Technology II. Ing. Jan Tomíček
|
|
|
- Stephanie York
- 5 years ago
- Views:
Transcription
1 Technology II. Ing. Jan Tomíček
2 The definition Conventional using mechanical force to remove material unconventional using physical, chemical, electrical and other principles to remove material
3 unconventional methods Electrical principles: Electrochemical Discharge Machining (EDM) Chemical principles: Etching ElectroChemical Machining (ECM) Physical methods Beam machining (laser, plasma, electron beam) Mechanical Water jet-stream machining
4 Electrical processes 1) EDM Electric discharge machining - desired surface obtained by electric discharges (sparks) - Two electrodes (tool electrode and workpiece electrode) - Dielectric liquid - High current values initiate sparks - Spark remove material from both electrodes
")
5 EDM - process 1) Elctrodes are placed close Not touching each other 2) The gap is filled by dielectric 3) elektricity is switched on and voltage is set on two electrodes Dielectric hydrocarbon oils, kerosene, deionized water (Wire EDM)
 Discharge heats the material and evaporates workpiece dielectric cools rest of")
6 EDM process 4) No current flow dielectric insulate 5) Electrode gap is decreased 6) Electric discharge is generated 7) Discharge lowers the voltage and stop the discharge 8) Discharge heats the material and evaporates workpiece dielectric cools rest of piece

7 EDM process 9) Dielectricum flows the chips away from the crater 10) New surface is generated NOTES: Both materials must be conductive Discharge affects both electrodes Vid_001
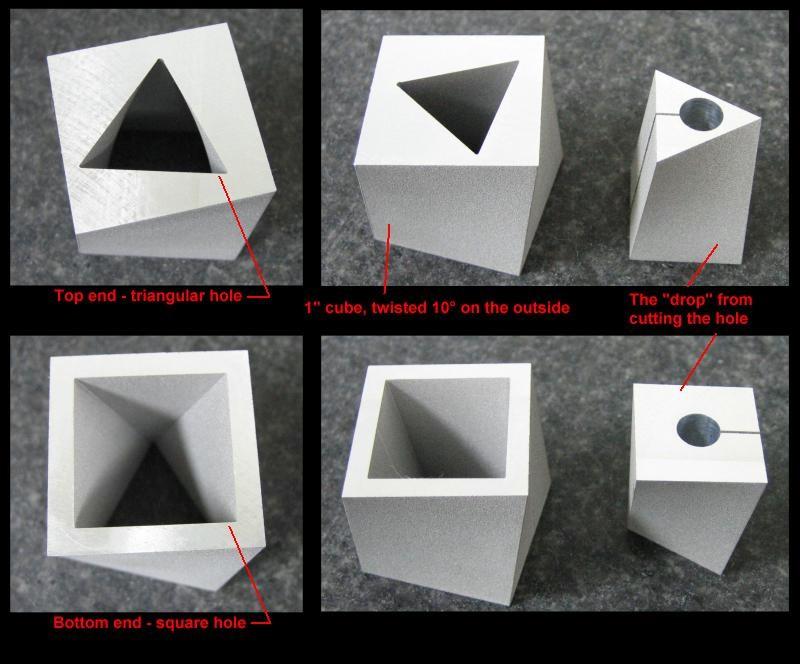
8 EDM types 1) Sinker EDM Electrode has a negative shape of final surface. Large surfaces, many parts at one stroke 2) Micro EDM Small element (cube, ball, wire) is used and moved along the surface. Surface of new shape is created in sequence

9 Sinker EDM - example

10 EDM types 3) Wire EDM Wire is pulled between two spools. The wire is under voltage. Discharge goes along the wire and cuts the workpiece Video 002


11 Wire EDM - examples

12 EDM types 4) EDM drilling Vid003
13 EDM properties Advantages Complex shapes not machinable can be made Extremelly hard materials (no HT damage) Close tolerances Small wall thicknes, small forces Weak material possible Good surface finish can be archieved Very fine holes Disadvantages Slow material removal rate Additional time for electrodes machining needed Sharp corners are not possible due to tool wear Specific power consumption is too high High tool wear Non-conductive materials are hard to machine (special setup)
14 ECM electrochemical machining Two electrodes (cathode tool) and (anode workpiece) placed in electrolyte High current, lower voltage and no sparks. No discharge, just dissolving of workpiece material Low gap ( µm) Electrolyte flows away the dissolved material in form of metal hydroxide
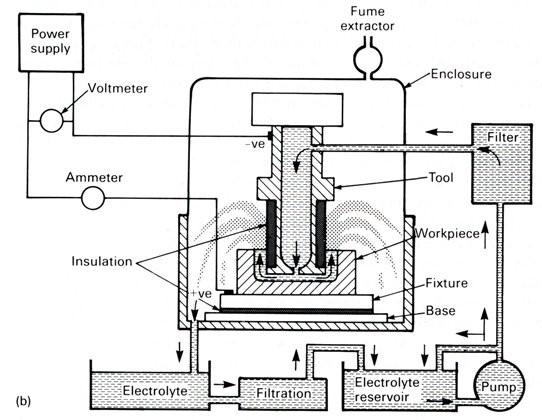
15 ECM electrochemical machining

16 ECM - types Similar to EDM Sink ECM, ECM drilling, ECM deburring removing of burrs and chips from edges of new created surfaces ECM works in inner holes, at hole intersections, complex surfaces 5-10 sec. Remover burrs, not affects workpiece Vid004
17
18 ECM - properties Advantages Low forces Hard material machining No tool electrode wear (long durability) No heat and no stress machining Disadvantages High investments High current (40 ka) Saline electrolyte (risc of corrosion)
19 Etching Method used mainly for decoration and technical purpose (preperation of clean surfaces) Workpiece is covered by masking substance and placed in liquid or covered by etching paste. The etching process is rather slow. After the process the part is washed and demasked.
20 Etching process 1) Residual stress must be removed to prevent shape changes 2) Degreasing and cleaning process to keep good masking adhesion 3) Masking painting, covering with layer (rubber, vinyl or plastic PVC, PE, PS) 4) Making a patter (carving) 5) Exposed surfaces are etched by reafent. Temperature and agitaion of reagent is controlled. 6) After machining good washing, cleaning and masking removal
21 Etching reagents For alluminum Sodium hydroxide (NaOH) For steels Hydrochloric or nitric acid (HCl, HNO3) Ferric chloride for stainless stell (FeCl3) Nital (mixture of ethanol, methanol and other) For copper Cupric chloride (CuCl2) Ferric chloride Ammonium persulfate ((NH4)2S2O8) Ammonia (NH3) 25-50% nitric acid Hydrochloric acid and hydrogen peroxide (HCl, H202) For silica Hydrofluoric acid (HF)



22 Etching - examples Semiconductor production Decorative etching

23 Beam technologies LASER - Light Amplification by Stimulated Emission of Radiation - Plasma ionised state of matter simmilar to gas Electron beam stream of high speed particles
24 Beam technologies Principle the beam consist of particles that bring energy to the point of action. The material there is heated and melted, burned, blown away by stream or vaporized and removed by different methods. Beam technologies are no-force manufacturing processes.
25 Laser beam Laser is created in laser resonator (a chamber with two mirrors, one halfmirror) Three main types of laser are used CO2 cutting, boring, engraving long time, medium power, beam laser Nd (neodym) boring, high energy low repetition (pulse) Nd Yag (yttrium-alluminium-garnet) boring engraving, very high energy
 Gas active")
26 Laser beam Enviroment Air Gas neutral (Argon, CO2, Helium, Nitrogen) Gas active (O2


