wall. The air gap is a result of shrinkage caused by solidification. When the temperature of the melt, adjacent to the solidification front, increases due to the liberation of the latent heat, constitutional undercooling will end and the columnar grains growth will stop
56 Zone of large equiaxed grains Low temperature gradient (low heat flow) and low cooling rate of the solute-enriched liquid in the central zone of the ingot result in formation of equiaxed grains. This process is slow due to slow heat extraction therefore the number of nuclei (seed crystals) is low and the grains size is large. Zone of large equiaxed grains is enriched by the impurities (sulfur, phosphorous, carbon).
57 Bottom cone This cone-shaped zone is a mixture of small equi-axed grains grown as a result of the contact with a bottom of a cold metallic mold and crystals and crystals fragments, which from other ingot zones. Bottom cone is characterized by negative segregation of the impurities.
58 Shinkage cavity zone Shrinkage cavity is located in the top part of the ingot (which is later discarded) where last portion of liquid solidifies. The mold design should provide upwards direction of solidification at its last stage. Below the shrinkage cavity the zone of shrinkage porosity is located. This zone forms when the feeding of solidifying metal by the residual liquid is insufficient. Isolated pockets of liquid metal separated from the liquid pool by bridges form their own shrinkage cavities (shrinkage pores). The mold shape, which is wider in upper levels and thermal isolation of the hot top favor to diminish the shrinkage porosity.
59 Solidification Solidification is a comprehensive process of transformation of the melt of an alloy into a solid piece of the alloy, involving crystallization of the liquid phase, segregation of impurities and alloying elements, liberation of the gases dissolved in the melt, shrinkage cavities and porosity formation. Structure of ingots and castings Fine and homogeneous grain structure is the most desirable for the common castings and ingots. It is achieved when the crystallization proceeds under the following conditions:
60
61 Process Formation of a large number of stable nuclei; Fast extraction of latent crystallization heat and the superheat of the liquid. These conditions are realized when a melt comes to a contact with a wall of a cold metallic mold. Small equi-axed grains (chill crystals) form at this stage. Latent crystallization heat, liberating from the crystallizing metal, decreases the undercooling of the melt and depresses the fast grains growth.
62 At this stage some of small grains, having favorable growth axis, start to grow in the direction opposite to the direction of heat flow. As a result columnar crystals (columnar grains) form. Length of the columnar grains zone is determined by the constitutional undercooling. When the temperature of the melt, adjacent to the solidification front, increases due to the liberation of the latent heat, constitutional undercooling will end and the columnar grains growth will stop.
63 Further cooling of the molten alloy in the central zone of the ingot will cause formation of large equiaxed grains. Formation of the grain zones of an ingot is presented in the figure. The crystals, growing as a result of solidification of ordinary alloys, are in dendrite form.
64 Segregation Composition of solidified alloy is not uniform. Concentrations of impurities and alloying elements are different in different parts of the casting. This difference is a result of different solubility of impurities in liquid and solid phases at the equilibrium temperature. Segregation is a result of separation of impurities and alloying elements in different casting regions.
65 Gas pores Gas pores, entrapped in the solid structure of a casting, arise from different origins: Gas ( hydrogen ) dissolved in the liquid during melting (from damp materials, atmosphere, oils, etc). When the melt cools down and solidifies hydrogen solubility decreases and it is forced out from the melt. The gas bubbles are trapped by the dendrites, forming gas porosity.
66 Gas pores, called blowholes, may be a result of chemical reaction occurring in the solidifying alloy. If a liquid steel was not deoxidized by deoxidizers (aluminum, silicon), oxygen and carbon, which are dissolved in the steel, form carbon monoxide by the reaction: C + O = CO. The bubbles of CO, trapped by the dendrites, form blowholes. Surface blowholes may form as a result of the decomposition of some constituents of mold dressing.
67 Shrinkage Shrinkage is a contraction of alloy volume caused by: Contraction of the melt when it cools down to the liquidus temperature ; Contraction of the alloy owing its solidification (cooling from liquidus temperature to solidus temperature). All metals except bismuth have higher density in solid state, than in liquid. Contraction of the solid alloy cooling from the solidus temperature to the ambient temperature.
68 Steel / Carbon Steel Alloy of iron, carbon and manganese
69 Properties of Steel Strength Ductility Toughness Hardness Wear/corrosion resistance Weldability Impact strength Creep resistance
70 Modification of properties of steel Change carbon content Add alloying elements Heat treatment
71 Carbon content Improves : Lowers : Strength Hardness Ductility Weldability
72 Alloying elements Mn : hardenability, ductility, wear resistance Ni : impact strength, toughness, corrosion resistance Cr : hardenability, strength, wear resistance W : hardness at elevated temperature V : strength, hardness, impact resistance, creep resistance Mo : hardenability, strength at elevated temperature Si : strength, elasticity Ti : strength, corrosion resistance Co : strength at high temperature, magnetic permeability
73 Heat treatment Hardening & Tempering : Improve strength, hardness, toughness Normalising : Reduce stresses, improve strength Annealing : Reduce stresses, restore strength and ductility
74 Classification of Steels Carbon content Alloying element content Application Shape and surface
75 Carbon content Low carbon steel : C<0.25% Medium carbon steel : 0.25%< C < 0.70% High carbon steel : >0.70% Cast Iron : >2.0%
76 Alloying element content Low alloy steel : <5% Medium alloy steel : 5%< A < 10% High alloy steel : >10%
77 Application High strength low alloy steel Bearing steel Stainless steel Electrical steel Tool steel High speed steel
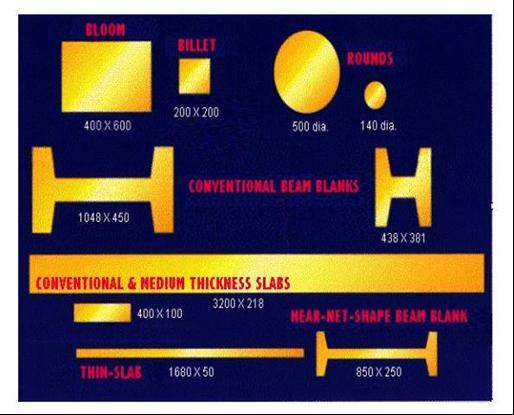
78 Shape & surface Flat product : plates, hot-rolled strip and sheets, and cold-rolled strip and sheets ( hot/cold rolled ) Long product : bars, rods and wires, structural shapes and rails, channels, angles, tees, zees, I-beams and tubes Billet, bloom, beam & slab Bars, rods
79
80 Steel Forming Processes Forming processes convert solidified steel into products useful for the fabricating and construction industries. The objectives are to obtain a desired shape, to improve cast steel s physical properties (which are not suitable for most applications), and to produce a surface suitable for a specific use.
81 The major forming processes are carried out hot, at about 1,200 C, because of steel s low resistance to plastic deformation at this temperature. This requires the use of reheating furnaces of different designs. Cold forming is often applied as a secondary process for making special steel products such as sheet or wire.
82 There are a number of steel-forming processes including : Forging Rolling Pressing Piercing Drawing Extruding
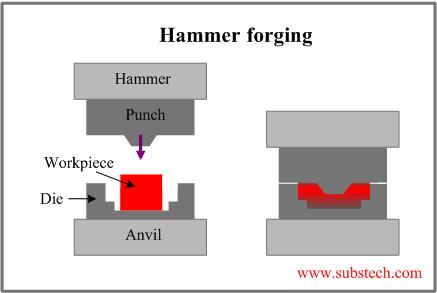
83 Forging
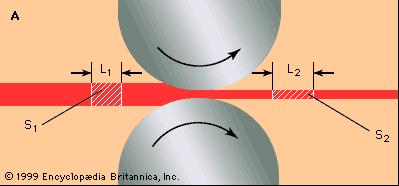
84 Rolling
85 Drawing
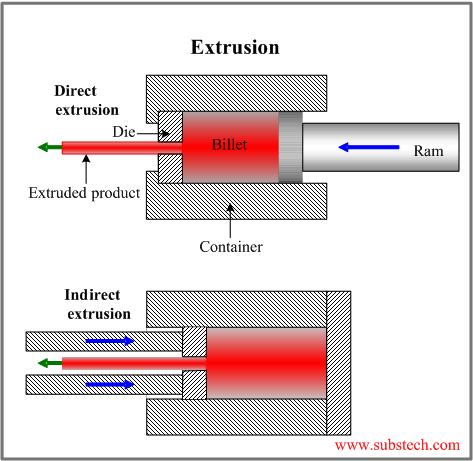
86 Extrusion
87 Hot Rolling
88 .

89 Hot Rolling

90 Tube manufacture ( by welding )

91 Tube manufacture ( seamless )
92 Fundamentals of Metallurgy Crystal structure Solidification : Crystals and grains Solid Solution : Phase diagram
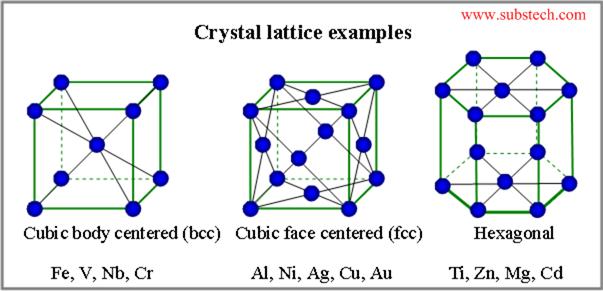
93 Metallic Crystalline Structures There are 14 different types of crystal unit cell structures or lattices are found in nature. However most metals and many other solids have unit cell structures described as : Body Centre Cubic (BCC) Face Centred Cubic (FCC) Hexagonal Close Packed (HCP).
