MTC. EBM Adaptronic chamber EBAM 27/04/2016. Riccardo Tosi Research Engineer EngD. Part of AMAZE project FP7
|
|
|
- Jacob George
- 6 years ago
- Views:
Transcription
1 MTC EBM Adaptronic chamber Part of AMAZE project FP7 Riccardo Tosi Research Engineer EngD EBAM 27/04/2016



2 Riccardo Tosi Engineering Doctorate Ti-6Al-4V EBSM PTA Improve productivity United Kingdom MTC since July 2011 National Additive Manufacturing Centre Research Engineer EngD
3 Content Introduction to MTC EBM adaptronic build chamber Development of the system Hardware configuration Software theme development Pre-heating themes development Standard/high/low sintering level Metallurgical evaluation New chamber benefits


4 MANUFACTURING 0.72m MANUFACTURING TECHNOLOGY NS&NNS Machined Demonstrator Schedule SYSTEM SOLUTIONS CENTRE FOUNDED IN 2010 Independent RTO Company limited by guarantee (profit reinvested) Purpose built facility (12,000m 2 ) Industry & academia can perform industrial scale projects FOUNDED BY LEADING UK RESEARCH ORGANISATIONS: University of Birmingham Loughborough University *TTI HIP Vessel University is currently of broken. Nottingham TWI With support of industry

5 BRIDGING THE VALLEY OF DEATH 0.72m NS&NNS Machined Demonstrator Schedule Experimental research Applied research Technology implementation TRL 1 TRL 2 TRL 3 TRL 4 TRL 5 TRL 6 TRL 7 TRL 8 TRL 9 CATAPULT UNIVERSITIES RESEARCH ORGANISATIONS RESEARCH COUNCILS VALLEY OF DEATH INDUSTRY AND COMPANIES PRIVATE SECTOR *TTI HIP Vessel is currently FUNDS broken.
6 MANUFACTURING TECHNOLOGIES 0.72m NS&NNS Machined Demonstrator Schedule ASSEMBLY COMPONENT MANUFACTURING MANUFACTURING DATA Advanced Tooling & Fixturing Electronics Net Shape & Additive Simulation Metrology & NDT Intelligent Automation High Integrity Fabrication Informatics *TTI HIP Vessel is currently broken. Non- Conventional Machining Operational Efficiency


7 0.72m NS&NNS Machined Demonstrator Schedule + 85 Industrial members + 21m Revenue Staff *TTI HIP Vessel is currently broken.




8 National Centre for Net Shape & Additive Manufacturing Demonstration factory taking raw material and part designs and producing fully finished parts where every stage of the process is carefully monitored and controlled
9 Net Shape & AM Technologies Net Shape (forming parts in tools) Powder Hot Isostatic Pressing (Powder HIP) Cold Isostatic Pressing (CIP) Combined CIP + HIP Metal Injection Moulding (MIM) Additive Manufacturing (free form) Powder Bed Fusion Electron Beam Melting Laser Melting Directed Energy Deposition Laser Cladding Arc cladding


10 Acknowledgments AMAZE FP7 Emmanuel Muzangaza - MTC Chris Ryall MTC David Wimpenny - MTC National Centre for Additive Manufacturing group at the MTC Prof. Moataz Attallah University of Birmingham
11 Adaptronic chamber: Aim Why we developed the adaptronic chamber for EBM: 1. Powder usage 2. Time saving 3. Material development 4. Cost 5. Chamber flexibility 6. Pre-heat optimisation strategies
12 Standard Vs Adaptronic Adaptive chamber Cost benefit in new material development Chamber customisation with consequence reduction on powder usage (production) Flexible hopper insert Reduced build time set up time
 Surface finish (vertical & horizontal) Ra25-Ra35 Beam power 50 3500 W (continuously variable) Beam spot size (FWHM) 0.2 mm 1.")
13 Spec of the EBM A2XX Maximum build size : Ø 350x380mm (W x D x H) Model-to-Part accuracy, long range1 +/ mm (3σ) Model-to-Part accuracy, short range1 +/ mm (3σ) Surface finish (vertical & horizontal) Ra25-Ra35 Beam power W (continuously variable) Beam spot size (FWHM) 0.2 mm 1.0 mm (continuously variable) EB scan speed up to 8000 m/s Build rate cm3/h (Ti6Al4V) No. of Beam spots Vacuum base : <1x10-4 mbar


14 EBM - Adaptronic chamber 380Dia x x190x150 A2XX with new chamber


15 EBM - Adaptronic chamber Previous studies from Del Paso University in Texas on S12 CAD of the MiniVat inserted in the ARCAM S12 system (FRANCISCO MEDINA,2013)

16 EBM Del Paso University S12

 300 x 220 170x170 ~15kgs ~4kgs")
17 Hardware: chamber Powder usage for A2xx vs MTC new chamber A2XX standard MTC Chamber size 350Dia x 380* 190x190x150* start plate size Start Plate Insulation Powder required Min Powder* Required (for 150mm height) 300 x x170 ~15kgs ~4kgs 80kgs 14kgs




18 Hardware: chamber 200mm Designed and manufactured insert which fit inside the standard hopper. 2 sheets to contain the powder in the middle, plus >40 Kg of powder Hopper outlet reduced


19 Hardware: rake Removed the external teeth 220mm total length of recoating blades Not needed 220mm Not needed
20 Powder distribution Machine settings modified for single fetching from one side 2 rake move instead of 3 Only 1 side powder regulation is used to save time and material No right side regulation required

21 Pre-heat Development (Ti6/4)
22 Software: Preheat experimental studies Different pre-heat 1 setting were tried in order to better understand the thermal heat (pre-sintering) influence using a smaller chamber. Three builds were completed using 3 variables: 1. Standard Arcam theme setting (70um layer) 2. Lower sintering preheat settings less repetitions 3. Higher sintering pre-heat increased preheat 1 repetitions ~28min Start plate heating 4.3hrs build time (18mm Z height) ~3hrs cool down

23 Build time and Preheat time Preheat 1 settings studies have been optimised to reduce the build time. Pre-heat Contours + Melt Raking (14s)