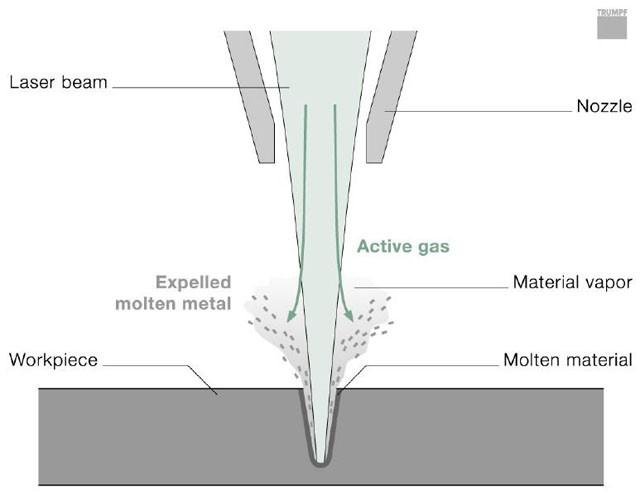
27 Laser - process
28 Laser - properties Accuracy - 0,010 mm Rz μm (depends on cutting depth) Amount of heat input required for various material at various thicknesses using a CO2 laser (watts) Material thickness (mm) Material ,5 7 Stainless steel Aluminum Mild steel Titanium Plywood Boron/epoxy
29 Laser - properties Speed is given by material, its thicknes and power of the machine. Cutting rates for various materials and thicknesses using a CO2 laser [ipm] Material thickness mm Stainless steel Aluminum Mild steel Titanium Plywood Boron/epoxy


30 Laser - machines Small table moving machines Large portal type machines X,Y coordinates (Z focusing)

31 Laser - applicatons Cutting sheet metal

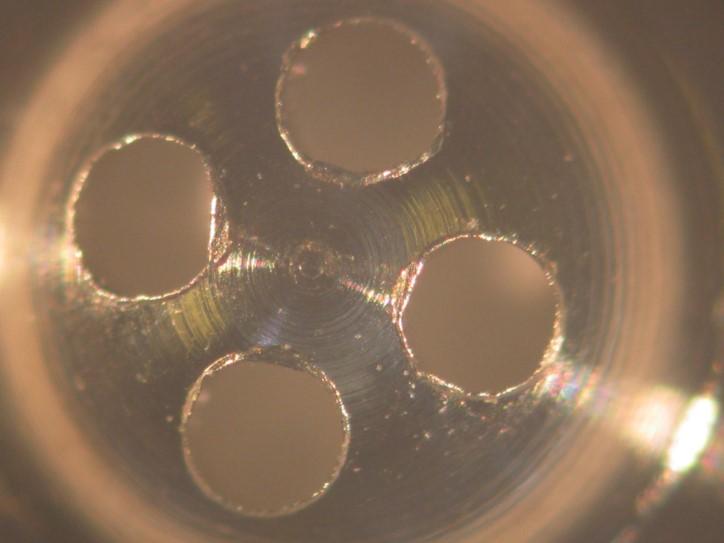
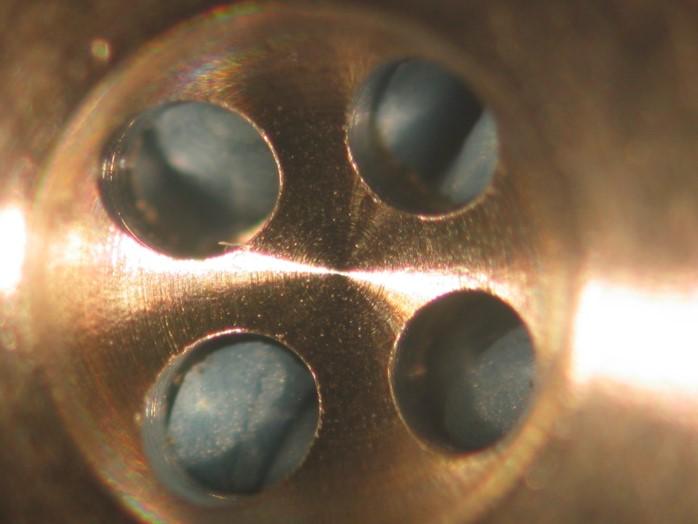
32 Laser application drilling


33 Laser - applications Engraving all materials CO2 laser
34 Laser - properties Advantages No force High speed Complex shapes Variable (cutting, welding, boring, engraving) precise Disadvatages High power consumption High investments Gas consumption Not suitable for all materials (flamable) Cut trace Vid

35 Plasma beam Like the laser beam Rough technology Use of electric arc to excite particles from material, keep them at place to produce more power Gas focusing

36 Plasma - configuration Plasma arc melting the material and blowing away Plasma torch vaporizing, burning the material (higher power needed)


37 Plasma - machines Robust Big Portal type
38 Plasma - properties Advantages Cheaper than laser Higher output Higher speed and depth Manual operation Disadvantages Not precise chamfer creation UV radiation Sparks, molten mat. drops, smoke and dust
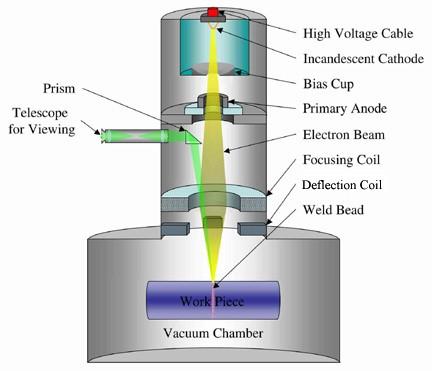
39 Electron beam Like laser and plasma High power and speed electrons are focused on material Their kinetic energy is absorbed by material Electrons are absorbed by material Vacuum is needed! Ultraprese technology 50 micron hole!
40


41 Electron beam - machines High power (up to 100 kw)
42 Electron beam - properties Advantages Good control of process Diameter to depth ratio Not affected by optical properties of mat. Disadvantages Expensive Small workspace because Vacuum is needed
43 Water jet stream machining A stream of water with high presure is led through a nozzle to get a very thin stream of high speed water Stream is clear or with added hard particles (korund, aluminium oxide, granet) Nozzle is CNC controlled


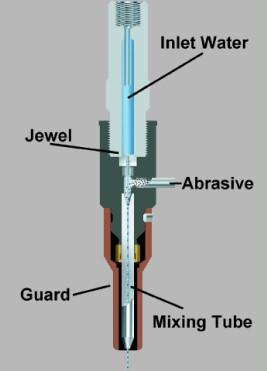
44 WJ - process A diagram of a water jet cutter: 1 - high-pressure water inlet 2 - jewel (ruby or diamond) 3 - abrasive (garnet) 4 - mixing tube 5 - guard 6 - cutting water jet 7 - cut material

45 Video008
46 WJ - process There are six main process characteristics to water jet cutting: high velocity stream of abrasive particles suspended in a stream of Ultra High Pressure Water ( MPa) large array of materials, including heat-sensitive, delicate or very hard materials. no heat damage to workpiece surface or edges. Nozzles are typically made of sintered boride. Produces a taper of less than 1 degree on most cuts, which can be reduced or eliminated entirely by slowing down the cut process. Distance of nozzle from workpiece affects the size of the kerf and the removal rate of material. Typical distance is 0,5 5 mm.

47 WJ process properties
48 Water jet Advantages More materials, non uniform (composites) No heat affected zone Enviromentally firendly Safe (non toxic) Lower investments Simple operation, simple service Disadvantages Water (some materials cannot be cutted) Low depth of cut, wide kern

49 WJ - examples


50 WJ plywood machining



51 WJ glass, stone

52 WJ - composite

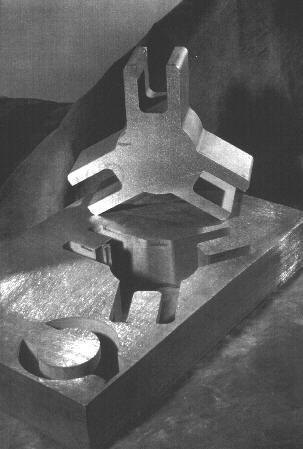
53 An abrasive water jet tool cuts holes into a 105- mm artillery shell, allowing removal of hazardous materials.


54 WJ - Food Vid Food Preparation: The cutting of certain foods such as bread can also be easily done with waterjet cutting. Since the waterjet exerts such a small force on the food, it does not crush it, and with a small kerf width, very little is wasted.