94 .
95 Body-Centred Cubic (BCC) Structure The body-centred cubic unit cell has atoms at each of the eight corners of a cube (like the cubic unit cell) plus one atom in the centre of the cube. Each of the corner atoms is the corner of another cube so the corner atoms are shared among eight unit cells. The bcc unit cell consists of a net total of two atoms; one in the centre and eight eighths from corners atoms.
")
96 Body Centered Cubic ( BCC )
97 Some of the materials that have a BCC structure include : lithium, sodium, potassium, chromium, barium, vanadium, alpha-iron and tungsten. Metals which have a BCC structure are usually harder and less malleable
98 Face Centred Cubic (FCC) Structure The face centred cubic structure has atoms located at each of the corners and the centres of all the cubic faces. Each of the corner atoms is the corner of another cube so the corner atoms are shared among eight unit cells. Additionally, each of its six face centred atoms is shared with an adjacent atom. The FCC unit cell consists of a net total of four atoms; eight eighths from corners atoms and six halves of the face atoms.
")
99 Face Centered Cubic ( FCC )
100 Some of the metals that have the FCC structure include : aluminium, copper, gold, iridium, lead, nickel, platinum and silver.
101 Hexagonal Close Packed (HCP) Structure Another common close packed structure is the hexagonal close packed. The hexagonal structure of alternating layers is shifted so its atoms are aligned to the gaps of the preceding layer. The atoms from one layer nest themselves in the empty space between the atoms of the adjacent layer just like in the FCC structure. However, instead of being a cubic structure, the pattern is hexagonal.

102 Hexagonal Close Packed ( HCP )
103 The HCP structure is very common for elemental metals and some examples include : beryllium, cadmium, magnesium, titanium, zinc and zirconium. Comparatively low ductility.
104 Similarities and Difference Between the FCC and HCP Structure The face centred cubic and hexagonal close packed structures both have a same packing factor, consist of closely packed planes of atoms, and have a same coordination number. The difference between the fcc and hcp is the stacking sequence. The hcp layers cycle among the two equivalent shifted positions whereas the fcc layers cycle between three positions. The hcp structure contains only two types of planes with an alternating ABAB arrangement. The atoms of the third plane are in exactly the same position as the atoms in the first plane. However, the fcc structure contains three types of planes with a ABCABC arrangement. The atoms in rows A and C are no longer aligned. Cubic lattice structures allow slippage to occur more easily than non-cubic lattices, so hcp metals are not as ductile as the fcc metals.
105 Stable Room Temperature Crystal Structures for Elemental Metals Metal Crystal Structure Atomic Radius (nm) Aluminium FCC Cadmium HCP Chromium BCC Cobalt HCP Copper FCC Gold FCC Iron (Alpha) BCC Lead FCC
106 Molybdenum BCC Nickel FCC Platinum FCC Silver FCC Tantalum BCC Titanium (Alpha) HCP Tungsten BCC Zinc HCP
107 Crystal Defects A perfect crystal, with every atom of the same type in the correct position, does not exist. All crystals have some defects. Defects contribute to the mechanical properties of metals. Adding alloying elements to a metal is one way of introducing a crystal defect. Nevertheless, the term defect will be used, just keep in mind that crystalline defects are not always bad. There are basic classes of crystal defects:
108 POINT DEFECT Point defects, which are places where an atom is missing or irregularly placed in the lattice structure. Point defects include lattice vacancies, self-interstitial atoms, substitution impurity atoms, and interstitial impurity atoms.
109 LINEAR DEFECTS Linear defects, which are groups of atoms in irregular positions. Linear defects are commonly called dislocations.
110 PLANAR DEFECTS Planar defects, which are interfaces between homogeneous regions of the material. Planar defects include grain boundaries, stacking faults and external surfaces.
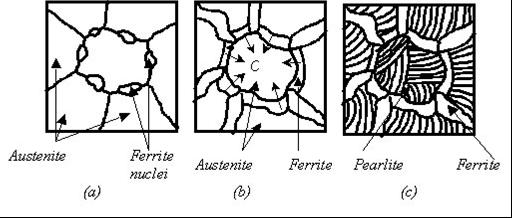
111 Solidification Normally when a material begins to solidify, multiple crystals begin to grow in the liquid and a polycrystalline (more than one crystal) solid forms. The moment a crystal begins to grow is known as nucleation and the point where it occurs is the nucleation point. The final sizes of the individual crystals depend on the number of nucleation points. The crystals increase in size by the progressive addition of atoms and grow until they impinge upon adjacent growing crystal.
 Grain boundaries as seen in a microscope.")
112 a)nucleation of crystals b) Crystal growth c) Irregular grains form crystals grow together, d) Grain boundaries as seen in a microscope.
113 Effect of grain size on material properties Rapid cooling generally results in more nucleation points and smaller grains a fine grain structure which will have higher strength, hardness and low ductility. Slow cooling generally results in larger grains which will have lower strength, hardness and ductility. The normal grain size varies between 1µm to 1000 µm.
114 Alloy The term alloy is used to describe a mixture of atoms in which the primary constituent is a metal. The primary metal is called the base, the matrix, or the solvent. The secondary constituents are often called solutes. Binary alloy. two types of atoms forming the mixture Ternary alloy. three types of atoms forming the mixture Quaternary alloy. four types of atoms forming the mixture Quinary alloy. five types of atoms forming the mixture Because the percentage of each constituent can be varied, with any mixture the entire range of possible variations is called a SYSTEM.

115 Different atomic mechanisms of alloy formation, showing pure metal, substitutional, interstitial, and a combination of the two.
116 Substitutional, Interstitial, and a combination of the two. Substitutional : Bronze ( Cu-Sn ), Brass ( Cu-Zn ) Interstitial : Steel ( Fe-C ) A combination of the two : Stainless Steel ( Fe-C-Cr-Ni )
117 Solid Solution Alloy structure may be a single phase or a multi phase. Phase is a uniform part of an alloy, having a certain chemical composition and structure, and which is separated from other alloy constituents by a phase boundary. An alloy phase may be in form of valence compound (substance formed from two or more elements), with a fixed ratio determining the composition) or in form of solid solution. Solid solution is a phase, where two or more elements are completely soluble in each other.
118 Phase Diagrams The phase diagram is simply a map showing the structure of phases present as the temperature and overall composition of the alloy are varied. It is a very useful tool for understanding and controlling the structures of poly-phase materials.
119 BINARY PHASE DIAGRAM A binary phase diagram shows the phases formed in differing mixtures of two elements over a range of temperatures. When an alloy exhibits more than two phases, a different type of phase diagram must be used, such as a ternary diagram for three phase alloys.
120 Iron carbon equilibrium diagram The iron-carbon equilibrium diagram is a plot of transformation of iron with respect to carbon content and temperature. This diagram is also called iron-iron carbon phase diagram. The important metallurgical terms, used in the diagram : Ferrite ( BCC ) Cementite ( Fe 3 C ) Pearlite ( mixture of ferrite and cementite ) Austenite ( FCC )
121

122 Iron-Iron Carbon Equilibrium Diagram
123 Ferrite (α): Virtually pure iron with BCC crystal structure. It is stable at all temperatures upto C. The carbon solubility in ferrite depends upon the temperature; the maximum being 0.02% at C. Cementite: Iron carbide (Fe3C), a compound iron and carbon containing 6.67% carbon by weight. Pearlite: A fine mixture of ferrite and cementite arranged in lamellar form. It is stable at all temperatures below 723C.
124 Austenite (γ): Austenite is a FCC structure. It is stable at temperatures above C depending upon carbon content. It can dissolve upto 2% carbon. The maximum solubility of carbon in the form of Fe3C in iron is 6.67%. Addition of carbon to iron beyond this percentage would result in formation of free carbon or graphite in iron. At 6.67% of carbon, iron transforms completely into cementite or Fe3C (Iron Carbide).
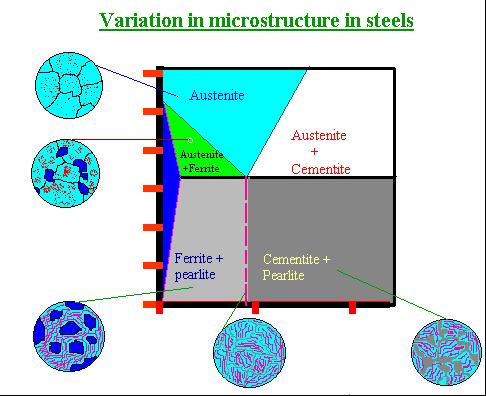
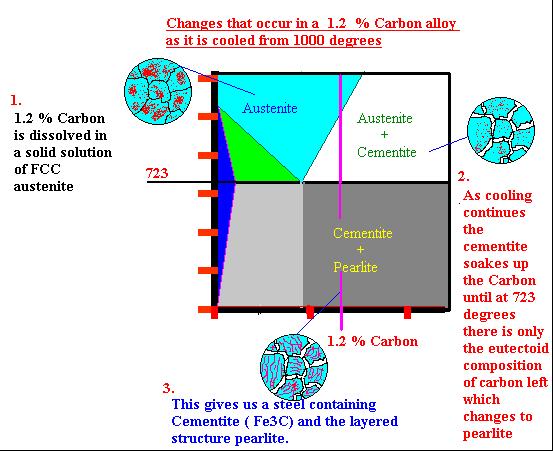
125 Generally carbon content in structural steels is in the range of %. Upto 2% carbon, we get a structure of ferrite + pearlite or pearlite + cementite depending upon whether carbon content is less than 0.8% or beyond 0.8%. Beyond 2% carbon in iron, hard and brittle cast iron is formed.