24

25 Gas Atomised build experiment




26 Metallurgical evaluation using GA powder Standard pre-heat 3 1 High pre-heat 3 1 Low pre-heat 3


27 Standard PA Vs GA powder PA GA
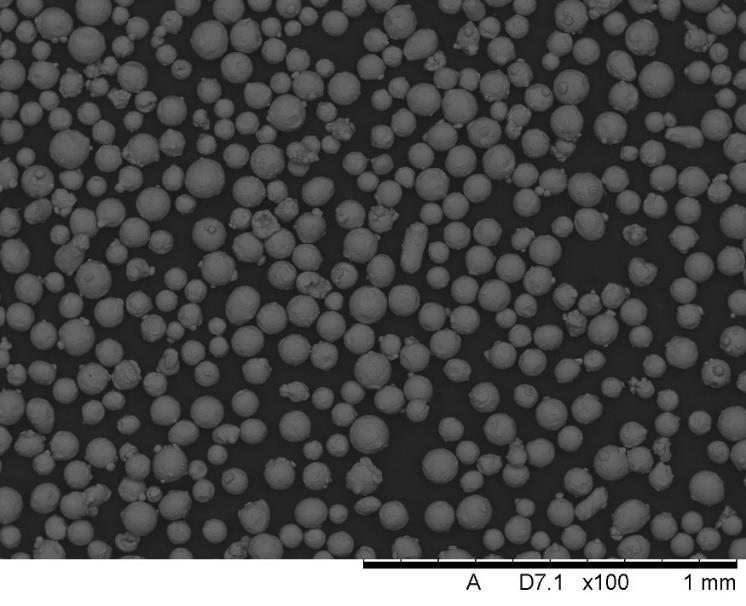
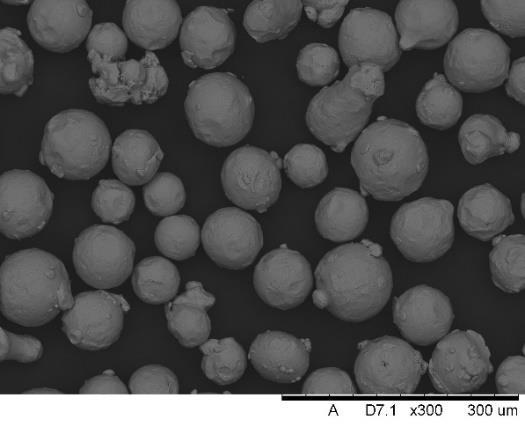
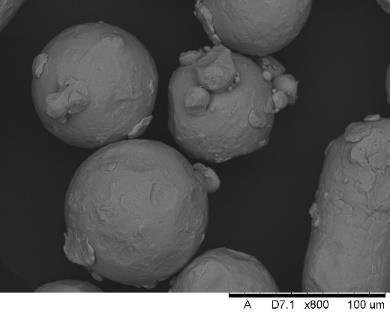
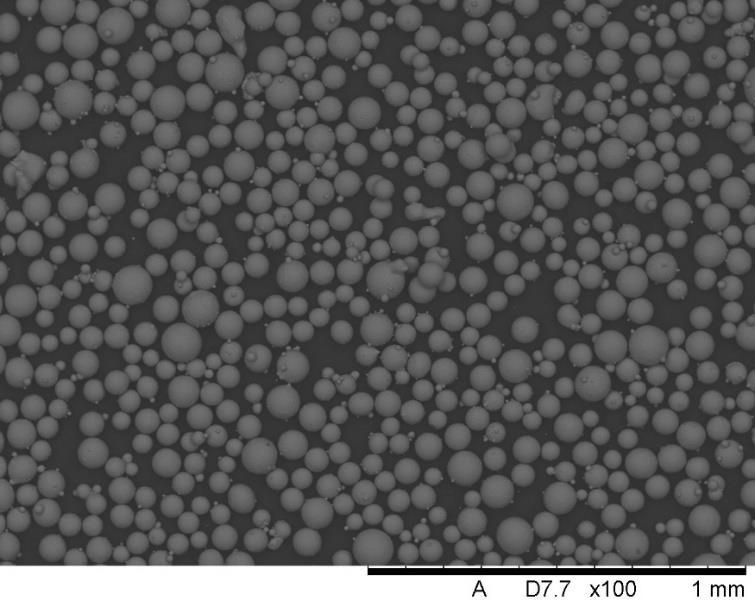