55 Beam technologies - comparision
56 Overview Mechanical Processes Abrasive Jet Machining (AJM) Ultrasonic Machining (USM) Water Jet Machining (WJM) Abrasive Water Jet Machining (AWJM) Electrochemical Processes Electrochemical Machining (ECM) Electro Chemical Grinding (ECG) Electro Jet Drilling (EJD) Electro-Thermal Processes Electro-discharge machining (EDM) Laser Jet Machining (LJM) Electron Beam Machining (EBM) Chemical Processes Chemical Milling (CHM) Photochemical Milling (PCM)
57 Additive manufacturing All methods remove material subtractive methods New way of production additiion of material (building a 3D model from 3D data)
58 Methods SLA Very high end technology utilizing laser technology to cure layer-upon-layer of photopolymer resin (polymer that changes properties when exposed to light). FDM Process oriented involving use of thermoplastic (polymer that changes to a liquid upon the application of heat and solidifies to a solid when cooled) materials injected through indexing nozzles onto a platform. SLS Selective Laser Sintering (SLS) utilizes a high powered laser to fuse small particles of plastic, metal, ceramic or glass.
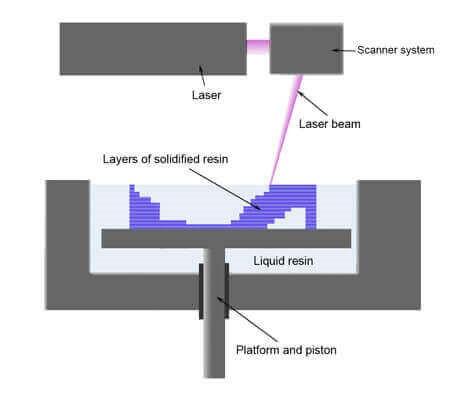
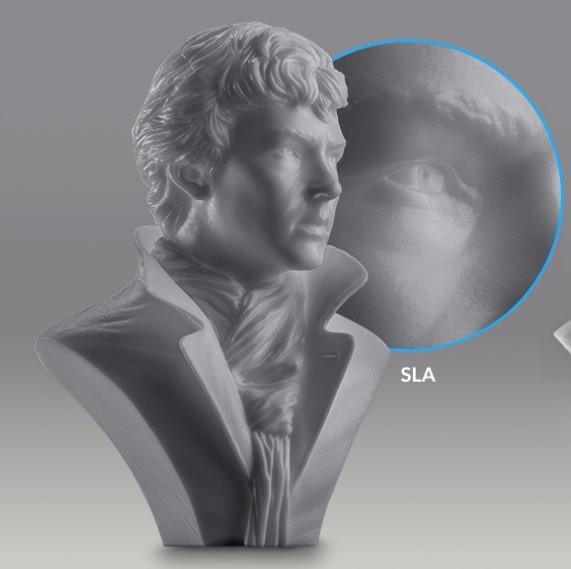
59 SLA - stereolithography
60 Methods SLA Very high end technology utilizing laser technology to cure layer-upon-layer of photopolymer resin (polymer that changes properties when exposed to light). FDM Process oriented involving use of thermoplastic (polymer that changes to a liquid upon the application of heat and solidifies to a solid when cooled) materials injected through indexing nozzles onto a platform. SLS Selective Laser Sintering (SLS) utilizes a high powered laser to fuse small particles of plastic, metal, ceramic or glass.

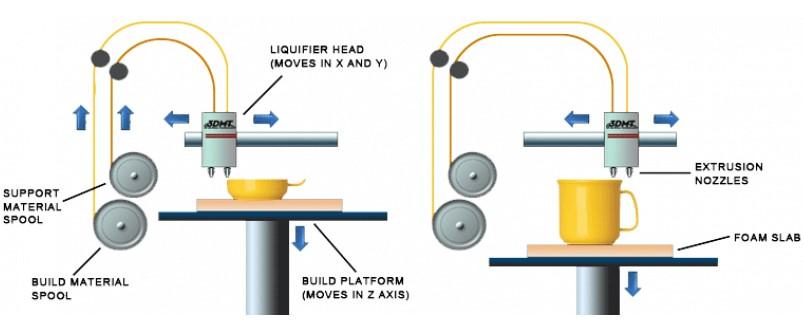
61 FDM fused deposition modelling layers
62 Methods SLA Very high end technology utilizing laser technology to cure layer-upon-layer of photopolymer resin (polymer that changes properties when exposed to light). FDM Process oriented involving use of thermoplastic (polymer that changes to a liquid upon the application of heat and solidifies to a solid when cooled) materials injected through indexing nozzles onto a platform. SLS Selective Laser Sintering (SLS) utilizes a high powered laser to fuse small particles of plastic, metal, ceramic or glass.