126 Microstructures of structural steel are formed by the slow cooling
127
128 It is important to note that steel of 0.20% carbon ends up in pearlite + ferrite microstructure, only when it is cooled very slowly from higher temperature during manufacture. When the rate of cooling is faster, the normal pearlite + ferrite microstructure may not form, instead some other microstructure called Bainite or Martensite may result.

129 The Steel Section of the Iron - Carbon Diagram
130
131
132
133
134 Thermal Processing Heat treatment Strengthening mechanism
135
136 Heat Treatment of Steels Heat treatment of a metal or alloy is a technological procedure, including controlled heating and cooling operations, conducted for the purpose of changing the alloy microstructure and resulting in achieving required properties.
137 Heat Treatment Processes Annealing Normalizing Hardening & Tempering Case hardening Nitriding Carburizing Carbonitriding Cyaniding
138 Annealing & Stress Relief Annealing is a heat treatment procedure involving heating the alloy and holding it at a certain temperature (annealing temperature), followed by controlled cooling. Annealing results in : relief of internal stresses, Softening and high ductility, chemical homogenizing and transformation of the grain structure into more stable state. Annealing temperature and the control cooling rate depend on the alloy composition and the type of the annealing treatment.
139 Recrystallization Annealing Recrystallization annealing is a process of heating a cold worked metal to a temperature above the recrystallization temperature followed by soaking for a time required for the grain structure transformation. Recrystallization annealing is widely used as an intermediate softening treatment between stages of cold work (cold rolling, drawing). Combination of recrystallization annealing and cold work allows to control the microstructure grains size.
140 Stress Relief ( Recovery ) Stress relief (recovery) a relatively low temperature process of reducing internal mechanical stresses, caused by cold work, casting or welding. The stress relief temperature is lower than the recrystallization temperature
141 Normalizing Normalizing is a process in which a steel is heated to about 100 F (55 C) above the upper critical temperature, followed by soaking and cooling in still air at room temperature. Normalizing treatment is similar to the full annealing treatment. The difference is in the cooling method and rate full annealing involves slow controlled cooling if the furnace or in some medium providing slow cooling rate. As normalizing requires less time, it is more economically efficient heat treatment method than full annealing.
142 Normalizing relieves internal stresses caused by cold work while grain growth is limited by the relatively high cooling rate therefore the mechanical properties (strength, hardness) of a normalized steel are better than in an annealed steel. Since the cooling rate in the normalizing heat treatment is not controlled, the resulting structure is dependent on the thickness of the steel part, therefore the effect of increased mechanical properties is greater in thin parts. Quality of surface after machining of a normalized part is also better than in an annealed part. This effect is caused by increased ductility of annealed steel favoring formation of tearing on the machined surface.
143 Hardening & Tempering Hardening is a heat treatment process involving heating a steel above the phase transformation temperature (upper critical temperature, A 3 ), followed by soaking and then rapid cooling (quenching either in oil or water). When steel is heated above the upper critical temperature, its structure becomes entirely austenitic. Then the article is cooled at a rate exceeding the critical rate value. Critical cooling rate is a function of the chemical composition and the grain size of austenite. If the critical cooling rate is not achieved, a mixture of ferrite and cementite forms.
144 Cooling in water usually provides cooling rate higher than the critical value. The structure forming as a result of quenching in water is called martensite (supersaturated solid solution of carbon in α-iron). Martensite is hard and brittle phase, having hardness varying between 500 HB to 710 HB depending on the carbon content. The temperature interval at which the austenitemartensite transformation occurs is about 250 C C. Hardening temperature is the temperature to which a steel is heated before quenching.
145 Tempering Tempering is a heat treatment operation involving reheating hardened steel to a certain temperature below the lower critical point (A 1 ) followed by soaking and then cooling. The steel structure after hardening consists mainly of martensite which is hard and brittle. Tempering is carried out in order to change the martensite structure and obtain a desired combination of strength and ductility. The object of tempering is also to reduce the internal stresses caused by quenching.
146 Tempering Temperature Ranges Tempering at temperatures 150 C C. Tempering at temperatures 300 C C. Tempering at temperatures 400 C but lower than A 1. Determined by : Carbon content Component size
 Martensitic structure ( 1000x ).")
147 Microstructure of quenched 0.95% carbon steel. (a) Martensitic structure ( 1000x ). (b) Bainitic structure (550x).
 Microstructure (all pearlite grains) of a steel containing 0.77% C. 2000x. (c) Microstructure of a steel containing 0.77% C with all cementite in the spheroidal form. 1000x.")
148 Effects of carbon content on the microstructures of plain-carbon steels. (a) Ferrite grains and pearlite (gray streaks) in a white matrix of a steel containing 0.4% C. 1000x. (b) Microstructure (all pearlite grains) of a steel containing 0.77% C. 2000x. (c) Microstructure of a steel containing 0.77% C with all cementite in the spheroidal form. 1000x. (d) Microstructure of a steel containing -1.0% C containing pearlite with excess cementite bounding the grains. 1000x
149 Case Hardening Case hardening is the diffusion heat treatment operation which involves two stages: Heating a steel part to a temperature above the upper critical temperature in a medium, containing an element capable to saturate the surface layer of the part through diffusion; Heat treatment of the part in order to obtain the desired combination of mechanical properties of the hard outer case and the ductile core. As a medium for the case hardening solid, liquid and gaseous substances may be used. The most widely used case hardening methods are: Carburizing Nitriding Carbonitriding
150 Carburizing medium Charcoal or other carbon-containing solids mixed with sodium carbonate and barium carbonate accelerating the process of dissolving the carbon in steel. Kerosene or benzene liquid carbonizing mediums, which are usually used in dispersed form; Methane (CH4), propane (C3H8) gaseous carbonizing mediums.
151 Thickness of the hard layer formed in the gaseous carburizing may reach 0.15 (4mm). Heat treatment after carburizing involves hardeningtempering treatments with purpose of controlling structure and properties of both the hard layer and the ductile core. The process is carried out in a furnace (batch or continuous) at the temperature 900 C C for 3-4 hrs.
152 Nitriding Nitriding is the process of diffusion enrichment of the surface layer of a part with nitrogen. Gas nitriding is carried out at 500 C C for hrs.in the atmosphere of Ammonia, which dissociates to Hydrogen and nitrogen. The latter diffuses into the steel forming nitrides of iron, aluminum, chromium and vanadium.
153 Ion nitriding ( plasma nitriding ) is a surface Hardening heat treatment, in which Nitrogen is delivered to the workpiece surface in form of ionized gas (plasma). The case formed as a result of nitriding has a hardness of about 1100 HV which is higher than the hardness after carburizing. Nitrided part possess also better wear resistance, increased fatigue strength, enhanced toughness and good resistance to corrosion. No additional heat treatment is required after nitriding.
154 Carbonitriding Carbonitriding is the process of diffusion enrichment of the surface layer of a part with carbon and nitrogen. Gaseous carbonitriding is carried out in gaseous medium, consisting of carburizing gas (methane, propane) with addition of 3-8% of Ammonia.
155 There are two principal methods of the gaseous carbonitriding: Low temperature gaseous carbonitriding, conducted at (500 C C). The steel surface is enriched mostly with nitrogen in this process. High temperature gaseous carbonitriding, conducted at ( 800 C C). The steel surface is enriched mostly with carbon in this process. This process is followed by heat treatment.
156 Cyaniding Cyaniding is the carbonitriding process, conducted in molten salt, containing 20-25% of sodium cyanide (extremely toxic substance). The process is carried out at the temperatures ( 820 C C) for 1 hour. Carbonitrided parts possess better (than carburized parts) wear resistance.
157 Strengthening Structural Steels Cooling rate of steel from austenite region to room temperature produces different microstructures, which impart different mechanical properties. The grain size of crystal is an important parameter in strengthening of steel.
158 Weldability Weldability of steel is closely related to the amount of carbon in steel. Weldability is also affected by the presence of other elements. The combined effect of carbon and other alloying elements on the weldability is given by carbon equivalent value (Ceq), which is given by : Ceq =%C + % Mn /6 + (% Cr + % Mo + % V)/5+(% Ni + % Cu)/15 The steel is considered to be weldable without preheating, if Ceq < 0.42%. However, if carbon is less than 0.12% then Ceq can be tolerated upto 0.45%.
159 QUESTIONS
160
161
162 Composition, Microstructure, and the Phase Diagram Consider three different compositions of elements A and B, on phase diagrams and how their microstructures will differ because of their positions on the phase diagram. First a eutectic alloy, which is an alloy with composition right at the eutectic point. Then compositions on both sides of the eutectic point. An alloy with a composition that lies to the left of the eutectic point on the phase diagram is called a hypoeutectic alloy, and an alloy with a composition that lies to the right of the eutectic point is called hypereutectic alloy. The microstructure can be controlled by manipulating the speed of cooling the alloy, but this will be covered in heat treatments.
