IsoForm - The New Isolated Tool Concept
|
|
|
- Melvyn Sparks
- 6 years ago
- Views:
Transcription
1

2 Fascination Mould Design a new concept for a good future in mould design. IsoForm - The New Isolated Tool Concept for thermoplastic elastomers, thermosets, elastomers and diecasting Fig. 2 Fig. 1 Fig. 3 What are the potentials for product developers, mould designers and injection moulders in order to improve their position on the market? The end-customer is looking for a low-cost injection moulded part that is both technically and visually perfect. Choosing the cheapest offer for the tool not taking into account follow-up costs is no sustainable perspective when the overall costs are considered on a long-term basis. As a result of this short-sighted course of action a considerable demand for tool replacements becomes apparent as saving costs when developing the tool does not pay off! The financial damage for the company as well as for the entire economy is substantial. A holistic approach is urgently needed here! The new isolated tool concept IsoForm forms the basis for a holistic approach including the subsequent advantages for efficiency with regard to costs, time, quality and energy requirements. Konstruktionsbüro Hein GmbH developed the concept and the corresponding standard elements are distributed by the project partner Nonnenmann GmbH. Additional co-operation partners that are currently contributing to the implementation of the concept include BARLOG plastics GmbH, Durotherm Maschinen und Anlagen Vertriebs GmbH, Günther Heisskanaltechnik GmbH, Ingenieurbüro Friedhelm Begemann, Kunststoff Fröhlich GmbH, NovoPlan GmbH, Single Temperiertechnik GmbH, Stemke Kunststofftechnik GmbH, STM Stahl- Vertriebs-GmbH and Teegen Werkzeugbau. As the concept is open for any application we are happy to welcome additional companies to join the innovative circle.
 it can thus become necessary to invest a little more cost and time into product development always depending on the kind of task.")
3 Record project costs on a long-term basis (here: plastic injection moulding) Long-term recording of the entire project costs frequently discovers a considerable potential for savings. In order to save inevitable follow-up costs (see fig. 4) it can thus become necessary to invest a little more cost and time into product development always depending on the kind of task. Comparing project costs Fig. 4 Efficiency starts with product development (here: plastic injection moulding) The required consistent and qualified approach already begins with the product development of the plastic part by including an application-oriented injection moulding simulation that takes into account the projected temperature regulation of the tool (fig. 5) and contains a demonstration of distortions. Subsequently, the design is optimised on the basis of the simulation results and, if necessary, of the additional FEM analysis. This approach ensures the best possible result regarding the geometry of the part. A first tool concept including separations of the part and the resulting draft angles is compiled at an early stage. Now, the part design can be finalised with mean tolerances. Thus, the design dataset can remain the same until the final inspection of the manufactured part. Using the result from a second simulation, maybe even that of a simulated negative correction, or including a determined allowance for components reinforced with glass fibres, the tool design can be started. At this point, all parameters regarding feeding, temperature regulation and separations are already available and you can proceed very quickly. Fig. 5 We recommend the approach described above for the implementation of the tool concept in order to be able to use all the advantages the IsoForm concept has to offer. Konstruktionsbüro Hein GmbH provides these services separately or as a complete service.





4 IsoForm the individual program for standard elements The individual concept for standard elements is distributed by the project partner Nonnenmann GmbH. In order to define the necessary standard element an internet tool has been developed which allows the design engineer to predefine the standard element. Questions and their corresponding answers regarding number of cavities, required materials, part size etc. form the basis for the standard element which is then compiled and displayed by the tool. The user can then verify the dimensioning and modify it, if required, e. g. in order to include more space for a slide. Subsequently, the file can be uploaded to the user s CAD system where the geometry automatically establishes itself using control keys and including your CAD system s history. Konstruktionsbüro Hein is your qualified service provider for special solutions and consultant for all IsoForm applications. Isolated mould inserts open up new opportunities for temperature regulation Up to now, the temperature of the entire tool was regulated in order that a consistent temperature level of the entire tool could be obtained. The protected tool concept IsoForm by Konstruktionsbüro Hein only regulates the temperature of the mould inserts and of other components forming the contour of the tool which are isolated from the surrounding tool. Any temperature regulation from conventional up to cycle-dependent methods can be conveniently and individually used here. Fig. 7 Fig. 6 The mould inserts are circumferentially isolated using air and centred using key and slot joints (arrow, fig. 6) made from steel or ceramics. The insert s multi-plate (arrow, fig. 7) below the insert is isolated and serves for supplying the temperature regulation medium as well as for the support of pins and cores. The mould inserts as well as the mould support are isolated from the surrounding tool by means of a high-strength thermal insulation plate. IsoForm tools can be compiled most diversely. For example, standard elements with only one insert are available as well as those with slide(s) or an integrated hotrunner (fig. 8 and fig. 9). Fig. 8 Fig. 9


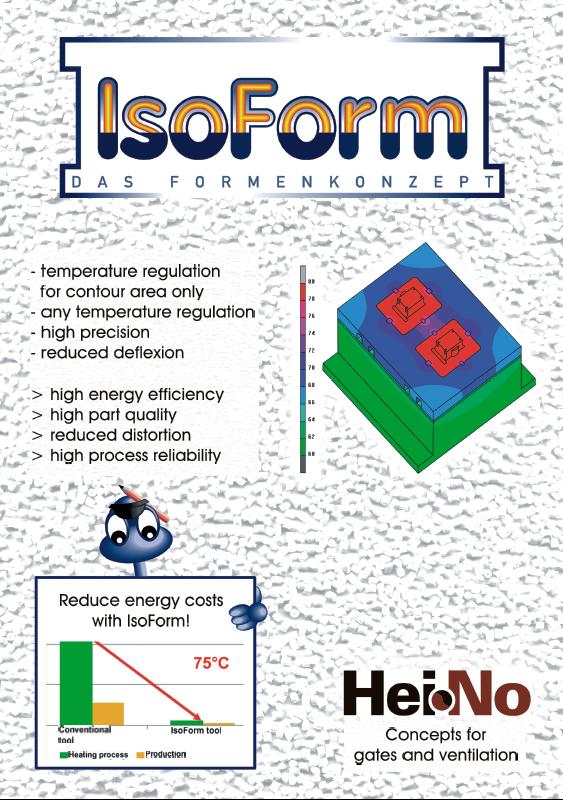
5 Initiate the process considerably faster while needing a lot less energy The application shown here not only demonstrates that the process temperature is reached at only a fraction of the energy needed without IsoForm1 but also that it is already reached after 9 min. instead of 30 min. using a conventional tool. Comparing the demand of heating energy for 75 C and 160 C: IsoForm tools need up to 95 % less energy for heating for the present application compared to conventional tools. Fig. 10: Picture by Single / Durotherm for W2 IsoForm1 High precision due to consistent hub-centring of all inserts, mould plates and mould halves against each other The individual concept for standard elements that goes with the tool concept IsoForm renders the most diverse constellations possible: from one cavity in an isolated mould insert to many small cavities in one or numerous mould inserts. With large parts it often happens that only the mould core side is incorporated into an isolated insert and that on the cavity side the entire mould plate without insert is isolated. Fig. 11 The applicability might be individual: However, the thermal isolation from the surrounding tool and the consistent hubcentring (fig. 6) remain unaffected. This allows for the feed temperature of the mould core to be lower than that of the cavity. Considering the speed with which the part shrinks onto the core it is conceivable that the cavity contributes very little to the energy transition from the injected plastic mass. An adapted temperature regulation is therefore even more necessary as well as a temperature of the mould surface according to the prerequisites given by the material supplier. Different thermal expansion that might occur can mostly be compensated thanks to the hub-centring (fig. 11) of all components.