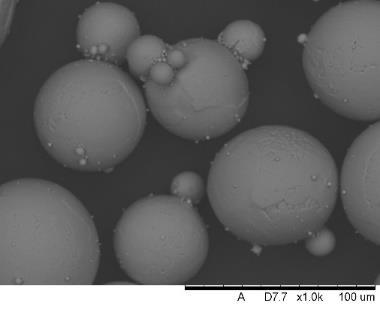
28 Powder morphology: PA Vs GA powder PA GA More studies (tensile, HV, HIPping) are in progress.
29 Conclusion: time and cost analysis Chambers Conventional Adaptronic Powder required to fill the chamber before starting the first layer Start plate pre-heating time (~730⁰C) 300x150x10mm 15Kg 60min 190x190x10mm 3Kg 28min Amount of powder required 150mm tall builds 80Kg 14Kg Powder cost for 150mm build 12K (~15K ) 2.1K (~2.6K ) Cooling time ~7h ~3h Raking time (recoating) 19sec 14sec
30 Conclusion: time and cost analysis Powder required to fill the chamber before starting the first layer Start plate pre-heating time (~730⁰C) Chambers Conventional Adaptronic Savings 300x150x10mm 190x190x10mm 15Kg 3Kg 12Kg 60min 28min 32min Amount of powder required 150mm tall builds 80Kg 14Kg 66Kg Powder cost for 150mm build 12K (~15K ) 2.1K (~2.6K ) 9.9K Cooling time ~7h ~3h 4h Raking time (recoating) 19sec 14sec 5sec
31 Conclusion Hardware changes were successful Software reconfiguration have now been understood Chamber is suitable to demonstrate the use of new material
32 Further work Further investigation is required to understand the influence on pre-heating and build time savings Metallurgical and mechanical evaluation need to be undertaken Further optimisation of powder outlet is required Improving and analysing sintering level
33 Thank you
MSC Solutions for Additive Manufacturing Simufact Additive
 MSC Solutions for Additive Manufacturing Simufact Additive 15.01.2018 Simufact Product Portfolio Cold Forming Hot Forging Sheet Metal Forming Mechanical Joining Powder Bed Fusion Arc Welding Laser Beam
MSC Solutions for Additive Manufacturing Simufact Additive 15.01.2018 Simufact Product Portfolio Cold Forming Hot Forging Sheet Metal Forming Mechanical Joining Powder Bed Fusion Arc Welding Laser Beam
Additive Manufacturing Technology November
 Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
ADDITIVE MANUFACTURING OF TITANIUM ALLOYS
 ADDITIVE MANUFACTURING OF TITANIUM ALLOYS F.H. (Sam) Froes Consultant to the Titanium Industry Based on a paper by B. Dutta and F.H. (Sam) Froes which appeared in AM&P Feb. 2014 pp. 18-23 OUTLINE Cost
ADDITIVE MANUFACTURING OF TITANIUM ALLOYS F.H. (Sam) Froes Consultant to the Titanium Industry Based on a paper by B. Dutta and F.H. (Sam) Froes which appeared in AM&P Feb. 2014 pp. 18-23 OUTLINE Cost
Observation and numerical simulation of melt pool dynamic and beam powder interaction during selective electron beam melting
 Observation and numerical simulation of melt pool dynamic and beam powder interaction during selective electron beam melting T. Scharowsky, A. Bauereiß, R.F. Singer, C. Körner *Department of Materials
Observation and numerical simulation of melt pool dynamic and beam powder interaction during selective electron beam melting T. Scharowsky, A. Bauereiß, R.F. Singer, C. Körner *Department of Materials
LASIMM - AM production of large scale engineering structures
 LASIMM - AM production of large scale engineering structures E. Assunção 1, L. Quintino 1, F. Martina 2, S. Williams 2, I. Pires 3, A. Lopez 3 1 EWF European Federation for Welding, Joining and Cutting
LASIMM - AM production of large scale engineering structures E. Assunção 1, L. Quintino 1, F. Martina 2, S. Williams 2, I. Pires 3, A. Lopez 3 1 EWF European Federation for Welding, Joining and Cutting
Manufacturing UNBOUND
 Welcome to Manufacturing UNBOUND Arcam EBM Disrupting the status quo in production by providing leading-edge metal additive manufacturing solutions. 2 www.arcamebm.com Arcam EBM Your innovative partner
Welcome to Manufacturing UNBOUND Arcam EBM Disrupting the status quo in production by providing leading-edge metal additive manufacturing solutions. 2 www.arcamebm.com Arcam EBM Your innovative partner
Introduction to Additive Manufacturing
 Introduction to Additive Manufacturing Aberdeen, May 2017 www.voestalpine.com Don t try to use AM for parts which are dedicated to other manufacturing technologies! AM is only economically if you can add
Introduction to Additive Manufacturing Aberdeen, May 2017 www.voestalpine.com Don t try to use AM for parts which are dedicated to other manufacturing technologies! AM is only economically if you can add
Metal Powder the Raw Material of Future Production
 Metal Powder the Raw Material of Future Production Introduction and Overview Applications for Powder Metallurgy Methods &Systems for Powder Production Physical and Chemical Properties of Metal Powder Economic
Metal Powder the Raw Material of Future Production Introduction and Overview Applications for Powder Metallurgy Methods &Systems for Powder Production Physical and Chemical Properties of Metal Powder Economic
Validation of a Generic Metallurgical Phase Transformation Framework Applied to Additive Manufacturing Processes
 Validation of a Generic Metallurgical Phase Transformation Framework Applied to Additive Manufacturing Processes Tyler London 1, Victor Oancea 2, and David Griffiths 1 1 TWI Ltd, Cambridge, United Kingdom
Validation of a Generic Metallurgical Phase Transformation Framework Applied to Additive Manufacturing Processes Tyler London 1, Victor Oancea 2, and David Griffiths 1 1 TWI Ltd, Cambridge, United Kingdom
Additive Layer Manufacturing: Current & Future Trends
 Additive Layer Manufacturing: Current & Future Trends L.N. Carter, M. M. Attallah, Advanced Materials & Processing Group Interdisciplinary Research Centre, School of Metallurgy and Materials Additive Layer
Additive Layer Manufacturing: Current & Future Trends L.N. Carter, M. M. Attallah, Advanced Materials & Processing Group Interdisciplinary Research Centre, School of Metallurgy and Materials Additive Layer
Additive manufacturing of metallic alloys and its medical applications
 Additive manufacturing of metallic alloys and its medical applications A. Di Schino 1, M. Richetta 2 1 Dipartimento di Ingegneria Università degli Studi di Perugia, Via G. Duranti 93, 06125 Perugia, Italy
Additive manufacturing of metallic alloys and its medical applications A. Di Schino 1, M. Richetta 2 1 Dipartimento di Ingegneria Università degli Studi di Perugia, Via G. Duranti 93, 06125 Perugia, Italy
Additive Manufacturing Research Group, Wolfson School, Loughborough University, Ashby Road, Loughborough, United Kingdom. LE11 3TU
 Powder pre-conditioning for the LS process Majewski, C.E., Horsford, P.M., and Hopkinson, N., Additive Manufacturing Research Group, Wolfson School, Loughborough University, Ashby Road, Loughborough, United
Powder pre-conditioning for the LS process Majewski, C.E., Horsford, P.M., and Hopkinson, N., Additive Manufacturing Research Group, Wolfson School, Loughborough University, Ashby Road, Loughborough, United
Metal Laser Melting. Efficient, toolless manufacture even of
 Metal Laser Melting Efficient, toolless manufacture even of unusual component geometries Project management Consulting on an optimum production process for your components, whether it is metal laser melting,
Metal Laser Melting Efficient, toolless manufacture even of unusual component geometries Project management Consulting on an optimum production process for your components, whether it is metal laser melting,
DETERMINATION OF PROCESS PARAMETERS FOR ELECTRON BEAM SINTERING (EBS)
") Presented at the COMSOL Conference 2008 Hannover Institut für Werkzeugmaschinen und Betriebswissenschaften Prof. Dr.-Ing. M. Zäh Prof. Dr.-Ing. G. Reinhart DETERMINATION OF PROCESS PARAMETERS FOR ELECTRON
Presented at the COMSOL Conference 2008 Hannover Institut für Werkzeugmaschinen und Betriebswissenschaften Prof. Dr.-Ing. M. Zäh Prof. Dr.-Ing. G. Reinhart DETERMINATION OF PROCESS PARAMETERS FOR ELECTRON
Strategic Research Agenda (SRA): The Route to Mass Exploitation of AM