163 EUTECTIC ALLOYS
164 HYPOEUTECTIC ALLOYS
165 HYPEREUTECTIC ALLOYS
166 DIFFUSION Diffusion is the migration of atoms from a region of high concentration to a region of low concentration. In a homogeneous material, atoms are routinely moving around but the movement is random (i.e. there is always an equal number of atoms moving in all directions). In an inhomogeneous material, all the atoms are moving near randomly, but there is a migration of atoms to areas where their concentrations are lower. In other words, there is a net diffusion.
167 Atom diffusion can occur by the motion of host or substitutional atoms to vacancies (vacancy diffusion), or interstitial impurities atoms to different interstitial positions (interstitial diffusion). In order to move, an atom must overcome the bond energy due to nearby atoms. This is more easily achieved at high temperatures when the atoms are vibrating strongly.
168 PHASE TRANSFORMATION
169 MECHANICAL PROPERTIES AND ITS MEASUREMENTS
170 STEEL AND CAST IRON
171 NON-FEROUS METALS
172 Dendrites In metals, the crystals that form in the liquid during freezing generally follow a pattern consisting of a main branch with many appendages. A crystal with this morphology slightly resembles a pine tree and is called a dendrite, which means branching. The formation of dendrites occurs because crystals grow in defined planes due to the crystal lattice they create. The figure to the right shows how a cubic crystal can grow in a melt in three dimensions, which correspond to the six faces of the cube.
173 Anisotropy and Isotropy In a single crystal, the physical and mechanical properties often differ with orientation. When the properties of a material vary with different crystallographic orientations, the material is said to be anisotropic.
174 When the properties of a material are the same in all directions, the material is said to be isotropic. For many polycrystalline materials the grain orientations are random before any working (deformation) of the material is done. Therefore, even if the individual grains are anisotropic, the property differences tend to average out and, overall, the material is isotropic. When a material is formed, the grains are usually distorted and elongated in one or more directions which makes the material anisotropic.
175 HEAT TREATMENT OF STEEL Alloys that were allowed to solidify by slow cooling produce different microstructures. It is possible to modify the microstructure of an alloy by subjecting it to various thermal treatments. The focus will be on metals but is should be noted that heat-treatment is also used on ceramics and composites to modify their properties.
176 Heat-treating is a term used to describe all of the controlled heating and cooling operations performed on a material in the solid state for the purpose of altering its microstructure and/or properties.
177 The major objectives of the different kinds of thermal treatments are: The major objectives of the different kinds of thermal treatments are: Soften the material for improved workability. Increase the strength or hardness of the material. Increase the toughness or resistance to fracture of the material. Stabilize mechanical or physical properties against changes that might occur during exposure to service environments. Insure part dimensional stability. Relieve undesirable residual stresses induced during part fabrication.
178 Depending on the thermal treatment used, the atomic structure and/or microstructure of a material may change due to movement of dislocations, an increase or decrease in solubility of atoms, an increase in grain size, the formation of new grains of the same or different phase, a change in the crystal structure, and others mechanisms.
179 HEAT TREATMENT PROCESSES Age Hardening is a relatively lowtemperature heat treatment process that strengthens a material by causing the precipitation of components or phases of alloy from a supersaturated solid solution condition.
180 Annealing is a softening process in which metals are heated and then allowed to cool slowly. The purpose of annealing is to soften the material for improve machinability, formability, and sometimes to control magnetic properties.
181 Normalising is much like annealing, but the cooling process is much faster. This results in increased strength but less ductility in the metal. Its purpose is to refine grain structure, produce more uniform mechanical properties, and sometimes to relieve internal and surface stresses.
182 Precipitation Heat Treatment is the three step process of solution treating, quenching, and age hardening to increase the strength or hardness of an alloy.
183 Solution Heat Treatment involves heating the material to a temperature that puts all the elements in solid solution and then cooling very rapidly to freeze the atoms in place.
184 Stress Relieving is a low temperature heat treat process that is used to reduce the level of residual stresses in a material.
185 Tempering involves gently heating a hardened metal and allowing it to cool slowly will produce a metal that is still hard but also less brittle. This process is known as tempering.
186 Quenching is the rapid cooling of a hot material. The medium used to quench the material can vary from forced air, oil, water and others. Many steels are hardened by heating and quenching. Quenching results in a metal that is very hard but also brittle.
187 STRENGTHENING MECHANISM
188 METAL FORMING
189 FURNACE & FURNACE ATMOSPHERE
190 CORROSION
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR
 Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
Metals are used by industry for either one or combination of the following properties
 Basic Metallurgy Metals are the backbone of the engineering industry being the most important Engineering Materials. In comparison to other engineering materials such as wood, ceramics, fabric and plastics,
Basic Metallurgy Metals are the backbone of the engineering industry being the most important Engineering Materials. In comparison to other engineering materials such as wood, ceramics, fabric and plastics,
Materials & Processes in Manufacturing. Introduction. Introduction ME 151. Chapter 6 Ferrous Metals and Alloys
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 6 Ferrous Metals and Alloys 1 Introduction Figure 6-1 Page 106 2003 Bill Young 2 Introduction Metals are example of a material (The
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 6 Ferrous Metals and Alloys 1 Introduction Figure 6-1 Page 106 2003 Bill Young 2 Introduction Metals are example of a material (The
is detrimental to hot workability and subsequent surface quality. It is used in certain steels to improve resistance to atmospheric corrosion.
 Glossary of Terms Alloying Elements ALUMINIUM - Al is used to deoxidise steel and control grain size. Grain size control is effected by forming a fine dispersion with nitrogen and oxygen which restricts
Glossary of Terms Alloying Elements ALUMINIUM - Al is used to deoxidise steel and control grain size. Grain size control is effected by forming a fine dispersion with nitrogen and oxygen which restricts
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
Schematic representation of the development of microstructure. during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy
 Schematic representation of the development of microstructure during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy At 1300 ºC (point a) the alloy is in the liquid condition This continues
Schematic representation of the development of microstructure during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy At 1300 ºC (point a) the alloy is in the liquid condition This continues
Chapter 11 Part 2. Metals and Alloys
 Chapter 11 Part 2 Metals and Alloys Nomenclature of Steels Historically, many methods for identifying alloys by their composition have been developed The commonly used schemes in this country are those
Chapter 11 Part 2 Metals and Alloys Nomenclature of Steels Historically, many methods for identifying alloys by their composition have been developed The commonly used schemes in this country are those
Materials engineering. Iron and steel making
 Materials engineering Iron and steel making Metals: rarely exist in pure state mostly in ores Ore: Metallic and other compounds, mostly oxides Metallic content: Iron ores: 30-70% Fe Copper ores: 0.1-0.8
Materials engineering Iron and steel making Metals: rarely exist in pure state mostly in ores Ore: Metallic and other compounds, mostly oxides Metallic content: Iron ores: 30-70% Fe Copper ores: 0.1-0.8
Tutorial 2 : Crystalline Solid, Solidification, Crystal Defect and Diffusion
 Tutorial 1 : Introduction and Atomic Bonding 1. Explain the difference between ionic and metallic bonding between atoms in engineering materials. 2. Show that the atomic packing factor for Face Centred
Tutorial 1 : Introduction and Atomic Bonding 1. Explain the difference between ionic and metallic bonding between atoms in engineering materials. 2. Show that the atomic packing factor for Face Centred
Heat Treating Basics-Steels
 Heat Treating Basics-Steels Semih Genculu, P.E. Steel is the most important engineering material as it combines strength, ease of fabrication, and a wide range of properties along with relatively low cost.
Heat Treating Basics-Steels Semih Genculu, P.E. Steel is the most important engineering material as it combines strength, ease of fabrication, and a wide range of properties along with relatively low cost.
Metallurgy, Alloys, and Applications p. 1 Introduction and Overview p. 3 Major Groups of Copper and Copper Alloys p. 3 Properties of Importance p.
 Preface p. vii Metallurgy, Alloys, and Applications p. 1 Introduction and Overview p. 3 Major Groups of Copper and Copper Alloys p. 3 Properties of Importance p. 3 Fabrication Characteristics p. 5 Alloy
Preface p. vii Metallurgy, Alloys, and Applications p. 1 Introduction and Overview p. 3 Major Groups of Copper and Copper Alloys p. 3 Properties of Importance p. 3 Fabrication Characteristics p. 5 Alloy
Solidification and Crystallisation 5. Formation of and control of granular structure
 MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
CHAPTER INTRODUCTION
 1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
APPLICATIONS OF Fe-C PHASE DIAGRAM
 APPLICATIONS OF Fe-C PHASE DIAGRAM KEY POINTS OF Fe-C Diagram Phases: Liquid Fe-Tmin=1148C @ 4.3%C 1394 C
APPLICATIONS OF Fe-C PHASE DIAGRAM KEY POINTS OF Fe-C Diagram Phases: Liquid Fe-Tmin=1148C @ 4.3%C 1394 C
Steel Properties. History of Steel
 History of Steel Steel Properties Cast Iron Cast iron preceded wrought iron. It is brittle, has high carbon content with low tensile strength. It has excellent casting properties. It was mainly used to
History of Steel Steel Properties Cast Iron Cast iron preceded wrought iron. It is brittle, has high carbon content with low tensile strength. It has excellent casting properties. It was mainly used to
Structure of Metals 1
 1 Structure of Metals Metals Basic Structure (Review) Property High stiffness, better toughness, good electrical conductivity, good thermal conductivity Why metals have these nice properties - structures
1 Structure of Metals Metals Basic Structure (Review) Property High stiffness, better toughness, good electrical conductivity, good thermal conductivity Why metals have these nice properties - structures
Steels Processing, Structure, and Performance, Second Edition Copyright 2015 ASM International G. Krauss All rights reserved asminternational.