6 High lifetime and low deflexion due to an adequate system of ejection plates The form of the ejection plates is due to functional aspects and only allows for low distances between the resulting supports in the supporting ejection box. Anxiety columns, that are frequently used, are no longer necessary provided that the dimensions of the intermediate plate were calculated accordingly. The innovative design of the ejection frame results in a maximum support of the mould plate and thus reduces all deflexion. An unwanted deflexion resulting in flash formation in the tool is therefore history. Fig. 12 Multiple use of the principal mould unit at a high precision Certainly, multiple use also offers an interesting perspective for the current trend for a large variety of models at small quantities. Fig. 13 Fig. 14 For multiple use, the IsoForm program offers variations of standard elements where the inserts can be exchanged from the separation level. These inserts both benefit from the precise centring and can be changed simply and quickly.
, an appropriate gate system was established.")








7 HeiNo Gate System For the cold runner range (thermoplastic elastomers) and other applications (thermosets / elastomers), an appropriate gate system was established. Here, you see a version of the distributor insert within the mould plate. The insert comes in different sizes and designs. It does without the central retaining undercut, uses two non-centred undercuts instead and already provides for a mandatory dead runner for the cold slug. Additionally, a special gate insert with tunnel connection was designed. Fig. 16 This has been optimised rheologically and combines the dead end recess with a smooth transition to an almost circular connection to the part. Due to the special contour of the Fig. 15 transition there are no sharp edges transversely to the flow direction. This allows for the lowest possible shear rate within the plastic material provided that the correct gate diameter is maintained (table). For materials that need shearing, other geometries were included into the "HeiNo range of products. In combination with high abrasion-resistant steels, we also offer lowwear solutions for materials reinforced by more than 50 % glass fibres. The entire tunnel gate program is also available as electrode versions. from Nonnenmann. Additional solutions include screwing, clamping and / or regulation of the temperature of gate inserts. HeiNo Ventilation Comprehensive ventilation of the mould in and around the cavity is for example made possible by HeiNo insert and ejector ventilation using groove and chamfer for ventilation or by HeiNo ventilation inserts. Fig. 17 Fig. 18 Fig. 19



8 Fascination Mould Design a new concept for a good future in mould design. IsoForm - The New Isolated Tool Concept for thermoplastic elastomers, thermosets, elastomers and diecasting Isolated mould inserts reduce the costs and efforts for temperature regulation, improve the energy-efficiency considerably and allow for initiating the injection moulding process quickly. A consistent hub-centring of all inserts, mould plates and mould halves against each other ensures high precision. The innovative design of the ejection frame results in a maximum support of the mould plate and thus reduces deflexion. The gate system optimises shearing during the filling phase which makes optimum surfaces at low distortion possible. Reduce mistakes and produce even more cost-efficiently in the future Using the IsoForm tool concept by Konstruktionsbüro Hein GmbH combined with injection moulding simulation and appropriate sensors within the tool for adjusting the injection moulding process sets a standard that eliminates almost all sources of error. Energy and time are important and sustainable factors for calculating injection moulding tools, pressure moulding tools, die-casting tools and rubber moulds. The new tool concept therefore definitely is an excellent investment for the future. Konstruktionsbüro Hein GmbH Konstruktionsbüro Hein GmbH Rudolf Hein; Henrik Bertel +49 (0) info@kb-hein.de Nonnenmann GmbH Karl Nachtrieb +49 (0) karl.nachtrieb@nonnenmann-gmbh.de Supported by the German Federal Ministry of Economics and Technology based on a decision by the German Federal Parliament
Product information. Hotrunner solutions for applications in the medical industry
 Product information Hotrunner solutions for applications in the medical industry Hotrunner systems for the medical industrysolutions for a growing market The production of injection-moulded thermoplastic
Product information Hotrunner solutions for applications in the medical industry Hotrunner systems for the medical industrysolutions for a growing market The production of injection-moulded thermoplastic
Unit 156: Polymer Manufacturing Processes
 Unit 156: Polymer Manufacturing Processes Unit code J/615/3315 Unit level 4 Credit value 15 Aim This unit is designed to develop students knowledge and understanding of the main manufacturing processes
Unit 156: Polymer Manufacturing Processes Unit code J/615/3315 Unit level 4 Credit value 15 Aim This unit is designed to develop students knowledge and understanding of the main manufacturing processes
NovoPlan. The Coating Experts. PlanoTek Functional layers. Quality. Perfection. Expertise. Consulting
 The Coating Experts NovoPlan Quality Perfection Expertise Consulting PlanoTek Functional layers for plastics processors, injection moulders, tool and mould makers and mechanical engineers PlanoTek The
The Coating Experts NovoPlan Quality Perfection Expertise Consulting PlanoTek Functional layers for plastics processors, injection moulders, tool and mould makers and mechanical engineers PlanoTek The
KASO PLASTICS MOLD BUILD STANDARDS
 KASO PLASTICS MOLD BUILD STANDARDS KASO Plastics Incorporated 5720-C N.E.121 st Ave Suite 110 Vancouver, WA 98682 MARCH 31, 2017 APPROVED BY: UNCONTROLLED COPY GENERAL OVERVIEW This guideline is provided
KASO PLASTICS MOLD BUILD STANDARDS KASO Plastics Incorporated 5720-C N.E.121 st Ave Suite 110 Vancouver, WA 98682 MARCH 31, 2017 APPROVED BY: UNCONTROLLED COPY GENERAL OVERVIEW This guideline is provided
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY
 PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL
 TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL Product description Grivory GV-5H natural is a 50% glass-fibre reinforced engineering thermoplastic material based on a combination of semicrystalline Polyamide
TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL Product description Grivory GV-5H natural is a 50% glass-fibre reinforced engineering thermoplastic material based on a combination of semicrystalline Polyamide
Concept Laser Industry Specific Solutions
 Concept Laser Industry Specific Solutions Mould Advantages of the LaserCUSING process Front End Software/ - interfaces Machine Solutions Materials Technologies QM system Post treatment Case studies Seite
Concept Laser Industry Specific Solutions Mould Advantages of the LaserCUSING process Front End Software/ - interfaces Machine Solutions Materials Technologies QM system Post treatment Case studies Seite
TECHNICAL DATA SHEET GRILON AG-35
 TECHNICAL DATA SHEET GRILON AG-35 Grilon AG-35 is a heat stabilised, normal viscosity PA 66 injection moulding grade with 35% glass fibres. High stiffness High tensile strength High heat distortion temperature
TECHNICAL DATA SHEET GRILON AG-35 Grilon AG-35 is a heat stabilised, normal viscosity PA 66 injection moulding grade with 35% glass fibres. High stiffness High tensile strength High heat distortion temperature
SPTech. Elizabethtown NC. Version 1-7/13/2016
 Tooling Requirements For New Tools SPTech Elizabethtown NC Version 1-7/13/2016 1 Table of Contents Page # A. Introduction... 1 B. Considerations... 1 C. Mold Classification Guidelines... 2 D. Mold Buyers
Tooling Requirements For New Tools SPTech Elizabethtown NC Version 1-7/13/2016 1 Table of Contents Page # A. Introduction... 1 B. Considerations... 1 C. Mold Classification Guidelines... 2 D. Mold Buyers
automotive, medical device and so on. well known for Hasco and Meusburge standards. Project details as below : French Plastic
 French Plastic injection moulder in China, Please French invested mold maker with Chinese joint venture manufacture for electronics, electrical, home appliance, LED lighting, automotive, medical device
French Plastic injection moulder in China, Please French invested mold maker with Chinese joint venture manufacture for electronics, electrical, home appliance, LED lighting, automotive, medical device
TECHNICAL DATA SHEET GRILON AG-30 H
 TECHNICAL DATA SHEET GRILON AG-30 H BLACK 9836 Product description Grilon AG-30 H black 9836 is a normal viscosity, specially heat stabilised PA 66 injection moulding grade with 30% glass fibres. Grilon
TECHNICAL DATA SHEET GRILON AG-30 H BLACK 9836 Product description Grilon AG-30 H black 9836 is a normal viscosity, specially heat stabilised PA 66 injection moulding grade with 30% glass fibres. Grilon
SME 2713 Processing of Polymers - 2
 SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL
 TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
HIGH DENSITY FORMULATIONS PROCESSING GUIDE
 Gravi-Tech HIGH DENSITY FORMULATIONS PROCESSING GUIDE GRAVI-TECH Density Modified Formulations Gravi-Tech polymer-metal composites are high-density materials developed as thermoplasticbased alternatives
Gravi-Tech HIGH DENSITY FORMULATIONS PROCESSING GUIDE GRAVI-TECH Density Modified Formulations Gravi-Tech polymer-metal composites are high-density materials developed as thermoplasticbased alternatives
Review of Manufacturing Processes
 Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
A wide range of cold-formable steel grades and aluminium alloys are used as wire materials within a diameter range from 5 mm to 34 mm.
 Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Available online at ScienceDirect. Procedia Manufacturing 2 (2015 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 2 (2015 ) 246 250 2nd International Materials, Industrial, and Manufacturing Engineering Conference, MIMEC2015, 4-6 February
Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 2 (2015 ) 246 250 2nd International Materials, Industrial, and Manufacturing Engineering Conference, MIMEC2015, 4-6 February
3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella
 3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella Content PIMT what is it good for? PIMT- Best fit PIMT Growth engine - Wins Available resources for success Injected Parts
3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella Content PIMT what is it good for? PIMT- Best fit PIMT Growth engine - Wins Available resources for success Injected Parts
The Tool Hub OUR PROCESSES
 O The Tool Hub OUR PROCESSES V5 OUR PEOPLE The most important factor in delivering a world class toolmaking to our customers is unequivocally the quality of our staff. Although we re proud of our products,
O The Tool Hub OUR PROCESSES V5 OUR PEOPLE The most important factor in delivering a world class toolmaking to our customers is unequivocally the quality of our staff. Although we re proud of our products,
Processing Guide CONTENTS
 CONTENTS INTRODUCTION SAFETEY GUIDELINES EQUIPMENT PROCESSING o INJECTION MOLDING GENERAL CONDITIONS START UP MOLD FILLING DRYING REGRIND SHRINKAGE o DESIGN RUNNERS AND GATES VENTING MOLD SURFACES EJECTION
CONTENTS INTRODUCTION SAFETEY GUIDELINES EQUIPMENT PROCESSING o INJECTION MOLDING GENERAL CONDITIONS START UP MOLD FILLING DRYING REGRIND SHRINKAGE o DESIGN RUNNERS AND GATES VENTING MOLD SURFACES EJECTION
TECHNICAL DATA SHEET GRILAMID LV-3H
 TECHNICAL DATA SHEET GRILAMID LV-3H Product description Grilamid LV-3H is a 30% glass fibre reinforced, heat stabilised polyamide 12 injection moulding grade with the following product profile Good chemical
TECHNICAL DATA SHEET GRILAMID LV-3H Product description Grilamid LV-3H is a 30% glass fibre reinforced, heat stabilised polyamide 12 injection moulding grade with the following product profile Good chemical
CHAPTER - 1 INTRODUCTION
 CHAPTER - 1 INTRODUCTION 1. 1.1 Polymer Matrix Composites Composite materials are formed by combining two or more materials that have different properties. The constituent materials work together to give
CHAPTER - 1 INTRODUCTION 1. 1.1 Polymer Matrix Composites Composite materials are formed by combining two or more materials that have different properties. The constituent materials work together to give