: The Route to Mass Exploitation of AM") Strategic Research Agenda (SRA): The Route to Mass Exploitation of AM Dr Rob Scudamore Technology Group Manager Electron Beam, Friction and Laser Processes For RM/AM Platform 29 June 2010 Aim of the SRA
Strategic Research Agenda (SRA): The Route to Mass Exploitation of AM Dr Rob Scudamore Technology Group Manager Electron Beam, Friction and Laser Processes For RM/AM Platform 29 June 2010 Aim of the SRA
APPLICATION OF ELECTRON BEAM MELTING (EBM) IN ADDITIVE MANUFACTURING OF AN IMPELLER
 IN ADDITIVE MANUFACTURING OF AN IMPELLER") APPLICATION OF ELECTRON BEAM MELTING (EBM) IN ADDITIVE MANUFACTURING OF AN IMPELLER XIPENG TAN, YIHONGKOK, S.B. TOR, C.K. CHUA NTU Additive Manufacturing Centre, School of Mechanical & Aerospace Engineering,
APPLICATION OF ELECTRON BEAM MELTING (EBM) IN ADDITIVE MANUFACTURING OF AN IMPELLER XIPENG TAN, YIHONGKOK, S.B. TOR, C.K. CHUA NTU Additive Manufacturing Centre, School of Mechanical & Aerospace Engineering,
Fatigue Performance of Additive Manufactured Ti6Al4V in Aerospace Applications
 1 Fatigue Performance of Additive Manufactured Ti6Al4V in Aerospace Applications IN 5000357-336 Issue 6 Magnus Kahlin Industrial PhD, Saab Supervisors: Johan Moverare Hans Ansell IN 5000357-336 Issue 6
1 Fatigue Performance of Additive Manufactured Ti6Al4V in Aerospace Applications IN 5000357-336 Issue 6 Magnus Kahlin Industrial PhD, Saab Supervisors: Johan Moverare Hans Ansell IN 5000357-336 Issue 6
Metal Additive Technology 101 Technology Choices and Applications
 Metal Additive Technology 101 Technology Choices and Applications Jeff Crandall Additive Manufacturing Research & Applications Senior Engineer Connecticut Center for Advanced Technology Advanced Manufacturing
Metal Additive Technology 101 Technology Choices and Applications Jeff Crandall Additive Manufacturing Research & Applications Senior Engineer Connecticut Center for Advanced Technology Advanced Manufacturing
LASER METAL FUSION (LMF)
") TRUMPF Laser- und Systemtechnik GmbH LASER METAL FUSION (LMF) Additive Manufacturing at TRUMPF 05/07/2018 LASER METAL FUSION (LMF), Additive Manufacturing at TRUMPF 05/07/2018 1 LMF Machines The TruPrint
TRUMPF Laser- und Systemtechnik GmbH LASER METAL FUSION (LMF) Additive Manufacturing at TRUMPF 05/07/2018 LASER METAL FUSION (LMF), Additive Manufacturing at TRUMPF 05/07/2018 1 LMF Machines The TruPrint
Improved Surface Quality and Productivity in Ti Additive Manufacturing using EBM MultiBeam TM. Ulf Ackelid and Mattias Svensson, Arcam AB, Sweden
 Improved Surface Quality and Productivity in Ti Additive Manufacturing using EBM MultiBeam TM Ulf Ackelid and Mattias Svensson, Arcam AB, Sweden Introduction to Electron Beam Melting Arcam AB EBM process
Improved Surface Quality and Productivity in Ti Additive Manufacturing using EBM MultiBeam TM Ulf Ackelid and Mattias Svensson, Arcam AB, Sweden Introduction to Electron Beam Melting Arcam AB EBM process
Ultra High Temperature Refractory Metal Based Silicide Materials For Next Generation Turbines
 Ultra High Temperature Refractory Metal Based Silicide Materials For Next Generation Turbines Dr. Stefan DRAWIN ONERA (French aerospace research centre) Metallic Materials and Processing Department 92320
Ultra High Temperature Refractory Metal Based Silicide Materials For Next Generation Turbines Dr. Stefan DRAWIN ONERA (French aerospace research centre) Metallic Materials and Processing Department 92320
BENCHMARKING SUMMARY BETWEEN SLM AND EBM RELATED TO POWDER RECYCLING.
 BENCHMARKING SUMMARY BETWEEN SLM AND EBM RELATED TO POWDER RECYCLING. In the ManSYS project a method has been specified which examines components for meeting required specifications (qualifying criteria)
BENCHMARKING SUMMARY BETWEEN SLM AND EBM RELATED TO POWDER RECYCLING. In the ManSYS project a method has been specified which examines components for meeting required specifications (qualifying criteria)
DEFENCE APPLICATIONS. Introduction of ALM components into complex weapons
 DEFENCE APPLICATIONS Introduction of ALM components A Manufacturing Perspective David Duerden MBDA UK Technologist, Mechanical / Electromechanical Methods and Processes Contents The use of ALM in MBDA
DEFENCE APPLICATIONS Introduction of ALM components A Manufacturing Perspective David Duerden MBDA UK Technologist, Mechanical / Electromechanical Methods and Processes Contents The use of ALM in MBDA
Poly-Shape introduction
 Let s shape the future together Poly-Shape introduction Dr. Stéphane Abed CEO I- Introduction of Poly-Shape and collaborative strategy - Founded in France in 2007 as a Spin off of ILT Fraunhofer - Collaborative
Let s shape the future together Poly-Shape introduction Dr. Stéphane Abed CEO I- Introduction of Poly-Shape and collaborative strategy - Founded in France in 2007 as a Spin off of ILT Fraunhofer - Collaborative
Investigating a Semi-Solid Processing technique using metal powder bed Additive Manufacturing Processes
 Investigating a Semi-Solid Processing technique using metal powder bed Additive Manufacturing Processes P. Vora a, F. Derguti b, K. Mumtaz a, I. Todd b, N. Hopkinson a a Department of Mechanical Engineering,
Investigating a Semi-Solid Processing technique using metal powder bed Additive Manufacturing Processes P. Vora a, F. Derguti b, K. Mumtaz a, I. Todd b, N. Hopkinson a a Department of Mechanical Engineering,
Introduction to PM. Marco Actis Grande
 Introduction to PM Marco Actis Grande What is PM? Materials forming technique Create powders (metallic & non-metallic) Assemble them into artefacts of desired shape Cause the powder particles to adhere
Introduction to PM Marco Actis Grande What is PM? Materials forming technique Create powders (metallic & non-metallic) Assemble them into artefacts of desired shape Cause the powder particles to adhere
Direct Powder Rolling (DPR) of Titanium. Light Metals Flagship D.Cantin, P.Kean, N.A. Stone, R.Wilson, M.A. Gibson, D.Ritchie, R.
 of Titanium. Light Metals Flagship D.Cantin, P.Kean, N.A. Stone, R.Wilson, M.A. Gibson, D.Ritchie, R.") Direct Powder Rolling (DPR) of Titanium. Light Metals Flagship D.Cantin, P.Kean, N.A. Stone, R.Wilson, M.A. Gibson, D.Ritchie, R. Rajakumar Titanium 2010 Orlando, Florida 3-6 October 2010 Manufacture of
Direct Powder Rolling (DPR) of Titanium. Light Metals Flagship D.Cantin, P.Kean, N.A. Stone, R.Wilson, M.A. Gibson, D.Ritchie, R. Rajakumar Titanium 2010 Orlando, Florida 3-6 October 2010 Manufacture of
The World s First Hybrid Turbine Blade & Turbo Fan Remanufacturing Machine
 The World s First Hybrid Turbine Blade & Turbo Fan Remanufacturing Machine HSC-turning-milling centre of the HSTM-series: HSTM, HSTM XL and HSTM HD What is a Hybrid machine? A Hybrid machine is one where
The World s First Hybrid Turbine Blade & Turbo Fan Remanufacturing Machine HSC-turning-milling centre of the HSTM-series: HSTM, HSTM XL and HSTM HD What is a Hybrid machine? A Hybrid machine is one where
Vacuum furnaces. SECO/WARWICK vacuum furnace assembly facility. Vacuum carburizing Fine Carb. Aircraft and energy industry
 4 Vacuum furnaces SECO/WARWICK offers a wide variety of Vacuum furnaces and process technology for heat treatment including: Bright hardening, High-pressure gas hardening, Vacuum carburizing FineCarb,
4 Vacuum furnaces SECO/WARWICK offers a wide variety of Vacuum furnaces and process technology for heat treatment including: Bright hardening, High-pressure gas hardening, Vacuum carburizing FineCarb,
High Speed Sintering for 3D printing applications
 High Speed Sintering for 3D printing applications High Speed Sintering for 3D printing applications Neil Hopkinson, Adam Ellis, Adam Strevens, Manolis Papastavrou and Torben Lange, Xaar plc Introduction
High Speed Sintering for 3D printing applications High Speed Sintering for 3D printing applications Neil Hopkinson, Adam Ellis, Adam Strevens, Manolis Papastavrou and Torben Lange, Xaar plc Introduction
Challenges for Metallic 3D-Printed Parts. Do we want to print a plane?
