Introduction to Non-Traditional Machining. N. Sinha Department of Mechanical Engineering IIT Kanpur
|
|
|
- Darlene Joseph
- 6 years ago
- Views:
Transcription

1 Introduction to Non-Traditional Machining N. Sinha Department of Mechanical Engineering IIT Kanpur
2 Non-Traditional Machining Traditional machining is mostly based on removal of materials using tools that are harder than the materials themselves. New and novel materials because of their greatly improved chemical, mechanical and thermal properties are sometimes impossible to machine using traditional machining processes. Traditional machining methods are often ineffective in machining hard materials like ceramics and composites or machining under very tight tolerances as in micromachined components. The need to a avoid surface damage that often accompanies the stresses created by conventional machining. Example: aerospace and electronics industries. They are classified under the domain of non traditional processes.
3 Classification of Non-Traditional Machining These can be classified according to the source of energy used to generate such a machining action: mechanical, thermal, chemical and electrochemical. Mechanical:Erosion of the work material by a high velocity stream of abrasives or fluids (or both) Thermal:The thermal energy is applied to a very small portion of the work surface, causing that portion to be removed by fusion and/or vaporization of the material. The thermal energy is generated by conversion of electrical energy. Electrochemical:Mechanism is reverse of electroplating. Chemical: Most materials (metals particularly) are susceptible to chemical attack by certain acids or other etchants. In chemical machining, chemicals selectively remove material from portions of the workpart, while other portions of the surface are protected by a mask.
4 Classification of Non-Traditional Machining
5 Mechanical Machining Ultrasonic Machining (USM) and Waterjet Machining (WJM) are typical examples of single action, mechanical non traditional machining processes. Themachiningmediumissolidgrainssuspendedinanabrasiveslurryinthe former,whileafluidisemployedinthewjmprocess. The introduction of abrasives to the fluid jet enhances the machining efficiency and is known as abrasive water jet machining. Similar case happens when ice particles are introduced as in Ice Jet Machining.
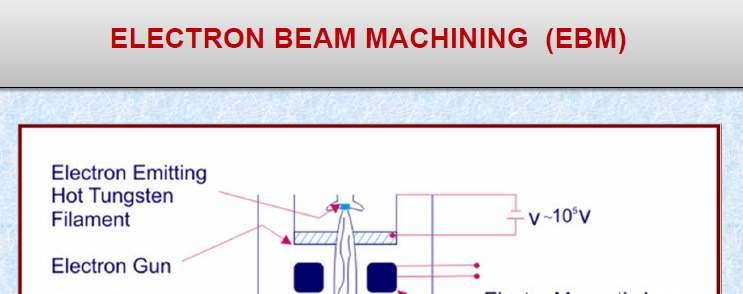
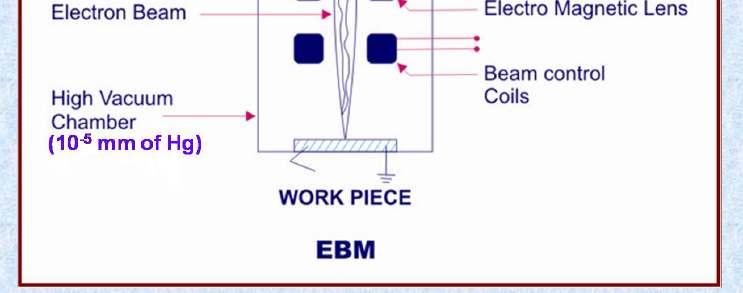
6 Thermal Machining Thermal machining removes materials by melting or vaporizing the work piece material. Many secondary phenomena occur during machining such as microcracking, formation of heat affected zones, striations etc. The source of heat could be plasma as during EDM and PBM or photons as during LBM, electrons in EBM, ions in IBM etc.
7 Chemical and Electrochemical Machining Chemical milling and photochemical machining or photochemical blanking all use a chemical dissolution action to remove the machining allowance through ions in an etchant. Electrochemical machining uses the electrochemical dissolution phase to remove the machining allowance using ion transfer in an electrolytic cell.
8 Water Jet Cutting (WJC) Also known as hydrodynamic machining. Uses a fine, high-pressure, high-velocity of water directed at the work surface to cause cutting of the work. Nozzle diameter: 0.1 to 0.4 mm Pressure: up to 400 MPa Velocity: up to 900 m/s Fluid is pressurized by a hydraulic pump Important process parameters Standoff distance: small to avoid dispersion of the fluid stream (3.2 mm) Nozzle opening diameter: affects precision Water pressure: high for thicker materials Cutting feed rate: the velocity at which the WJC nozzle is traversed along the cutting path


9 Water Jet Cutting (WJC)

10 Water Jet Cutting (WJC)
11 Introduction to Abrasive Jet Machining (AJM) In AJM, the material removal takes place due to impingement of the fine abrasive particles. The abrasive particles are typically of 0.025mm diameter and the air discharges at a pressure of several atmosphere.

")
12 Abrasive Jet Machining (AJM)


13 Mechanics of AJM Abrasive particle impinges on the work surface at a high velocity and this impact causes a tiny brittle fracture and the following air or gas carries away the dislodged small work piece particle. Fracture of work surface Formation of cavity
14 Mechanics of AJM The process is more suitable when the work material is brittle and fragile. A model for the material removal rate (MRR) is available from Sarkarand Pandey, The MRR (Q) is given as
15 Process Parameters The process characteristics can be evaluated by judging (1) the MRR, (2) the geometry of the cut, (3) the roughness of the surface produced, and (4) the rate of nozzle wear. The major parameters which control these quantities are: 1. The abrasive (composition, strength, size and mass flow rate). 2. The gas (composition, pressure and velocity). 3. The nozzle (geometry, material, distance from and inclination to the work surface).
16 The Abrasive Mainly two types of abrasives are used (1) Aluminum oxide and (2) Silicon carbide. (Grains with a diameter microns are readily available) For good wear action on the surfaces, the abrasive grains should have sharp edges. A reuse of the abrasive powder is normally not recommended because of a decrease of cutting capacity and clogging of the nozzle orifices due to contamination. The mass flow rate of the abrasive particles depends on the pressure and the flow rate of the gas. There is an optimum mixing ratio (mass fraction of the abrasive in the jet) for which the metal removal rate is the highest. When the mass flow rate of the abrasive increases the material removal rate also increases.
17 The Gas The AJM unit normally operates at a pressure of N/mm 2. The composition of gas and a high velocity has a significant impact on the MRR even if the mixing ratio is not changed. The Nozzle The nozzle is one of the most vital elements controlling the process characteristics. The nozzle material should be hard to avoid any significant wear due to the flowing abrasive. [Normally WC (avg. life: hrs.) or Sapphire (Appr. = 300 hrs.) are used] For a normal operation the cross-sectional area of the orifice can be either circular or rectangular and between mm 2.
18 Nozzle to Tip Distance (Stand off distance) The nozzle tip distance (NTD) or the stand off distance is a critical parameter in AJM. The NTD not only affects the MRR from the work surface but also the shape and size of the cavity produced. As shown in the figure below, when the NTD increases, the velocity of the abrasive particles impinging on the work surface increases due to their acceleration after they leave the nozzle. This increases the MRR. With a further increase in the NTD, the velocity reduces due to the drag of the atmosphere which initially checks the increase in MRR and then decreases it.