Stereolithography for Rapid Tooling for Injection Molding: The Effect of Cooling Channel Geometry
 Stereolithography for Rapid Tooling for Injection Molding: The Effect of Cooling Channel Geometry M. Janczyk, R. McLaughlin, R. Malloy, and S. McCarthy* Institute for Plastics Innovation, University of
Stereolithography for Rapid Tooling for Injection Molding: The Effect of Cooling Channel Geometry M. Janczyk, R. McLaughlin, R. Malloy, and S. McCarthy* Institute for Plastics Innovation, University of
Introduction: Standard Plastic Terminology Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists
 Preface p. xv Introduction: Standard Plastic Terminology p. xix Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists to Develop Product Requirements
Preface p. xv Introduction: Standard Plastic Terminology p. xix Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists to Develop Product Requirements
PET Preform Molds. German Technology
 PET Preform Molds German Technology Who We Are MHT Mold & Hotrunner Technology AG was established in 1996. Since then we have been supplying the global market with high performance PET molds and hotrunner
PET Preform Molds German Technology Who We Are MHT Mold & Hotrunner Technology AG was established in 1996. Since then we have been supplying the global market with high performance PET molds and hotrunner
Solidification Process(2) - Polymer Processing (Chapter 8, 12)
 - Polymer Processing (Chapter 8, 12)") Solidification Process(2) - Polymer Processing (Chapter 8, 12) Seok-min Kim smkim@cau.ac.kr Plastic Products Plastics can be shaped into a wide variety of products: Molded parts Extruded sections Films
Solidification Process(2) - Polymer Processing (Chapter 8, 12) Seok-min Kim smkim@cau.ac.kr Plastic Products Plastics can be shaped into a wide variety of products: Molded parts Extruded sections Films
3D PRINTED INJECTION MOLDS
 3D PRINTED INJECTION MOLDS CAN YOUR BUSINESS BENEFIT? NADAV SELLA 1 STRATASYS / COMPANY OVERVIEW WE ARE THE 3D PRINTING SOLUTIONS COMPANY 2 STRATASYS / COMPANY OVERVIEW FROM SYSTEMS TO SERVICE 3 STRATASYS
3D PRINTED INJECTION MOLDS CAN YOUR BUSINESS BENEFIT? NADAV SELLA 1 STRATASYS / COMPANY OVERVIEW WE ARE THE 3D PRINTING SOLUTIONS COMPANY 2 STRATASYS / COMPANY OVERVIEW FROM SYSTEMS TO SERVICE 3 STRATASYS
Upset forging of a circular disc in open die forging. Analysis involves cylindrical coordinates
 12 Upset forging of a circular disc in open die forging Analysis involves cylindrical coordinates The stresses acting on an elemental volume in a disc are: σ r = radial stress responsible for increase
12 Upset forging of a circular disc in open die forging Analysis involves cylindrical coordinates The stresses acting on an elemental volume in a disc are: σ r = radial stress responsible for increase
LIGHTWEIGHT CONSTRUCTION. Light work: using innovative processes to produce innovative products
 LIGHTWEIGHT CONSTRUCTION Light work: using innovative processes to produce innovative products PROBLEM SOLVERS Reducing costs, increasing efficiency and protecting resources. With innovative injection
LIGHTWEIGHT CONSTRUCTION Light work: using innovative processes to produce innovative products PROBLEM SOLVERS Reducing costs, increasing efficiency and protecting resources. With innovative injection
Thermal Compensation and Fuzzy Control for Developing a High-Precision Optical Lens Mold
 Journal of Mechanics Engineering and Automation 8 (2018) 189-197 doi: 10.17265/2159-5275/2018.05.001 D DAVID PUBLISHING Thermal Compensation and Fuzzy Control for Developing a High-Precision Optical Lens
Journal of Mechanics Engineering and Automation 8 (2018) 189-197 doi: 10.17265/2159-5275/2018.05.001 D DAVID PUBLISHING Thermal Compensation and Fuzzy Control for Developing a High-Precision Optical Lens
General remarks and instructions (READ THIS FIRST)
") Exam Ae2-600 Aerospace Materials and Manufacturing 2 Delft University of Technology January 28 2008, 9:00 12:00 General remarks and instructions (READ THIS FIRST) This is a closed book exam, so it is not
Exam Ae2-600 Aerospace Materials and Manufacturing 2 Delft University of Technology January 28 2008, 9:00 12:00 General remarks and instructions (READ THIS FIRST) This is a closed book exam, so it is not
TECHNICAL DATA SHEET GRILON TSG-30/4 V0
 TECHNICAL DATA SHEET GRILON TSG-30/4 V0 Product Description Grilon TSG-30/4 V0 is a heat stabilised, flameretardant, self-extinguishing engineering thermoplastic, reinforced with glass-fibre 30% (by weight)
TECHNICAL DATA SHEET GRILON TSG-30/4 V0 Product Description Grilon TSG-30/4 V0 is a heat stabilised, flameretardant, self-extinguishing engineering thermoplastic, reinforced with glass-fibre 30% (by weight)
Project Management Engineered Solutions & Services
 Project Management Engineered Solutions & Services molds & components runnerless solutions die sets surface finishing & coatings customized solutions www.dmeeu.com Engineered Solutions & Services A specially
Project Management Engineered Solutions & Services molds & components runnerless solutions die sets surface finishing & coatings customized solutions www.dmeeu.com Engineered Solutions & Services A specially
Compare with Rolling process which generally produces continuous plates, sheets, shapes
 1 One of oldest and most important metal working processes 4000 BC First used to make jewelry, coins, implements by hammering metals with stone Now: Large rotors for turbines Gears Bolts and rivets Cutlery
1 One of oldest and most important metal working processes 4000 BC First used to make jewelry, coins, implements by hammering metals with stone Now: Large rotors for turbines Gears Bolts and rivets Cutlery
Demonstration of an Effective Design Validation Tool for 3D Printed Injection Molds (3DPIM)
") Validation Tool for 3D Printed Injection Injection molding, the process of injecting plastic material into a mold cavity where it cools and hardens to the configuration of the cavity, is one of the world
Validation Tool for 3D Printed Injection Injection molding, the process of injecting plastic material into a mold cavity where it cools and hardens to the configuration of the cavity, is one of the world
Innovative process for lightweight construction and Automated insert over-molding John Ward ARBURG, Inc.