 Challenges for Metallic 3D-Printed Parts Do we want to print a plane? by Emiel Amsterdam, Gerrit Kool Aerospace Vehicles Division, Department Gas turbines & Structural Integrity Forum on Tracking Detector
Challenges for Metallic 3D-Printed Parts Do we want to print a plane? by Emiel Amsterdam, Gerrit Kool Aerospace Vehicles Division, Department Gas turbines & Structural Integrity Forum on Tracking Detector
Thick section laser welding
 Thick section laser welding Chris Allen 1 Scope How thick is thick? Possible applications Advantages and challenges of thick section laser welding Traditional thick section laser welding techniques CO
Thick section laser welding Chris Allen 1 Scope How thick is thick? Possible applications Advantages and challenges of thick section laser welding Traditional thick section laser welding techniques CO
Development and Implementation of Metals Additive Manufacturing Presentation Title
 Development and Implementation of Metals Additive Manufacturing Presentation Title Ian D. Harris, Ph.D. Director, Additive Manufacturing Consortium (AMC) EWI 1of 31 Outline Brief EWI summary Additive Manufacturing
Development and Implementation of Metals Additive Manufacturing Presentation Title Ian D. Harris, Ph.D. Director, Additive Manufacturing Consortium (AMC) EWI 1of 31 Outline Brief EWI summary Additive Manufacturing
Development of Novel EBSM System for High-Tech Material. Additive Manufacturing Research
 Development of Novel EBSM System for High-Tech Material Additive Manufacturing Research C. Guo 1, 2, 3, F. Lin 1, 2, 3, W. J. Ge 1, 2, 3 1, 2, 3 and J. Zhang 1. Department of Mechanical Engineering, Tsinghua
Development of Novel EBSM System for High-Tech Material Additive Manufacturing Research C. Guo 1, 2, 3, F. Lin 1, 2, 3, W. J. Ge 1, 2, 3 1, 2, 3 and J. Zhang 1. Department of Mechanical Engineering, Tsinghua
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process
 Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process") Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Factory of the Future; Additive Manufacturing. Jon Porter Business Development AMSC
 Factory of the Future; Additive Manufacturing Jon Porter Business Development AMSC About Renishaw World leading metrology & engineering company A FTSE 250 company with headquarters in United Kingdom Advancing
Factory of the Future; Additive Manufacturing Jon Porter Business Development AMSC About Renishaw World leading metrology & engineering company A FTSE 250 company with headquarters in United Kingdom Advancing
MELT POOL GEOMETRY SIMULATIONS FOR POWDER-BASED ELECTRON BEAM ADDITIVE MANUFACTURING. Bo Cheng and Kevin Chou
 MELT POOL GEOMETRY SIMULATIONS FOR POWDER-BASED ELECTRON BEAM ADDITIVE MANUFACTURING Bo Cheng and Kevin Chou Mechanical Engineering Department The University of Alabama Tuscaloosa, AL 35487 Accepted August
MELT POOL GEOMETRY SIMULATIONS FOR POWDER-BASED ELECTRON BEAM ADDITIVE MANUFACTURING Bo Cheng and Kevin Chou Mechanical Engineering Department The University of Alabama Tuscaloosa, AL 35487 Accepted August
Enlightening Next Generation of Material
 Enlightening Next Generation of Material Paolo Calefati Prima Industrie SpA FoF.2014-2 Manufacturing processes for complex structures and geometries with efficient use of material Today most complex still
Enlightening Next Generation of Material Paolo Calefati Prima Industrie SpA FoF.2014-2 Manufacturing processes for complex structures and geometries with efficient use of material Today most complex still
High Quality Multi-arc Targets
 High Quality Multi-arc Targets IKS provides high-quality multi-arc targets for a wide range of applications for ferromagnetic, complex oxides, and semiconducting films. Our targets are offered in various
High Quality Multi-arc Targets IKS provides high-quality multi-arc targets for a wide range of applications for ferromagnetic, complex oxides, and semiconducting films. Our targets are offered in various
Additive Manufacturing Challenges Ahead
 Additive Manufacturing Challenges Ahead Dr. S. SELVI Associate Professor, Dept. of Mechanical Engineering Institute of Road and Transport Technology, Erode 638 316. selvimech@yahoo.com Received 25, November
Additive Manufacturing Challenges Ahead Dr. S. SELVI Associate Professor, Dept. of Mechanical Engineering Institute of Road and Transport Technology, Erode 638 316. selvimech@yahoo.com Received 25, November
Design and Develop PM Processes for optimum Performance/Cost ratio Ti
 Design and Develop PM Processes for optimum Performance/Cost ratio Ti Z. Zak Fang, Pei Sun, and Hongtao Wang Dept. of Metallurgical Engineering, University of Utah Outline Conventional manufacturing routes
Design and Develop PM Processes for optimum Performance/Cost ratio Ti Z. Zak Fang, Pei Sun, and Hongtao Wang Dept. of Metallurgical Engineering, University of Utah Outline Conventional manufacturing routes
Italian EU Presidency & 130th anniversary of the Terni steelworks' foundation. CCMI Bureau extraordinary meeting Castel Romano 9.10.
 Italian EU Presidency & 130th anniversary of the Terni steelworks' foundation CCMI Bureau extraordinary meeting Castel Romano 9.10.2014 Stage in our 50 year history Stage in our 50 year history RINA acquires
Italian EU Presidency & 130th anniversary of the Terni steelworks' foundation CCMI Bureau extraordinary meeting Castel Romano 9.10.2014 Stage in our 50 year history Stage in our 50 year history RINA acquires
a service offered by the Hempel Special Metals Group
 Hot Isostatic Pressing of Near Net Shaped Parts a service offered by the Hempel Special Metals Group content introduction description of the method supply chain aspects & quality management applications
Hot Isostatic Pressing of Near Net Shaped Parts a service offered by the Hempel Special Metals Group content introduction description of the method supply chain aspects & quality management applications
Structure and machinability of thin-walled parts made of titanium alloy powder using electron beam melting technology
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Structure and machinability of thin-walled parts made of titanium alloy powder using electron beam melting technology To cite
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Structure and machinability of thin-walled parts made of titanium alloy powder using electron beam melting technology To cite
A LEADER IN ADDITIVE MANUFACTURING. Metal additive manufacturing solutions for the global OEM supply chains
 A LEADER IN ADDITIVE MANUFACTURING Metal additive manufacturing solutions for the global OEM supply chains INTRODUCTION TO SINTAVIA Founded in 2012, Sintavia is an innovator in the design, additive manufacturing
A LEADER IN ADDITIVE MANUFACTURING Metal additive manufacturing solutions for the global OEM supply chains INTRODUCTION TO SINTAVIA Founded in 2012, Sintavia is an innovator in the design, additive manufacturing
Design approaches for additive manufactured components
 VTT TECHNICAL RESEARCH CENTRE OF FINLAND LTD Design approaches for additive manufactured components Erin Komi, Petteri Kokkonen VTT Technical Research Centre of Finland Ltd Structural Dynamics & Vibroacoustics
VTT TECHNICAL RESEARCH CENTRE OF FINLAND LTD Design approaches for additive manufactured components Erin Komi, Petteri Kokkonen VTT Technical Research Centre of Finland Ltd Structural Dynamics & Vibroacoustics
BASED ON WELDING/JOINING TECHNOLOGIES
 UDC 621.791:008 Generalized Additive Manufacturing BASED ON WELDING/JOINING TECHNOLOGIES GUAN QIAO Beijing Aeronautical Manufacturing Technology Research Institute P O Box 863, 100024 Beijing, China Being
UDC 621.791:008 Generalized Additive Manufacturing BASED ON WELDING/JOINING TECHNOLOGIES GUAN QIAO Beijing Aeronautical Manufacturing Technology Research Institute P O Box 863, 100024 Beijing, China Being