63

64 Hybrid machines combines additive and subtractive manufacturing powder bed (SLS) + mill NOT POSSIBLE!


65 Hybrid machines combines additive and subtractive manufacturing 3D weld + milling
66 Videolinks EDM ECM Laser Plasma 007-
67 Videolinks Waterjet
Nontraditional Machining Processes
 Nontraditional Machining Processes The NTM processes can be divided into four basic categories: I. Chemical (Chemical reaction), II. Electrochemical (Electrolytic dissolution), III. Mechanical (Multipoint
Nontraditional Machining Processes The NTM processes can be divided into four basic categories: I. Chemical (Chemical reaction), II. Electrochemical (Electrolytic dissolution), III. Mechanical (Multipoint
UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION. Prepared by S. SENTHIL KUMAR AP / MECH SVCET
 UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION Prepared by S. SENTHIL KUMAR AP / MECH SVCET INTRODUCTION Conventional machining process Metal is removed by means of tool which is harder than work
UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION Prepared by S. SENTHIL KUMAR AP / MECH SVCET INTRODUCTION Conventional machining process Metal is removed by means of tool which is harder than work
Non Traditional Machining INTRODUCTION TO NTM
 Types of Manufacturing Processes: INTRODUCTION TO NTM Manufacturing processes can be broadly divided into two groups Primary manufacturing processes Secondary manufacturing processes. The Primary manufacturing
Types of Manufacturing Processes: INTRODUCTION TO NTM Manufacturing processes can be broadly divided into two groups Primary manufacturing processes Secondary manufacturing processes. The Primary manufacturing
Mold Design. Note. 13. Mold Manufacturing Techniques. Bong-Kee Lee School of Mechanical Engineering Chonnam National University.
 13. Mold Bong-Kee Lee Chonnam National University Note material removing methods machining electrical discharge machining (EDM) electro chemical machining (ECM) electro chemical and chemical etchings laser
13. Mold Bong-Kee Lee Chonnam National University Note material removing methods machining electrical discharge machining (EDM) electro chemical machining (ECM) electro chemical and chemical etchings laser
USN. Hosur : 6A/6B/6C 10ME665. Discuss briefly. 1 a.
 USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING
 PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING Faculty name : JAGADEESH BAGALI Subject code : 10ME665 Total No. of Lecture
PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING Faculty name : JAGADEESH BAGALI Subject code : 10ME665 Total No. of Lecture
NONTRADITIONAL MANUFACTURING PROCESSES
 NONTRADITIONAL MANUFACTURING PROCESSES Lasers & Laser Beam Machining Basic NTM Process Groups: * Thermal NTM Processes - Laser Beam Machining (LBM) - Electron Beam Machining (EBM) - Plasma Arc Machining
NONTRADITIONAL MANUFACTURING PROCESSES Lasers & Laser Beam Machining Basic NTM Process Groups: * Thermal NTM Processes - Laser Beam Machining (LBM) - Electron Beam Machining (EBM) - Plasma Arc Machining
DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION
 DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION PART - A (2 Marks) 1. What do you mean by Unconventional
DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION PART - A (2 Marks) 1. What do you mean by Unconventional
NPTEL
 NPTEL Syllabus Advanced Machining Processes - Video course COURSE OUTLINE This course on 'Advanced Machining Processes' is also known as "Unconventional Machining Processes", Modern Machining Processes",
NPTEL Syllabus Advanced Machining Processes - Video course COURSE OUTLINE This course on 'Advanced Machining Processes' is also known as "Unconventional Machining Processes", Modern Machining Processes",
Unconventional. Machining Processes. M. Adithan ATLANTIC PUBLISHERS & DISTRIBUTORS (P) LTD
 LTD") Unconventional M. Adithan ATLANTIC PUBLISHERS & DISTRIBUTORS (P) LTD Contents Preface v Introduction 110 Need of Unconventional 1 Characteristic Features of Modern 1 Processes Basic Principle of New Methods
Unconventional M. Adithan ATLANTIC PUBLISHERS & DISTRIBUTORS (P) LTD Contents Preface v Introduction 110 Need of Unconventional 1 Characteristic Features of Modern 1 Processes Basic Principle of New Methods
CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM
 97 CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM 5.1 SELECTION OF APPROPRIATE NON-TRADITIONAL MACHINING PROCESSES The selection and ranking procedure for the developed web-enabled knowledge
97 CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM 5.1 SELECTION OF APPROPRIATE NON-TRADITIONAL MACHINING PROCESSES The selection and ranking procedure for the developed web-enabled knowledge
Leveraging the Precision of Electroforming over Alternative Processes When Developing Nano-scale Structures
 VOLUME 4 - ELECTROFORMING Leveraging the Precision of over Alternative Processes When Developing Nano-scale Structures Electrical and mechanical component and subsystem designers generally have five techniques
VOLUME 4 - ELECTROFORMING Leveraging the Precision of over Alternative Processes When Developing Nano-scale Structures Electrical and mechanical component and subsystem designers generally have five techniques
NON TRADITIONAL MANUFACTURING PROCESSES
 NON TRADITIONAL MANUFACTURING PROCESSES The general grouping of some of the typical non-traditional processes are shown below: o Mechanical Processes USM AJM WJM and AWJM o Thermal Processes EBM LBM PAM
NON TRADITIONAL MANUFACTURING PROCESSES The general grouping of some of the typical non-traditional processes are shown below: o Mechanical Processes USM AJM WJM and AWJM o Thermal Processes EBM LBM PAM
NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES
 NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES Mechanical Energy Processes Electrochemical Machining Processes Thermal Energy Processes Chemical Machining Application Considerations Nontraditional
NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES Mechanical Energy Processes Electrochemical Machining Processes Thermal Energy Processes Chemical Machining Application Considerations Nontraditional
NON-TRADITIONAL MACHINING
 NON-TRADITIONAL MACHINING INTRODUCTION Non-traditional manufacturing processes is defined as a group of processes that remove excess material by various techniques involving mechanical, thermal, electrical
NON-TRADITIONAL MACHINING INTRODUCTION Non-traditional manufacturing processes is defined as a group of processes that remove excess material by various techniques involving mechanical, thermal, electrical
Fatima Michael College of Engineering & Technology
 ME6004 UNCONVENTIONAL MACHINING PROCESSES L T P C (COMMON TO MECHANICAL AND PRODUCTION) 3 0 0 3 OBJECTIVES: To learn about various unconventional machining processes, the various process parameters and
ME6004 UNCONVENTIONAL MACHINING PROCESSES L T P C (COMMON TO MECHANICAL AND PRODUCTION) 3 0 0 3 OBJECTIVES: To learn about various unconventional machining processes, the various process parameters and
Additive Manufacturing Technology
 Additive Manufacturing Technology ME 012193 Spring I 2018 By Associate Prof. Xiaoyong Tian Cell:13709114235 Email: leoxyt@mail.xjtu.edu.cn Lecture 02 Fundmental AM processes Interactions in AM processes
Additive Manufacturing Technology ME 012193 Spring I 2018 By Associate Prof. Xiaoyong Tian Cell:13709114235 Email: leoxyt@mail.xjtu.edu.cn Lecture 02 Fundmental AM processes Interactions in AM processes
Unconventional machining process
 A Course Material on Unconventional machining process By Mr. M.MANIKANDAN, M.E. ASSISTANT PROFESSOR DEPARTMENT OF MECHANICAL ENGINEERING SASURIE COLLEGE OF ENGINEERING VIJAYAMANGALAM 638 056 QUALITY CERTIFICATE
A Course Material on Unconventional machining process By Mr. M.MANIKANDAN, M.E. ASSISTANT PROFESSOR DEPARTMENT OF MECHANICAL ENGINEERING SASURIE COLLEGE OF ENGINEERING VIJAYAMANGALAM 638 056 QUALITY CERTIFICATE
Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal
 Little thermal") Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal penetration thus small thermal distortion for sensitive
Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal penetration thus small thermal distortion for sensitive
Producing Metal Parts
 Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore ) Department of Mechanical Engg.
 Department of Mechanical Engg.") PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 0) Department of Mechanical Engineering Subject & code : Non Traditional Machining (ME665) Section
PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 0) Department of Mechanical Engineering Subject & code : Non Traditional Machining (ME665) Section