 Hybrid Components Innovative process for lightweight construction and Automated insert over-molding John Ward ARBURG, Inc. Our company ARBURG Central Manufacturing Facility 2 Hybrid Components Long-Fiber
Hybrid Components Innovative process for lightweight construction and Automated insert over-molding John Ward ARBURG, Inc. Our company ARBURG Central Manufacturing Facility 2 Hybrid Components Long-Fiber
DIRECT SOLING ONE STEP AHEAD PU TPU RU EXPERTISE IN AUTOMATION SOLUTIONS TURNKEY SOLUTIONS MADE IN GERMANY THE FINEST IN SHOE PRODUCTION ENGINEERING
 THE FINEST IN SHOE PRODUCTION ENGINEERING EXPERTISE IN DIRECT SOLING ONE STEP AHEAD PU TPU RU AUTOMATION SOLUTIONS TURNKEY SOLUTIONS MADE IN GERMANY KLÖCKNER DESMA SCHUHMASCHINEN GMBH TECHNOLOGY IS OUR
THE FINEST IN SHOE PRODUCTION ENGINEERING EXPERTISE IN DIRECT SOLING ONE STEP AHEAD PU TPU RU AUTOMATION SOLUTIONS TURNKEY SOLUTIONS MADE IN GERMANY KLÖCKNER DESMA SCHUHMASCHINEN GMBH TECHNOLOGY IS OUR
CONFORMAL COOLING IN ACTION
 CONFORMAL COOLING IN ACTION New manufacturing techniques set the stage for more efficient cooling systems that reduce cycle time, warpage, and visual defects. The right idea for higher efficiency The faster
CONFORMAL COOLING IN ACTION New manufacturing techniques set the stage for more efficient cooling systems that reduce cycle time, warpage, and visual defects. The right idea for higher efficiency The faster
PROTOTYPE TO PRODUCTION
 PROTOTYPE TO PRODUCTION MANUFACTURING ACCELERATED STEPHEN DYSON SPECIAL OPERATIONS MANAGER, EUROPE 2018 3D PRINTING CNC MACHINING INJECTION MOULDING TABLE OF CONTENTS Right first time 3 Prototyping considerations
PROTOTYPE TO PRODUCTION MANUFACTURING ACCELERATED STEPHEN DYSON SPECIAL OPERATIONS MANAGER, EUROPE 2018 3D PRINTING CNC MACHINING INJECTION MOULDING TABLE OF CONTENTS Right first time 3 Prototyping considerations
Lecture 9 - Manufacturing in Engineering
 Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
QForm. Form3D. Advanced software for forging simulation
 QForm Form3D Advanced software for forging simulation The goals of forging technology : Make the parts of the required shape Provide required properties Do it in time and at the lowest cost Forging process
QForm Form3D Advanced software for forging simulation The goals of forging technology : Make the parts of the required shape Provide required properties Do it in time and at the lowest cost Forging process
Solutions for brakes in industry sector. Standardized and customized friction materials for brake systems. Friction material
 Solutions for brakes in industry sector Standardized and customized friction materials for brake systems Friction material Friction materials in overview 1 2 Roll lining materials - Universal Sheet lining
Solutions for brakes in industry sector Standardized and customized friction materials for brake systems Friction material Friction materials in overview 1 2 Roll lining materials - Universal Sheet lining
TECHNICAL DATA SHEET GRILON TSM-30
 TECHNICAL DATA SHEET GRILON TSM-0 Grilon TSM-0 is a heat stabilised, normal viscosity PA66 + PA6 injection moulding grade with 0% mineral. Grilon TSM-0 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON TSM-0 Grilon TSM-0 is a heat stabilised, normal viscosity PA66 + PA6 injection moulding grade with 0% mineral. Grilon TSM-0 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON AZ 3
 TECHNICAL DATA SHEET GRILON AZ 3 General product description Grilon AZ 3 is a normal viscosity, high impact modified PA66 injection moulding grade. Grilon AZ 3 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON AZ 3 General product description Grilon AZ 3 is a normal viscosity, high impact modified PA66 injection moulding grade. Grilon AZ 3 has the following important properties: Excellent
Process, Microstructure & Tooling
 improving manufacturing by simulation: Process, Microstructure & Tooling Dr Brian Miller Sales & Marketing Director Overview Formed in 1980 as Finite Elements Ltd 1000+ clients Member of Wilde Group of
improving manufacturing by simulation: Process, Microstructure & Tooling Dr Brian Miller Sales & Marketing Director Overview Formed in 1980 as Finite Elements Ltd 1000+ clients Member of Wilde Group of
An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture. Ivor Davies. RP&T Centre WMG, University of Warwick
 An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture Ivor Davies RP&T Centre WMG, University of Warwick 2 Contents Rapid Prototyping Basic Principle Data Requirements RP Processes
An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture Ivor Davies RP&T Centre WMG, University of Warwick 2 Contents Rapid Prototyping Basic Principle Data Requirements RP Processes
DESMA MOULDS, COLD RUNNER SYSTEMS & TURNKEY PROJECTS Producing rubber and silicone moulded parts profitably and precisely
 DESMA ccc 1 Soul & Solutions for Global Success DESMA MOULDS, COLD RUNNER SYSTEMS & TURNKEY PROJECTS Producing rubber and silicone moulded parts profitably and precisely www.desma.biz/en/mould-shop-cold-runners
DESMA ccc 1 Soul & Solutions for Global Success DESMA MOULDS, COLD RUNNER SYSTEMS & TURNKEY PROJECTS Producing rubber and silicone moulded parts profitably and precisely www.desma.biz/en/mould-shop-cold-runners
Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials 1
 Designation: 02 Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials 1 This standard is issued under the fixed designation ; the number immediately following
Designation: 02 Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials 1 This standard is issued under the fixed designation ; the number immediately following
The Influence of Injection Molding on Tensile and Tear Properties of EPDM Rubber
 The Influence of Injection Molding on Tensile and Tear Properties of EPDM Rubber ADAM SKROBAK, MARTIN REZNICEK, MARTIN OVSIK, VACLAV JANOSTIK Tomas Bata University in Zlin nam. T.G. Masaryka 5555, 76001