Laser Additive Manufacturing as a Key Enabler for the Manufacture of Next Generation Jet Engine Components - Technology Push
 Laser Additive Manufacturing as a Key Enabler for the Manufacture of Next Generation Jet Engine Components - Technology Push EU Project Merlin New Challenges and Perspectives for LAM Processes Carl Hauser,
Laser Additive Manufacturing as a Key Enabler for the Manufacture of Next Generation Jet Engine Components - Technology Push EU Project Merlin New Challenges and Perspectives for LAM Processes Carl Hauser,
The AM Sustainability Issue. Dr Chris Tuck University of Nottingham
 The AM Sustainability Issue Dr Chris Tuck University of Nottingham Agenda How do we answer the question: Is AM sustainable? What do we mean by AM? Are all systems the same? Key Attributes of AM Complexity
The AM Sustainability Issue Dr Chris Tuck University of Nottingham Agenda How do we answer the question: Is AM sustainable? What do we mean by AM? Are all systems the same? Key Attributes of AM Complexity
IMPROVED ENERGY DELIVERY FOR SELECTIVE LASER SINTERING Carl Deckard and David Miller Clemson University Clemson, SC ABSTRACT INTRODUCTION
 IMPROVED ENERGY DELIVERY FOR SELECTIVE LASER SINTERING Carl Deckard and David Miller Clemson University Clemson, SC 29634 ABSTRACT Selective Laser Sintering (SLS) is a leadingtechnology in the important
IMPROVED ENERGY DELIVERY FOR SELECTIVE LASER SINTERING Carl Deckard and David Miller Clemson University Clemson, SC 29634 ABSTRACT Selective Laser Sintering (SLS) is a leadingtechnology in the important
Quality Monitoring of the EBM Process
 Quality Monitoring of the EBM Process 1 st International Conference on Electron Beam Additive Manufacturing M.Sc. Stephan Janson* M.Sc. Fabian Bayerlein Prof. Dr.-Ing. Michael F. Zäh Institute for Machine
Quality Monitoring of the EBM Process 1 st International Conference on Electron Beam Additive Manufacturing M.Sc. Stephan Janson* M.Sc. Fabian Bayerlein Prof. Dr.-Ing. Michael F. Zäh Institute for Machine
Metal Powder - the Raw Material of Future Production
 Metal Powder - the Raw Material of Future Production BY GÜNTER BUSCH* SYNOPSIS Alongside Mobile Internet, Cloud Computing, Robotics, Energy Storage and Autonomous Vehicles, Additive Manufacturing is one
Metal Powder - the Raw Material of Future Production BY GÜNTER BUSCH* SYNOPSIS Alongside Mobile Internet, Cloud Computing, Robotics, Energy Storage and Autonomous Vehicles, Additive Manufacturing is one
voestalpine Additive Manufacturing Center Singapore Pte Ltd
 voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]
![Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]](/thumbs/86/93204911.jpg "Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]") Literature Review Based on this knowledge the work of others relating to selective laser sintering (SLSLM) of metal is reviewed, leading to a statement of aims for this PhD project. Provides background
Literature Review Based on this knowledge the work of others relating to selective laser sintering (SLSLM) of metal is reviewed, leading to a statement of aims for this PhD project. Provides background
Metallic Additive Manufacturing Process and Materials Development at the University of Sheffield
 Metallic Additive Manufacturing Process and Materials Development at the University of Sheffield 3 rd June 2015 2 nd Mexican Workshop on Additive Manufacturing 3D Printing Queretaro Mexico Dr Kamran Mumtaz
Metallic Additive Manufacturing Process and Materials Development at the University of Sheffield 3 rd June 2015 2 nd Mexican Workshop on Additive Manufacturing 3D Printing Queretaro Mexico Dr Kamran Mumtaz
MICROSTRUCTURE AND MECHANICAL PROPERTIES COMPARISON OF 316L PARTS PRODUCED BY DIFFERENT ADDITIVE MANUFACTURING PROCESSES
 Solid Freeform Fabrication 2017: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference MICROSTRUCTURE AND MECHANICAL PROPERTIES COMPARISON
Solid Freeform Fabrication 2017: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference MICROSTRUCTURE AND MECHANICAL PROPERTIES COMPARISON
Producing Metal Parts
 Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
CHARACTERIZATION OF THIN WALLED Ti-6Al-4V COMPONENTS PRODUCED VIA ELECTRON BEAM MELTING
 CHARACTERIZATION OF THIN WALLED Ti-6Al-4V COMPONENTS PRODUCED VIA ELECTRON BEAM MELTING Denis Cormier, Harvey West, Ola Harrysson, and Kyle Knowlson North Carolina State University Department of Industrial
CHARACTERIZATION OF THIN WALLED Ti-6Al-4V COMPONENTS PRODUCED VIA ELECTRON BEAM MELTING Denis Cormier, Harvey West, Ola Harrysson, and Kyle Knowlson North Carolina State University Department of Industrial
Contact-Free Support Structures for Part Overhangs in Powder-Bed Metal Additive Manufacturing. Marshall Space Flight Center Huntsville, AL
 Contact-Free Support Structures for Part Overhangs in Powder-Bed Metal Additive Manufacturing Kenneth Cooper 1, Phillip Steele 1, Bo Cheng 2, Kevin Chou 2,* 1 Additive Manufacturing Laboratory Marshall
Contact-Free Support Structures for Part Overhangs in Powder-Bed Metal Additive Manufacturing Kenneth Cooper 1, Phillip Steele 1, Bo Cheng 2, Kevin Chou 2,* 1 Additive Manufacturing Laboratory Marshall
Material and Method Material
 Solid Freeform Fabrication 2016: Proceedings of the 26th 27th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper Implementation of tophat profile
Solid Freeform Fabrication 2016: Proceedings of the 26th 27th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper Implementation of tophat profile
ADDITIVE MANUFACTURING IN PRINTED CIRCUIT BOARD ASSEMBLY PROCESSES
 As originally published in the SMTA Proceedings ADDITIVE MANUFACTURING IN PRINTED CIRCUIT BOARD ASSEMBLY PROCESSES Zohair Mehkri, David Geiger, Anwar Mohammed, Murad Kurwa Flex Milpitas, CA, USA Zohair.mehkri@flextronics.com
As originally published in the SMTA Proceedings ADDITIVE MANUFACTURING IN PRINTED CIRCUIT BOARD ASSEMBLY PROCESSES Zohair Mehkri, David Geiger, Anwar Mohammed, Murad Kurwa Flex Milpitas, CA, USA Zohair.mehkri@flextronics.com
Laser Sintering Solutions
 Laser Sintering Solutions Selective Laser Sintering Systems FARSOON 402P SERIES Performance The Farsoon 402P series of selective laser sintering systems bring state of the art production capabilities to
Laser Sintering Solutions Selective Laser Sintering Systems FARSOON 402P SERIES Performance The Farsoon 402P series of selective laser sintering systems bring state of the art production capabilities to
Part B. Unit8 (Class16) Powder Metallurgy. Powder Extrusion
 Powder Metallurgy. Powder Extrusion") Part B Unit8 (Class16) Powder Metallurgy Powder Production Reduction,Electrolytic deposition, Pulverization, Mechanical Alloy and othersblending of powderscompaction of Powders Punch and Die,Rolling, Extrusion,
Part B Unit8 (Class16) Powder Metallurgy Powder Production Reduction,Electrolytic deposition, Pulverization, Mechanical Alloy and othersblending of powderscompaction of Powders Punch and Die,Rolling, Extrusion,
SIRRIS ADD department. Additive Manufacturing
 SIRRIS ADD department Additive Manufacturing thierry.dormal@sirris.be ADD capacities & competencies SIRRIS ADD (1990 2011) 15 engineers and technicians Two locations: Liège (10 p.) and Charleroi (5 p.)
SIRRIS ADD department Additive Manufacturing thierry.dormal@sirris.be ADD capacities & competencies SIRRIS ADD (1990 2011) 15 engineers and technicians Two locations: Liège (10 p.) and Charleroi (5 p.)
Additive Manufacturing a Specialty Metals Perspective. Credit Suisse Additive Manufacturing Symposium May 10, 2018
 Additive Manufacturing a Specialty Metals Perspective Credit Suisse Additive Manufacturing Symposium May 10, 2018 Cautionary Statement Forward-Looking Statements This presentation contains forward-looking
Additive Manufacturing a Specialty Metals Perspective Credit Suisse Additive Manufacturing Symposium May 10, 2018 Cautionary Statement Forward-Looking Statements This presentation contains forward-looking
MICRA COORDINATE MEASURING MACHINE PRODUCT BROCHURE
 MICRA COORDINATE MEASURING MACHINE PRODUCT BROCHURE The mini CMM that delivers maximum performance. For real experts. MICRA PERFECT IN EVERY SMALL DETAIL The MICRA coordinate measuring machine (CMM) is
MICRA COORDINATE MEASURING MACHINE PRODUCT BROCHURE The mini CMM that delivers maximum performance. For real experts. MICRA PERFECT IN EVERY SMALL DETAIL The MICRA coordinate measuring machine (CMM) is
NI-BASED SUPERALLOY INCONEL 625 MANUFACTURED BY ELECTRON BEAM MELTING
 NI-BASED SUPERALLOY INCONEL 625 MANUFACTURED BY ELECTRON BEAM MELTING EBAM Conference Nürnberg 2016 Edouard CHAUVET 1, Guilhem MARTIN 1, Rémy DENDIEVEL 1, Jean- Jacques BLANDIN 1, Benjamin VAYRE 2, Stéphane
NI-BASED SUPERALLOY INCONEL 625 MANUFACTURED BY ELECTRON BEAM MELTING EBAM Conference Nürnberg 2016 Edouard CHAUVET 1, Guilhem MARTIN 1, Rémy DENDIEVEL 1, Jean- Jacques BLANDIN 1, Benjamin VAYRE 2, Stéphane
Agenda. Introduction Drivers AM in mould technology 10/23/17. Additive Manufacturing voor matrijzenbouw. 23 oktober 2017, Sint-Niklaas
 Additive Manufacturing voor matrijzenbouw 23 oktober 2017, Sint-Niklaas 1 Agenda Learn from yesterday, live for today, hope for tomorrow. The important thing is not to stop questioning. - Albert Einstein
Additive Manufacturing voor matrijzenbouw 23 oktober 2017, Sint-Niklaas 1 Agenda Learn from yesterday, live for today, hope for tomorrow. The important thing is not to stop questioning. - Albert Einstein
Conformal cooling with heat-conducting inserts by direct metal laser sintering
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Conformal cooling with heat-conducting inserts by direct metal laser sintering To cite this article: I Hatos et al 2018 IOP Conf.
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Conformal cooling with heat-conducting inserts by direct metal laser sintering To cite this article: I Hatos et al 2018 IOP Conf.
Simulation of Dynamic Thermal Field Assisting DMLS Additive Manufacturing of Biocompatible Ti-Alloy
 Simulation of Dynamic Thermal Field Assisting DMLS Additive Manufacturing of Biocompatible Ti-Alloy E.Lacatus 1*, G.C. Alecu 2, M. Sopronyi 3 1. Polytechnic University of Bucharest (UPB), Assoc. Professor,
Simulation of Dynamic Thermal Field Assisting DMLS Additive Manufacturing of Biocompatible Ti-Alloy E.Lacatus 1*, G.C. Alecu 2, M. Sopronyi 3 1. Polytechnic University of Bucharest (UPB), Assoc. Professor,
The New Zealand Titanium Technologies Platform - TiTeNZ
 The New Zealand Titanium Technologies Platform - TiTeNZ Ian Brown Jeremy Wu, Geoff Smith, Conrad Lendrum, Bill Owers Advanced Materials Group, Callaghan Innovation Lower Hutt, New Zealand A Brief History
The New Zealand Titanium Technologies Platform - TiTeNZ Ian Brown Jeremy Wu, Geoff Smith, Conrad Lendrum, Bill Owers Advanced Materials Group, Callaghan Innovation Lower Hutt, New Zealand A Brief History
Additive Manufacturing For Industrial Applications DNV-GL Technology Week
 Additive Manufacturing For Industrial Applications DNV-GL Technology Week 2018 10-16-2018 2 Who We Are: Carpenter Technology s Evolution Transitioned from a steel to specialty alloy focused company supported
Additive Manufacturing For Industrial Applications DNV-GL Technology Week 2018 10-16-2018 2 Who We Are: Carpenter Technology s Evolution Transitioned from a steel to specialty alloy focused company supported
OPERATOR BURDEN IN METAL ADDITIVE MANUFACTURING. A.M. Elliott, L. J. Love
 Solid Freeform Fabrication 2016: Proceedings of the 26th 27th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper OPERATOR BURDEN IN METAL ADDITIVE
Solid Freeform Fabrication 2016: Proceedings of the 26th 27th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper OPERATOR BURDEN IN METAL ADDITIVE
Manufacturing Using Light and Dust
 Manufacturing Using Light and Dust Dr Mark Stanford Reader in Engineering Department of Engineering University of Wolverhampton Manufacturing Using Light and Dust Contents: Introduction to the University
Manufacturing Using Light and Dust Dr Mark Stanford Reader in Engineering Department of Engineering University of Wolverhampton Manufacturing Using Light and Dust Contents: Introduction to the University
3DMP. Fast I Simple I Economic. GEFERTEC GmbH Berlin Germany. 3DMP - 3D Metal Print fast simple economic
 3DMP Fast I Simple I Economic GEFERTEC GmbH Schwarze-Pumpe-Weg 16 12681 Berlin Germany info@gefertec.de Phone: +49 (0) 30 912074 360 www.gefertec.de 3DMP - 3D Metal Print fast simple economic 2 GEFERTEC
3DMP Fast I Simple I Economic GEFERTEC GmbH Schwarze-Pumpe-Weg 16 12681 Berlin Germany info@gefertec.de Phone: +49 (0) 30 912074 360 www.gefertec.de 3DMP - 3D Metal Print fast simple economic 2 GEFERTEC
XCT to assess defects in titanium ALM parts
 XCT to assess defects in titanium ALM parts Effects of geometry and build direction Fabien Léonard 1, Samuel Tammas-Williams 1, Philip Prangnell 1, Iain Todd 2, Philip J. Withers 1 1 Henry Moseley X-ray
XCT to assess defects in titanium ALM parts Effects of geometry and build direction Fabien Léonard 1, Samuel Tammas-Williams 1, Philip Prangnell 1, Iain Todd 2, Philip J. Withers 1 1 Henry Moseley X-ray
Additive Manufacturing for Medical Applications. Ed Littlewood Marketing manager, medical and dental products
 Additive Manufacturing for Medical Applications Ed Littlewood Marketing manager, medical and dental products Agenda Renishaw introduction Business model innovation A new way of developing and supplying
Additive Manufacturing for Medical Applications Ed Littlewood Marketing manager, medical and dental products Agenda Renishaw introduction Business model innovation A new way of developing and supplying
Jewelry Laser Spot Welding Machine
 Jewelry Laser Spot Welding Machine This laser spot welding machines are used for perforation and spot welding of sand hole for gold and silver jewelleries. Laser spot welding is an important application
Jewelry Laser Spot Welding Machine This laser spot welding machines are used for perforation and spot welding of sand hole for gold and silver jewelleries. Laser spot welding is an important application
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION. T.W. Skszek and M. T. J. Lowney. Abstract. DMD Process Overview
 DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
Quality and Process Variability in Ti-6Al-4V Powder Bed Electron Beam Additive Manufacturing
 Quality and Process Variability in Ti-6Al-4V Powder Bed Electron Beam Additive Manufacturing Northrop Grumman Aerospace Systems 2015 Euromold September 25, 2015 Eric Fodran, Ph.D. EBM AM In-Process Surface
Quality and Process Variability in Ti-6Al-4V Powder Bed Electron Beam Additive Manufacturing Northrop Grumman Aerospace Systems 2015 Euromold September 25, 2015 Eric Fodran, Ph.D. EBM AM In-Process Surface
ADDITIVE MANUFACTURING Presentation
 ADDITIVE MANUFACTURING Presentation Index LMD WAAM 2 1.Laser Cladding (LMD) Laser Cladding o Laser Material Deposition (LMD) Both, the substrate and filler material are melted with a laser. Generally,
ADDITIVE MANUFACTURING Presentation Index LMD WAAM 2 1.Laser Cladding (LMD) Laser Cladding o Laser Material Deposition (LMD) Both, the substrate and filler material are melted with a laser. Generally,
3D Printing Park Hong-Seok. Laboratory for Production Engineering School of Mechanical and Automotive Engineering University of ULSAN
 3D Printing 2016. 05. 25 Park Hong-Seok Laboratory for Production Engineering School of Mechanical and Automotive Engineering University of ULSAN http://lpe.ulsan.ac.kr Why Do We Need 3d Printing? Complexity
3D Printing 2016. 05. 25 Park Hong-Seok Laboratory for Production Engineering School of Mechanical and Automotive Engineering University of ULSAN http://lpe.ulsan.ac.kr Why Do We Need 3d Printing? Complexity
Control of Residual Stress, Distortion and Mechanical Properties in WAAM Ti64 Parts
 Control of Residual Stress, Distortion and Mechanical Properties in WAAM Ti64 Parts Jan Roman Hönnige Welding Engineering and Laser Processing Centre Cranfield University Welding Engineering and Laser
Control of Residual Stress, Distortion and Mechanical Properties in WAAM Ti64 Parts Jan Roman Hönnige Welding Engineering and Laser Processing Centre Cranfield University Welding Engineering and Laser
MECHANICAL PROPERTIES OF PURE TITANIUM MODELS PROCESSED BY SELECTIVE LASER MELTING
 MECHANICAL PROPERTIES OF PURE TITANIUM MODELS PROCESSED BY SELECTIVE LASER MELTING Edson Santos*, F. Abe, Y. Kitamura*, K. Osakada* and M. Shiomi* *Division of Mechanical Science, Graduate School of Mechanical
MECHANICAL PROPERTIES OF PURE TITANIUM MODELS PROCESSED BY SELECTIVE LASER MELTING Edson Santos*, F. Abe, Y. Kitamura*, K. Osakada* and M. Shiomi* *Division of Mechanical Science, Graduate School of Mechanical
Design of 3D-Printed Titanium Compliant Mechanisms
 Design of 3D-Printed Titanium Compliant Mechanisms Ezekiel G. Merriam *, Jonathan E. Jones **, and Larry L. Howell * Abstract This paper describes 3D-printed titanium compliant mechanisms for aerospace
Design of 3D-Printed Titanium Compliant Mechanisms Ezekiel G. Merriam *, Jonathan E. Jones **, and Larry L. Howell * Abstract This paper describes 3D-printed titanium compliant mechanisms for aerospace
"Advanced Manufacturing Technologies", UCL, Louvain-la-Neuve, 24/11/2015
 "Advanced Manufacturing Technologies", UCL, Louvain-la-Neuve, 24/11/2015 1 2 Outline Introduction Additive manufacturing Laser Beam Melting vs Laser Cladding Specificities (1) ultra-fast thermal cycles
"Advanced Manufacturing Technologies", UCL, Louvain-la-Neuve, 24/11/2015 1 2 Outline Introduction Additive manufacturing Laser Beam Melting vs Laser Cladding Specificities (1) ultra-fast thermal cycles
Process development and properties of copper components fabricated via SEBM
 Process development and properties of copper components fabricated via SEBM Zentralinstitut für Neue Materialien und Prozesstechnik Friedrich-Alexander-Universität Erlangen-Nürnberg Dr.-Ing. Matthias Lodes
Process development and properties of copper components fabricated via SEBM Zentralinstitut für Neue Materialien und Prozesstechnik Friedrich-Alexander-Universität Erlangen-Nürnberg Dr.-Ing. Matthias Lodes
WHY CHOOSE TIMS? ISO9000 /TS certified. Class A Painting Facility. Large Manufacturing and Assembly Space. Competitive pricing
 WHY CHOOSE TIMS? ISO9000 /TS-16949 certified Class A Painting Facility Large Manufacturing and Assembly Space Competitive pricing Ideally located to serve markets in USA, Mexico, Canada and South America
WHY CHOOSE TIMS? ISO9000 /TS-16949 certified Class A Painting Facility Large Manufacturing and Assembly Space Competitive pricing Ideally located to serve markets in USA, Mexico, Canada and South America
WHAT WE DO. DED is an Additive Manufacturing process where focused thermal energy is used to fuse materials by melting them as they are deposited.
 WHO WE ARE BeAM is a global OEM of Directed Energy Deposition machines headquartered in Strasbourg, France. Our technology is ideal for repairing components, adding features to existing parts or building
WHO WE ARE BeAM is a global OEM of Directed Energy Deposition machines headquartered in Strasbourg, France. Our technology is ideal for repairing components, adding features to existing parts or building
Laser assisted Cold Spray
 2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate
 P Proceedings of the World Congress on Engineering 2009 Vol I Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate M. Khalid Imran, S.H. Masood and Milan
P Proceedings of the World Congress on Engineering 2009 Vol I Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate M. Khalid Imran, S.H. Masood and Milan
Effect of section thickness and build orientation on tensile properties and material characteristics of Laser Sintered nylon-12 parts
 Effect of section thickness and build orientation on tensile properties and material characteristics of Laser Sintered nylon-12 parts Majewski, C.E. and Hopkinson, N. Additive Manufacturing Research Group,
Effect of section thickness and build orientation on tensile properties and material characteristics of Laser Sintered nylon-12 parts Majewski, C.E. and Hopkinson, N. Additive Manufacturing Research Group,
The Democratization of Additive Manufacturing
 The Democratization of Additive Manufacturing The Democratization of Additive Manufacturing 2 What is required of AM to be democratized? Cost Reduction (faster deposition) measured in Kg rather than gramms
The Democratization of Additive Manufacturing The Democratization of Additive Manufacturing 2 What is required of AM to be democratized? Cost Reduction (faster deposition) measured in Kg rather than gramms
DESIGNING FOR THE DMLS PROCESS JONATHAN BISSMEYER Senior Quality Engineer
 DESIGNING FOR THE DMLS PROCESS JONATHAN BISSMEYER Senior Quality Engineer Designing for DIRECT METAL LASER SINTERING 1 Overview 2 Process Considerations 3 Design Considerations 4 Design Examples 5 Wrap-up
DESIGNING FOR THE DMLS PROCESS JONATHAN BISSMEYER Senior Quality Engineer Designing for DIRECT METAL LASER SINTERING 1 Overview 2 Process Considerations 3 Design Considerations 4 Design Examples 5 Wrap-up
Job Description. Job Title: Manufacturing Operational Efficiency Business Development Manager. Grade: Duration of Contract: Department/Theme:
 Job Description The Job Description Form should be used for all roles within The Manufacturing Technology Centre (MTC). This form should be completed by Head of the Department or Human Resources. A Recruitment
Job Description The Job Description Form should be used for all roles within The Manufacturing Technology Centre (MTC). This form should be completed by Head of the Department or Human Resources. A Recruitment
The filtration of large grey and ductile iron castings
 The filtration of large grey and ductile iron castings E. Wiese Foseco PLC, UK. Abstract Filtration of mass produced automobile castings is widely and successful applied, less common and more difficult
The filtration of large grey and ductile iron castings E. Wiese Foseco PLC, UK. Abstract Filtration of mass produced automobile castings is widely and successful applied, less common and more difficult
* EOSYSTEM v. 2.6 or higher enables EOSPRINT v. 2.0 (EOS art.-no ) or higher usage
 or higher usage") EOS MaragingSteel MS1 EOS MaragingSteel MS1 is a tool steel powder intended for processing on EOS DMLS TM systems. This document provides information and data for parts built using - EOS Powder: EOS MaragingSteel
EOS MaragingSteel MS1 EOS MaragingSteel MS1 is a tool steel powder intended for processing on EOS DMLS TM systems. This document provides information and data for parts built using - EOS Powder: EOS MaragingSteel
Metal powder reuse in additive manufacturing. Alessandro Consalvo AM Support Engineer, Renishaw spa
 Metal powder reuse in additive manufacturing Alessandro Consalvo AM Support Engineer, Renishaw spa Renishaw World leading metrology company founded in 1973. Skills in measurement, motion control, spectroscopy
Metal powder reuse in additive manufacturing Alessandro Consalvo AM Support Engineer, Renishaw spa Renishaw World leading metrology company founded in 1973. Skills in measurement, motion control, spectroscopy
Advanced Robotic Laser Cladding The Oerlikon MetcoClad System. July 2015
 Advanced Robotic Laser Cladding The Oerlikon MetcoClad System July 2015 Laser Cladding is a welding technology Laser Cladding (LC) means laser build-up welding, also known as Laser Metal Forming (LMF),
Advanced Robotic Laser Cladding The Oerlikon MetcoClad System July 2015 Laser Cladding is a welding technology Laser Cladding (LC) means laser build-up welding, also known as Laser Metal Forming (LMF),