 2mm (b) 6mm (c) 10mm (d) 14mm (e) 16mm (f)")
19 Photographs of the Actual Machined Cavity Profile at Different NTD Profile of the machined cavity at different stand off distances (a) 2mm (b) 6mm (a) 2mm (b) 6mm (c) 10mm (d) 14mm (e) 16mm (f) 20mm
20 Abrasive Jet Machines The gas propulsion system supplies clean and dry gas (air, nitrogen, or CO 2 ) to propel the abrasive particles. The gas may be supplied either by a cylinder or a compressor. In case of a compressor a filter or a dryer may be used to avoid water or oil contamination to the abrasive powder. The gas should be non toxic, cheap and easily available and should not excessively spread when discharged from nozzle into atmosphere.
21 Ultrasonic Machining (USM) Process ThebasicUSMprocessinvolvesatool(madeofaductileandtough material) vibrating with a low amplitude and very high frequency and acontinuousflow ofanabrasiveslurryinthesmallgapbetweenthe toolandtheworkpiece. Thetoolisgraduallyfedwithauniformforce. Theimpactofthehardabrasivegrainsfracturesthehardandbrittle work surface, resulting in the removal of the work material in the form of small wear particles. The tool material being tough and ductile wears out at a much slower rate.
22 Ultrasonic Machining (USM) Process
23 Mechanics of USM The reasons for material removal in an USM process are believed to be: 1. The hammering of the abrasive particles on the work surface by the tool. 2. The impact of free abrasive particles on the work surface. 3. The erosion due to cavitation. 4. The chemical action associated with the fluid used. Many researchers have tried to develop the theories to predict the characteristics of ultrasonic machining. The model proposed by M.C. Shaw is generally well accepted and explains the material removal process well.
24 M.C. Shaw s Model of USM Mechanics In this model the direct impact of the tool on the grains in contact with the work piece is taken into consideration. Also, the assumptions made are: 1. The rate of work material removal is proportional to the volume of the work material per impact. 2. The rate of work material removal is proportional to the no. of particles making impact per cycle. 3. The rate of work material removal is proportional to the frequency (no. of cycles per unit time). 4. All impacts are identical. 5. All abrasive grains are identical and spherical in shape.
25 USM process Thus, volume of work material removal rate (Q) Q α V Z ν where, V = volume of the work material removal per impact Z = number of particles making impact per cycle ν= frequency
26 Mechanics of USM Various Tool Position during a USM cycle. The position A indicates the instant the tool face touches the abrasive grain. The period of movement from A to B represents the impact. The indentations, caused by the grain on the tool and the work surface at the extreme bottom position of the tool from the position A to position B is h (the total indentation). Tool Indentations on tool and work surface at bottom position of the tool Abrasive grain Work
27 Plot Between MRR and Feed Force MRR increases with increasing feed force but after a certain critical feed force it decreases because the abrasive grains get crushed under heavy load.
28 Process Parameters The important parameters which affect the process are the: 1. Frequency, 2. Amplitude, 3. Static loading (feed force), 4. Hardness ratio of the tool and the workpiece, 5. Grain size, 6. Concentration of the abrasive in the slurry. (a) (b) WithanincreaseinfrequencyofthetoolheadtheMRRshouldincrease proportionally. However, there is a slight variation in the MRR with frequency. When the amplitude of the vibration increases the MRR is expected to increase. TheactualnatureofthevariationisshowninFig.(b).Thereissome discrepancy in the actual values again. This arises from the fact that we calculate the duration of penetration Δt by considering average velocity.
29 Process Parameters We already said that with an increase in static loading, the MRR tends to increase. However, at higher force values of the tool head due to grain crushing the MRR decreases. The ratio of workpiecehardness and tool hardness affects the MRR quite significantly, and the characteristics is shown below. Apart from the hardness the brittleness of the work material plays a very dominant role. The table below shows the relative MRR for different work materials. As can be seen the more brittle material is machined more rapidly. Relative material removal rates (frequency = 16.3 khz, amplitude = 12.5 um, grain size = 100 mesh) Work material Glass Brass 6.6 Tungsten 4.8 Titanium 4.0 Steel 3.9 Chrome steel 1.4 Relative MRR
30 Process Parameters MRR should also rise proportionately with the mean grain diameter d. When d becomes too large, the crushing tendency increases. Concentration of the abrasives directly controls the number of grains producing impact per cycle. MRR is proportional to C 1/4 so after C rises to 30% MRR increase is not very fast. Apart from the process parameters some physical properties (e.g. viscosity) of the fluid used for the slurry also affects the MRR. Experiments show that MRR drops as viscosity increases. Although the MRR is a very important consideration for judging the USM but so is the surface finish.
31 Dependence of Surface Finish on Grain Size Thefigureshowsthatthesurfacefinishismoresensitiveto grainsizeincaseofglasswhichissofterthantungstencarbide. Thisisbecause incaseofahardermaterialthesizeofthe fragments dislodged through a brittle fracture does not depend much on the size of the impacting particles.
32 Ultrasonic Machining Unit The main units of an Ultrasonic Machining unit are shown in the figure below. It consists of the following machine components: (1) The acoustic head. (2) The feeding unit. (3) The tool. (4)The abrasive slurry and pump unit. (5)The body with work table.
33 Acoustic Head 1. The Acoustic head s function is to produce a vibration in the tool. 2. It consists of a generator for supplying a high frequency electric current, a transducer to convert this into a mechanical motion (in form of a high frequency vibration). 3. A holder to hold the head. 4. A concentrator to mechanically amplify the vibration while transmitting it to the tool. Types of concentrators
34 Abrasive Slurry The most common abrasives are Boron Carbide (B 4 C), Silicon Carbide (SiC), Corrundum(Al 2 O 3 ), Diamond and Boron silicarbide. B 4 C is the best and most efficient among the rest but it is expensive. SiCis used on glass, germanium and most ceramics. Cutting time with SiCis about 20-40% more than that with B 4 C. Diamond dust is used only for cutting daimondand rubies. Water is the most commonly used fluid although other liquids such as benzene, glycerol and oils are also used.
35 Mechanics of material removal Medium Abrasives Vibration Frequency Amplitude Tool Material MRR/Tool wear rate Summary Brittlefracture caused by impact of abreasivegrains due to tool vibrating at high frequency Slurry B 4 C, SiC, Al 2 O 3, diamond grit size khz µm Gap µm Critical parameters Soft steel 1.5 for WC workpiece, 100 for glass workpiece Frequency, amplitude, tool material, grit size, abrasive material, feed force, slurry concentration, slurry viscosity Materialsapplication Metalsand alloys (particularly hard and brittle), semiconductors, nonmetals, e.g., glass and ceramics Shape application Limitations Round and irregular holes, impressions Very low MRR, tool wear, depth of holes and cavities small
36 Electrochemical Machining (ECM) Electrochemical machining is one of the most unconventional machining processes. The process is actually the reverse of electroplating with some modifications. It is based on the principle of electrolysis. In a metal, electricity is conducted by free electrons but in a solution the conduction of electricity is achieved through the movement of ions. Thus the flow of current through an electrolyte is always accompanied by the movement of matter. In the ECM process the work-piece is connected to a positive electrode and the tool to the negative terminal for metal removal.

37 Electrochemical Machining The dissolution rate is more where the gap is less and vice versa. This is because the current density is inversely proportional to the gap. Now, if the tool is given a downward motion, the work surface tends to take the same shape as that of the tool, and at a steady state the gap is uniform. Thus the shape of the tool is represented in the job.
38 Electrochemical Machining In an electrochemical machining process, the electrolyte is pumped at a high pressure through the tool and the small gap between the tool and the work-piece. The electrolyte is so chosen that the anode is dissolved but there is no deposition on the cathode. The order of the current and voltage are a few 1000 amps and 8-20 volts. The gap is of the order of mm. The metal removal rate is typically 1600 mm 3 /sec for each 1000 Amp. Approximately 3 KW-hr. are needed to remove mm 3 of metal which is almost 30 times the energy required in a conventional process.
39 Electrochemical Machining With ECM the rate of metal removal is independentof the work-piece hardness. ECM becomes advantageous when either the work material possesses avery low machinabilityor the shape to be machined is complex. Unlike most other conventional and unconventional processes, here there is practically no tool wear. Though it appears that, since machining is done electrochemically, the tool experiences no force, the fact is that the tool and work is subjected to large forces exerted by the high pressure fluid in the gap.
The amount of chemical change produced by an electric current, that is, the amount of any material dissolved or deposited, is proportional to the quantity of electricity passed.")
40 Electrochemistry of ECM process The electrolysis process is governed by the following two laws proposed by Faraday. (1)The amount of chemical change produced by an electric current, that is, the amount of any material dissolved or deposited, is proportional to the quantity of electricity passed. (2)The amounts of different substances dissolved or deposited by the same quantity of electricity are proportional to their chemical equivalent weights.