The Influence of Injection Molding on Tensile and Tear Properties of EPDM Rubber ADAM SKROBAK, MARTIN REZNICEK, MARTIN OVSIK, VACLAV JANOSTIK Tomas Bata University in Zlin nam. T.G. Masaryka 5555, 76001
A comparison between stereolithography and aluminium injection moulding tooling
 Loughborough University Institutional Repository A comparison between stereolithography and aluminium injection moulding tooling This item was submitted to Loughborough University's Institutional Repository
Loughborough University Institutional Repository A comparison between stereolithography and aluminium injection moulding tooling This item was submitted to Loughborough University's Institutional Repository
Standard parts. Standards in High-Tech Perfection
 Standard parts Standards in High-Tech Perfection FIBRO standard parts represent maximum precision and availability. FIBRO manufactures and stocks a wide range of standard parts at its plants in Haßmersheim
Standard parts Standards in High-Tech Perfection FIBRO standard parts represent maximum precision and availability. FIBRO manufactures and stocks a wide range of standard parts at its plants in Haßmersheim
TECHNICAL DATA SHEET GRILON TSS/4
 TECHNICAL DATA SHEET GRILON TSS/4 General product description Grilon TSS/4 is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS/4 has the following important
TECHNICAL DATA SHEET GRILON TSS/4 General product description Grilon TSS/4 is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS/4 has the following important
Robust process control for rubber injection moulding with use of systematic simulations and improved material data
 Gummi Fasern Kunststoffe, 67, No. 10, 2014, pp. 640 644 Robust process control for rubber injection moulding with use of systematic simulations and improved material data M. Fasching 1, G. Berger 2, W.
Gummi Fasern Kunststoffe, 67, No. 10, 2014, pp. 640 644 Robust process control for rubber injection moulding with use of systematic simulations and improved material data M. Fasching 1, G. Berger 2, W.
Injection Mold Design and Optimization of Battery Air vent
 Injection Mold Design and Optimization of Battery Air vent Rahul S. Khichadi M.Tech student, VACOE Ahmednagar, Maharashtra, India-414201 Abstract In this paper, battery vent plug part for injection molding
Injection Mold Design and Optimization of Battery Air vent Rahul S. Khichadi M.Tech student, VACOE Ahmednagar, Maharashtra, India-414201 Abstract In this paper, battery vent plug part for injection molding
Injection moulding of lightweight parts
 Focus Injection moulding of lightweight parts Less weight thanks to solutions with multi-material design www.arburg.com At a glance Huge potential: sustained rises in fuel prices and the continued limitations
Focus Injection moulding of lightweight parts Less weight thanks to solutions with multi-material design www.arburg.com At a glance Huge potential: sustained rises in fuel prices and the continued limitations
A Simple Alternative to Rubber-Metal Composites. (photo: Elastogran) Two Substitute Materials, Three Processes
 Two Substitute Materials, Three Processes") A Simple Alternative to Rubber-Metal Composites Triple Combination. Distinctly shortened cycle times in the production of components with integrated vibration damping allow a new process concept that combines
A Simple Alternative to Rubber-Metal Composites Triple Combination. Distinctly shortened cycle times in the production of components with integrated vibration damping allow a new process concept that combines
TECHNICAL DATA SHEET GRILON TSZ 1
 TECHNICAL DATA SHEET GRILON TSZ 1 General product description Grilon TSZ 1 is a heat stabilised, normal viscosity, impact modified PA66 + PA6 injection moulding grade. Grilon TSZ 1 has the following important
TECHNICAL DATA SHEET GRILON TSZ 1 General product description Grilon TSZ 1 is a heat stabilised, normal viscosity, impact modified PA66 + PA6 injection moulding grade. Grilon TSZ 1 has the following important
TECHNICAL DATA SHEET GRIVORY GV-5 FWA
 TECHNICAL DATA SHEET GRIVORY GV-5 FWA BLACK 9225 Product description Grivory GV-5 FWA black 9225 is a 50% glassfibre reinforced engineering thermoplastic material based on a combination of semicrystalline
TECHNICAL DATA SHEET GRIVORY GV-5 FWA BLACK 9225 Product description Grivory GV-5 FWA black 9225 is a 50% glassfibre reinforced engineering thermoplastic material based on a combination of semicrystalline
INJECTION MOLDING DESIGN GUIDELINES
 INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
Mikael CHAILLY, Benedikt ECK One-Shot process for visible parts: Numerical simulations
 Mikael CHAILLY, Benedikt ECK 29.09.2016 One-Shot process for visible parts: Numerical simulations 0. Agenda Presentation content I Faurecia II Automotive composites forming III Composites forming simulation
Mikael CHAILLY, Benedikt ECK 29.09.2016 One-Shot process for visible parts: Numerical simulations 0. Agenda Presentation content I Faurecia II Automotive composites forming III Composites forming simulation
0225/ IMTEC Moulded inserts. Thread inserts for in-moulding
 0225/12.02 IMTEC Moulded inserts Thread inserts for in-moulding Table of contents IMTEC Moulded inserts Thread inserts for in-moulding Page Technology 3 Product types 4 Selection guide for IMTEC moulded
0225/12.02 IMTEC Moulded inserts Thread inserts for in-moulding Table of contents IMTEC Moulded inserts Thread inserts for in-moulding Page Technology 3 Product types 4 Selection guide for IMTEC moulded
Utilization of Direct Metal Laser Sintering in Injection Mold Design
 Utilization of Direct Metal Laser Sintering in Injection Mold Design JAN NAVRATIL, MICHAL STANEK, STEPAN SANDA, MIROSLAV MANAS, DAVID MANAS, ALES MIZERA, MARTIN BEDNARIK Tomas Bata University in Zlin nam.