 Steels Processing, Structure, and Performance, Second Edition Copyright 2015 ASM International G. Krauss All rights reserved asminternational.org Contents Preface to the Second Edition of Steels: Processing,
Steels Processing, Structure, and Performance, Second Edition Copyright 2015 ASM International G. Krauss All rights reserved asminternational.org Contents Preface to the Second Edition of Steels: Processing,
INSTITUTE OF AERONAUTICAL ENGINEERING (Autonomous) Dundigal, Hyderabad
 Dundigal, Hyderabad") INSTITUTE OF AERONAUTICAL ENGINEERING (Autonomous) Dundigal, Hyderabad -500 043 MECHANICAL ENGINEERING TUTORIAL QUESTION BANK Course Name METALLURGY AND MATERIAL SCIENCE Course Code AME005 Class III Semester
INSTITUTE OF AERONAUTICAL ENGINEERING (Autonomous) Dundigal, Hyderabad -500 043 MECHANICAL ENGINEERING TUTORIAL QUESTION BANK Course Name METALLURGY AND MATERIAL SCIENCE Course Code AME005 Class III Semester
Glossary of Steel Terms
 Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Engineering Materials
 Engineering Materials Heat Treatments of Ferrous Alloys Annealing Processes The term annealing refers to a heat treatment in which a material is exposed to an elevated temperature for an extended time
Engineering Materials Heat Treatments of Ferrous Alloys Annealing Processes The term annealing refers to a heat treatment in which a material is exposed to an elevated temperature for an extended time
Iron Carbon Equilibrium Diagrams
 Allotropic Iron, when cooling from a high temperature, displays two special points known as arrest points or critical points. These change points occur at 1390 o C and 910 o C. Above 1390 o C Iron exists
Allotropic Iron, when cooling from a high temperature, displays two special points known as arrest points or critical points. These change points occur at 1390 o C and 910 o C. Above 1390 o C Iron exists
Learning Objectives. Chapter Outline. Solidification of Metals. Solidification of Metals
 Learning Objectives Study the principles of solidification as they apply to pure metals. Examine the mechanisms by which solidification occurs. - Chapter Outline Importance of Solidification Nucleation
Learning Objectives Study the principles of solidification as they apply to pure metals. Examine the mechanisms by which solidification occurs. - Chapter Outline Importance of Solidification Nucleation
Metallurgy of Aluminum Die Casting Alloys EC 305 Dave Neff
 Metallurgy of Aluminum Die Casting Alloys EC 305 Dave Neff Dave Neff OUTLINE Where aluminum comes from Why alloys are useful Alloy designation and nomenclature Specific roles of alloy elements Properties
Metallurgy of Aluminum Die Casting Alloys EC 305 Dave Neff Dave Neff OUTLINE Where aluminum comes from Why alloys are useful Alloy designation and nomenclature Specific roles of alloy elements Properties
Phase Transformations in Metals Tuesday, December 24, 2013 Dr. Mohammad Suliman Abuhaiba, PE 1
 Ferrite - BCC Martensite - BCT Fe 3 C (cementite)- orthorhombic Austenite - FCC Chapter 10 Phase Transformations in Metals Tuesday, December 24, 2013 Dr. Mohammad Suliman Abuhaiba, PE 1 Why do we study
Ferrite - BCC Martensite - BCT Fe 3 C (cementite)- orthorhombic Austenite - FCC Chapter 10 Phase Transformations in Metals Tuesday, December 24, 2013 Dr. Mohammad Suliman Abuhaiba, PE 1 Why do we study
Secondary Steelmaking 1 Synthetic slag practice, injection ladle metallurgy, deoxidation
 17 Secondary Steelmaking 1 Synthetic slag practice, injection ladle metallurgy, deoxidation Topics to discuss... Secondary steelmaking Synthetic slag practice Injection ladle metallurgy Deoxidation Secondary
17 Secondary Steelmaking 1 Synthetic slag practice, injection ladle metallurgy, deoxidation Topics to discuss... Secondary steelmaking Synthetic slag practice Injection ladle metallurgy Deoxidation Secondary
Introduction to Materials Science
 EPMA Powder Metallurgy Summer School 27 June 1 July 2016 Valencia, Spain Introduction to Materials Science Prof. Alberto Molinari University of Trento, Italy Some of the figures used in this presentation
EPMA Powder Metallurgy Summer School 27 June 1 July 2016 Valencia, Spain Introduction to Materials Science Prof. Alberto Molinari University of Trento, Italy Some of the figures used in this presentation
STANDARD STEELS STANDARD STEELS 403
 STANDARD STEELS 403 STANDARD STEELS Standard Steels Compositions, Applications, and Heat Treatments Steel is the generic term for a large family of iron carbon alloys, which are malleable, within some
STANDARD STEELS 403 STANDARD STEELS Standard Steels Compositions, Applications, and Heat Treatments Steel is the generic term for a large family of iron carbon alloys, which are malleable, within some
Cast Iron Foundry Practices 3. Metallurgy of grey irons
 MME 345, Lecture 36 Cast Iron Foundry Practices 3. Metallurgy of grey irons Ref: Heine, Loper and Rosenthal. Principles of Metal Casting, Tata McGraw-Hill, 19670 Topics to discuss today 1. Graphite morphology
MME 345, Lecture 36 Cast Iron Foundry Practices 3. Metallurgy of grey irons Ref: Heine, Loper and Rosenthal. Principles of Metal Casting, Tata McGraw-Hill, 19670 Topics to discuss today 1. Graphite morphology
ME-371/571 ENGINEERING MATERIALS
 ME-371/571 ENGINEERING MATERIALS Problem Set 2 1. An SAE-AISI 1035 steel alloy is slowly cooled from 950 C to room What is the pro-eutectoid phase, and at what temperature would it first appear? What are
ME-371/571 ENGINEERING MATERIALS Problem Set 2 1. An SAE-AISI 1035 steel alloy is slowly cooled from 950 C to room What is the pro-eutectoid phase, and at what temperature would it first appear? What are
Principals of Billet Making
 Billet quality directly controls the quality of extrusions and affects productivity, in term profitability. The quality of billets& cost are the two important considerations for extrusion producers. Day
Billet quality directly controls the quality of extrusions and affects productivity, in term profitability. The quality of billets& cost are the two important considerations for extrusion producers. Day
Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore
 Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore Recap Eutectic phase diagram Eutectic phase diagram Eutectic isotherm Invariant point Eutectic Reaction Compositions of components
Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore Recap Eutectic phase diagram Eutectic phase diagram Eutectic isotherm Invariant point Eutectic Reaction Compositions of components
High strength low alloy (HSLA).
.") 7 Alloy Steels High strength low alloy (HSLA). a type of steel alloy that provides many benefits over regular steel alloys contain a very small percentage of carbon (less than one-tenth of a percent) and
7 Alloy Steels High strength low alloy (HSLA). a type of steel alloy that provides many benefits over regular steel alloys contain a very small percentage of carbon (less than one-tenth of a percent) and
Introduction to Heat Treatment. Introduction
 MME444 Heat Treatment Sessional Week 01 Introduction to Heat Treatment Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Introduction Can you control the microstructure that formed during cooling of
MME444 Heat Treatment Sessional Week 01 Introduction to Heat Treatment Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Introduction Can you control the microstructure that formed during cooling of
HEAT TREATMENT. Chapter 6. Veljko Samardzic. ME-215 Engineering Materials and Processes
 HEAT TREATMENT Chapter 6 Materials Properties STRUCTURE PERFORMANCE PROCESSING PROPERTIES 6.1 Structure Property Relationships Properties and structure can be manipulated and controlled Interactive relation
HEAT TREATMENT Chapter 6 Materials Properties STRUCTURE PERFORMANCE PROCESSING PROPERTIES 6.1 Structure Property Relationships Properties and structure can be manipulated and controlled Interactive relation
Fundamentals of. Steel Product. Graduate Institute of Ferrous Metallurgy
 Fundamentals of Steel Product Physical Metallurgy B.C. De Cooman Graduate Institute of Ferrous Metallurgy Pohang University of Science and Technology, South Korea J.G Speer Advanced Steel Products and
Fundamentals of Steel Product Physical Metallurgy B.C. De Cooman Graduate Institute of Ferrous Metallurgy Pohang University of Science and Technology, South Korea J.G Speer Advanced Steel Products and
Department of Mechanical Engineering University of Saskatchewan. ME324.3 Engineering Materials. Mid-Term Examination (Closed Book)
") Student #: Department of Mechanical Engineering University of Saskatchewan ME. Engineering Materials Mid-Term Examination (Closed Book) Instructor: I. Oguocha Time Allowed: h Friday, 9 October 00. Section
Student #: Department of Mechanical Engineering University of Saskatchewan ME. Engineering Materials Mid-Term Examination (Closed Book) Instructor: I. Oguocha Time Allowed: h Friday, 9 October 00. Section
Chapter Name of the Topic Marks
 Chapter Name of the Topic Marks 02 2 HEAT TREATMENT Specific Objectives: Study various methods of Heat treatment processes as applied to automobile components. Understand ironcarbon phase equilibrium diagram.