UNIT 8: Non-traditional machining processes: Manufacturing processes can be broadly divided into two groups and they are
 UNIT 8: Non-traditional machining processes: Principle, need, equipment, operation and LBM, plasma arc machining, Electro chemical machining, ultrasonic machining, abrasive jet machining, water jet machining.
UNIT 8: Non-traditional machining processes: Principle, need, equipment, operation and LBM, plasma arc machining, Electro chemical machining, ultrasonic machining, abrasive jet machining, water jet machining.
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization
 Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Advanced Manufacturing Choices
 Advanced Manufacturing Choices Table of Content Mechanical Removing Techniques Ultrasonic Machining (USM) Sputtering and Focused Ion Beam Milling (FIB) Ultrasonic Machining In ultrasonic machining (USM),
Advanced Manufacturing Choices Table of Content Mechanical Removing Techniques Ultrasonic Machining (USM) Sputtering and Focused Ion Beam Milling (FIB) Ultrasonic Machining In ultrasonic machining (USM),
Electro Discharge Machining
 Electro Discharge Machining by Dr. P Saha Department of Mechanical Engineering IIT Kharagpur EDM Need control the spark energy to employ for machining Sparking frequency many thousands per second Final
Electro Discharge Machining by Dr. P Saha Department of Mechanical Engineering IIT Kharagpur EDM Need control the spark energy to employ for machining Sparking frequency many thousands per second Final
Exercises in Welding Process and Equipment --- Part 4: Cutting Process and Equipment ---
 JICA_OHJI Exercises in Welding Process and Equipment --- Part 4: Cutting Process and Equipment --- Takayoshi OHJI Professor Emeritus, Osaka University Dr. of Engineering VIRTUAL WELD CO.,LTD t-ohji@alvec.co.jp
JICA_OHJI Exercises in Welding Process and Equipment --- Part 4: Cutting Process and Equipment --- Takayoshi OHJI Professor Emeritus, Osaka University Dr. of Engineering VIRTUAL WELD CO.,LTD t-ohji@alvec.co.jp
Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications
 Unit 3 - EDM Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications Wire cut EDM Recent trends in EDM Synopsis
Unit 3 - EDM Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications Wire cut EDM Recent trends in EDM Synopsis
Dr.RAVINDER KUMAR B.E.( Hons.), M.E., Ph.D. 1 Dr.Ravinder Kumar
, M.E., Ph.D. 1 Dr.Ravinder Kumar") ElectroChemical Machining & Grinding Dr.RAVINDER KUMAR B.E.( Hons.), M.E., Ph.D. 1 Dr.Ravinder Kumar Overview Electro-Chemical Machining Advantages and Disadvantages (ECM) Electro-Chemical Grinding (ECG)
ElectroChemical Machining & Grinding Dr.RAVINDER KUMAR B.E.( Hons.), M.E., Ph.D. 1 Dr.Ravinder Kumar Overview Electro-Chemical Machining Advantages and Disadvantages (ECM) Electro-Chemical Grinding (ECG)
Buyers Guide to Perforated Metals
 101 Commerce Street Glastonbury, CT 06033 Phone: 800.443.5218 & 860.659.0591 Fax:: 860.659.8705 Web: ConardCorp.com Buyers Guide to Perforated Metals Presented by Conard Corporation Share this guide 2
101 Commerce Street Glastonbury, CT 06033 Phone: 800.443.5218 & 860.659.0591 Fax:: 860.659.8705 Web: ConardCorp.com Buyers Guide to Perforated Metals Presented by Conard Corporation Share this guide 2
Introduction to Non-Traditional Machining. N. Sinha Department of Mechanical Engineering IIT Kanpur
 Introduction to Non-Traditional Machining N. Sinha Department of Mechanical Engineering IIT Kanpur Email: nsinha@iitk.ac.in Non-Traditional Machining Traditional machining is mostly based on removal of
Introduction to Non-Traditional Machining N. Sinha Department of Mechanical Engineering IIT Kanpur Email: nsinha@iitk.ac.in Non-Traditional Machining Traditional machining is mostly based on removal of
Pollution Prevention in Machining and Metal Fabrication
 ... Pollution Prevention in Machining and Metal Fabrication A Manual for Technical Assistance Providers Excerpts March 2001... CHAPTER 5 Innovative Pollution Prevention Technologies Industry vendors have
... Pollution Prevention in Machining and Metal Fabrication A Manual for Technical Assistance Providers Excerpts March 2001... CHAPTER 5 Innovative Pollution Prevention Technologies Industry vendors have
Beveling procedures and beveling machines beveling, a quick overview 1
 Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Electric Discharge Machining (EDM)
") 2 Electric Discharge Machining (EDM) EDM is a thermal material removal process in which material is removed by local melting or vaporizing small areas at the surface of workpiece. The EDM process removes
2 Electric Discharge Machining (EDM) EDM is a thermal material removal process in which material is removed by local melting or vaporizing small areas at the surface of workpiece. The EDM process removes
THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM
 THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM Adrian P. POP 1, Petru UNGUR 1, Gheorghe BEJINARU MIHOC 2 1 University of Oradea, e-mail: adippop@yahoo.com; petru_ungur@yahoo.com; 2 Transilvania University
THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM Adrian P. POP 1, Petru UNGUR 1, Gheorghe BEJINARU MIHOC 2 1 University of Oradea, e-mail: adippop@yahoo.com; petru_ungur@yahoo.com; 2 Transilvania University
THERMAL SPRAY COATINGS
 THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
Copyright 1999 Society of Manufacturing Engineers FUNDAMENTAL MANUFACTURING PROCESSES Welding NARRATION (VO):
:") Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Welding SCENE 1. CG: Fusion Welding Processes white text centered on black SCENE 2. tape 528, 14:18:33-14:18:52
Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Welding SCENE 1. CG: Fusion Welding Processes white text centered on black SCENE 2. tape 528, 14:18:33-14:18:52
Contract Manufacturing Glossary of Terms perture ssist Gas for Cutting/Drilling Assist Gas for Welding thermal Laser Machining utomatic-feed
 Contract Manufacturing Glossary of Terms A Aperture Assist Gas for Cutting/Drilling Assist Gas for Welding Athermal Laser Machining An opaque device that controls the transverse mode performance of the
Contract Manufacturing Glossary of Terms A Aperture Assist Gas for Cutting/Drilling Assist Gas for Welding Athermal Laser Machining An opaque device that controls the transverse mode performance of the
Additive Manufacturing Challenges Ahead
 Additive Manufacturing Challenges Ahead Dr. S. SELVI Associate Professor, Dept. of Mechanical Engineering Institute of Road and Transport Technology, Erode 638 316. selvimech@yahoo.com Received 25, November
Additive Manufacturing Challenges Ahead Dr. S. SELVI Associate Professor, Dept. of Mechanical Engineering Institute of Road and Transport Technology, Erode 638 316. selvimech@yahoo.com Received 25, November
Models available: Markforged Onyx One Markforged X3 Many FDM models from numerous OEM s worldwide
 Markforged Onyx One Markforged X3 Many FDM models from numerous OEM s worldwide FFF uses a string of solid material (filament), pushing it through a heated nozzle and melting it in the process. The printer
Markforged Onyx One Markforged X3 Many FDM models from numerous OEM s worldwide FFF uses a string of solid material (filament), pushing it through a heated nozzle and melting it in the process. The printer
An introduction to Abrasive Waterjet (AWJ) machining
 machining") Tæng quan th«ng tin trao æi An introduction to Abrasive Waterjet (AWJ) machining Vu Ngoc Pi (Laboratory of Precision Manufacturing and Assembly, Delft University of Technology) Introduction AWJ machining
Tæng quan th«ng tin trao æi An introduction to Abrasive Waterjet (AWJ) machining Vu Ngoc Pi (Laboratory of Precision Manufacturing and Assembly, Delft University of Technology) Introduction AWJ machining
General Introduction to Microstructure Technology p. 1 What is Microstructure Technology? p. 1 From Microstructure Technology to Microsystems
 General Introduction to Microstructure Technology p. 1 What is Microstructure Technology? p. 1 From Microstructure Technology to Microsystems Technology p. 9 The Parallels to Microelectronics p. 15 The
General Introduction to Microstructure Technology p. 1 What is Microstructure Technology? p. 1 From Microstructure Technology to Microsystems Technology p. 9 The Parallels to Microelectronics p. 15 The
Electrochemical Die-Sinking (ECM) in Practice
 in Practice") Electrochemical Die-Sinking () in Practice Copyright by Maschinenfabrik Köppern GmbH & Co.KG. Distribution, forwarding or duplication of this document, whether in part or in full, is only allowed with