41 Material Removal in ECM Process


42 Material Removal in ECM Process


43 Material Removal in ECM Process

44

")
45 Electric Discharge Machining (EDM)

46 EDM: How Sparking Takes Place?
47

48 EDM: Machine Elements
49 MRR in EDM The molten crater can be assumed to be hemispherical in nature with a radius r which forms due to a single pulse or spark. Hence, material removal in a single spark can be expressed as The energy content of a single spark is given as Thus the energy available as heat at the workpiece is given by Now, it can be logically assumed that material removal in a single spark would be proportional to the spark energy. Thus, Now, material removal rate is the ratio of material removed in a single spark to cycle time. Thus,


50 Precision wire EDM Taper 3D cutting using traveling wire EDM
51 Advantages of EDM Any materials that are electrically conductive can be machined by EDM. Materials, regardless of their hardness, strength, toughness and microstructure can be easily machined/cut by EDM process. The tool (electrode) and workpieceare free from cutting forces. Edge machining and sharp corners are possible in EDM process. The tool making is easier as it can be made from softer and easily formable materials like copper, brass and graphite.
52 Advantages of EDM The process produces good surface finish, accuracy and repeatability. Hardened workpiecescan also be machined since the deformation caused by it does not affect the final dimensions. EDM is a burr free process. Hard die materials with complicated shapes can be easily finished with good surface finish and accuracy through EDM process. Due to the presence of dielectric fluid, there is very little heating of the bulk material.
53 Limitations of EDM Material removal rates are low, making the process economical only for very hard and difficult to machine materials. Re-cast layers and micro-cracks are inherent features of the EDM process, thereby making the surface quality poor. The EDM process is not suitable for non-conductors. Rapid electrode wear makes the process more costly. The surfaces produced by EDM generally have a matt type appearance, requiring further polishing to attain a glossy finish.
54 Surface Finish in EDM
55 Tapercutand Overcut in EDM
56 Applications of EDM Hardened steel dies, stamping tools, wire drawing and extrusion dies, header dies, forging dies, intricate mould cavitiesandsuchpartsaremadebytheedmprocess. The process is widely used for machining of exotic materials that are used in aerospace and automotive industries. EDMbeinganon-contacttypeofmachiningprocess,itis very well suited for making fragile parts that cannot take the stress of machining. Ex: washing machine agitators, electronic components, printer parts and difficult to machine features such as the honeycomb shapes. Deepcavities,slotsandribscanbeeasilymadebyEDM. Micro-EDM process can successfully produce micro-pins, micro-nozzles and micro-cavities.
57
UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION. Prepared by S. SENTHIL KUMAR AP / MECH SVCET
 UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION Prepared by S. SENTHIL KUMAR AP / MECH SVCET INTRODUCTION Conventional machining process Metal is removed by means of tool which is harder than work
UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION Prepared by S. SENTHIL KUMAR AP / MECH SVCET INTRODUCTION Conventional machining process Metal is removed by means of tool which is harder than work
Nontraditional Machining Processes
 Nontraditional Machining Processes The NTM processes can be divided into four basic categories: I. Chemical (Chemical reaction), II. Electrochemical (Electrolytic dissolution), III. Mechanical (Multipoint
Nontraditional Machining Processes The NTM processes can be divided into four basic categories: I. Chemical (Chemical reaction), II. Electrochemical (Electrolytic dissolution), III. Mechanical (Multipoint
PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore ) Department of Mechanical Engg.
 Department of Mechanical Engg.") PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 0) Department of Mechanical Engineering Subject & code : Non Traditional Machining (ME665) Section
PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 0) Department of Mechanical Engineering Subject & code : Non Traditional Machining (ME665) Section
Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications
 Unit 3 - EDM Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications Wire cut EDM Recent trends in EDM Synopsis
Unit 3 - EDM Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications Wire cut EDM Recent trends in EDM Synopsis
PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING
 PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING Faculty name : JAGADEESH BAGALI Subject code : 10ME665 Total No. of Lecture
PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING Faculty name : JAGADEESH BAGALI Subject code : 10ME665 Total No. of Lecture
NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES
 NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES Mechanical Energy Processes Electrochemical Machining Processes Thermal Energy Processes Chemical Machining Application Considerations Nontraditional
NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES Mechanical Energy Processes Electrochemical Machining Processes Thermal Energy Processes Chemical Machining Application Considerations Nontraditional
Non Traditional Machining INTRODUCTION TO NTM
 Types of Manufacturing Processes: INTRODUCTION TO NTM Manufacturing processes can be broadly divided into two groups Primary manufacturing processes Secondary manufacturing processes. The Primary manufacturing
Types of Manufacturing Processes: INTRODUCTION TO NTM Manufacturing processes can be broadly divided into two groups Primary manufacturing processes Secondary manufacturing processes. The Primary manufacturing
A Review on Abrasive Jet Machining
 Journal for Research Volume 03 Issue 02 April 2017 ISSN: 2395-7549 A Review on Abrasive Jet Machining Mistri Ankit N. Shah Hardil D. UG Student UG Student Chhotubhai Gopalbhai Institute of Technology,
Journal for Research Volume 03 Issue 02 April 2017 ISSN: 2395-7549 A Review on Abrasive Jet Machining Mistri Ankit N. Shah Hardil D. UG Student UG Student Chhotubhai Gopalbhai Institute of Technology,
NON-TRADITIONAL MACHINING
 NON-TRADITIONAL MACHINING INTRODUCTION Non-traditional manufacturing processes is defined as a group of processes that remove excess material by various techniques involving mechanical, thermal, electrical
NON-TRADITIONAL MACHINING INTRODUCTION Non-traditional manufacturing processes is defined as a group of processes that remove excess material by various techniques involving mechanical, thermal, electrical
NON TRADITIONAL MANUFACTURING PROCESSES
 NON TRADITIONAL MANUFACTURING PROCESSES The general grouping of some of the typical non-traditional processes are shown below: o Mechanical Processes USM AJM WJM and AWJM o Thermal Processes EBM LBM PAM
NON TRADITIONAL MANUFACTURING PROCESSES The general grouping of some of the typical non-traditional processes are shown below: o Mechanical Processes USM AJM WJM and AWJM o Thermal Processes EBM LBM PAM
Ultrasonic Machining (USM)