Chapter Name of the Topic Marks 02 2 HEAT TREATMENT Specific Objectives: Study various methods of Heat treatment processes as applied to automobile components. Understand ironcarbon phase equilibrium diagram.
Chapter 9 Heat treatment (This chapter covers selective sections in Callister Chap. 9, 10 &11)
") Chapter 9 Heat treatment (This chapter covers selective sections in Callister Chap. 9, 10 &11) Study theme outcomes: After studying this chapter, students should or should be able to: - know and understand
Chapter 9 Heat treatment (This chapter covers selective sections in Callister Chap. 9, 10 &11) Study theme outcomes: After studying this chapter, students should or should be able to: - know and understand
Their widespread use is accounted for by three factors:
 TYPES OF METAL ALLOYS Metal alloys, by virtue of composition, are often grouped into two classes ferrous and nonferrous. Ferrous alloys, those in which iron is the principal constituent, include steels
TYPES OF METAL ALLOYS Metal alloys, by virtue of composition, are often grouped into two classes ferrous and nonferrous. Ferrous alloys, those in which iron is the principal constituent, include steels
Processes and Equipment; Heat Treatment
 4 4 6. 3 0 5 A M A N U F A C T U R I N G P R O C E S S E S Chapter 5. Metal-Casting Processes and Equipment; Heat Treatment Sung-Hoon Ahn School of Mechanical and Aerospace Engineering Seoul National University
4 4 6. 3 0 5 A M A N U F A C T U R I N G P R O C E S S E S Chapter 5. Metal-Casting Processes and Equipment; Heat Treatment Sung-Hoon Ahn School of Mechanical and Aerospace Engineering Seoul National University
Alloy Steels. Engineering Materials. Introduction : Msc. Shaymaa Mahmood
 Alloy Steels Introduction : Steels are, essentially, alloys of iron and carbon, containing up to 1.5 % of carbon. Steel is made by oxidizing away the impurities that are present in the iron produced in
Alloy Steels Introduction : Steels are, essentially, alloys of iron and carbon, containing up to 1.5 % of carbon. Steel is made by oxidizing away the impurities that are present in the iron produced in
Steel Making. Modern Long Product Manufacturing. Process Flow Chart
 Rolling Process Metallurgical Aspects Material Specifications and Chemistries Standard Mill Practices Miscellaneous Tables & Data Elastic Section Modulus Plastic Section Modulus Moment of Inertia SI Conversion
Rolling Process Metallurgical Aspects Material Specifications and Chemistries Standard Mill Practices Miscellaneous Tables & Data Elastic Section Modulus Plastic Section Modulus Moment of Inertia SI Conversion
Chapter 11: Applications and Processing of Metal Alloys
 Chapter 11: Applications and Processing of Metal Alloys ISSUES TO ADDRESS... What are some of the common fabrication techniques for metals? What heat treatment procedures are used to improve the mechanical
Chapter 11: Applications and Processing of Metal Alloys ISSUES TO ADDRESS... What are some of the common fabrication techniques for metals? What heat treatment procedures are used to improve the mechanical
Pyrometallurgy of iron is still the most important pyrometallurgical process economically.
 1 Pyrometallurgy of iron is still the most important pyrometallurgical process economically. Prehistorically, iron was prepared by simply heating it with charcoal in a fired clay pot. Coke is coal that
1 Pyrometallurgy of iron is still the most important pyrometallurgical process economically. Prehistorically, iron was prepared by simply heating it with charcoal in a fired clay pot. Coke is coal that
Production of Iron and Steels
 MME 131: Lecture 24 Production of Iron and Steels Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Topics to discuss 1. Importance of iron and steels 2. The smelting of iron in Blast Furnace 3. The
MME 131: Lecture 24 Production of Iron and Steels Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Topics to discuss 1. Importance of iron and steels 2. The smelting of iron in Blast Furnace 3. The
COOPERATIVE PATENT CLASSIFICATION
 CPC C COOPERATIVE PATENT CLASSIFICATION CHEMISTRY; METALLURGY (S omitted) METALLURGY C22 METALLURGY (of iron C21); FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS (production of
CPC C COOPERATIVE PATENT CLASSIFICATION CHEMISTRY; METALLURGY (S omitted) METALLURGY C22 METALLURGY (of iron C21); FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS (production of
ENGINEERING COUNCIL CERTIFICATE LEVEL ENGINEERING MATERIALS C102 TUTORIAL 3 THERMAL EQUILIBRIUM (PHASE) DIAGRAMS
 DIAGRAMS") ENGINEERING COUNCIL CERTIFICATE LEVEL ENGINEERING MATERIALS C102 TUTORIAL 3 THERMAL EQUILIBRIUM (PHASE) DIAGRAMS UNIT OUTCOMES On successful completion of the unit the candidate will be able to: 1. Recognise
ENGINEERING COUNCIL CERTIFICATE LEVEL ENGINEERING MATERIALS C102 TUTORIAL 3 THERMAL EQUILIBRIUM (PHASE) DIAGRAMS UNIT OUTCOMES On successful completion of the unit the candidate will be able to: 1. Recognise
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Effects in Ductile Iron
 Summary of Element Effects in Ductile Iron Rick Gundlach Element Materials Technology Wixom Insert Company Logo Here DIS Annual Meeting, June 7, 2012 Muskegon, Michigan Types of Alloying Elements Substitutional
Summary of Element Effects in Ductile Iron Rick Gundlach Element Materials Technology Wixom Insert Company Logo Here DIS Annual Meeting, June 7, 2012 Muskegon, Michigan Types of Alloying Elements Substitutional
Heat Treatment of Steels : Metallurgical Principle
 Heat Treatment of Steels : Metallurgical Principle Outlines: Fe ad Fe-Fe 3 C system Phases and Microstructure Fe-Fe 3 C Phase Diaram General Physical and Mechanical Properties of each Microstructure Usanee
Heat Treatment of Steels : Metallurgical Principle Outlines: Fe ad Fe-Fe 3 C system Phases and Microstructure Fe-Fe 3 C Phase Diaram General Physical and Mechanical Properties of each Microstructure Usanee
Heat Treatment of Steels
 Heat Treatment of Steels Heat Treating is the process of heating and cooling a steel to obtain desired properties. Various types of heat treatment processes are used to change the following properties
Heat Treatment of Steels Heat Treating is the process of heating and cooling a steel to obtain desired properties. Various types of heat treatment processes are used to change the following properties
11.3 The alloying elements in tool steels (e.g., Cr, V, W, and Mo) combine with the carbon to form very hard and wear-resistant carbide compounds.
 combine with the carbon to form very hard and wear-resistant carbide compounds.") 11-2 11.2 (a) Ferrous alloys are used extensively because: (1) Iron ores exist in abundant quantities. (2) Economical extraction, refining, and fabrication techniques are available. (3) The alloys may
11-2 11.2 (a) Ferrous alloys are used extensively because: (1) Iron ores exist in abundant quantities. (2) Economical extraction, refining, and fabrication techniques are available. (3) The alloys may
RUNNING HOT. Sub-topics. Fuel cells Casting Solidification
 RUNNING HOT Sub-topics 1 Fuel cells Casting Solidification CONCEPT OF FUEL CELLS International concerns regarding the emission of greenhouse gases and the trend toward distributed power generation are
RUNNING HOT Sub-topics 1 Fuel cells Casting Solidification CONCEPT OF FUEL CELLS International concerns regarding the emission of greenhouse gases and the trend toward distributed power generation are
of Metal Alloys This is just an extension of the previous chapter Hardenability of Steels: The Jominy Test
 Chapter 11 Applications and Processing of Metal Alloys This is just an extension of the previous chapter Hardenability of Steels: The Jominy Test As usual, everything is standardized! After the Jominy
Chapter 11 Applications and Processing of Metal Alloys This is just an extension of the previous chapter Hardenability of Steels: The Jominy Test As usual, everything is standardized! After the Jominy
Heat Treatment of Steels
 Heat Treatment of Steels Heat Treating is the process of heating and cooling a steel to obtain desired properties. Various types of heat treatment processes are used to change the following properties
Heat Treatment of Steels Heat Treating is the process of heating and cooling a steel to obtain desired properties. Various types of heat treatment processes are used to change the following properties
J = D C A C B x A x B + D C A C. = x A kg /m 2
 1. (a) Compare interstitial and vacancy atomic mechanisms for diffusion. (b) Cite two reasons why interstitial diffusion is normally more rapid than vacancy diffusion. (a) With vacancy diffusion, atomic
1. (a) Compare interstitial and vacancy atomic mechanisms for diffusion. (b) Cite two reasons why interstitial diffusion is normally more rapid than vacancy diffusion. (a) With vacancy diffusion, atomic
Engineering Materials
 Engineering Materials Learning Outcome When you complete this module you will be able to: Describe the mechanical properties of ferrous and non-ferrous engineering materials, plus the effects and purposes
Engineering Materials Learning Outcome When you complete this module you will be able to: Describe the mechanical properties of ferrous and non-ferrous engineering materials, plus the effects and purposes
ME 216 Engineering Materials II
 ME 216 Engineering Materials II Chapter 12 Heat Treatment (Part II) Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana Assistant Professor Hardenability It is the ability of steel to harden
ME 216 Engineering Materials II Chapter 12 Heat Treatment (Part II) Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana Assistant Professor Hardenability It is the ability of steel to harden
Engineering Materials and Processes Lecture 11 Iron and steel. wikipedia
 Lecture 11 Iron and steel wikipedia Iron and steel Reference Text Higgins RA & Bolton, 2010. Materials for Engineers and Technicians, 5th ed, Butterworth Heinemann Section Ch 11 Additional Readings Section
Lecture 11 Iron and steel wikipedia Iron and steel Reference Text Higgins RA & Bolton, 2010. Materials for Engineers and Technicians, 5th ed, Butterworth Heinemann Section Ch 11 Additional Readings Section
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
Lecture 42: Self Assessment questions. 1a) Explain the role of a basic oxidising slag in steelmaking. (04)
 Explain the role of a basic oxidising slag in steelmaking. (04)") Lecture 42: Self Assessment questions 1a) Explain the role of a basic oxidising slag in steelmaking. (04) 1b) Carry-over of the basic oxidising slag from the converter is undesirable to the transfer ladle.