Utilization of Direct Metal Laser Sintering in Injection Mold Design JAN NAVRATIL, MICHAL STANEK, STEPAN SANDA, MIROSLAV MANAS, DAVID MANAS, ALES MIZERA, MARTIN BEDNARIK Tomas Bata University in Zlin nam.
Create a reliable future. For over 65 years. Our products As diverse as your ideas. Carbon brushes
 Carbon brushes Create a reliable future. For over 65 years. We are a supplier of current transmission solutions specializing in carbon brushes and carbon brush holders. Listening to our customers is one
Carbon brushes Create a reliable future. For over 65 years. We are a supplier of current transmission solutions specializing in carbon brushes and carbon brush holders. Listening to our customers is one
TECHNICAL DATA SHEET GRILON TSS
 TECHNICAL DATA SHEET GRILON TSS General product description Grilon TSS is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS has the following important
TECHNICAL DATA SHEET GRILON TSS General product description Grilon TSS is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS has the following important
EWIKON electric drive valve gate technology. Full process control with high precision
 EWIKON electric drive valve gate technology. Full process control with high precision The benchmark for electric valve gate technology The EWIKON electric valve gate technology sets benchmarks in process
EWIKON electric drive valve gate technology. Full process control with high precision The benchmark for electric valve gate technology The EWIKON electric valve gate technology sets benchmarks in process
High accuracy and precision micro injection moulding of thermoplastic elastomers micro ring production
 High accuracy and precision micro injection moulding of thermoplastic elastomers micro ring production 4M/IWMF 2016 No. M. Calaon 1, G. Tosello 1, R. Elsborg 2, H.N. Hansen 1 1 Technical University of
High accuracy and precision micro injection moulding of thermoplastic elastomers micro ring production 4M/IWMF 2016 No. M. Calaon 1, G. Tosello 1, R. Elsborg 2, H.N. Hansen 1 1 Technical University of
Injection Molding Fall 2002 Professor Tim Gutowski
 Injection Molding 2.810 Fall 2002 Professor Tim Gutowski Short history of plastics 1862 first synthetic plastic 1866 Celluloid 1891 Rayon 1907 Bakelite 1913 Cellophane 1926 PVC 1933 Polyethylene 1938 Teflon
Injection Molding 2.810 Fall 2002 Professor Tim Gutowski Short history of plastics 1862 first synthetic plastic 1866 Celluloid 1891 Rayon 1907 Bakelite 1913 Cellophane 1926 PVC 1933 Polyethylene 1938 Teflon
Core drills PRECISION TOOLS
 ORE DRILLS ore drills ore drills ore drill made of heavy-duty high speed steel. Suitable for steel (such as T-brackets, large sheets), cast iron, non-ferrous and light metals. ore drills E- ore drills
ORE DRILLS ore drills ore drills ore drill made of heavy-duty high speed steel. Suitable for steel (such as T-brackets, large sheets), cast iron, non-ferrous and light metals. ore drills E- ore drills
Our capital for the future
 Our capital for the future Content The Company Our Products Our Processing Technologies Our Quality Management Our clients expect us to provide a service with the highest quality. We ensure this through
Our capital for the future Content The Company Our Products Our Processing Technologies Our Quality Management Our clients expect us to provide a service with the highest quality. We ensure this through
TECHNICAL DATA SHEET GRILON TS V0
 TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
Performance Profile. GB_LKH_Imagebro_2012_A4_4c.indd :14:10
 Performance Profile GB_LKH_Imagebro_2012_A4_4c.indd 1 01.10.2012 10:14:10 Contents Company portrait 04 05 A shared future Solutions 06 07 All dimensions. All requirements. All materials. Processes 08 13
Performance Profile GB_LKH_Imagebro_2012_A4_4c.indd 1 01.10.2012 10:14:10 Contents Company portrait 04 05 A shared future Solutions 06 07 All dimensions. All requirements. All materials. Processes 08 13
Content. perform. Brief profile. Product information for high-strength thermomechanically hot-rolled strip and cut-to-length plate
 Steel perform Product information for high-strength thermomechanically hot-rolled strip and cut-to-length plate Issue: January 22, 2019, version 0 / WB 660 Brief profile Outstanding surface quality Bending
Steel perform Product information for high-strength thermomechanically hot-rolled strip and cut-to-length plate Issue: January 22, 2019, version 0 / WB 660 Brief profile Outstanding surface quality Bending
LIQUID SILICONE RUBBER TAKES THE HEAT
 Print. Bind. Save. LIQUID SILICONE RUBBER TAKES THE HEAT Real Parts. Really Fast. www.protolabs.com Proto Labs, Inc. 5540 Pioneer Creek Drive, Maple Plain, MN 55359 877.479.3680 LIQUID SILICONE RUBBER
Print. Bind. Save. LIQUID SILICONE RUBBER TAKES THE HEAT Real Parts. Really Fast. www.protolabs.com Proto Labs, Inc. 5540 Pioneer Creek Drive, Maple Plain, MN 55359 877.479.3680 LIQUID SILICONE RUBBER
Titel. Industry Agriculture Mechanical Engineering. Systematic conveying and sorting solutions
 Titel Industry Agriculture Mechanical Engineering Systematic conveying and sorting solutions ARTEMIS a household name for decades in the field of conveyor belt and agricultural technology, wherever things
Titel Industry Agriculture Mechanical Engineering Systematic conveying and sorting solutions ARTEMIS a household name for decades in the field of conveyor belt and agricultural technology, wherever things
TECHNICAL MANUAL. TENLOC Panel Connector. Hidden Latch Connection for Precast Panels
 TECHNICAL MANUAL TENLOC Panel Connector Hidden Latch Connection for Precast Panels Version: Peikko Group 06/2018 TENLOC Panel Connector Fast connection for precast elements TENLOC Panel Connector is a
TECHNICAL MANUAL TENLOC Panel Connector Hidden Latch Connection for Precast Panels Version: Peikko Group 06/2018 TENLOC Panel Connector Fast connection for precast elements TENLOC Panel Connector is a
DESIGN OF MULTI CAVITY INJECTION MOLDING TOOL FOR THE COMPONENT TORCH BODY BY USING HYDRAULIC SIDECORE
 DESIGN OF MULTI CAVITY INJECTION MOLDING TOOL FOR THE COMPONENT TORCH BODY BY USING HYDRAULIC SIDECORE Ajaykumar K 1 and Abhishek Basappa 2 1,2 Dept. Of mechanical engineering, Maharaja Institute of Technology