") Ultrasonic Machining (USM) 1 Introduction Ultrasonic machining (USM) is the removal of hard and brittle materials using an axially oscillating tool at ultrasonic frequencies [18 20 khz] During that oscillation,
Ultrasonic Machining (USM) 1 Introduction Ultrasonic machining (USM) is the removal of hard and brittle materials using an axially oscillating tool at ultrasonic frequencies [18 20 khz] During that oscillation,
Advanced Manufacturing Choices
 Advanced Manufacturing Choices Table of Content Mechanical Removing Techniques Ultrasonic Machining (USM) Sputtering and Focused Ion Beam Milling (FIB) Ultrasonic Machining In ultrasonic machining (USM),
Advanced Manufacturing Choices Table of Content Mechanical Removing Techniques Ultrasonic Machining (USM) Sputtering and Focused Ion Beam Milling (FIB) Ultrasonic Machining In ultrasonic machining (USM),
DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION
 DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION PART - A (2 Marks) 1. What do you mean by Unconventional
DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION PART - A (2 Marks) 1. What do you mean by Unconventional
Question Bank for Microsystems Fabrication using Advanced Machining Processes
 Question Bank for Microsystems Fabrication using Advanced Machining Processes Q1. Short answer questions 1. Draw a schematic to classify all material removal processes. 2. What is size range of a bacterial
Question Bank for Microsystems Fabrication using Advanced Machining Processes Q1. Short answer questions 1. Draw a schematic to classify all material removal processes. 2. What is size range of a bacterial
NON-CONVENTIONAL MACHINING METHODS
 NON-CONVENTIONAL MACHINING METHODS CONTENTS ABSTRACT CHAPTER 1: Introduction CHAPTER 2: Functions CHAPTER 3: Components CHAPTER 4: How car Suspension works CHAPTER 5: Types CHAPTER 6: Conclusion References
NON-CONVENTIONAL MACHINING METHODS CONTENTS ABSTRACT CHAPTER 1: Introduction CHAPTER 2: Functions CHAPTER 3: Components CHAPTER 4: How car Suspension works CHAPTER 5: Types CHAPTER 6: Conclusion References
CHAPTER 2 ABRASIVE WATER JET MACHINING
 CHAPTER 2 ABRASIVE WATER JET MACHINING 2.1 INTRODUCTION Abrasive water jet machining (AWJM) is a mechanical material removal process used to erode holes and cavities by the impact of abrasive particles
CHAPTER 2 ABRASIVE WATER JET MACHINING 2.1 INTRODUCTION Abrasive water jet machining (AWJM) is a mechanical material removal process used to erode holes and cavities by the impact of abrasive particles
International Journal of Advanced Engineering Technology E-ISSN
 Research Article MACHINING OF GLASS AND CERAMIC WITH ALUMINA AND SILICON CARBIDE IN ABRASIVE JET MACHINING Bhaskar Chandra Kandpal 1 * Naveen Kumar 2 Rahul Kumar 3 Rahul Sharma 4 Sagar Deswal 5 Address
Research Article MACHINING OF GLASS AND CERAMIC WITH ALUMINA AND SILICON CARBIDE IN ABRASIVE JET MACHINING Bhaskar Chandra Kandpal 1 * Naveen Kumar 2 Rahul Kumar 3 Rahul Sharma 4 Sagar Deswal 5 Address
USN. Hosur : 6A/6B/6C 10ME665. Discuss briefly. 1 a.
 USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
Electric Discharge Machining (EDM)
") 2 Electric Discharge Machining (EDM) EDM is a thermal material removal process in which material is removed by local melting or vaporizing small areas at the surface of workpiece. The EDM process removes
2 Electric Discharge Machining (EDM) EDM is a thermal material removal process in which material is removed by local melting or vaporizing small areas at the surface of workpiece. The EDM process removes
A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO. K. ESHWARA PRASAD Research Scholar,
 A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO K. ESHWARA PRASAD Research Scholar, Professor, Department of Mechanical Engineering, Department of Mechanical
A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO K. ESHWARA PRASAD Research Scholar, Professor, Department of Mechanical Engineering, Department of Mechanical
NPTEL
 NPTEL Syllabus Advanced Machining Processes - Video course COURSE OUTLINE This course on 'Advanced Machining Processes' is also known as "Unconventional Machining Processes", Modern Machining Processes",
NPTEL Syllabus Advanced Machining Processes - Video course COURSE OUTLINE This course on 'Advanced Machining Processes' is also known as "Unconventional Machining Processes", Modern Machining Processes",
Dr.RAVINDER KUMAR B.E.( Hons.), M.E., Ph.D. 1 Dr.Ravinder Kumar
, M.E., Ph.D. 1 Dr.Ravinder Kumar") ElectroChemical Machining & Grinding Dr.RAVINDER KUMAR B.E.( Hons.), M.E., Ph.D. 1 Dr.Ravinder Kumar Overview Electro-Chemical Machining Advantages and Disadvantages (ECM) Electro-Chemical Grinding (ECG)
ElectroChemical Machining & Grinding Dr.RAVINDER KUMAR B.E.( Hons.), M.E., Ph.D. 1 Dr.Ravinder Kumar Overview Electro-Chemical Machining Advantages and Disadvantages (ECM) Electro-Chemical Grinding (ECG)
CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM
 97 CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM 5.1 SELECTION OF APPROPRIATE NON-TRADITIONAL MACHINING PROCESSES The selection and ranking procedure for the developed web-enabled knowledge
97 CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM 5.1 SELECTION OF APPROPRIATE NON-TRADITIONAL MACHINING PROCESSES The selection and ranking procedure for the developed web-enabled knowledge
Advanced Manufacturing Processes (AMPs) Ultrasonic Machining (USM) by Dr. Sunil Pathak Faculty of Engineering Technology
 Ultrasonic Machining (USM) by Dr. Sunil Pathak Faculty of Engineering Technology") Advanced Manufacturing Processes (AMPs) Ultrasonic Machining (USM) by Dr. Sunil Pathak Faculty of Engineering Technology sunilpathak@ump.edu.my Chapter Description Aims To provide and insight on advanced
Advanced Manufacturing Processes (AMPs) Ultrasonic Machining (USM) by Dr. Sunil Pathak Faculty of Engineering Technology sunilpathak@ump.edu.my Chapter Description Aims To provide and insight on advanced
Unconventional. Machining Processes. M. Adithan ATLANTIC PUBLISHERS & DISTRIBUTORS (P) LTD
 LTD") Unconventional M. Adithan ATLANTIC PUBLISHERS & DISTRIBUTORS (P) LTD Contents Preface v Introduction 110 Need of Unconventional 1 Characteristic Features of Modern 1 Processes Basic Principle of New Methods
Unconventional M. Adithan ATLANTIC PUBLISHERS & DISTRIBUTORS (P) LTD Contents Preface v Introduction 110 Need of Unconventional 1 Characteristic Features of Modern 1 Processes Basic Principle of New Methods
Electrochemical Grinding (ECG)
") Electrochemical Grinding (ECG) Introduction Equipment Methods Process parameters Advantages Limitations Applications Synopsis Introduction ECG also called electrolytic grinding is similar to ECM, except
Electrochemical Grinding (ECG) Introduction Equipment Methods Process parameters Advantages Limitations Applications Synopsis Introduction ECG also called electrolytic grinding is similar to ECM, except
GRINDING AND OTHER ABRASIVE PROCESSES
 GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
Artificial Neural Network Modeling for Prediction of performance in Abrasive Jet Drilling Process for Glass material
 5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Artificial Neural Network Modeling for Prediction of performance