Lecture 42: Self Assessment questions 1a) Explain the role of a basic oxidising slag in steelmaking. (04) 1b) Carry-over of the basic oxidising slag from the converter is undesirable to the transfer ladle.
How to make N 2 listen to you in steel making!
 International Journal of Scientific & Engineering Research Volume 2, Issue 10, October-2011 1 How to make N 2 listen to you in steel making! P R Sureshkumar, D R Pawar and V Krishnamoorthy Abstract- All
International Journal of Scientific & Engineering Research Volume 2, Issue 10, October-2011 1 How to make N 2 listen to you in steel making! P R Sureshkumar, D R Pawar and V Krishnamoorthy Abstract- All
Engineering Materials
 Engineering Materials Lecture 2 MEL120: Manufacturing Practices 1 Selection of Material A particular material is selected is on the basis of following considerations 1. Properties of material 1. Properties
Engineering Materials Lecture 2 MEL120: Manufacturing Practices 1 Selection of Material A particular material is selected is on the basis of following considerations 1. Properties of material 1. Properties
14ME406/ME 226. Material science &Metallurgy. Hall Ticket Number: Fourth Semester. II/IV B.Tech (Regular/Supplementary) DEGREE EXAMINATION
 DEGREE EXAMINATION") Hall Ticket Number: 14ME406/ME 226 April, 2017 Fourth Semester Time: Three Hours Answer Question No.1 compulsorily. Answer ONE question from each unit. II/IV B.Tech (Regular/Supplementary) DEGREE EXAMINATION
Hall Ticket Number: 14ME406/ME 226 April, 2017 Fourth Semester Time: Three Hours Answer Question No.1 compulsorily. Answer ONE question from each unit. II/IV B.Tech (Regular/Supplementary) DEGREE EXAMINATION
Metallurgy - Lecture (2) Solidification
 Solidification") Metallurgy - Lecture (2) Solidification When molten metal enters a mold cavity, its heat is transferred through the mold wall. In the case of pure metals and eutectics, the solidification proceeds layer-bylayer
Metallurgy - Lecture (2) Solidification When molten metal enters a mold cavity, its heat is transferred through the mold wall. In the case of pure metals and eutectics, the solidification proceeds layer-bylayer
Standard Terminology Relating to Steel, Stainless Steel, Related Alloys, and Ferroalloys 1
 Designation: A 941 06a Standard Terminology Relating to Steel, Stainless Steel, Related Alloys, and Ferroalloys 1 This standard is issued under the fixed designation A 941; the number immediately following
Designation: A 941 06a Standard Terminology Relating to Steel, Stainless Steel, Related Alloys, and Ferroalloys 1 This standard is issued under the fixed designation A 941; the number immediately following
Analysis of Cast Iron Using Shimadzu PDA-7000
 Analysis of Cast Iron Using Shimadzu PDA-7000 C112-0510M The analysis of low and high alloy cast iron by optical emission spectrometry is presented. Cast iron alloys are classified by their mechanical
Analysis of Cast Iron Using Shimadzu PDA-7000 C112-0510M The analysis of low and high alloy cast iron by optical emission spectrometry is presented. Cast iron alloys are classified by their mechanical
Lecture 11: Metallic Alloys
 Part IB Materials Science & Metallurgy H. K. D. H. Bhadeshia Course A, Metals and Alloys Lecture 11: Metallic Alloys TRIP Steels A phase change can do work; a good example of this is how viruses infect
Part IB Materials Science & Metallurgy H. K. D. H. Bhadeshia Course A, Metals and Alloys Lecture 11: Metallic Alloys TRIP Steels A phase change can do work; a good example of this is how viruses infect
Chapter 9 Phase Diagrams. Dr. Feras Fraige
 Chapter 9 Phase Diagrams Dr. Feras Fraige Chapter Outline Definitions and basic concepts Phases and microstructure Binary isomorphous systems (complete solid solubility) Binary eutectic systems (limited
Chapter 9 Phase Diagrams Dr. Feras Fraige Chapter Outline Definitions and basic concepts Phases and microstructure Binary isomorphous systems (complete solid solubility) Binary eutectic systems (limited
Free Electron Model What kind of interactions hold metal atoms together? How does this explain high electrical and thermal conductivity?
 Electrical Good conductors of heat & electricity Create semiconductors Oxides are basic ionic solids Aqueous cations (positive charge, Lewis acids) Reactivity increases downwards in family Mechanical Lustrous
Electrical Good conductors of heat & electricity Create semiconductors Oxides are basic ionic solids Aqueous cations (positive charge, Lewis acids) Reactivity increases downwards in family Mechanical Lustrous
CHAPTER 6. Engineering Alloys 1/1/2016. Production of Iron and Steel Production of pig iron. Iron Carbide Phase Diagram.
 CHAPTER 6 Production of Iron and Steel Production of pig iron Fe 2 O 3 + 3CO 2Fe + 3CO 2 Ore Coke Blast Furnace Pig iron (Liquid) Engineering Alloys 1 2 Steel Making Iron Carbide Phase Diagram Pig iron
CHAPTER 6 Production of Iron and Steel Production of pig iron Fe 2 O 3 + 3CO 2Fe + 3CO 2 Ore Coke Blast Furnace Pig iron (Liquid) Engineering Alloys 1 2 Steel Making Iron Carbide Phase Diagram Pig iron
BFF1113 Engineering Materials DR. NOOR MAZNI ISMAIL FACULTY OF MANUFACTURING ENGINEERING
 BFF1113 Engineering Materials DR. NOOR MAZNI ISMAIL FACULTY OF MANUFACTURING ENGINEERING Course Guidelines: 1. Introduction to Engineering Materials 2. Bonding and Properties 3. Crystal Structures & Properties
BFF1113 Engineering Materials DR. NOOR MAZNI ISMAIL FACULTY OF MANUFACTURING ENGINEERING Course Guidelines: 1. Introduction to Engineering Materials 2. Bonding and Properties 3. Crystal Structures & Properties
ME 254 MATERIALS ENGINEERING 1 st Semester 1431/ rd Mid-Term Exam (1 hr)
") 1 st Semester 1431/1432 3 rd Mid-Term Exam (1 hr) Question 1 a) Answer the following: 1. Do all metals have the same slip system? Why or why not? 2. For each of edge, screw and mixed dislocations, cite
1 st Semester 1431/1432 3 rd Mid-Term Exam (1 hr) Question 1 a) Answer the following: 1. Do all metals have the same slip system? Why or why not? 2. For each of edge, screw and mixed dislocations, cite
Introduction to the phase diagram Uses and limitations of phase diagrams Classification of phase diagrams Construction of phase diagrams
 Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Concept of alloying Classification of alloys Introduction to the phase diagram Uses and limitations of phase diagrams Classification of phase diagrams
Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Concept of alloying Classification of alloys Introduction to the phase diagram Uses and limitations of phase diagrams Classification of phase diagrams
Lecture 12: High Temperature Alloys
 Part IB Materials Science & Metallurgy H. K. D. H. Bhadeshia Course A, Metals and Alloys Lecture 12: High Temperature Alloys Metallic materials capable of operating at ever increasing temperatures are
Part IB Materials Science & Metallurgy H. K. D. H. Bhadeshia Course A, Metals and Alloys Lecture 12: High Temperature Alloys Metallic materials capable of operating at ever increasing temperatures are
Chapter 6. Copper and Copper Alloys. /MS371/ Structure and Properties of Engineering Alloys
 Chapter 6 Copper and Copper Alloys Overview of copper alloys Main characteristics High electrical, ease of Relative electrical and thermal conductivities (at 20 o C) Overview of copper alloys Cu + Zn (
Chapter 6 Copper and Copper Alloys Overview of copper alloys Main characteristics High electrical, ease of Relative electrical and thermal conductivities (at 20 o C) Overview of copper alloys Cu + Zn (
Hull and machinery steel forgings
 (1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
(1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
The excellent performance of austempered ductile iron
 Design and control of chemical compositions for high-performance austempered ductile iron *Gong Wenbang 1, Chen Guodong 1, Luo Li 1, Hao Jing 2 and Zhang Zhonghe 3 (1. Wuhan Textile University, Wuhan 430073,
Design and control of chemical compositions for high-performance austempered ductile iron *Gong Wenbang 1, Chen Guodong 1, Luo Li 1, Hao Jing 2 and Zhang Zhonghe 3 (1. Wuhan Textile University, Wuhan 430073,
Chapter 6. Copper and Copper Alloys. /MS371/ Structure and Properties of Engineering Alloys
 Chapter 6 Copper and Copper Alloys Overview of copper alloys Main characteristics High electrical, ease of Relative electrical and thermal conductivities (at 20 o C) Overview of copper alloys Cu + Zn (
Chapter 6 Copper and Copper Alloys Overview of copper alloys Main characteristics High electrical, ease of Relative electrical and thermal conductivities (at 20 o C) Overview of copper alloys Cu + Zn (