DESIGN OF MULTI CAVITY INJECTION MOLDING TOOL FOR THE COMPONENT TORCH BODY BY USING HYDRAULIC SIDECORE Ajaykumar K 1 and Abhishek Basappa 2 1,2 Dept. Of mechanical engineering, Maharaja Institute of Technology
Conveyor System Technology. krones AirCo. Air Conveyor
 Conveyor System Technology krones AirCo Air Conveyor Gentle Product Conveyance The krones AirCo conveyor links the systems of a bottling line, and provides an important integral part of a smoothly running
Conveyor System Technology krones AirCo Air Conveyor Gentle Product Conveyance The krones AirCo conveyor links the systems of a bottling line, and provides an important integral part of a smoothly running
Roctool Induction Heating in Autodesk Moldflow Insight
 Roctool Induction Heating in Autodesk Moldflow Insight Steve Verschaeve Vice President of Business Development 2018 Autodesk, Inc. Agenda: Roctool Technology Induction Heating/Cooling Technology Autodesk
Roctool Induction Heating in Autodesk Moldflow Insight Steve Verschaeve Vice President of Business Development 2018 Autodesk, Inc. Agenda: Roctool Technology Induction Heating/Cooling Technology Autodesk
Sheet Insulation - Rectangular ducts. Installation Manual
 Sheet Insulation - Rectangular ducts Installation Manual 11 DISCLAIMER: The information in this document is based on our current state of technical knowledge. Due to the variety of possible influences
Sheet Insulation - Rectangular ducts Installation Manual 11 DISCLAIMER: The information in this document is based on our current state of technical knowledge. Due to the variety of possible influences
Mold Design. Equipment Drying Molding Conditions Troubleshooting Tips
 Introduction About This Injection Molding Processing Guide This injection molding guide contains general injection molding parameters that apply to all GE engineering thermoplastic resins. Mold Design
Introduction About This Injection Molding Processing Guide This injection molding guide contains general injection molding parameters that apply to all GE engineering thermoplastic resins. Mold Design
Tailored blank line with Fiberforge and Fibercon systems
 Tailored blank line with Fiberforge and Fibercon systems High-volume production of tailored fiber reinforced thermoplastic composites Continuous fiber reinforced thermoplastics are the future of structural
Tailored blank line with Fiberforge and Fibercon systems High-volume production of tailored fiber reinforced thermoplastic composites Continuous fiber reinforced thermoplastics are the future of structural
Metal Laser Melting. Efficient, toolless manufacture even of
 Metal Laser Melting Efficient, toolless manufacture even of unusual component geometries Project management Consulting on an optimum production process for your components, whether it is metal laser melting,
Metal Laser Melting Efficient, toolless manufacture even of unusual component geometries Project management Consulting on an optimum production process for your components, whether it is metal laser melting,
Design Guidelines. Approximate Projected area guidelines. 510 square centimetres square centimetres
 Design Guidelines Size Our maximum moulding size is approximately 500mm x 500mm x 200mm but should not exceed the maximum projected area shown in the example materials table. (Figure 1) Maximum material
Design Guidelines Size Our maximum moulding size is approximately 500mm x 500mm x 200mm but should not exceed the maximum projected area shown in the example materials table. (Figure 1) Maximum material
Analysis of micro-structuring polymer replication by micro-injection moulding and hot embossing
 4M2007 Conference on Multi-Material Micro Manufacture 3-5 October 2007 Borovets Bulgaria Analysis of micro-structuring polymer replication by micro-injection moulding and hot embossing M. Sahli, C. Millot,
4M2007 Conference on Multi-Material Micro Manufacture 3-5 October 2007 Borovets Bulgaria Analysis of micro-structuring polymer replication by micro-injection moulding and hot embossing M. Sahli, C. Millot,
Mold Design Guide. Geon Vinyl Molding Compounds
 Mold Design Guide Geon Vinyl Molding Compounds Mold Design Guide For Geon Vinyl Rigid Molding Compounds Table of Contents INTRODUCTION....................................................2 MATERIAL SELECTION.............................................3
Mold Design Guide Geon Vinyl Molding Compounds Mold Design Guide For Geon Vinyl Rigid Molding Compounds Table of Contents INTRODUCTION....................................................2 MATERIAL SELECTION.............................................3
Producing Metal Parts
 Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
Design Considerations for Liquid Silicone Rubber
 Design Considerations for Liquid Silicone Rubber LSR is a thermoset material with a unique set of design characteristics that differ from thermoplastic injection molding For many of us, the easiest place
Design Considerations for Liquid Silicone Rubber LSR is a thermoset material with a unique set of design characteristics that differ from thermoplastic injection molding For many of us, the easiest place
Goessling USA, Inc. Conveyors, Interlinking Systems, Centrifuges. Stamped scrap disposal
 Goessling USA, Inc. Conveyors, Interlinking Systems, Centrifuges Stamped scrap disposal Car body punching scrap, sheet metal scrap from electrical and household technology, thin sheet metal scrap, packaged
Goessling USA, Inc. Conveyors, Interlinking Systems, Centrifuges Stamped scrap disposal Car body punching scrap, sheet metal scrap from electrical and household technology, thin sheet metal scrap, packaged
D-M-E Edge Mold Bases
 D-M-E THE LOWEST-PRICED MOLD BASE ON THE MARKET IS IN STOCK IN 70 DIFFERENT SIZES D-M-E 16 Providing a Competitive Advantage THE NEW EDGE MOLD BASE GIVES YOUR CUSTOMERS A COMPETITIVE ADVANTAGE What is
D-M-E THE LOWEST-PRICED MOLD BASE ON THE MARKET IS IN STOCK IN 70 DIFFERENT SIZES D-M-E 16 Providing a Competitive Advantage THE NEW EDGE MOLD BASE GIVES YOUR CUSTOMERS A COMPETITIVE ADVANTAGE What is