5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Artificial Neural Network Modeling for Prediction of performance
PARAMETER OPTIMIZATION ON EDM
 http:// PARAMETER OPTIMIZATION ON EDM Anil S. Kapse Department of Mechanical Engineering PLITMS, Buldhana (India) ABSTRACT Spark erosion is a non-traditional machining process which is used to work hard
http:// PARAMETER OPTIMIZATION ON EDM Anil S. Kapse Department of Mechanical Engineering PLITMS, Buldhana (India) ABSTRACT Spark erosion is a non-traditional machining process which is used to work hard
A Study of Effect of Various Process Parameters on Abrasive Jet Machining Using Silicon Carbide as Abrasive Material
 A Study of Effect of Various Process Parameters on Abrasive Jet Machining Using Silicon Carbide as Abrasive Material Gaurav Mahajan Final Year Undergraduate, Mechanical Engineering RGIT, University of
A Study of Effect of Various Process Parameters on Abrasive Jet Machining Using Silicon Carbide as Abrasive Material Gaurav Mahajan Final Year Undergraduate, Mechanical Engineering RGIT, University of
Mathematical Model for Metal Removal in Abrasive Jet Drilling
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-168,p-ISSN: 2320-33X PP. 05-11 www.iosrjournals.org Mathematical Model for Metal Removal in Abrasive Jet Drilling 1 D.V.Srikanth,
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-168,p-ISSN: 2320-33X PP. 05-11 www.iosrjournals.org Mathematical Model for Metal Removal in Abrasive Jet Drilling 1 D.V.Srikanth,
Fatima Michael College of Engineering & Technology
 ME6004 UNCONVENTIONAL MACHINING PROCESSES L T P C (COMMON TO MECHANICAL AND PRODUCTION) 3 0 0 3 OBJECTIVES: To learn about various unconventional machining processes, the various process parameters and
ME6004 UNCONVENTIONAL MACHINING PROCESSES L T P C (COMMON TO MECHANICAL AND PRODUCTION) 3 0 0 3 OBJECTIVES: To learn about various unconventional machining processes, the various process parameters and
2
 1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
Keywords: Electrical discharge machining, material removal rate, wear rate, surface roughness.
 [Nayak,3(7): July, 214] ISSN: 2277-9655 IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Study of the Effect of Machining Parameters on the Machining Characteristics of Tungsten
[Nayak,3(7): July, 214] ISSN: 2277-9655 IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Study of the Effect of Machining Parameters on the Machining Characteristics of Tungsten
MULTI RESPONSE OPTIMIZATION OF PROCESS PARAMETERS FOR EDM OF COPPER AND HIGH SPEED STEEL
 MULTI RESPONSE OPTIMIZATION OF PROCESS PARAMETERS FOR EDM OF COPPER AND HIGH SPEED STEEL B Suneel Kumar* 1,P satish kumar 2 and Ch v s parameswra rao 3 1,2,3 PBR Visvodaya Institute of Technology and Science,
MULTI RESPONSE OPTIMIZATION OF PROCESS PARAMETERS FOR EDM OF COPPER AND HIGH SPEED STEEL B Suneel Kumar* 1,P satish kumar 2 and Ch v s parameswra rao 3 1,2,3 PBR Visvodaya Institute of Technology and Science,
Unconventional machining process
 A Course Material on Unconventional machining process By Mr. M.MANIKANDAN, M.E. ASSISTANT PROFESSOR DEPARTMENT OF MECHANICAL ENGINEERING SASURIE COLLEGE OF ENGINEERING VIJAYAMANGALAM 638 056 QUALITY CERTIFICATE
A Course Material on Unconventional machining process By Mr. M.MANIKANDAN, M.E. ASSISTANT PROFESSOR DEPARTMENT OF MECHANICAL ENGINEERING SASURIE COLLEGE OF ENGINEERING VIJAYAMANGALAM 638 056 QUALITY CERTIFICATE
Electro Discharge Machining
 Electro Discharge Machining by Dr. P Saha Department of Mechanical Engineering IIT Kharagpur EDM Need control the spark energy to employ for machining Sparking frequency many thousands per second Final
Electro Discharge Machining by Dr. P Saha Department of Mechanical Engineering IIT Kharagpur EDM Need control the spark energy to employ for machining Sparking frequency many thousands per second Final
INVESTIGATION OF EDM HOLE DRILLING
 INVESTIGATION OF EDM HOLE DRILLING Hemant Pawar 1 and Rahul Shelke 2 1 Research scholar, ME MFG, EESCOET 2 Principal, EESCOET Abstract This paper presents an investigation of holes drilling using electrical
INVESTIGATION OF EDM HOLE DRILLING Hemant Pawar 1 and Rahul Shelke 2 1 Research scholar, ME MFG, EESCOET 2 Principal, EESCOET Abstract This paper presents an investigation of holes drilling using electrical
Electrochemical Die-Sinking (ECM) in Practice
 in Practice") Electrochemical Die-Sinking () in Practice Copyright by Maschinenfabrik Köppern GmbH & Co.KG. Distribution, forwarding or duplication of this document, whether in part or in full, is only allowed with
Electrochemical Die-Sinking () in Practice Copyright by Maschinenfabrik Köppern GmbH & Co.KG. Distribution, forwarding or duplication of this document, whether in part or in full, is only allowed with
The following steps are used in the powder metallurgy techniques:
 Advantages of Powder Metallurgy Virtually unlimited choice of alloys and non metallicswith associated properties. * A variety of metal or non metal powders can be used. * Refractory materials are popularly
Advantages of Powder Metallurgy Virtually unlimited choice of alloys and non metallicswith associated properties. * A variety of metal or non metal powders can be used. * Refractory materials are popularly
Parametric Analysis of CNC EDM on OHNS Tool Steel
 5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 214) December 12 th 14 th, 214, IIT Guwahati, Assam, India Parametric Analysis of CNC EDM on OHNS Tool
5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 214) December 12 th 14 th, 214, IIT Guwahati, Assam, India Parametric Analysis of CNC EDM on OHNS Tool
Producing Metal Parts
 Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
UNIT 8: Non-traditional machining processes: Manufacturing processes can be broadly divided into two groups and they are
 UNIT 8: Non-traditional machining processes: Principle, need, equipment, operation and LBM, plasma arc machining, Electro chemical machining, ultrasonic machining, abrasive jet machining, water jet machining.
UNIT 8: Non-traditional machining processes: Principle, need, equipment, operation and LBM, plasma arc machining, Electro chemical machining, ultrasonic machining, abrasive jet machining, water jet machining.
NTB DiaCer NTB CeraCBN
 NTB DiaCer NTB CeraCBN Diamond & CBN Grinding Wheels 1.0 Super-Abrasive Diamond and CBN Vitrified Grinding Wheels Super-Abrasive wheels play a key role in the grinding process for Advanced Ceramics, Semi-Conductor,
NTB DiaCer NTB CeraCBN Diamond & CBN Grinding Wheels 1.0 Super-Abrasive Diamond and CBN Vitrified Grinding Wheels Super-Abrasive wheels play a key role in the grinding process for Advanced Ceramics, Semi-Conductor,
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
THE EFFECT OF ELECTROCHEMICAL MACHINING ON THE FATIGUE STRENGTH OF HEAT RESISTANCE ALLOYS
 Fatigue of Aircraft Structures Vol. 1 (2011) 57-63 10.2478/v10164-010-0038-2 THE EFFECT OF ELECTROCHEMICAL MACHINING ON THE FATIGUE STRENGTH OF HEAT RESISTANCE ALLOYS Jerzy Kozak Institute of Aviation,Warsaw,
Fatigue of Aircraft Structures Vol. 1 (2011) 57-63 10.2478/v10164-010-0038-2 THE EFFECT OF ELECTROCHEMICAL MACHINING ON THE FATIGUE STRENGTH OF HEAT RESISTANCE ALLOYS Jerzy Kozak Institute of Aviation,Warsaw,
Pollution Prevention in Machining and Metal Fabrication