Electrochemical Die-Sinking () in Practice Copyright by Maschinenfabrik Köppern GmbH & Co.KG. Distribution, forwarding or duplication of this document, whether in part or in full, is only allowed with
PARAMETER OPTIMIZATION ON EDM
 http:// PARAMETER OPTIMIZATION ON EDM Anil S. Kapse Department of Mechanical Engineering PLITMS, Buldhana (India) ABSTRACT Spark erosion is a non-traditional machining process which is used to work hard
http:// PARAMETER OPTIMIZATION ON EDM Anil S. Kapse Department of Mechanical Engineering PLITMS, Buldhana (India) ABSTRACT Spark erosion is a non-traditional machining process which is used to work hard
A Basic Introduction to Thin-Film Coatings. From the Experts at VaporTech
 A Basic Introduction to Thin-Film Coatings From the Experts at VaporTech What are thin-film coatings? 2018 Vapor Technologies, Inc. All rights reserved. Thin-film coatings Physical or Chemical Vapor Deposition
A Basic Introduction to Thin-Film Coatings From the Experts at VaporTech What are thin-film coatings? 2018 Vapor Technologies, Inc. All rights reserved. Thin-film coatings Physical or Chemical Vapor Deposition
Electrochemical Grinding (ECG)
") Electrochemical Grinding (ECG) Introduction Equipment Methods Process parameters Advantages Limitations Applications Synopsis Introduction ECG also called electrolytic grinding is similar to ECM, except
Electrochemical Grinding (ECG) Introduction Equipment Methods Process parameters Advantages Limitations Applications Synopsis Introduction ECG also called electrolytic grinding is similar to ECM, except
NON-CONVENTIONAL MACHINING METHODS
 NON-CONVENTIONAL MACHINING METHODS CONTENTS ABSTRACT CHAPTER 1: Introduction CHAPTER 2: Functions CHAPTER 3: Components CHAPTER 4: How car Suspension works CHAPTER 5: Types CHAPTER 6: Conclusion References
NON-CONVENTIONAL MACHINING METHODS CONTENTS ABSTRACT CHAPTER 1: Introduction CHAPTER 2: Functions CHAPTER 3: Components CHAPTER 4: How car Suspension works CHAPTER 5: Types CHAPTER 6: Conclusion References
Hybrid Laser Scribing and Chemical Etching Technique using Pulsed Nd 3+ :YAG Laser to Fabricate Controlled Micro Channel Profile
 Hybrid Laser Scribing and Chemical Etching Technique using Pulsed Nd 3+ :YAG Laser to Fabricate Controlled Micro Channel Profile Srinagalakshmi Nammi, Sooraj Shiby, Bharat S Amroop, Nilesh J Vasa Department
Hybrid Laser Scribing and Chemical Etching Technique using Pulsed Nd 3+ :YAG Laser to Fabricate Controlled Micro Channel Profile Srinagalakshmi Nammi, Sooraj Shiby, Bharat S Amroop, Nilesh J Vasa Department
Unit 6. Selecting processes:
 Unit 6. Selecting processes: shaping, joining and surface treatment New approaches to Materials Education - a course authored by Mike Ashby and David Cebon, Cambridge, UK, 2008 MFA and DC 2008 Outline
Unit 6. Selecting processes: shaping, joining and surface treatment New approaches to Materials Education - a course authored by Mike Ashby and David Cebon, Cambridge, UK, 2008 MFA and DC 2008 Outline
CHAPTER 2 ABRASIVE WATER JET MACHINING
 CHAPTER 2 ABRASIVE WATER JET MACHINING 2.1 INTRODUCTION Abrasive water jet machining (AWJM) is a mechanical material removal process used to erode holes and cavities by the impact of abrasive particles
CHAPTER 2 ABRASIVE WATER JET MACHINING 2.1 INTRODUCTION Abrasive water jet machining (AWJM) is a mechanical material removal process used to erode holes and cavities by the impact of abrasive particles
Analysis of Micro-texture Geometrical Deviations in Wet Chemical Machining
 Analysis of Micro-texture Geometrical Deviations in Wet Chemical Machining S. Gandhi 1*, R. Chanmanwar 2, S. Sapkal 3 1 PG Student, 2 Assistant Professor, 3 Associate Professor Walchand College of Engineering,
Analysis of Micro-texture Geometrical Deviations in Wet Chemical Machining S. Gandhi 1*, R. Chanmanwar 2, S. Sapkal 3 1 PG Student, 2 Assistant Professor, 3 Associate Professor Walchand College of Engineering,
3 TIG welding. 3.1 A description of the method. 3.2 Equipment
 3 TIG welding 3.1 A description of the method TIG welding (also called Gas Tungsten Arc Welding, GTAW) involves striking an arc between a non-consumable tungsten electrode and the workpiece. The weld pool
3 TIG welding 3.1 A description of the method TIG welding (also called Gas Tungsten Arc Welding, GTAW) involves striking an arc between a non-consumable tungsten electrode and the workpiece. The weld pool
STUDY OF SHAPE DEPOSITION MANUFACTURING
 STUDY OF SHAPE DEPOSITION MANUFACTURING 1 Ashish Bhorkade, 2 Chetan Bharambe, 3 Suraj Bhangale 4 Pankaj Patil 1,2,3 B.E.Scholar BVCOE&RI Nashik 4 Assistant Professor Mechanical Dept. BVCOE&RI Nashik ABSTRACT
STUDY OF SHAPE DEPOSITION MANUFACTURING 1 Ashish Bhorkade, 2 Chetan Bharambe, 3 Suraj Bhangale 4 Pankaj Patil 1,2,3 B.E.Scholar BVCOE&RI Nashik 4 Assistant Professor Mechanical Dept. BVCOE&RI Nashik ABSTRACT
ALUMEC. High strength aluminium
 High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Additive Manufacturing Technology November
 Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
waterjet cutting expertise in Byjet The flexible waterjet cutting system for demanding applications
 expertise in waterjet cutting Byjet The flexible waterjet cutting system for demanding applications 2 Byjet flexible, powerful, reliable The high-performance waterjet cutting systems in the Byjet range
expertise in waterjet cutting Byjet The flexible waterjet cutting system for demanding applications 2 Byjet flexible, powerful, reliable The high-performance waterjet cutting systems in the Byjet range
ANALYSIS OF CHEMICAL MACHINING FOR PRACTICAL APPLICATIONS
 BEST: International Journal of Management, Information Technology and Engineering (BEST: IJMITE) ISSN 2348-0513 Vol. 2, Issue 3, Mar 2014, 77-86 BEST Journals ANALYSIS OF CHEMICAL MACHINING FOR PRACTICAL
BEST: International Journal of Management, Information Technology and Engineering (BEST: IJMITE) ISSN 2348-0513 Vol. 2, Issue 3, Mar 2014, 77-86 BEST Journals ANALYSIS OF CHEMICAL MACHINING FOR PRACTICAL
Application of disc lasers in Medical device manufacturing
 Application of disc lasers in Medical device manufacturing Ramasamy Elavarasan, Peter Jepsen Jan Scheftlein * Prosint, 2220 Oakland Road, San Jose, CA 96131, USA * Prenovatec GmbH, Nachtigallenstr, 13
Application of disc lasers in Medical device manufacturing Ramasamy Elavarasan, Peter Jepsen Jan Scheftlein * Prosint, 2220 Oakland Road, San Jose, CA 96131, USA * Prenovatec GmbH, Nachtigallenstr, 13
Metallization deposition and etching. Material mainly taken from Campbell, UCCS
 Metallization deposition and etching Material mainly taken from Campbell, UCCS Application Metallization is back-end processing Metals used are aluminum and copper Mainly involves deposition and etching,
Metallization deposition and etching Material mainly taken from Campbell, UCCS Application Metallization is back-end processing Metals used are aluminum and copper Mainly involves deposition and etching,
Laser assisted Cold Spray
 2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
Advances in high velocity oxygen fuel spraying enhance long-term durability in Bosch Rexroth large hydraulic cylinder rods
 profile Drive & Control Technical Article Advances in high velocity oxygen fuel spraying enhance long-term durability in Bosch Rexroth large hydraulic cylinder rods Gas Temperature (10 3 ºF) 30 25 20 15
profile Drive & Control Technical Article Advances in high velocity oxygen fuel spraying enhance long-term durability in Bosch Rexroth large hydraulic cylinder rods Gas Temperature (10 3 ºF) 30 25 20 15
Chemical Machining for Stainless Steel, Aluminum and Copper Sheets at Different Etchant Conditions
 Chemical Machining for Stainless Steel, Aluminum and Copper Sheets at Different Etchant Conditions G.A. El-Awadi 1, T.A. Enb 2, S. Abdel-Samad 1 and M.M. El-Halawany 3 1- Cyclotron Project, Nuclear Research
Chemical Machining for Stainless Steel, Aluminum and Copper Sheets at Different Etchant Conditions G.A. El-Awadi 1, T.A. Enb 2, S. Abdel-Samad 1 and M.M. El-Halawany 3 1- Cyclotron Project, Nuclear Research
Industrial Applications. Cool Laser Machining.
 Industrial Applications Cool Laser Machining www.synova.ch Energy & Aerospace Synova s Laser MicroJet (LMJ) systems offer holedrilling and diffuser-machining solutions for the aerospace and power generation
Industrial Applications Cool Laser Machining www.synova.ch Energy & Aerospace Synova s Laser MicroJet (LMJ) systems offer holedrilling and diffuser-machining solutions for the aerospace and power generation
Figure 1: Ablation with a traditional laser causes thermal damage, heating peripheral areas.