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
PART 1 MATERIALS COPYRIGHTED MATERIAL
 PART 1 MATERIALS COPYRIGHTED MATERIAL CHAPTER 1 CARBON AND ALLOY STEELS Bruce L. Bramfitt International Steel Group, Inc. Research Laboratories Bethlehem, Pennsylvania 1 INTRODUCTION 3 2 STEEL MANUFACTURE
PART 1 MATERIALS COPYRIGHTED MATERIAL CHAPTER 1 CARBON AND ALLOY STEELS Bruce L. Bramfitt International Steel Group, Inc. Research Laboratories Bethlehem, Pennsylvania 1 INTRODUCTION 3 2 STEEL MANUFACTURE
ENMAT101A Engineering Materials and Processes Associate Degree of Applied Engineering (Renewable Energy Technologies) Lecture 11 Iron and steel
 Lecture 11 Iron and steel") ENMAT101A Engineering Materials and Processes Associate Degree of Applied Engineering (Renewable Energy Technologies) Lecture 11 Iron and steel wikipedia www.highered.tafensw.edu.au Iron and steel Reference
ENMAT101A Engineering Materials and Processes Associate Degree of Applied Engineering (Renewable Energy Technologies) Lecture 11 Iron and steel wikipedia www.highered.tafensw.edu.au Iron and steel Reference
Materials and their structures
 Materials and their structures 2.1 Introduction: The ability of materials to undergo forming by different techniques is dependent on their structure and properties. Behavior of materials depends on their
Materials and their structures 2.1 Introduction: The ability of materials to undergo forming by different techniques is dependent on their structure and properties. Behavior of materials depends on their
Materials for Civil and Construction Engineers. Steel. Introduction Steel
 1 Materials for Civil and Construction Engineers Steel Introduction Steel 3rd most used construction material after concrete and asphalt Iron ore 1500 B.C. primitive furnace: iron 18 th century blast furnace:
1 Materials for Civil and Construction Engineers Steel Introduction Steel 3rd most used construction material after concrete and asphalt Iron ore 1500 B.C. primitive furnace: iron 18 th century blast furnace:
Binary Phase Diagrams - II
 Binary Phase Diagrams - II Note the alternating one phase / two phase pattern at any given temperature Binary Phase Diagrams - Cu-Al Can you spot the eutectoids? The peritectic points? How many eutectic
Binary Phase Diagrams - II Note the alternating one phase / two phase pattern at any given temperature Binary Phase Diagrams - Cu-Al Can you spot the eutectoids? The peritectic points? How many eutectic
Types of stainless steel
 Types of stainless steel Composition (wt%) Applications Types C Ni Cr Mo Ferritic 0.06-0.2-11-30 - Household utensils; Automotive Exhaust Components Heat exchanger Austenitic
Types of stainless steel Composition (wt%) Applications Types C Ni Cr Mo Ferritic 0.06-0.2-11-30 - Household utensils; Automotive Exhaust Components Heat exchanger Austenitic
THERMO-CHEMICAL SURFACE HARDENING TREATMENT OF STEELS
 THERMO-CHEMICAL SURFACE HARDENING TREATMENT OF STEELS P.K. AGARWAL Senior Engineer, TELCO, Jamshedpur CASE CARBURISING Case Carburising is a process in which austenised ferrous metal is brought into contact
THERMO-CHEMICAL SURFACE HARDENING TREATMENT OF STEELS P.K. AGARWAL Senior Engineer, TELCO, Jamshedpur CASE CARBURISING Case Carburising is a process in which austenised ferrous metal is brought into contact
Phase Diagrams of Pure Substances Predicts the stable phase as a function of P total and T. Example: water can exist in solid, liquid and vapor
 PHASE DIAGRAMS Phase a chemically and structurally homogenous region of a material. Region of uniform physical and chemical characteristics. Phase boundaries separate two distinct phases. A single phase
PHASE DIAGRAMS Phase a chemically and structurally homogenous region of a material. Region of uniform physical and chemical characteristics. Phase boundaries separate two distinct phases. A single phase
CHAPTER 9: PHASE DIAGRAMS
 CHAPTER 9: PHASE DIAGRAMS ISSUES TO ADDRESS... When we combine two elements... what equilibrium state do we get? In particular, if we specify... --a composition (e.g., wt%cu - wt%ni), and --a temperature
CHAPTER 9: PHASE DIAGRAMS ISSUES TO ADDRESS... When we combine two elements... what equilibrium state do we get? In particular, if we specify... --a composition (e.g., wt%cu - wt%ni), and --a temperature
A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY
 ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
FUNDAMENTALS OF METAL ALLOYS, EQUILIBRIUM DIAGRAMS
 FUNDAMENTALS OF METAL ALLOYS, EQUILIBRIUM DIAGRAMS Chapter 5 5.2 What is a Phase? Phase is a form of material having characteristic structure and properties. More precisely: form of material with identifiable
FUNDAMENTALS OF METAL ALLOYS, EQUILIBRIUM DIAGRAMS Chapter 5 5.2 What is a Phase? Phase is a form of material having characteristic structure and properties. More precisely: form of material with identifiable
9. Welding Defects 109
 9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
STRENGTHENING MECHANISM IN METALS
 Background Knowledge Yield Strength STRENGTHENING MECHANISM IN METALS Metals yield when dislocations start to move (slip). Yield means permanently change shape. Slip Systems Slip plane: the plane on which
Background Knowledge Yield Strength STRENGTHENING MECHANISM IN METALS Metals yield when dislocations start to move (slip). Yield means permanently change shape. Slip Systems Slip plane: the plane on which
Types of Metal Alloys
 Types of Metal Alloys Metal alloys Ferrous Nonferrous Steels Cast iron 257 Uses low carbon
Types of Metal Alloys Metal alloys Ferrous Nonferrous Steels Cast iron 257 Uses low carbon
Ferrous Alloys. Metal Alloys. Ferrous. Non ferrous. Grey iron. Carbon Low Alloy High Alloy. Nodular iron White iron Malleable iron Alloy cast irons
 Metal Alloys Most engineering metallic materials are alloys. Metals are alloyed to enhance their properties, such as strength, hardness or corrosion resistance, and to create new properties, such as shape
Metal Alloys Most engineering metallic materials are alloys. Metals are alloyed to enhance their properties, such as strength, hardness or corrosion resistance, and to create new properties, such as shape
PHASE DIAGRAMS. IE-114 Materials Science and General Chemistry Lecture-10
 PHASE DIAGRAMS IE-114 Materials Science and General Chemistry Lecture-10 Importance of Phase Diagrams There is a strong correlation between microstructure and mechanical properties. Phase diagrams provides
PHASE DIAGRAMS IE-114 Materials Science and General Chemistry Lecture-10 Importance of Phase Diagrams There is a strong correlation between microstructure and mechanical properties. Phase diagrams provides
Licensed Copy: John May, Powertrain Ltd., February 20, 2002, Uncontrolled Copy, (c) BSI
 BSI") BRITISH STANDARD BS 70-3: Incorporating Amendment Nos. 1 and 2 Specification for Wrought steel for mechanical and allied engineering purposes Part 3: Bright bars for general engineering purposes BS70-3:
BRITISH STANDARD BS 70-3: Incorporating Amendment Nos. 1 and 2 Specification for Wrought steel for mechanical and allied engineering purposes Part 3: Bright bars for general engineering purposes BS70-3:
HEAT TREATMENT. Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability
 Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability HEAT TREATMENT With focus on Steels Principles of Heat Treatment of Steels Romesh C Sharma New Age International (P)
Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability HEAT TREATMENT With focus on Steels Principles of Heat Treatment of Steels Romesh C Sharma New Age International (P)
Incoloy Alloy 800H/800HT (UNS N08810/088011)
") Incoloy 800H/800HT (UNS N08810/088011) Incoloy 800H/HT is an outstanding corrosion resistant alloy that is recommended for use in the high temperature industrial conditions. It has higher strength than
Incoloy 800H/800HT (UNS N08810/088011) Incoloy 800H/HT is an outstanding corrosion resistant alloy that is recommended for use in the high temperature industrial conditions. It has higher strength than
Mohammad Anwar Karim Id :
 Department of Mechanical and Industrial Engineering ME 8109 Casting and Solidification of Materials EFFECTS OF RAPID SOLIDIFICATION ON MICROSTRUCTURE AND PROPERTIES OF AL, MG & TI ALLOYS Winter 2012 Presented
Department of Mechanical and Industrial Engineering ME 8109 Casting and Solidification of Materials EFFECTS OF RAPID SOLIDIFICATION ON MICROSTRUCTURE AND PROPERTIES OF AL, MG & TI ALLOYS Winter 2012 Presented