 ... Pollution Prevention in Machining and Metal Fabrication A Manual for Technical Assistance Providers Excerpts March 2001... CHAPTER 5 Innovative Pollution Prevention Technologies Industry vendors have
... Pollution Prevention in Machining and Metal Fabrication A Manual for Technical Assistance Providers Excerpts March 2001... CHAPTER 5 Innovative Pollution Prevention Technologies Industry vendors have
Buyers Guide to Perforated Metals
 101 Commerce Street Glastonbury, CT 06033 Phone: 800.443.5218 & 860.659.0591 Fax:: 860.659.8705 Web: ConardCorp.com Buyers Guide to Perforated Metals Presented by Conard Corporation Share this guide 2
101 Commerce Street Glastonbury, CT 06033 Phone: 800.443.5218 & 860.659.0591 Fax:: 860.659.8705 Web: ConardCorp.com Buyers Guide to Perforated Metals Presented by Conard Corporation Share this guide 2
INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY
 IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Developments in Electrical Discharge Grinding process: A review Dr. Govindan P *1, Praveen V V 2 2 M.Tech student, *1 Assistant
IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Developments in Electrical Discharge Grinding process: A review Dr. Govindan P *1, Praveen V V 2 2 M.Tech student, *1 Assistant
THERMAL SPRAY COATINGS
 THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
Introduction. Thermally Altered Layers EDM EFFECT ON SURFACE INTEGRITY. Redeposited Layer. White Layer. Annealed Layer. Unaffected Working Material
 EDM EDM EFFECT ON SURFACE INTEGRITY Author: Jerry Mercer Introduction Protecting the surface integrity of the cavity is one of the most critical facets of EDMing today. The integrity of the surface finish
EDM EDM EFFECT ON SURFACE INTEGRITY Author: Jerry Mercer Introduction Protecting the surface integrity of the cavity is one of the most critical facets of EDMing today. The integrity of the surface finish
Leveraging the Precision of Electroforming over Alternative Processes When Developing Nano-scale Structures
 VOLUME 4 - ELECTROFORMING Leveraging the Precision of over Alternative Processes When Developing Nano-scale Structures Electrical and mechanical component and subsystem designers generally have five techniques
VOLUME 4 - ELECTROFORMING Leveraging the Precision of over Alternative Processes When Developing Nano-scale Structures Electrical and mechanical component and subsystem designers generally have five techniques
CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625
 23 CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625 2.1 INTRODUCTION Inconel 625 and 718 super alloys are extremely versatile austenitic nickel based super alloys with excellent
23 CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625 2.1 INTRODUCTION Inconel 625 and 718 super alloys are extremely versatile austenitic nickel based super alloys with excellent
REVIEW ON IMPORTANCE OF ELECTRODES IN ELECTRICAL DISCHARGE MACHINING PROCESS
 REVIEW ON IMPORTANCE OF ELECTRODES IN ELECTRICAL DISCHARGE MACHINING PROCESS 1 1 Research Scholar, patel.nayan8888@gmail.com Mechanical, Sardar Vallabhbhai Patel Institute of Technology, Vasad, Gujarat,
REVIEW ON IMPORTANCE OF ELECTRODES IN ELECTRICAL DISCHARGE MACHINING PROCESS 1 1 Research Scholar, patel.nayan8888@gmail.com Mechanical, Sardar Vallabhbhai Patel Institute of Technology, Vasad, Gujarat,
Manufacturing Processes II Prof. S. Paul Department of Mechanical Engineering Indian Institute of Technology, Kharagpur
 Manufacturing Processes II Prof. S. Paul Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture No.38 Electrochemical Machining Good Morning! Welcome to the class on Manufacturing
Manufacturing Processes II Prof. S. Paul Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture No.38 Electrochemical Machining Good Morning! Welcome to the class on Manufacturing
Chapter 3: Powders Production and Characterization
 Chapter 3: Powders Production and Characterization Course Objective... To introduce selective powder production processes and characterization methods. This course will help you : To understand properties
Chapter 3: Powders Production and Characterization Course Objective... To introduce selective powder production processes and characterization methods. This course will help you : To understand properties
International Journal of Scientific & Engineering Research, Volume 6, Issue 5, May-2015 ISSN
 36 COMPARISION OF THE MACHINING CHARACTERISTICS ON ELECTRICAL DISCHARGE MACHINING BETWEEN TUNGSTEN CARBIDE AND AISI H13 Shruti saxena Email id.. shruti11mec@gmail.com ABSTRACT Electrical Discharge Machining
36 COMPARISION OF THE MACHINING CHARACTERISTICS ON ELECTRICAL DISCHARGE MACHINING BETWEEN TUNGSTEN CARBIDE AND AISI H13 Shruti saxena Email id.. shruti11mec@gmail.com ABSTRACT Electrical Discharge Machining
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
Macro Scale Arrayed Structure Fabrication using Reverse EDM
 Macro Scale Arrayed Structure Fabrication using Reverse EDM B. Nikam 1*, S. Mawal 1, K. Patil 2, A. Mirgale 2, R. Pawade 3 1 PG Student, 2 UG Student, 3 Associate Professor 1,2,3 Dr. Babasaheb Ambedkar
Macro Scale Arrayed Structure Fabrication using Reverse EDM B. Nikam 1*, S. Mawal 1, K. Patil 2, A. Mirgale 2, R. Pawade 3 1 PG Student, 2 UG Student, 3 Associate Professor 1,2,3 Dr. Babasaheb Ambedkar
CUTTING TOOL TECHNOLOGY
 CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
OPTIMAL SELECTION OF PROCESS PARAMETERS OF ULTRASONIC MACHINING (USM) SYSTEM
 SYSTEM") OPTIMAL SELECTION OF PROCESS PARAMETERS OF ULTRASONIC MACHINING (USM) SYSTEM BY H. L A L C H H U A N V E L A B.E. (Mech), MNNIT, Allahabad (Formerly M.N.R.E.C., Allahabad), 1987; M.Tech. (Mech), IT-BHU,
OPTIMAL SELECTION OF PROCESS PARAMETERS OF ULTRASONIC MACHINING (USM) SYSTEM BY H. L A L C H H U A N V E L A B.E. (Mech), MNNIT, Allahabad (Formerly M.N.R.E.C., Allahabad), 1987; M.Tech. (Mech), IT-BHU,
Ultrasonic Micromachining in the fabrication of MEMS Micro-sensors
 Ultrasonic Micromachining in the fabrication of MEMS Micro-sensors Jamil Akhtar Professor AcSIR New Delhi Chief Scientist & Head, CSIR-CEERI, Pilani, INDIA CEERI, Pilani A constituent laboratory of CSIR,
Ultrasonic Micromachining in the fabrication of MEMS Micro-sensors Jamil Akhtar Professor AcSIR New Delhi Chief Scientist & Head, CSIR-CEERI, Pilani, INDIA CEERI, Pilani A constituent laboratory of CSIR,
Review Paper Current Research Trends in Electrical Discharge Machining: A Review
 Research Journal of Engineering Sciences ISSN 2278 9472 Review Paper Current Research Trends in Electrical Discharge Machining: A Review Kumar Sandeep Dept. of Mechanical Engineering, University Institute
Research Journal of Engineering Sciences ISSN 2278 9472 Review Paper Current Research Trends in Electrical Discharge Machining: A Review Kumar Sandeep Dept. of Mechanical Engineering, University Institute
Enhancement of Machining Performance during Electrical Discharge Machining of Stainless Steel with Carbon Nanotube Powder Added Dielectric Fluid
 Enhancement of Machining Performance during Electrical Discharge Machining of Stainless Steel with Carbon Nanotube Powder Added Dielectric Fluid Ahsan Ali Khan Professor, Department of Manufacturing and