 The ability to machine precision parts without heat has dramatic implications for micro manufacturing. No heat means zero damage to the material or the part during the fabrication process. Manufacturers
The ability to machine precision parts without heat has dramatic implications for micro manufacturing. No heat means zero damage to the material or the part during the fabrication process. Manufacturers
Machine-readable identification for the automotive and aerospace industries
 Technical guide Methods for direct part marking Machine-readable identification for the automotive and aerospace industries The practice of Direct Part Marking (DPM) is used across many industries to identify
Technical guide Methods for direct part marking Machine-readable identification for the automotive and aerospace industries The practice of Direct Part Marking (DPM) is used across many industries to identify
mech14.weebly.com Chemical Machining Presented by Dr. P. Saha Department of Mechanical Engineering IIT Kharagpur
 Chemical Machining Presented by Dr. P. Saha Department of Mechanical Engineering IIT Kharagpur Case Study 1 Skin of aluminum aircraft wing (after removal of unnecessary metal from numerous surface pockets
Chemical Machining Presented by Dr. P. Saha Department of Mechanical Engineering IIT Kharagpur Case Study 1 Skin of aluminum aircraft wing (after removal of unnecessary metal from numerous surface pockets
Equipment That Needs A Permit From The SCAQMD
 Equipment That Needs A Permit From The SCAQMD In general, SCAQMD Permits to Construct and/or Operate are required to operate, build, erect, install, alter or replace any equipment, the use of which may
Equipment That Needs A Permit From The SCAQMD In general, SCAQMD Permits to Construct and/or Operate are required to operate, build, erect, install, alter or replace any equipment, the use of which may
Ratio of the Temperatures changes with depth are t
 Melting Depths Consider light pulse on surface Will get melting to some depth Eventually also raise surface to vaporization point This is the laser welding situation Can estimate the depth of melt front
Melting Depths Consider light pulse on surface Will get melting to some depth Eventually also raise surface to vaporization point This is the laser welding situation Can estimate the depth of melt front
INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY
 IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Developments in Electrical Discharge Grinding process: A review Dr. Govindan P *1, Praveen V V 2 2 M.Tech student, *1 Assistant
IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Developments in Electrical Discharge Grinding process: A review Dr. Govindan P *1, Praveen V V 2 2 M.Tech student, *1 Assistant
MEASURING THE STATE-OF-THE-ART IN LASER CUT QUALITY
 MEASURING THE STATE-OF-THE-ART IN LASER CUT QUALITY J.K. Pocorni 1, J. Powell 1,2, T. Ilar 1, A. Schwarz 2, and A.F.H. Kaplan 1 1 Luleå University of Technology, Luleå, Sweden 2 Laser Expertise Ltd., Acorn
MEASURING THE STATE-OF-THE-ART IN LASER CUT QUALITY J.K. Pocorni 1, J. Powell 1,2, T. Ilar 1, A. Schwarz 2, and A.F.H. Kaplan 1 1 Luleå University of Technology, Luleå, Sweden 2 Laser Expertise Ltd., Acorn
Materials and Fastening Solutions Study
 May, 2009 Conducted by: Introduction and Methodology Purpose and Objectives Methodology This research was conducted to provide Design News with current information on the growing importance of processes
May, 2009 Conducted by: Introduction and Methodology Purpose and Objectives Methodology This research was conducted to provide Design News with current information on the growing importance of processes
Manufacturing Processes II Prof. S. Paul Department of Mechanical Engineering Indian Institute of Technology, Kharagpur
 Manufacturing Processes II Prof. S. Paul Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture No.38 Electrochemical Machining Good Morning! Welcome to the class on Manufacturing
Manufacturing Processes II Prof. S. Paul Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture No.38 Electrochemical Machining Good Morning! Welcome to the class on Manufacturing
REVIEW ON IMPORTANCE OF ELECTRODES IN ELECTRICAL DISCHARGE MACHINING PROCESS
 REVIEW ON IMPORTANCE OF ELECTRODES IN ELECTRICAL DISCHARGE MACHINING PROCESS 1 1 Research Scholar, patel.nayan8888@gmail.com Mechanical, Sardar Vallabhbhai Patel Institute of Technology, Vasad, Gujarat,
REVIEW ON IMPORTANCE OF ELECTRODES IN ELECTRICAL DISCHARGE MACHINING PROCESS 1 1 Research Scholar, patel.nayan8888@gmail.com Mechanical, Sardar Vallabhbhai Patel Institute of Technology, Vasad, Gujarat,
Workpiece optimized machine solutions for parts cleaning
 Workpiece optimized machine solutions for parts cleaning Dipl. WI-Ing (FH) Muhammer Kör Member of stoba Group Date: 24.10.2017 www.stoba-memmingen.de Overview Who is stoba & what are the core competences
Workpiece optimized machine solutions for parts cleaning Dipl. WI-Ing (FH) Muhammer Kör Member of stoba Group Date: 24.10.2017 www.stoba-memmingen.de Overview Who is stoba & what are the core competences
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding Keyword: 16.1 Selection of pulse parameters
 Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Linear Plasma Sources for Surface Modification and Deposition for Large Area Coating
 Linear Plasma Sources for Surface Modification and Deposition for Large Area Coating Dr Tony Williams Gencoa Ltd, UK Victor Bellido-Gonzalez, Dr Dermot Monaghan, Dr Joseph Brindley, Robert Brown SVC 2016,
Linear Plasma Sources for Surface Modification and Deposition for Large Area Coating Dr Tony Williams Gencoa Ltd, UK Victor Bellido-Gonzalez, Dr Dermot Monaghan, Dr Joseph Brindley, Robert Brown SVC 2016,
11.3 Polishing with Laser Radiation
 196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
Polymer Microfabrication: Methods and Application
 Polymer Microfabrication: Methods and Application Institute for Applied Materials & Department of Microsystems Engineering (IMTEK) at University of Freiburg KIT University of the State of Baden-Wuerttemberg
Polymer Microfabrication: Methods and Application Institute for Applied Materials & Department of Microsystems Engineering (IMTEK) at University of Freiburg KIT University of the State of Baden-Wuerttemberg
needed for the SOFC electrolyte membrane application. Few directed vapor deposition
 Chapter 3 Experimental Procedure 3.1 Overview Prior to this study, DVD has not been used to create the type of dense metal oxide layers needed for the SOFC electrolyte membrane application. Few directed
Chapter 3 Experimental Procedure 3.1 Overview Prior to this study, DVD has not been used to create the type of dense metal oxide layers needed for the SOFC electrolyte membrane application. Few directed
THE EXPERIMENTAL RESEARCH OF ELECTRODISCHARGE DRILLING OF X5CrNi18 10 STAINLESS STEEL
 MultiScience - XXX. microcad International Multidisciplinary Scientific Conference University of Miskolc, Hungary, 21-22 April 2016, ISBN 978-963-358-113-1 THE EXPERIMENTAL RESEARCH OF ELECTRODISCHARGE
MultiScience - XXX. microcad International Multidisciplinary Scientific Conference University of Miskolc, Hungary, 21-22 April 2016, ISBN 978-963-358-113-1 THE EXPERIMENTAL RESEARCH OF ELECTRODISCHARGE
Comparative study on the processing of armour steels with various unconventional technologies
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Comparative study on the processing of armour steels with various unconventional technologies To cite this article: E Herghelegiu
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Comparative study on the processing of armour steels with various unconventional technologies To cite this article: E Herghelegiu
Question Bank for Microsystems Fabrication using Advanced Machining Processes
 Question Bank for Microsystems Fabrication using Advanced Machining Processes Q1. Short answer questions 1. Draw a schematic to classify all material removal processes. 2. What is size range of a bacterial
Question Bank for Microsystems Fabrication using Advanced Machining Processes Q1. Short answer questions 1. Draw a schematic to classify all material removal processes. 2. What is size range of a bacterial
Experimental Investigations of Traveling Wire Electro-Chemical Spark Machining (TW-ECSM) of Borosilicate Glass
 of Borosilicate Glass") Basanta Kumar Bhuyan and Vinod Yadava Department of Mechanical Engineering, Motilal Nehru National Institute of Technology, Allahabad 211 004, Uttar Pradesh, India E-mail: bkbhuyan@mnnit.ac.in, vinody@mnnit.ac.in
Basanta Kumar Bhuyan and Vinod Yadava Department of Mechanical Engineering, Motilal Nehru National Institute of Technology, Allahabad 211 004, Uttar Pradesh, India E-mail: bkbhuyan@mnnit.ac.in, vinody@mnnit.ac.in
ADMAP-GAS. Unconventional (Advanced) Manufacturing Processes for Gas-Engine Turbine Components
 Manufacturing Processes for Gas-Engine Turbine Components") ADMAP-GAS Unconventional (Advanced) Manufacturing Processes for Gas-Engine Turbine Components ADMAP-GAS Unconventional (Advanced) Manufacturing Processes for Gas- Engine Turbine Components Aerodays 2011
ADMAP-GAS Unconventional (Advanced) Manufacturing Processes for Gas-Engine Turbine Components ADMAP-GAS Unconventional (Advanced) Manufacturing Processes for Gas- Engine Turbine Components Aerodays 2011
Prototyping Process Choosing the best process for your project
 Prototyping Process Choosing the best process for your project Proto Labs, Inc. 5540 Pioneer Creek Dr. Maple Plain, MN 55359 P: (763) 479 3680 F: (763) 479 2679 www.protolabs.com 2009 Proto Labs. All rights
Prototyping Process Choosing the best process for your project Proto Labs, Inc. 5540 Pioneer Creek Dr. Maple Plain, MN 55359 P: (763) 479 3680 F: (763) 479 2679 www.protolabs.com 2009 Proto Labs. All rights
CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625
 23 CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625 2.1 INTRODUCTION Inconel 625 and 718 super alloys are extremely versatile austenitic nickel based super alloys with excellent
23 CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625 2.1 INTRODUCTION Inconel 625 and 718 super alloys are extremely versatile austenitic nickel based super alloys with excellent
Magpulse Technologies. Manufacturing Processes
 Manufacturing Processes 1 Context: Prototype vs. Product ME72 Device Toy RC car Automobile Prototype Product Product Quantity 1 5,000 10,000 Mfg. cost $200 in parts + your effort $5-10 $10,000+ Variability
Manufacturing Processes 1 Context: Prototype vs. Product ME72 Device Toy RC car Automobile Prototype Product Product Quantity 1 5,000 10,000 Mfg. cost $200 in parts + your effort $5-10 $10,000+ Variability
INSTITUTE OF AERONAUTICAL ENGINEERING (Autonomous) Dundigal, Hyderabad
 Dundigal, Hyderabad") INSTITUTE OF AERONAUTICAL ENGINEERING (Autonomous) Dundigal, Hyderabad - 500 043 AERONAUTICAL ENGINEERING TUTORIAL QUESTION BANK Course Name : AIRCRAFT MATERIALS AND PRODUCTION Course Code : AAE005 Regulation
INSTITUTE OF AERONAUTICAL ENGINEERING (Autonomous) Dundigal, Hyderabad - 500 043 AERONAUTICAL ENGINEERING TUTORIAL QUESTION BANK Course Name : AIRCRAFT MATERIALS AND PRODUCTION Course Code : AAE005 Regulation
Micro processing with laser radiation
 Micro processing with laser radiation Trends and perspectives Miniaturization and highly integrated functionalization are the driving factors in the production of innovative products in almost every industrial
Micro processing with laser radiation Trends and perspectives Miniaturization and highly integrated functionalization are the driving factors in the production of innovative products in almost every industrial
3 Major 3d printing process and technology introduction
 3 Major 3d printing process and technology introduction Summary After several decades of development, Now there are a variety of 3D printing technology process, from the categories divided into extrusion
3 Major 3d printing process and technology introduction Summary After several decades of development, Now there are a variety of 3D printing technology process, from the categories divided into extrusion
Technical Specification
 Technical Specification No.: Vacuum 005/2008 Version 1.6 / 22.09.2010 Guidelines for UHV-Components at DESY U. Hahn (FS-BT), K. Zapfe (MVS) Contents 1 General Information... 3 1.1 Introduction... 3 1.2
Technical Specification No.: Vacuum 005/2008 Version 1.6 / 22.09.2010 Guidelines for UHV-Components at DESY U. Hahn (FS-BT), K. Zapfe (MVS) Contents 1 General Information... 3 1.1 Introduction... 3 1.2
Titanium Welding Technology
 UDC 669. 295 : 621. 791. 754 Titanium Welding Technology Tadayuki OTANI* 1 Abstract In order to establish titanium welding technology TIG arc weldability and MIG arc weldability were surveyed. For TIG
UDC 669. 295 : 621. 791. 754 Titanium Welding Technology Tadayuki OTANI* 1 Abstract In order to establish titanium welding technology TIG arc weldability and MIG arc weldability were surveyed. For TIG
A Study On Hybrid WECSM Setup During Cutting of E-Glass Fibre Epoxy Composite
 A Study On Hybrid WECSM Setup During Cutting of E-Glass Fibre Epoxy Composite Anup Malik 1, Sushant Samir 2 and Alakesh Manna 3* 1 ME Research Scholar, Department of Mech. Engg, PEC University of Technology,
A Study On Hybrid WECSM Setup During Cutting of E-Glass Fibre Epoxy Composite Anup Malik 1, Sushant Samir 2 and Alakesh Manna 3* 1 ME Research Scholar, Department of Mech. Engg, PEC University of Technology,
Plastics for Additive Manufacturing
 Sources: voxeljet, Materialise NV, Iris van Herpen Plastics for Additive Manufacturing Dr. Thomas Büsgen Bayer MaterialScience AG 20 th November 2013, 3D Printing & Additive Manufacturing Industrial Applications
Sources: voxeljet, Materialise NV, Iris van Herpen Plastics for Additive Manufacturing Dr. Thomas Büsgen Bayer MaterialScience AG 20 th November 2013, 3D Printing & Additive Manufacturing Industrial Applications
A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO. K. ESHWARA PRASAD Research Scholar,
 A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO K. ESHWARA PRASAD Research Scholar, Professor, Department of Mechanical Engineering, Department of Mechanical
A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO K. ESHWARA PRASAD Research Scholar, Professor, Department of Mechanical Engineering, Department of Mechanical
Additive Manufacturing or 3D prototyping. OO, November the 18 th
 Additive Manufacturing or 3D prototyping OO, November the 18 th Definition Additive Manufacturing is defined in ASTM F2792-12 as an assembly process of successive thin layer of materials by using numerical
Additive Manufacturing or 3D prototyping OO, November the 18 th Definition Additive Manufacturing is defined in ASTM F2792-12 as an assembly process of successive thin layer of materials by using numerical
Crystal Growth and Wafer Fabrication. K.Sivasankaran, Assistant Professor (Senior), VLSI Division, School of Electronics Engineering, VIT
, VLSI Division, School of Electronics Engineering, VIT") Crystal Growth and Wafer Fabrication K.Sivasankaran, Assistant Professor (Senior), VLSI Division, School of Electronics Engineering, VIT Crystal growth Obtaining sand Raw Polysilicon Czochralski Process
Crystal Growth and Wafer Fabrication K.Sivasankaran, Assistant Professor (Senior), VLSI Division, School of Electronics Engineering, VIT Crystal growth Obtaining sand Raw Polysilicon Czochralski Process
Chapter 3: Powders Production and Characterization
 Chapter 3: Powders Production and Characterization Course Objective... To introduce selective powder production processes and characterization methods. This course will help you : To understand properties
Chapter 3: Powders Production and Characterization Course Objective... To introduce selective powder production processes and characterization methods. This course will help you : To understand properties
EQUIPMENT AND SYSTEM FOR VACUUM COATING METALLIZING, SPUTTERING, PLASMA and PECVD. Hybrid system KOLZER DGK 36
 email : carlo.gennari@fastwebnet.it web site : http://carlogennariforni.beepworld.it/kolzer.htm EQUIPMENT AND SYSTEM FOR VACUUM COATING METALLIZING, SPUTTERING, PLASMA and PECVD Hybrid system KOLZER DGK
email : carlo.gennari@fastwebnet.it web site : http://carlogennariforni.beepworld.it/kolzer.htm EQUIPMENT AND SYSTEM FOR VACUUM COATING METALLIZING, SPUTTERING, PLASMA and PECVD Hybrid system KOLZER DGK
Additive Layer Manufacturing: Current & Future Trends
 Additive Layer Manufacturing: Current & Future Trends L.N. Carter, M. M. Attallah, Advanced Materials & Processing Group Interdisciplinary Research Centre, School of Metallurgy and Materials Additive Layer
Additive Layer Manufacturing: Current & Future Trends L.N. Carter, M. M. Attallah, Advanced Materials & Processing Group Interdisciplinary Research Centre, School of Metallurgy and Materials Additive Layer
THE EFFECT OF ELECTROCHEMICAL MACHINING ON THE FATIGUE STRENGTH OF HEAT RESISTANCE ALLOYS
 Fatigue of Aircraft Structures Vol. 1 (2011) 57-63 10.2478/v10164-010-0038-2 THE EFFECT OF ELECTROCHEMICAL MACHINING ON THE FATIGUE STRENGTH OF HEAT RESISTANCE ALLOYS Jerzy Kozak Institute of Aviation,Warsaw,
Fatigue of Aircraft Structures Vol. 1 (2011) 57-63 10.2478/v10164-010-0038-2 THE EFFECT OF ELECTROCHEMICAL MACHINING ON THE FATIGUE STRENGTH OF HEAT RESISTANCE ALLOYS Jerzy Kozak Institute of Aviation,Warsaw,