Enhancement of Machining Performance during Electrical Discharge Machining of Stainless Steel with Carbon Nanotube Powder Added Dielectric Fluid Ahsan Ali Khan Professor, Department of Manufacturing and
Polycrystalline cubic boron nitride blanks and cut shapes for milling and turning tools. TOOLMAKER SOLUTIONS BZN Compacts Tool Blanks and Inserts
 Polycrystalline cubic boron nitride blanks and cut shapes for milling and turning tools TOOLMAKER SOLUTIONS BZN Compacts Tool Blanks and Inserts BZN COMPACTS TOOL BLANKS AND INSERTS Hyperion manufactures
Polycrystalline cubic boron nitride blanks and cut shapes for milling and turning tools TOOLMAKER SOLUTIONS BZN Compacts Tool Blanks and Inserts BZN COMPACTS TOOL BLANKS AND INSERTS Hyperion manufactures
Experimental investigation and thermal modeling on electro discharge drilling of PCD
 University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Mechanical (and Materials) Engineering -- Dissertations, Theses, and Student Research Mechanical & Materials Engineering,
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Mechanical (and Materials) Engineering -- Dissertations, Theses, and Student Research Mechanical & Materials Engineering,
SURFACE MODIFICATION OF TITANIUM ALLOY THROUGH ELECTRICAL DISCHARGE MACHINING (EDM)
") International Journal of Mechanical and Materials Engineering (IJMME), Vol.6 (2011), No.3, 380-384 SURFACE MODIFICATION OF TITANIUM ALLOY THROUGH ELECTRICAL DISCHARGE MACHINING (EDM) M.B. Ndaliman, A.A.
International Journal of Mechanical and Materials Engineering (IJMME), Vol.6 (2011), No.3, 380-384 SURFACE MODIFICATION OF TITANIUM ALLOY THROUGH ELECTRICAL DISCHARGE MACHINING (EDM) M.B. Ndaliman, A.A.
Review of Micro-Machining of Hard Materials
 Review of Micro-Machining of Hard Materials Abstract K. P. Rajurkar, L. Gu and F. Nourbakhsh University of Nebraska-Lincoln, USA Ultrasonic machining (USM) provides one of the alternatives or sometimes
Review of Micro-Machining of Hard Materials Abstract K. P. Rajurkar, L. Gu and F. Nourbakhsh University of Nebraska-Lincoln, USA Ultrasonic machining (USM) provides one of the alternatives or sometimes
EXPERIMENTALLY INVESTIGATION THE MATERIAL REMOVAL RATE IN POWDER MIXED ELECTRIC DISCHARGE MACHINING PROCESS ON HIGH SPEED STEEL
 Journal Homepage: EXPERIMENTALLY INVESTIGATION THE MATERIAL REMOVAL RATE IN POWDER MIXED ELECTRIC DISCHARGE MACHINING PROCESS ON HIGH SPEED STEEL NAVDEEP AGGARWAL PUNJAB COLLEGE OF ENGINEERING & TECHNOLOGY,
Journal Homepage: EXPERIMENTALLY INVESTIGATION THE MATERIAL REMOVAL RATE IN POWDER MIXED ELECTRIC DISCHARGE MACHINING PROCESS ON HIGH SPEED STEEL NAVDEEP AGGARWAL PUNJAB COLLEGE OF ENGINEERING & TECHNOLOGY,
* Abstract
 5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India Parametric Analysis of Electrochemical
5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India Parametric Analysis of Electrochemical
MICROULTRASONIC MACHINING USING MULTITOOLS
 MICROULTRASONIC MACHINING USING MULTITOOLS EGASHIRA Kai, TANIGUCHI Tomoya, TSUCHIYA Hachiro and MIYAZAKI Makoto Kyoto Institute of Technology, Kyoto 606-8585, Japan Abstract Multitools have been fabricated
MICROULTRASONIC MACHINING USING MULTITOOLS EGASHIRA Kai, TANIGUCHI Tomoya, TSUCHIYA Hachiro and MIYAZAKI Makoto Kyoto Institute of Technology, Kyoto 606-8585, Japan Abstract Multitools have been fabricated
THE EXPERIMENTAL RESEARCH OF ELECTRODISCHARGE DRILLING OF X5CrNi18 10 STAINLESS STEEL
 MultiScience - XXX. microcad International Multidisciplinary Scientific Conference University of Miskolc, Hungary, 21-22 April 2016, ISBN 978-963-358-113-1 THE EXPERIMENTAL RESEARCH OF ELECTRODISCHARGE
MultiScience - XXX. microcad International Multidisciplinary Scientific Conference University of Miskolc, Hungary, 21-22 April 2016, ISBN 978-963-358-113-1 THE EXPERIMENTAL RESEARCH OF ELECTRODISCHARGE
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
Chapter 14: Metal-Forging Processes and Equipments
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
1. METALS 2. FERRIC METALS 3. NON-FERRIC METALS 4. WORKING WITH METALS 5. METAL FORMING TECHNIQUES 6. ENVIRONMENTAL IMPACT OF METAL EXTRACTION
 METALS: 1. METALS 2. FERRIC METALS 3. NON-FERRIC METALS 4. WORKING WITH METALS 5. METAL FORMING TECHNIQUES 6. ENVIRONMENTAL IMPACT OF METAL EXTRACTION 1. METALS: Metals are chemical elements found in nature
METALS: 1. METALS 2. FERRIC METALS 3. NON-FERRIC METALS 4. WORKING WITH METALS 5. METAL FORMING TECHNIQUES 6. ENVIRONMENTAL IMPACT OF METAL EXTRACTION 1. METALS: Metals are chemical elements found in nature
Mold Design. Note. 13. Mold Manufacturing Techniques. Bong-Kee Lee School of Mechanical Engineering Chonnam National University.
 13. Mold Bong-Kee Lee Chonnam National University Note material removing methods machining electrical discharge machining (EDM) electro chemical machining (ECM) electro chemical and chemical etchings laser
13. Mold Bong-Kee Lee Chonnam National University Note material removing methods machining electrical discharge machining (EDM) electro chemical machining (ECM) electro chemical and chemical etchings laser
Intergranular Corrosion (IGC)
") Intergranular Corrosion (IGC) Microstructure of metals and alloys is made up of grains (separated by grain boundaries) Intergranular corrosion is a localized attack along the grain boundaries, or immediately
Intergranular Corrosion (IGC) Microstructure of metals and alloys is made up of grains (separated by grain boundaries) Intergranular corrosion is a localized attack along the grain boundaries, or immediately
E-Journal Mathematical Modeling and Computer Simulation
 SURFACE MODIFFICATION OF TOOL STEELS BY ELECTRICAL DISCHARGE TREATMENT IN ELECTROLYTE Veselin Paunov Department of Physical Metallurgy and Heat Aggregates, University of Chemical Technology and Metallurgy,
SURFACE MODIFFICATION OF TOOL STEELS BY ELECTRICAL DISCHARGE TREATMENT IN ELECTROLYTE Veselin Paunov Department of Physical Metallurgy and Heat Aggregates, University of Chemical Technology and Metallurgy,
International Journal of Scientific & Engineering Research, Volume 6, Issue 5, May-2015 ISSN
 183 Controlled Depth Milling of Ti-6Al-4V Alloy using Non-spherical (Triangular & Trapezoidal ) Sharp edge shape ceramics abrasive particle in Abrasive Water Jet Machining Er. Guru Sewak Kesharwani M.
183 Controlled Depth Milling of Ti-6Al-4V Alloy using Non-spherical (Triangular & Trapezoidal ) Sharp edge shape ceramics abrasive particle in Abrasive Water Jet Machining Er. Guru Sewak Kesharwani M.
Review of effect of input parameters on output parameters of electrical discharge machining
 e- ISSN: 2348-6848, p- ISSN: 2348-795X Volume 2, Issue 06, June 2015 Review of effect of input parameters on output parameters of electrical discharge machining Hira Singh Assistant Professor in Mechanical
e- ISSN: 2348-6848, p- ISSN: 2348-795X Volume 2, Issue 06, June 2015 Review of effect of input parameters on output parameters of electrical discharge machining Hira Singh Assistant Professor in Mechanical
STATISTICAL PARAMETRIC STUDY OF ABRASIVE JET MACHINING
 STATISTICAL PARAMETRIC STUDY OF ABRASIVE JET MACHINING 1 Ramesh Chandra Panda, 2 Gurprit Singh, 3 Mr. Kamlesh Kumar Singh, 4 Rajesh Kumar 1 Assistant Professor, 2 Assistant Professor, 3 Assistant Professor,
STATISTICAL PARAMETRIC STUDY OF ABRASIVE JET MACHINING 1 Ramesh Chandra Panda, 2 Gurprit Singh, 3 Mr. Kamlesh Kumar Singh, 4 Rajesh Kumar 1 Assistant Professor, 2 Assistant Professor, 3 Assistant Professor,
Manufacturing Processes 1 (MDP 114)
") Manufacturing Processes 1 (MDP 114) First Year, Mechanical Engineering Dept., Faculty of Engineering, Fayoum University Dr. Ahmed Salah Abou Taleb 1 Cutting-Tool Materials and Cutting Fluids 2 Fracture
Manufacturing Processes 1 (MDP 114) First Year, Mechanical Engineering Dept., Faculty of Engineering, Fayoum University Dr. Ahmed Salah Abou Taleb 1 Cutting-Tool Materials and Cutting Fluids 2 Fracture
1 Cutting Tool Materials of common use
 1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development of cutting tool materials.
1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development of cutting tool materials.
CHAPTER 8 CONCLUSIONS AND RECOMMENDATIONS
 CHAPTER 8 CONCLUSIONS AND RECOMMENDATIONS 8.1 CONCLUSIONS In this investigation, modelling of some of the most important technological parameters is proposed for rotary electrical discharge machining process.
CHAPTER 8 CONCLUSIONS AND RECOMMENDATIONS 8.1 CONCLUSIONS In this investigation, modelling of some of the most important technological parameters is proposed for rotary electrical discharge machining process.
ALUMEC. High strength aluminium
 High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Experimental Study of Machining Characteristics of C 45 Steel using Electro Discharge Machining
 International Journal of Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Experimental
International Journal of Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Experimental
Polycrystalline diamond blanks and cut shapes for inserts and round tools. TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts
 Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERINGS Hyperion offers a vast selection of superior
Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERINGS Hyperion offers a vast selection of superior
Chapter 8. Material-Removal
 4 4 6. 3 0 5 A M A N U F A C T U R I N G P R O C E S S E S Chapter 8. Material-Removal Processes: Cutting Sung-Hoon Ahn School of Mechanical and Aerospace Engineering Seoul National University Machining
4 4 6. 3 0 5 A M A N U F A C T U R I N G P R O C E S S E S Chapter 8. Material-Removal Processes: Cutting Sung-Hoon Ahn School of Mechanical and Aerospace Engineering Seoul National University Machining
NONTRADITIONAL MANUFACTURING PROCESSES
 NONTRADITIONAL MANUFACTURING PROCESSES Lasers & Laser Beam Machining Basic NTM Process Groups: * Thermal NTM Processes - Laser Beam Machining (LBM) - Electron Beam Machining (EBM) - Plasma Arc Machining
NONTRADITIONAL MANUFACTURING PROCESSES Lasers & Laser Beam Machining Basic NTM Process Groups: * Thermal NTM Processes - Laser Beam Machining (LBM) - Electron Beam Machining (EBM) - Plasma Arc Machining
Manufacturing Process II. Forging
 Manufacturing Process II Forging Introduction Forging is a deformation process in which the work is compressed between two dies, using either impact or gradual pressure to form the part. It is the oldest
Manufacturing Process II Forging Introduction Forging is a deformation process in which the work is compressed between two dies, using either impact or gradual pressure to form the part. It is the oldest
Research Article Experimental Study of the Ultrasonic Vibration-Assisted Abrasive Waterjet Micromachining the Quartz Glass
 Materials Science and Engineering, Article ID 894234, 9 pages https://doi.org/1.1155/218/894234 Research Article Experimental Study of the Ultrasonic Vibration-Assisted Abrasive Waterjet Micromachining
Materials Science and Engineering, Article ID 894234, 9 pages https://doi.org/1.1155/218/894234 Research Article Experimental Study of the Ultrasonic Vibration-Assisted Abrasive Waterjet Micromachining
ME -215 ENGINEERING MATERIALS AND PROCESES
 ME -215 ENGINEERING MATERIALS AND PROCESES Instructor: Office: MEC325, Tel.: 973-642-7455 E-mail: samardzi@njit.edu PROPERTIES OF MATERIALS Chapter 3 Materials Properties STRUCTURE PERFORMANCE PROCESSING
ME -215 ENGINEERING MATERIALS AND PROCESES Instructor: Office: MEC325, Tel.: 973-642-7455 E-mail: samardzi@njit.edu PROPERTIES OF MATERIALS Chapter 3 Materials Properties STRUCTURE PERFORMANCE PROCESSING
Praxair and TAFA Arc Spray Bond Wire79B
 File: Issue: Supercedes: 1.9.1.2-79B I11229 I10816 Praxair and TAFA Arc Spray Bond Wire79B Material Review: 79B wire, a unique nickel-aluminum alloy for use in arc spray systems, is available from Praxair
File: Issue: Supercedes: 1.9.1.2-79B I11229 I10816 Praxair and TAFA Arc Spray Bond Wire79B Material Review: 79B wire, a unique nickel-aluminum alloy for use in arc spray systems, is available from Praxair
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization
 Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Fabrication of Al/SiC Metal Matrix Composite by Stir Casting and Machinability Study by Micro-Drilling
 Fabrication of Al/SiC Metal Matrix Composite by Stir Casting and Machinability Study by Micro-Drilling Kannan Santhosh 1, Ligin Jacob Abraham 2, Midhun K Panicker 3, Sahil M Thampi 4 1,2,3,4 Bachelor of
Fabrication of Al/SiC Metal Matrix Composite by Stir Casting and Machinability Study by Micro-Drilling Kannan Santhosh 1, Ligin Jacob Abraham 2, Midhun K Panicker 3, Sahil M Thampi 4 1,2,3,4 Bachelor of
Studies on electric-discharge machining of non-contact seal face grooves
 Journal of Materials Processing Technology 14 (23) 363 367 Studies on electric-discharge machining of non-contact seal face grooves S.L. Chen, Q.C. Hsu Department of Mechanical Engineering, National Kaohsiung
Journal of Materials Processing Technology 14 (23) 363 367 Studies on electric-discharge machining of non-contact seal face grooves S.L. Chen, Q.C. Hsu Department of Mechanical Engineering, National Kaohsiung
Electric Discharge Machining : Modelling and Current Advanced Developments in Aerospace
 IJIRST International Journal for Innovative Research in Science & Technology Volume 2 Issue 05 October 2015 ISSN (online): 2349-6010 Electric Discharge Machining : Modelling and Current Advanced Developments
IJIRST International Journal for Innovative Research in Science & Technology Volume 2 Issue 05 October 2015 ISSN (online): 2349-6010 Electric Discharge Machining : Modelling and Current Advanced Developments
Investigation of Optimum Process Parameters Using Genetic Algorithm Based Neural Networks during EDM of 64WC-9Co
 International Journal of Engineering Research and Technology. ISSN 0974-3154 Volume 6, Number 5 (2013), pp. 701-708 International Research Publication House http://www.irphouse.com Investigation of Optimum
International Journal of Engineering Research and Technology. ISSN 0974-3154 Volume 6, Number 5 (2013), pp. 701-708 International Research Publication House http://www.irphouse.com Investigation of Optimum
BZN COMPACTS TOOL BLANKS AND INSERTS
 BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous materials. The
BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous materials. The
SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS
 SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous
SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous