Nickel-induced crystallization of amorphous silicon
|
|
|
- Colin Carson
- 6 years ago
- Views:
Transcription
1 University of Arkansas, Fayetteville Mechanical Engineering Undergraduate Honors Theses Mechanical Engineering Nickel-induced crystallization of amorphous silicon Robert Fleming University of Arkansas, Fayetteville Follow this and additional works at: Recommended Citation Fleming, Robert, "Nickel-induced crystallization of amorphous silicon" (2009). Mechanical Engineering Undergraduate Honors Theses This Thesis is brought to you for free and open access by the Mechanical Engineering at It has been accepted for inclusion in Mechanical Engineering Undergraduate Honors Theses by an authorized administrator of For more information, please contact
2 Nickel-Induced Crystallization of Amorphous Silicon
3 Nickel-Induced Crystallization of Amorphous Silicon A thesis submitted in partial fulfillment of the requirements for the Mechanical Engineering Honors Program By Robert A. Fleming April 2009 The University of Arkansas
4 Thesis Director: Dr. Min Zou Thesis Committee: Dr. Matt Gordon
5 THESIS DUPLICATION RELEASE I hereby authorize the University of Arkansas Libraries to duplicate this thesis when needed for research and /or scholarship. Agreed Robert Fleming Refused Robert Fleming
6 Acknowledgements The author would like to thank Dr. Min Zou for her advice and support as the advisor for this project, as well as Dr. Matt Gordon for serving on the thesis committee. The author would also like to thank Mr. Hengyu Wang for his guidance and assistance in the laboratory. Funding for this project was provided by an Honors College Undergraduate Research Grant and the National Science Foundation under Grant No. CMMI v
7 Abstract One- and two-dimensional silicon nanostructures, such as nanodots, nanowires, and surface topography, have potential uses in a variety of fields, including microelectronics, photonics, and tribology. In this thesis research, nickel-induced crystallization (NIC) of amorphous silicon (a-si) was investigated to determine the suitability of NIC of a-si to produce silicon nanostructures on silicon substrates. The results show that formation of both surface topography and nanowires is possible with NIC of a-si. In addition, the formation of nanostructures is very sensitive to Ni thickness, and the resulting nanostructures and films display a high degree of repeatability. The results obtained from this research provide a solid foundation for future studies in NIC of a-si. vi
8 TABLE OF CONTENTS ACKNOWLEDGEMENTS...v ABSTRACT... vi LIST OF FIGURES...x CHAPTERS I. INTRODUCTION Background Silicon Nanostructures Amorphous Silicon Metal-Induced Crystallization of a-si Mechanisms of Crystallization NIC of a-si Motivation Organization of the Thesis...5 II. LITERATURE REVIEW Research in NIC and NILC of a-si...6 III. EXPERIMENTAL TECHNIQUES Process steps of NIC on a-si Amorphous Silicon Deposition Native Oxide Growth Nickel Evaporation Annealing Selective Etching Sample Characterization Optical Microscopy Scanning Electron Microscopy...18 vii
9 3.2.3 Energy Dispersive X-Ray Spectroscopy...18 IV. RESULTS AND DISCUSSIONS Summary of Experiments Performed Fabrication and Characterization of Processed Samples Discussion of Nickel Thicknesses Nanometers Namometers Nanometers Nanometers Nanostructures Produced Surface Topography Nanowires Sensitivity of Nanostructure Production to Ni Thickness Repeatability of Results Discussion of Chemical Composition of Films and Nanostructures Surface Topography Nanowires Continuous Films Discussion of Crystallization Mechanism...35 V. CONCLUSIONS AND FUTURE DIRECTIONS Conclusions Recommendations for Future Work Effects of Native Oxide Removal Layer Removal on NIC of a-si Exchange of Ni and a-si Layers for Moderately Thick Ni Films The Effect of Very Thick Ni Films on NIC of a-si The Effect of Magnetic Fields on NIC of a-si Combined NIC and AIC...38 viii
10 REFERENCES...40 ix
11 List of Figures Figure 1.1 Basic Steps Involved in NIC of a-si...4 Figure 3.1 Process Flow Chart for NIC of a-si...13 Figure 3.2 Schematic of a Thermal Evaporator...16 Figure 3.3 Matrix of Annealing Conditions Used for All Ni Thicknesses...17 Figure 4.1 Post-Etch Results Matrix for 5 nm Samples...23 Figure 4.2 Pre-Etch Results Matrix for 95 nm Samples...25 Figure 4.3 Post-Etch Results Matrix for 95 nm Samples...26 Figure 4.4 Post-Etch Results Matrix for 10 nm Samples...27 Figure 4.5 Post-Etch Results Matrix for 20 nm Samples...29 Figure 4.6 SEM Imaging of Nanowire Growths for (a) 10 nm and (b) 20 nm Ni...30 Figure 4.7 Repeatability of Results when Annealed at the Same Time...32 Figure 4.8 Repeatability of Results when Annealed at Different Times...32 Figure 4.9 EDS Signatures for (a) On-Island and (b) Off-Island...33 Figure 4.10 EDS Signature of Nanowires...34 Figure 4.11 Post-Etch EDS Signature of a Continuous Film...35 x
12 Chapter 1 Introduction 1.1 Background Silicon Nanostructures Silicon nanostructures, such as nanodots and nanowires, have garnered much interest recently for potential application in electronic and photonic devices. Silicon surface topography has been successfully used to alter the tribological properties of silicon surfaces. In addition, surface topography has been shown to exhibit, with the appropriate chemical modification, both hydrophobic and hydrophilic properties 1. Due to the usefulness of these nanostructures, methods of fabrication warrant more investigation Amorphous Silicon Crystalline silicon (c-si) has favorable electrical and optical properties that make it an ideal material for use in electronic and photonic applications. Amorphous silicon (a- Si) is a non-crystalline allotrope of silicon that does not display the long-range order that is inherent in c-si. This break-down in the crystal structure results in dangling bonds, with a subsequent degradation of electrical and optical properties. However, a-si is much cheaper to produce than c-si. Because of this, a-si has become the material of choice for large-area electronics applications, such as thin film transistors (TFTs) and photovoltaic devices. Therefore, it is desirable to find methods to produce polycrystalline silicon films from a-si at a low cost Metal-Induced Crystallization of a-si Metal-induced crystallization (MIC) is one method of producing polycrystalline silicon films at a low cost. In MIC, when a-si comes into contact with the metal, the 1
13 activation energy of crystallization is lowered and the a-si crystallizes at a much lower temperature than without the metal. Notably, a-si crystallizes below the eutectic temperature during MIC. Common metals used in MIC are Al, Ni, Au, and Ag. Aluminum and Ni are the two most widely used metals for MIC. Production of silicon nanostructures via aluminum-induced crystallization (AIC) of a-si has been widely investigated, but nanostructure production via nickel-induced crystallization (NIC) has not been as extensively studied. Much of the research in NIC is actually in the field of nickel-induced lateral crystallization (NILC). During NILC, only islands of Ni are deposited on an a-si film, as opposed to the blanket Ni deposition used in NIC. Upon annealing, crystallization begins at the metal island and proceeds laterally along the a-si film. NILC prevents the relatively high level of Ni contamination that is inherent in polycrystalline silicon films produced by NIC and is capable of producing large lateral grains that are desired for electronic applications Mechanisms of Crystallization The actual mechanism that governs MIC is not well understood. Several physical mechanisms have been proposed. The first, which occurs for eutectic metals, is based on electron screening and silicon diffusion. The electron screening weakens the covalent bonds of a-si and allows diffusion of Si atoms into the metal film. These Si atoms then find preferred nucleation sites and continue to grow until they contact each other, resulting in continuous films. Near the eutectic temperature of the metal-si binary system, the diffusion and crystallization rate increases, likely due to the presence of liquid eutectic material. Another mechanism, which occurs for compound-forming metals, is based on the diffusion of metal silicide. Crystallization only begins when a 2
14 metal silicide film forms at the interface of the metal layer and a-si. Metal silicide nodules then diffuse down through the a-si film, leaving a trail of poly-si. The diffusion of metal silicide nodules through the a-si film is the result of a difference in chemical potential between the metal silicide/a-si interface and the metal silicide/poly-si interface. The final mechanism, termed Vapor-Liquid-Solid (VLS), is based on vapor saturation of a liquid catalyst. Crystal growth through unassisted direct adsorption of a gas is typically very slow. The rate of crystallization can be increased by introducing a liquid alloy catalyst that can absorb the source material carrier gas. When the liquid catalyst becomes saturated with source material, crystallization proceeds from nucleation sites at the solidliquid interface NIC of a-si The basic process steps of NIC of a-si are shown in Figure 1.1. The main parameters that effect NIC of a-si are: 1) a-si thickness, 2) Ni thickness, and 3) the annealing conditions and etching process. 3
15 Substrate a-si Deposition Substrate Ni Evaporation Substrate Annealing and Etching Figure 1.1: Basic Steps Involved in NIC of a-si Substrate 1.2Motivation Silicon nanostructures have a wide variety of uses, and as such, methods of fabrication warrant more study. Nanostructures have been produced with other types of MIC, notably AIC 2,3, yet nanostructure production via NIC of a-si has not been extensively studied. Nanodots and nanowires have potential applications in the area of electronics, while surface topography has shown to be useful in tribological applications. As such, the primary focus of this research is to investigate the suitability of NIC of a-si to produce silicon nanostructures. Once the production of nanostructures by NIC of a-si is established, the uses of these nanostructures can be further investigated. The specific goals of this research are to demonstrate the production of nanostructures using NIC of a- Si and characterize these nanostructures in terms of geometry and chemical composition. 4
16 1.3 Organization of the Thesis This thesis is divided into five chapters. The present chapter has introduced metal-induced crystallization and proposed mechanisms of crystallization. Chapter two is a review of current literature in the area of nickel-induced crystallization of a-si. Chapter three details the experimental techniques and characterization methods used. Chapter four presents a discussion of the results of this research. Finally, chapter five contains the conclusion and recommendations for future work. 5
17 Chapter 2 Literature Review 2.1 Research in NIC and NILC of a-si Much of the research in metal-induced crystallization of a-si using nickel as the crystallization-inducing metal has been in the area of NILC. Y.-D. Lin and Y.S. Wu studied the effect of oxygen in the nickel films used in NILC at various temperatures 4. Wet oxide films of 500 nm thickness were grown at a substrate temperature of 1,050 C, followed by a 100-nm-thick layer of a-si. A photo-resist patterning technique was employed to produce islands of a-si. Then, a 10-nm-thick layer of nickel was deposited on some samples using DC sputtering at room temperature. On the other samples, a 10 nm thick layer of nickel-oxide was deposited using DC sputtering in air. These samples were then annealed in a nitrogen atmosphere at temperatures between 500 and 600 C. Scanning electron microscopy (SEM) revealed the presence of needle-like morphology at the NILC front. The results showed that the presence of oxygen in the nickel films reduced the NILC length, but did not adversely affect the crystal morphology. The NILC rates for both the Ni and NiO samples increased with increasing annealing temperature. The only adverse effect of oxygen in the nickel films was retardation in the nucleation of poly-si. This was a caused by the incubation time needed for reduction of NiO to Ni for crystallization mediation. This incubation time increased with decreasing temperature, and the reduction rate becomes too low to accommodate crystallization below 500 C. L.K. Lam et al. studied the kinetics of NILC used in the production of TFTs 5. The major objective of this study was to determine the activation energies of NILC for both rapid thermal annealing (RTA) and conventional furnace annealing (CFA). First, 6
18 120-nm-thick a-si was deposited on Corning 1737 substrate. After patterning, wet oxide of 120 nm thickness was deposited, followed by 240 nm of a-si at the gate region. After patterning of the a-si gate layer, the wafers were ion-implanted with 5x10-15 cm -2 phosphorus at 100 kev. Finally, a nm layer of Ni was blanket evaporated onto the source, drain, and gate regions. Recrystallization was attained by RTA at temperatures from 520 to 640 C in a nitrogen environment and by CFA in nitrogen at C. The NILC velocity was measured using optical microscopy. According to the results, the NILC velocity of the RTA samples proceeded at a rate three times faster than the CFA samples. Activation energies were determined from the slopes of plots of NILC velocity vs. inverse temperature. The activation energy was determined to be 1.75 ev for RTA and 1.86 ev for CFA. Although the activation energies are comparable, the NILC velocity is faster for RTA by a factor of 3. In addition, the electrical properties of TFTs fabricated using both annealing methods were similar. L.F. Li et al. studied the effect of an applied electric field on NILC of a-si thin films, a process known as field-aided lateral crystallization (FALC) 6. A 90-nm-thick a-si film was deposited on a 500 nm layer of thermally grown oxide. Nickel films were electron-beam evaporated onto the a-si layer and patterned into strips using a shadow mask. The samples were annealed in a 500 C, 0.04 Torr argon environment for 5 hours. To test for FALC effects, the specimen was clamped into an insulating boron nitride holder, with two carbon electrodes each in contact with a Ni strip. A DC voltage was applied between the electrodes, resulting in an induced electric field of 600 V/cm. Atomic force microscopy (AFM) of the crystallization front shows dendritic lateral growth. AFM imaging also reveals that large NILC grains are actually a mosaic of 7
19 needle-like subgrains. The orientation of these subgrains deviate slightly from each other, as shown by the AFM imaging. FALC specimens also showed dendritic growth, but the diffusion rate was accelerated by the applied electric field. In addition, the growth orientation of the FALC subgrains was normalized by the electric field. The NILC and FALC growth fronts are distinctive, due to electric field enhancement on the lateral crystallization. M. Qin et al. investigated the effect of annealing temperature on NILC rate 7. Initially, 100 nm of a-si was deposited on 300 nm of wet oxide, followed by 400 nm of low temperature oxide (LTO). Then, windows were patterned into the LTO and 5 nm of Ni was electron beam evaporated onto the a-si layer. The samples were annealed by CFA in nitrogen at C for 2 to 18 hours. Some samples were annealed again at 1000 C for 2 hours to study second grain growth at high temperatures. Samples were characterized by optical microscopy, Raman spectroscopy, AFM, and transmission electron microscopy (TEM). The NILC growth rate depends strongly on annealing temperature, with a maximum growth rate at 625 C. The films formed are a mixture of large and small grains and contain many defects. However, a second high-temperature anneal promotes secondary crystallization that results in improvement of the NILC films. TEM imaging reveals that the samples that were annealed again at 1000 C have clear grain structures. C.F. Cheng et al. studied the effect of nickel thickness on NILC 8. First, 700 nm of wet oxide was deposited on silicon substrates, followed by 100 nm of a-si and 400 nm of LTO. Seed windows were opened in the LTO, and Ni thin films were evaporated onto the exposed a-si. Nickel thicknesses were 5, 10, and 50 nm. The wafers were subjected 8
20 to 550 C annealing in a nitrogen environment for 50 hours to induce crystallization, followed by a second anneal for 1 hour at 900 C to enlarge the grain sizes. After the annealing, a CMOS process was performed to fabricate n-channel TFTs. The performance of the TFTs was used as a rubric for the quality of poly-si. The results show that thicker nickel films resulted in better TFT performance, particularly the mobility of the poly-si layer. K.H. Park et al. investigated the microstructural evolution of Ni during crystallization of a-si by NILC 9. An oxide layer of 200 nm was grown on glass substrates, onto which 200 nm a-si films were deposited by PECVD. A very thin Ni layer was coated on the a-si films by dc magnetron sputtering. The samples were annealed at temperatures between C for durations of 2 minutes. Microstructure characterization was performed by planar TEM. Their results showed that octahedral NiSi 2 precipitates formed at low annealing temperatures. At higher temperatures, the precipitate shape changed due to crystal nucleation on the {111} planes of NiSi 2. Crystalline silicon growth was developed by the migration of NiSi 2 precipitates. In addition, collisions between stationary precipitate particles and migrating precipitate particles produced additional c-si growth in variants of the <111> direction. In the area of conventional NIC, Z. Jin et al. developed a physical mechanism for NIC based on redistribution of Ni in the a-si film 10. Thin nickel films, ranging from 70 nm to 1 µm, were deposited on oxidized silicon substrates, followed by Ni films of 5-10 nm thicknesses. Heat treatment was performed for 1 to 90 hours in a conventional furnace at 500 C. During heat treatment, nitrogen gas was delivered to the furnace at a flowrate of 5 L/min. The c-si films produced were studied by Raman spectroscopy, 9
21 optical microscopy, and TEM. Based on the results, they proposed a 3-step mechanism for NIC: Silicide formation, breakup of silicide layer into nodules, and nodule transport. This model accounts for the inversion of Ni and Si during crystallization, as well as provides a viable explanation for long-range Ni transport through the entire film. J.-D. Hwang et al. proposed a two-step annealing process, designed to reduce the long annealing times used in conventional NIC and to improve the electrical and structural properties of poly-si films 11. Amorphous silicon films of 100 nm thickness were deposited on oxidized Si wafer substrates, followed by 5 nm Ni films. The two-step annealing process consisted of 10 minutes of rapid thermal annealing RTA and CFA for 5 to 20 hours. They quantified the crystalline grain size versus annealing time. The largest grains were produced after 5 hours of CFA, with a steady decrease in grain size with increasing annealing time. XRD analysis of the poly-si films shows the presence of (111), (220), and (322) crystals in the crystallized region. Using a method similar to NIC, Huntagalung et al. produced a nanowhisker using nickel as a catalyst 12. In their method, very thin Ni films were deposited on Si substrates by spin-coating. A silicon powder was then thermally evaporated onto the Ni films. Heat treatment parameters were 1 hour at 1,050 C. During spin-coating, the Ni films separated into discrete islands instead of a continuous film. During heat treatment, these islands served as nucleation sites for crystal growth. SEM and TEM imaging confirm the production of a one-dimensional silicon nanostructure with a spherical Ni tip. The authors contend that this structure is similar to those that would be produced by the VLS mechanism, and thus the production of silicon nanowires can be explained by VLS. 10
22 Despite all of the research in NIC and NILC of a-si, the production of nanostructures by NIC of a-si has not been well investigated. The focus of this research is to determine the suitability of traditional NIC of a-si to reliably produce silicon nanostructures, including surface topography and nanowires. 11
23 Chapter 3 Experimental Techniques 3.1 Process Steps of NIC of a-si The relevant processing steps in NIC of a-si are plasma enhanced chemical vapor deposition (PECVD), native oxide growth, thermal evaporation, annealing, and wet selective etching. Characterization techniques employed include optical microscopy, scanning electron microscopy (SEM), and energy dispersive X-ray spectroscopy (EDS). Figure 3.1 shows a flow chart of the relevant processes used in this study. Single crystal silicon (111) wafers were chosen as substrates due to availability and the relative ease in which they may be cut into small samples. Amorphous silicon films were deposited on the substrates by means of PECVD. After a-si deposition, the wafers were allowed to sit in air in order for a native oxide film to develop. Nickel was then deposited on the native oxide layer with a thermal evaporator. After evaporation, the wafers were diced into small samples. These samples were then annealed in a furnace in air in order to provide the activation energy required for crystallization of a-si. Unreacted Ni was removed by wet selective etching. The processes used in this study are similar to those used in the literature, yet there are differences. As stated in chapter 2, much of the literature on NIC is actually on NILC, which has different objectives, namely the production of large lateral grains. The studies in the literature typically use relatively low annealing temperatures and very long annealing times (up to 90 hours). However, this study uses higher annealing temperatures with shorter annealing times. In addition, the formation of silicon nanostructures has been well documented with other forms of MIC, namely AIC. 12
24 However, the results from AIC cannot be extended to NIC, mainly due to differences in chemical reactions present during annealing and characteristic activation energies. Si (111) a-si Deposition a-si Si (111) Annealing Native Oxide a-si Ni Etching Si (111) Native Oxide Native Oxide a-si Si (111) poly-si Native Oxide a-si Si (111) Ni Deposition Ni Native Oxide a-si Si (111) Figure 3.1: Process Flow Chart for NIC of a-si Amorphous Silicon Deposition PECVD is a common method of thin film deposition. During PECVD, the deposition of thin films through chemical reactions of the gas phase of the source material is assisted by a plasma produced by an electric field. The electrons generated 13
25 by this plasma create free radicals during collisions with source gas atoms in the reaction chamber. These radicals migrate to the substrate surface and interact with surface atoms and other nearby radicals to produce solid thin films at relatively low ambient temperatures. The properties of thin films deposited by PECVD can be controlled by adjusting process parameters. These parameters include substrate temperature, chamber pressure, radio frequency (RF) power, and source gas flow rate. Notable advantages of PECVD include good film adhesion, uniform film deposition, and low deposition temperatures due to the energy provided by the plasma. In this study, PECVD was used to deposit a-si thin films on silicon substrates. The substrate temperature, chamber pressure, RF power, and silane flow rate were controlled at 250 C, 1 Torr, 20 W, and 85 sccm, respectively. These conditions produced a 100 nm thick a-si thin film Native Oxide Growth When exposed to air, silicon oxidizes to form silicon dioxide films. This native oxide layer has been shown to have an impact on AIC of a-si, so the a-si films were also allowed to oxidize for this study. Native oxide growth proceeds quickly after first exposure to air, but the native oxide thickness levels off after approximately two days. Thus, the a-si layers were allowed to sit in air for at least two days after deposition to allow growth of a consistent SiO 2 layer Nickel Evaporation Thermal evaporation is an effective method of film deposition for materials that have manageable melting and vaporization temperatures and high degrees of adhesion 14
26 with the target material. In this study, an Edwards Auto-306 thermal evaporator was used to evaporate Ni films onto the native oxide films. The advantages of thermal evaporation are smooth, uniform films and little risk of substrate contamination. In addition, the low chamber pressures used during thermal evaporation prevent reactions between the vapor and atmosphere and also lower the melting and vaporization temperatures of the source material. Figure 3.2 shows the relevant components of a thermal evaporator. Source material is loaded into the evaporation boat, which is connected to an electrode. The electric current supplied by the electrode provides the energy to vaporize the source material. When the source material evaporates, it migrates upward and deposits on the target and the evaporator walls. A crystal resonator is used to measure deposited film thickness. The mass deposited on the crystal is sensed as a change in resonance frequency. A user-supplied density value is used by the internal computer to convert changes in mass to deposited film thickness. In this study, Ni films of 5 nm, 10 nm, 20 nm, and 95 nm were deposited on the native oxide films. Nickel wire was used as source material, and tungsten boats were used as the evaporation vessel. Base pressures used for evaporation were on the order of 2x10-6 mbar, while the base current used to initiate evaporation was 4 amps. The current was adjusted in situ to normalize the deposition rate to 0.4 nm/s. 15
27 Wafer Support Crystal Resonator Target Wafer Ni Atom Ni Source Electrode Evaporation Boat Figure 3.2: Schematic of a Thermal Evaporator Annealing Annealing is a heat treatment that is generally used to refine the microstructure, relieve internal stresses, and alter the material properties of a sample. In this study, annealing is used to provide the energy required to initiate the crystallization of a-si. Annealing was accomplished with an electric furnace with an alumina-based interior. Instead of placing the sample in a room-temperature furnace and allowing the sample to be heated up along with the furnace, as in the literature, the samples were placed in the furnace only after it had reached a pre-set steady-state temperature. After the sample was annealed, it was allowed to cool in air. The most important parameters in the annealing process are annealing time and annealing temperature. Figure 3.3 shows the annealing matrix that was used for all Ni thicknesses. 16
28 Temperature 550 C 600 C 700 C 800 C Time 30 min X X X X 10 min X X X 30 s X X 10 s X X Figure 3.3: Matrix of Annealing Conditions Used for All Ni Thicknesses Selective Etching Oftentimes, after annealing, unreacted metal source will be left on the sample surface. In general, this unreacted metal is undesirable and must be removed. Wet selective etching is a process in which this unreacted metal is removed by a chemical solution. It is important, though, to make sure that the chemical used as an etchant will not etch the target material, remove the developed microstructure, or adversely damage the substrate. For some applications, complete removal of the materials to be etched is not desired, and so the etch rate of the etchant is an important parameter. If complete removal is desired, careful monitoring of the etchant is not required. For these experiments, TNT Copper Etch, which contains sulfuric acid, copper sulfate, and hydrogen peroxide, was used for complete nickel removal. This etchant does not damage either crystalline or amorphous silicon, so it is appropriate for this study. The etch rate is very fast. For copper, it is 0.25 microns per second at room temperature; an etch rate for Ni is not available, but should be similar. The samples were immersed in the etchant bath for approximately 5 minutes at room temperature, to insure that all unreacted Ni would be removed. After etching, characterization of the developed films can begin. 17
29 3.2 Sample Characterization Optical Microscopy Optical microscopy is useful for qualitatively assessing the quality of films on the etched samples. Optical microscopes use the light reflected off a sample, along with a series of lenses, to magnify sample images. Magnification capabilities of 1000x are common for optical microscopes. The optical microscope used in this study has a maximum magnification of 100x Scanning Electron Microscopy Scanning electron microscopy (SEM) imaging is a useful technique for producing highly-magnified, three dimensional surface topography images with high resolution. During SEM imaging, a beam of electrons is scanned across the surface of a sample. These electrons interact with atoms on or near the sample surface and create secondary electrons that are collected by a detector. The signals that reach this detector are then used to produce a real-time image of the surface topography via a beam from a cathoderay tube Energy Dispersive X-Ray Spectroscopy EDS is used to determine the elemental composition of a sample surface. The EDS detector is integrated into the scanning electron microscope and operates in conjunction with SEM imaging. In addition to the secondary electrons that are liberated during electron beam scanning, X-rays that are characteristic of the atomic species that make up the surface are also produced. Since each element in the periodic table has a unique electron structure, the X-rays that are produced are also unique, and thus the 18
30 spectra produced by EDS can be used to determine which chemical elements are present in a surface. 19
31 Chapter 4 Results and Discussion 4.1 Summary of Experiments Performed Since producing silicon nanostructures by NIC of a-si has not been well investigated, a systematic study has been performed to establish the process and characterize the silicon nanostructures that were produced. In this study, four different nickel thicknesses were used to assess the viability of NIC of a-si to produce silicon nanostructures. The relevant results that will be discussed include: 1) types of nanostructures produced, 2) the sensitivity of nanostructure production to Ni thickness, 3) result repeatability, 4) characterization of the chemical composition of nanostructures, and 5) a discussion of a probable crystallization mechanism. 4.2 Fabrication and Characterization of Processed Samples The primary objective of this study is to evaluate the suitability of NIC of a-si to produce silicon nanostructures and surface topography and to characterize the resulting structures with optical microscopy, SEM imaging, and EDS. A 100-nm-thick film of a-si was deposited on single crystalline silicon (111) wafers by means of PECVD. The substrate temperature, chamber pressure, RF power, and silane flow rate were controlled at 250 C, 1 Torr, 20 W, and 85 sccm, respectively. After a-si deposition, the wafers were allowed to sit in air for at least two days for native oxide growth. Then, nickel films of 5 nm, 95 nm, 10 nm, and 20 nm were deposited by thermal evaporation. The base pressure used during evaporation was on the order of 2x10-6 mbar and the evaporation rate was 0.4 nm/s. After a-si and Ni deposition, the wafers were diced into small 1.5 cm x 1.5 cm pieces for further processing. 20
32 These small samples were then chosen randomly to be annealed for a certain time and temperature. After annealing, the samples were etched using TNT Copper Etch to remove any unreacted Ni from the sample surface. During etching, the samples are submerged in the etchant for approximately 5 minutes, and then rinsed in de-ionized to remove any residual etchant from the surface. Finally, the samples were blown dry with a nitrogen gun. The finished samples were characterized with optical microscopy, SEM, and EDS. Optical microscopy was used to qualitatively determine the quality of the processed films. The microscope used in this study is capable of magnifications of 10x, 20x, 40x, and 100x. At 100x magnification, it is possible to discern the presence of microstructure, but further determination of microstructure size and geometry is not possible. SEM imaging provided high-magnification images of the sample surfaces. At these magnifications, sub-micron details are apparent, and it is possible to determine the size and geometry of the structures produced. In addition, SEM imaging provided excellent depth of field, resulting in discernment of three-dimensional details of the sample surfaces. EDS characterization provided information on the chemical composition of the produced structures and surfaces. In this study, EDS was used to assess the Ni concentration remaining in the samples after etching. Since all unreacted Ni was removed during etching, EDS signatures that correspond to Ni could be a result of Ni atoms that have diffused into the a-si films, or, more likely, indicates the presence of nickel silicides. 21
33 4.3 Discussion of Nickel Thicknesses In this experiment, four different Ni thicknesses were used to perform NIC of a- Si: 5 nm, 95 nm, 10 nm, and 20 nm. A discussion of the rationale behind the specific Ni thickness, relevant SEM images, and an interpretation of the results for each Ni thickness is presented below Nanometers The first Ni thickness used was 5 nm. This thickness was inspired by the literature, which cited crystallization results for 5 nm samples at 550 C for 30 min and 800 C for 10 s 11. Additionally, these two conditions were used as the limiting cases for the annealing matrix that was used across all Ni thickness. Figure 4.1 shows a results matrix for post-etch 5 nm samples. The SEM magnification for the images in Figure 4.1 is 10,000x. For this Ni thickness, most of the conditions produced spider-like growths, which are not desirable as silicon nanostructures. Notable exceptions include 700 C for 10s, which displays much more robust growth, and 800 C for 30 min and 10 min, both of which produced surface texture. The occurrence of nanostructures represents an early experimental success, as structures such as these have applications for surface wetting. However, the population density of these structures is too low for practical applications, so further experimentation is required to produce more useful structures. 22











34 550 C 600 C 700 C 800 C 30 min 10 min 30 s 10 s Figure 4.1: Post-Etch Results Matrix for 5 nm Samples Nanometers The next nickel thickness used was 95 nm. This thickness was inspired by the desire to form silicon nanowires via NIC of a-si in a method that is similar to the method used to produce silicon nanowires via AIC of a-si. Since very little research has been done in nanostructure production using traditional NIC, much less on the formation of nanowires, the methods and results from AIC were extended to this study. Formation of silicon nanowires by AIC of a-si has been confirmed using 800 nm of Al on 100 nm of a- 23
35 Si 2. Because of this, the original intent was to evaporate as much Ni as possible onto the 100 nm a-si film. However, a boat failure resulted in deposition of only 95 nm of Ni. Figure 4.2 shows a pre-etch results matrix for 95 nm samples, and Figure 4.3 shows a post-etch results matrix for 95 nm samples. The SEM magnification used in Figures 4.2 and 4.3 is 10,000x. Contrary to the results from the 5 nm samples, these samples are completely covered with a continuous film with a very fine microstructure. In addition, for some samples, notably 800 C for 30 min and 10 min, an underlying structure is apparent, yet is completely covered by the continuous film. Furthermore, a comparison between the pre-etch and post-etch SEM images shows that there is very little change in the appearance of the film. Since the copper etchant does indeed etch unreacted Ni, these films must be composed of some Nicontaining compound that cannot be etched. Therefore, 95 nm Ni films are ineffective at producing silicon nanostructures, because any structures that are produced are buried beneath a continuous film that cannot be removed by conventional etching. 24







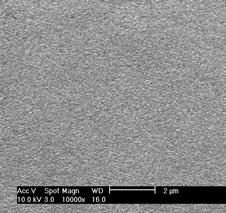
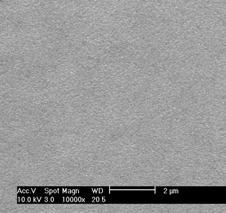
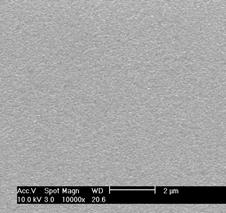
36 550 C 600 C 700 C 800 C 30 min 10 min 30 s 10 s Figure 4.2: Pre-Etch Results Matrix for 95 nm Samples 25










37 550 C 600 C 700 C 800 C 30 min 10 min 30 s 10 s Figure 4.3: Post-Etch Results Matrix for 95 nm Samples Nanometers The results from the 95 nm samples show that Ni films that are roughly the same thickness as the a-si films are undesirable for creating nanostructures. For this reason, the next Ni thickness chosen was 10 nm, with the expectation that this would build on the results of the 5 nm samples. Figure 4.4 shows the results matrix for post-etch 10 nm samples. 26











38 550 C 600 C 700 C 800 C 30 min 10 min 30 s 10 s Figure 4.4: Post-Etch Results Matrix for 10 nm Samples The SEM magnification used in Figure 4.4 is 20,000x. Most of the 10 nm samples also produced spider-like growths, much like the 5 nm samples. However, there are differences. First, the surface growth on the 700 C for 10 s sample has evolved into a continuous film, as opposed to the same conditions on the 5 nm sample which produced more robust growth. In addition, the results for the 800 C for 30 min and 10 min 27
39 samples, which produced surface topography for the 5 nm samples, now appear to be surface deposits instead of three-dimensional protrusions. Not all of the results were discouraging, however. Nanowire formation was confirmed on the 550 C for 30 min, but not uniformly across the entire sample. This result will be detailed in Section Nanometers The 20 nm thickness was chosen at the same time as 10 nm thickness to provide a decent resolution of utilized Ni thicknesses. The samples were processed immediately after the 10 nm samples without regard to the results of the 10 nm samples. Figure 4.5 shows the results matrix for post-etch 20 nm samples. The SEM magnification used in Figure 4.5 is 20,000x. The 20 nm samples show signs of film formation and have more in common with the continuous films from the 95 nm samples than the spider-like growths from the 5 nm and 10 nm samples. Notably, all evidence of surface topography is gone. Ostensibly, 20 nm is the lower limit for undesirable continuous film growth. However, the 550 C for 30 min sample produced evidence of nanowires, but not uniformly across the entire sample. These nanowires are of poorer quality than those formed with a 10 nm Ni thickness. This result will also be detailed in Section











40 550 C 600 C 700 C 800 C 30 min 10 min 30 s 10 s Figure 4.5: Post-Etch Results Matrix for 20 nm Samples 4.4 Nanostructures Produced Surface Topography Surface topography was produced for 5 nm Ni thickness using conditions of 800 C for 30 min and 10 min. The sizes of the islands range from about 1 micron to submicro lengths. Furthermore, these structures were produced uniformly across the sample. However, the population density of the structures is too low for most practical applications. An increase in Ni thickness from 5 nm to 10 nm did not produce the 29

 Figure 4.")
41 expected increase in population density, but instead degraded the quality of the topography. More investigation is needed to produce topography with a higher population density Nanowires Small areas containing nanowire-like growths were formed on both 10-nm- and 20-nm-thick Ni samples at 550 C for 30 min. These nanowire-like growths have a diameter of approximately 50 nm. This result is a significant accomplishment, as it proves that nanowire formation is possible using NIC of a-si. Figure 4.6 shows 20,000x magnification SEM images of the nanowire growths for both the samples with 10 nm and 20 nm Ni thicknesses. (a) Figure 4.6: SEM Imaging of Nanowire Growths for (a) 10 nm and (b) 20 nm Ni As can be seen from Figure 4.6, the 10 nm growths are very well ordered and propagate in roughly parallel lines. The 20 nm growths, however, are not as continuous and display degradation in quality. The fact that nanowire-like growths were obtained using identical annealing conditions is likely not a coincidence; something special occurs during that condition to initiate nanowire formation. Now that the formation of (b) 30
42 nanowires by NIC of a-si is confirmed, more investigation is needed in order to determine how to reliably produce these results across entire samples. 4.5 Sensitivity of Nanostructure Production to Ni Thickness Clearly, the formation of nanostructures by NIC of a-si is very sensitive to Ni thickness. This is most apparent by examination of the SEM images of the 800 C for 30 min and 10 min samples for both 5 nm and 10 nm Ni thicknesses, which can be found in Figures 4.1 and 4.4, respectively. In addition, as can be seen in Figure 4.6, the formation of nanowires is sensitive to a change in Ni thickness from 10 nm to 20 nm. This sensitivity to Ni thickness is in stark contrast to AIC of a-si, which is not as sensitive to 5 or 10 nm changes in Al thickness, but may be more sensitive to annealing time. 4.6 Repeatability of Results Repeatability of results is important for any experimental study. To this end, the results from multiple samples processed with the same conditions have been compared to determine the degree of repeatability that is possible with NIC of a-si. The first set of conditions is 800 C for 30 minutes with 5 nm Ni thickness. These samples were annealed at the same time. The other set of conditions is 800 C for 30 min with 95 nm Ni thickness. These samples were annealed on different dates. Figure 4.7 shows two samples from the first set of conditions, while Figure 4.8 shows two samples from the second set of conditions. 31




43 Figure 4.7: Repeatability of Results when Annealed at the Same Time Figure 4.8: Repeatability of Results when Annealed at Different Times The SEM magnification used in Figure 4.7 is 10,000x. The SEM magnifications used in Figure 4.8 are 10,000x and 5,000x. As can be seen from Figures 4.7 and 4.8, the results are reasonably repeatable regardless of whether the samples are annealed at the same time or at different times, as long as the same annealing conditions are used. Visual inspection shows that the structures present in Figure 4.7 are roughly the same size. For Figure 4.8, note that two different magnifications are used. This makes visual inspection of repeatability more difficult. However, inspection of the sizes of the buried structures using the included length scales confirms that the buried structures are indeed the same size, with a similar population density. 32
44 4.7 Discussion of Chemical Composition of Films and Nanostructures Surface Topography EDS signatures from 800 C for 30 min with 5 nm Ni thickness are shown in Figure 4.9. The signature for the island includes two small Ni peaks, which represents the expected Ni contamination that is inherent in NIC. The signature for the off-island portion of the sample has a much less pronounced Ni peak. This result indicates that most of the Ni contamination is imbedded in the microstructure. Further investigation of both the structures and the off-island surfaces is needed to determine the crystalline structure of the sample. (a) (b) Figure 4.9: EDS Signatures for (a) On-Island and (b) Off-Island Nanowires An EDS signature for the nanowires produced from 500 C for 30 min with 10 nm Ni thickness is shown in Figure Like the islands that are were also produced, there is some Ni contamination present. More investigation is needed to determine if this Ni contamination will adversely affect the supposed usefulness of these nanowires. 33
45 Figure 4.10: EDS Signature of Nanowires Continuous Films The continuous films that were produced from the 95 nm Ni thickness samples were especially confounding in that no visual changes in film structure were apparent after etching. A post-etch EDS signature for a continuous films formed by 800 C for 30 min with 95 nm Ni thickness is shown in Figure A large Ni peak indicates that a large amount of Ni is still present in the film. EDS analysis of an unannealed Ni film confirms that the etchant used does indeed etch Ni, so the prominent Ni peak is the result of the presence of a Ni-containing compound or compounds, likely nickel silicides. Since these films cannot be etched, Ni films that are roughly the same thickness as the a- Si films cannot produce desirable results, at least with the present procedure. More investigation with a different methodology is needed. 34
46 Figure 4.11: Post-Etch EDS Signature of a Continuous Film 4.8 Discussion of Crystallization Mechanism The actual physical mechanism behind metal-induced crystallization, including NIC of a-si, is not well understood. Three proposed crystallization mechanisms were detailed in Chapter 1. All three mechanisms are based on a layer exchange mechanism, which is facilitated by diffusion of particles through the a-si layer. The VLS mechanism requires the source material to be provided by a carrier gas, so it is not a likely model to describe NIC. The Ni-Si binary system exhibits eutectic behavior, so the eutectic mechanism is plausible. However, eutectic behavior was not evident in this study because of the relatively low activation energies for nickel silicide formation. Because of the affinity for nickel silicide formation during annealing, the metal silicide diffusion mechanism is a likely crystallization mechanism for NIC. 35
47 Chapter 5 Conclusions and Recommendation for Future Work 5.1 Conclusions Nickel-induced crystallization of amorphous silicon has been systematically studied to determine its suitability for producing nanostructures. The nanostructures and films produced were characterized using optical microscopy, scanning electron microscopy, and energy dispersive X-ray spectroscopy. This study has confirmed that the formation of both surface topography and nanowires is possible with NIC of a-si. However, the population density of the surface topography is currently too low for practical applications, and nanowire growth is restricted to finite areas on a sample surface, as opposed to uniform growth across a sample. The formation of nanostructures seems to be very sensitive to Ni thickness, as 5-10 nm changes in Ni thickness result in drastic changes in the types and conditions in which nanostructures are formed. In addition, the results display a high degree of repeatability. EDS analysis confirms that Ni contamination is a result of the annealing process, as all EDS signatures have at least a small Ni peak. It remains to be seen if this Ni contamination has an adverse effect on the usefulness of the nanostructures. In addition, the presence of Ni contamination implies that the activation energies for formation of Ni silicides are relatively low. Since the etching procedure removes all unreacted Ni, any remaining Ni must be the in the form of Ni silicides. Since Ni silicides cannot be etched with the present method, any condition that produces continuous Ni silicide films is inappropriate for forming nanostructures. Finally, due to the relative ease of Ni silicide 36
48 formation, the likely crystallization mechanism for NIC of a-si is based on the diffusion of Ni silicide particles to facilitate layer exchange. 5.2 Recommendations for Future Work The results of this study provide a solid foundation for future studies in NIC of a- Si. Notably, the formation of both surface topography and nanowires has been confirmed, which provides opportunities for future studies to improve the quality of the nanostructures produced by NIC of a-si. A few of these future research directions are discussed below Effects of Native Oxide Layer Removal on NIC of a-si When a-si is exposed to air, a native oxide layer will grow spontaneously. Usually, these films are left on the a-si layer during NIC to insure that removal of the layer will not add any experimental irregularities. In addition, the native oxide layer is used to prevent the crystalline structure of a silicon substrate from interfering with the crystallization of a-si. However, it has been shown through studies of NILC that crystallization of a-si can propagate along these exposed grain boundaries if the native oxide layer is removed. Crystallization along grain boundaries may be a crucial step in producing uniform nanowire production across entire samples surfaces, so more investigation is warranted Exchange of Ni and a-si Layers for Moderately Thick Ni Films Moderately thick Ni films which are the order of 0.5 to 1.5 times the thickness of the a-si layer have been shown to be inappropriate for producing nanostructures due to the continuous nickel silicide films that they form. However, if the metal silicide diffusion mechanism correctly describes NIC of a-si, then transposing the Ni and a-si 37
49 layers could produce more compelling results. Under these circumstances, Ni silicide particles would diffuse upward into the a-si film instead of remaining buried by the continuous Ni silicide film. This could provide one way of unburying the nanostructures that are visibly buried during traditional NIC of a-si with moderately thick Ni layers The Effect of Very Thick Ni Films on NIC of a-si Under the experimental conditions used in the current study, the amount of Ni present was the limiting reagent for Ni silicide formation. However, if the Ni layer is so thick that not all of the Ni can react to form Ni silicide, again more compelling results may be produced. For this study, the very thick nickel films should be on the order of at least four times the thickness of the a-si films. This ratio could be achieved by simple evaporating more Ni onto the native oxide layer, using a thinner a-si layer, or both The Effect of Magnetic Fields on NIC of a-si Nickel is a magnetic element and thus responds differently to electromagnetic fields compared to aluminum. Literature has shown the application of an electric field improves the results of NILC by normalizing the crystallization direction and growth rate 6. Application of a magnetic field during MIC should have similar results. The use of a transverse magnetic field during annealing could be key to producing vertically standing nanostructures from NIC of a-si Combined NIC and AIC of a-si Formation of nanostructures by AIC has long been established. Now that formation of nanostructures by NIC of a-si is established, the possibility for combined NIC and AIC can be realized through the use of a mixed Ni and AL layer. Although 38
Silver Diffusion Bonding and Layer Transfer of Lithium Niobate to Silicon
 Chapter 5 Silver Diffusion Bonding and Layer Transfer of Lithium Niobate to Silicon 5.1 Introduction In this chapter, we discuss a method of metallic bonding between two deposited silver layers. A diffusion
Chapter 5 Silver Diffusion Bonding and Layer Transfer of Lithium Niobate to Silicon 5.1 Introduction In this chapter, we discuss a method of metallic bonding between two deposited silver layers. A diffusion
Czochralski Crystal Growth
 Czochralski Crystal Growth Crystal Pulling Crystal Ingots Shaping and Polishing 300 mm wafer 1 2 Advantage of larger diameter wafers Wafer area larger Chip area larger 3 4 Large-Diameter Wafer Handling
Czochralski Crystal Growth Crystal Pulling Crystal Ingots Shaping and Polishing 300 mm wafer 1 2 Advantage of larger diameter wafers Wafer area larger Chip area larger 3 4 Large-Diameter Wafer Handling
All fabrication was performed on Si wafers with 285 nm of thermally grown oxide to
 Supporting Information: Substrate preparation and SLG growth: All fabrication was performed on Si wafers with 285 nm of thermally grown oxide to aid in visual inspection of the graphene samples. Prior
Supporting Information: Substrate preparation and SLG growth: All fabrication was performed on Si wafers with 285 nm of thermally grown oxide to aid in visual inspection of the graphene samples. Prior
Metallization deposition and etching. Material mainly taken from Campbell, UCCS
 Metallization deposition and etching Material mainly taken from Campbell, UCCS Application Metallization is back-end processing Metals used are aluminum and copper Mainly involves deposition and etching,
Metallization deposition and etching Material mainly taken from Campbell, UCCS Application Metallization is back-end processing Metals used are aluminum and copper Mainly involves deposition and etching,
Polycrystalline and microcrystalline silicon
 6 Polycrystalline and microcrystalline silicon In this chapter, the material properties of hot-wire deposited microcrystalline silicon are presented. Compared to polycrystalline silicon, microcrystalline
6 Polycrystalline and microcrystalline silicon In this chapter, the material properties of hot-wire deposited microcrystalline silicon are presented. Compared to polycrystalline silicon, microcrystalline
CHAPTER 4: Oxidation. Chapter 4 1. Oxidation of silicon is an important process in VLSI. The typical roles of SiO 2 are:
 Chapter 4 1 CHAPTER 4: Oxidation Oxidation of silicon is an important process in VLSI. The typical roles of SiO 2 are: 1. mask against implant or diffusion of dopant into silicon 2. surface passivation
Chapter 4 1 CHAPTER 4: Oxidation Oxidation of silicon is an important process in VLSI. The typical roles of SiO 2 are: 1. mask against implant or diffusion of dopant into silicon 2. surface passivation
COMPATIBILITY OF THE ALTERNATIVE SEED LAYER (ASL) PROCESS WITH MONO- Si AND POLY-Si SUBSTRATES PATTERNED BY LASER OR WET ETCHING
 PROCESS WITH MONO- Si AND POLY-Si SUBSTRATES PATTERNED BY LASER OR WET ETCHING") COMPATIBILITY OF THE ALTERNATIVE SEED LAYER (ASL) PROCESS WITH MONO- Si AND POLY-Si SUBSTRATES PATTERNED BY LASER OR WET ETCHING Lynne Michaelson 1, Anh Viet Nguyen 2, Krystal Munoz 1, Jonathan C. Wang
COMPATIBILITY OF THE ALTERNATIVE SEED LAYER (ASL) PROCESS WITH MONO- Si AND POLY-Si SUBSTRATES PATTERNED BY LASER OR WET ETCHING Lynne Michaelson 1, Anh Viet Nguyen 2, Krystal Munoz 1, Jonathan C. Wang
EE 5344 Introduction to MEMS. CHAPTER 3 Conventional Si Processing
 3. Conventional licon Processing Micromachining, Microfabrication. EE 5344 Introduction to MEMS CHAPTER 3 Conventional Processing Why silicon? Abundant, cheap, easy to process. licon planar Integrated
3. Conventional licon Processing Micromachining, Microfabrication. EE 5344 Introduction to MEMS CHAPTER 3 Conventional Processing Why silicon? Abundant, cheap, easy to process. licon planar Integrated
Optically Assisted Metal-Induced Crystallization of Thin Si Films for Low-Cost Solar Cells
 Optically Assisted Metal-Induced Crystallization of Thin Si Films for Low-Cost Solar Cells Wei Chen, Bhushan Sopori, Kim Jones, and Robert Reedy, National Renewable Energy Laboratory, Golden, CO; N. M.
Optically Assisted Metal-Induced Crystallization of Thin Si Films for Low-Cost Solar Cells Wei Chen, Bhushan Sopori, Kim Jones, and Robert Reedy, National Renewable Energy Laboratory, Golden, CO; N. M.
Growth and Doping of SiC-Thin Films on Low-Stress, Amorphous Si 3 N 4 /Si Substrates for Robust Microelectromechanical Systems Applications
 Journal of ELECTRONIC MATERIALS, Vol. 31, No. 5, 2002 Special Issue Paper Growth and Doping of SiC-Thin Films on Low-Stress, Amorphous Si 3 N 4 /Si Substrates for Robust Microelectromechanical Systems
Journal of ELECTRONIC MATERIALS, Vol. 31, No. 5, 2002 Special Issue Paper Growth and Doping of SiC-Thin Films on Low-Stress, Amorphous Si 3 N 4 /Si Substrates for Robust Microelectromechanical Systems
Chapter 3 Silicon Device Fabrication Technology
 Chapter 3 Silicon Device Fabrication Technology Over 10 15 transistors (or 100,000 for every person in the world) are manufactured every year. VLSI (Very Large Scale Integration) ULSI (Ultra Large Scale
Chapter 3 Silicon Device Fabrication Technology Over 10 15 transistors (or 100,000 for every person in the world) are manufactured every year. VLSI (Very Large Scale Integration) ULSI (Ultra Large Scale
Ag 2 S: Fabrication and Characterization Techniques
 2 2 S: Fabrication and Characterization Techniques This chapter describes two fabrication methods used for the growth of 2 S thin films. The specific growth parameters are presented for each method as
2 2 S: Fabrication and Characterization Techniques This chapter describes two fabrication methods used for the growth of 2 S thin films. The specific growth parameters are presented for each method as
A Novel Low Temperature Self-Aligned Field Induced Drain Polycrystalline Silicon Thin Film Transistor by Using Selective Side-Etching Process
 Chapter 3 A Novel Low Temperature Self-Aligned Field Induced Drain Polycrystalline Silicon Thin Film Transistor by Using Selective Side-Etching Process 3.1 Introduction Low-temperature poly-si (LTPS) TFTs
Chapter 3 A Novel Low Temperature Self-Aligned Field Induced Drain Polycrystalline Silicon Thin Film Transistor by Using Selective Side-Etching Process 3.1 Introduction Low-temperature poly-si (LTPS) TFTs
Instructor: Dr. M. Razaghi. Silicon Oxidation
 SILICON OXIDATION Silicon Oxidation Many different kinds of thin films are used to fabricate discrete devices and integrated circuits. Including: Thermal oxides Dielectric layers Polycrystalline silicon
SILICON OXIDATION Silicon Oxidation Many different kinds of thin films are used to fabricate discrete devices and integrated circuits. Including: Thermal oxides Dielectric layers Polycrystalline silicon
Fabrication of MoS 2 Thin Film Transistors via Novel Solution Processed Selective Area Deposition
 Electronic Supplementary Material (ESI) for Journal of Materials Chemistry C. This journal is The Royal Society of Chemistry 2015 Supplementary Information Fabrication of MoS 2 Thin Film Transistors via
Electronic Supplementary Material (ESI) for Journal of Materials Chemistry C. This journal is The Royal Society of Chemistry 2015 Supplementary Information Fabrication of MoS 2 Thin Film Transistors via
Amorphous and Polycrystalline Thin-Film Transistors
 Part I Amorphous and Polycrystalline Thin-Film Transistors HYBRID AMORPHOUS AND POLYCRYSTALLINE SILICON DEVICES FOR LARGE-AREA ELECTRONICS P. Mei, J. B. Boyce, D. K. Fork, G. Anderson, J. Ho, J. Lu, Xerox
Part I Amorphous and Polycrystalline Thin-Film Transistors HYBRID AMORPHOUS AND POLYCRYSTALLINE SILICON DEVICES FOR LARGE-AREA ELECTRONICS P. Mei, J. B. Boyce, D. K. Fork, G. Anderson, J. Ho, J. Lu, Xerox
EE40 Lec 22. IC Fabrication Technology. Prof. Nathan Cheung 11/19/2009
 Suggested Reading EE40 Lec 22 IC Fabrication Technology Prof. Nathan Cheung 11/19/2009 300mm Fab Tour http://www-03.ibm.com/technology/manufacturing/technology_tour_300mm_foundry.html Overview of IC Technology
Suggested Reading EE40 Lec 22 IC Fabrication Technology Prof. Nathan Cheung 11/19/2009 300mm Fab Tour http://www-03.ibm.com/technology/manufacturing/technology_tour_300mm_foundry.html Overview of IC Technology
ECE 440 Lecture 27 : Equilibrium P-N Junctions I Class Outline:
 ECE 440 Lecture 27 : Equilibrium P-N Junctions I Class Outline: Fabrication of p-n junctions Contact Potential Things you should know when you leave Key Questions What are the necessary steps to fabricate
ECE 440 Lecture 27 : Equilibrium P-N Junctions I Class Outline: Fabrication of p-n junctions Contact Potential Things you should know when you leave Key Questions What are the necessary steps to fabricate
Hot-wire deposited intrinsic amorphous silicon
 3 Hot-wire deposited intrinsic amorphous silicon With the use of tantalum as filament material, it is possible to decrease the substrate temperature of hot-wire deposited intrinsic amorphous silicon, while
3 Hot-wire deposited intrinsic amorphous silicon With the use of tantalum as filament material, it is possible to decrease the substrate temperature of hot-wire deposited intrinsic amorphous silicon, while
Physical Vapor Deposition (PVD) Zheng Yang
 Zheng Yang") Physical Vapor Deposition (PVD) Zheng Yang ERF 3017, email: yangzhen@uic.edu Page 1 Major Fabrication Steps in MOS Process Flow UV light Mask oxygen Silicon dioxide photoresist exposed photoresist oxide
Physical Vapor Deposition (PVD) Zheng Yang ERF 3017, email: yangzhen@uic.edu Page 1 Major Fabrication Steps in MOS Process Flow UV light Mask oxygen Silicon dioxide photoresist exposed photoresist oxide
Fabrication Technology
 Fabrication Technology By B.G.Balagangadhar Department of Electronics and Communication Ghousia College of Engineering, Ramanagaram 1 OUTLINE Introduction Why Silicon The purity of Silicon Czochralski
Fabrication Technology By B.G.Balagangadhar Department of Electronics and Communication Ghousia College of Engineering, Ramanagaram 1 OUTLINE Introduction Why Silicon The purity of Silicon Czochralski
Fabrication Process. Crystal Growth Doping Deposition Patterning Lithography Oxidation Ion Implementation CONCORDIA VLSI DESIGN LAB
 Fabrication Process Crystal Growth Doping Deposition Patterning Lithography Oxidation Ion Implementation 1 Fabrication- CMOS Process Starting Material Preparation 1. Produce Metallurgical Grade Silicon
Fabrication Process Crystal Growth Doping Deposition Patterning Lithography Oxidation Ion Implementation 1 Fabrication- CMOS Process Starting Material Preparation 1. Produce Metallurgical Grade Silicon
Microelectronics. Integrated circuits. Introduction to the IC technology M.Rencz 11 September, Expected decrease in line width
 Microelectronics Introduction to the IC technology M.Rencz 11 September, 2002 9/16/02 1/37 Integrated circuits Development is controlled by the roadmaps. Self-fulfilling predictions for the tendencies
Microelectronics Introduction to the IC technology M.Rencz 11 September, 2002 9/16/02 1/37 Integrated circuits Development is controlled by the roadmaps. Self-fulfilling predictions for the tendencies
Lect. 2: Basics of Si Technology
 Unit processes Thin Film Deposition Etching Ion Implantation Photolithography Chemical Mechanical Polishing 1. Thin Film Deposition Layer of materials ranging from fractions of nanometer to several micro-meters
Unit processes Thin Film Deposition Etching Ion Implantation Photolithography Chemical Mechanical Polishing 1. Thin Film Deposition Layer of materials ranging from fractions of nanometer to several micro-meters
ELEC 3908, Physical Electronics, Lecture 4. Basic Integrated Circuit Processing
 ELEC 3908, Physical Electronics, Lecture 4 Basic Integrated Circuit Processing Lecture Outline Details of the physical structure of devices will be very important in developing models for electrical behavior
ELEC 3908, Physical Electronics, Lecture 4 Basic Integrated Circuit Processing Lecture Outline Details of the physical structure of devices will be very important in developing models for electrical behavior
Supporting Information
 Supporting Information Large-Area, Transfer-Free, Oxide-Assisted Synthesis of Hexagonal Boron Nitride Films and Their Heterostructures with MoS2 and WS2 Sanjay Behura, Phong Nguyen, Songwei Che, Rousan
Supporting Information Large-Area, Transfer-Free, Oxide-Assisted Synthesis of Hexagonal Boron Nitride Films and Their Heterostructures with MoS2 and WS2 Sanjay Behura, Phong Nguyen, Songwei Che, Rousan
Thin Films: Sputtering Systems (Jaeger Ch 6 & Ruska Ch 7,) Can deposit any material on any substrate (in principal) Start with pumping down to high
 Can deposit any material on any substrate (in principal) Start with pumping down to high") Thin Films: Sputtering Systems (Jaeger Ch 6 & Ruska Ch 7,) Can deposit any material on any substrate (in principal) Start with pumping down to high vacuum ~10-7 torr Removes residual gases eg oxygen from
Thin Films: Sputtering Systems (Jaeger Ch 6 & Ruska Ch 7,) Can deposit any material on any substrate (in principal) Start with pumping down to high vacuum ~10-7 torr Removes residual gases eg oxygen from
EE 143 FINAL EXAM NAME C. Nguyen May 10, Signature:
 INSTRUCTIONS Read all of the instructions and all of the questions before beginning the exam. There are 5 problems on this Final Exam, totaling 143 points. The tentative credit for each part is given to
INSTRUCTIONS Read all of the instructions and all of the questions before beginning the exam. There are 5 problems on this Final Exam, totaling 143 points. The tentative credit for each part is given to
EECS130 Integrated Circuit Devices
 EECS130 Integrated Circuit Devices Professor Ali Javey 9/13/2007 Fabrication Technology Lecture 1 Silicon Device Fabrication Technology Over 10 15 transistors (or 100,000 for every person in the world)
EECS130 Integrated Circuit Devices Professor Ali Javey 9/13/2007 Fabrication Technology Lecture 1 Silicon Device Fabrication Technology Over 10 15 transistors (or 100,000 for every person in the world)
Growth Of TiO 2 Films By RF Magnetron Sputtering Studies On The Structural And Optical Properties
 Journal of Multidisciplinary Engineering Science and Technology (JMEST) Growth Of TiO 2 Films By RF Magnetron Sputtering Studies On The Structural And Optical Properties Ahmed K. Abbas 1, Mohammed K. Khalaf
Journal of Multidisciplinary Engineering Science and Technology (JMEST) Growth Of TiO 2 Films By RF Magnetron Sputtering Studies On The Structural And Optical Properties Ahmed K. Abbas 1, Mohammed K. Khalaf
EE 330 Lecture 8. IC Fabrication Technology Part II. - Oxidation - Epitaxy - Polysilicon - Interconnects
 EE 330 Lecture 8 IC Fabrication Technology Part II - Oxidation - Epitaxy - Polysilicon - Interconnects Review from Last Time MOS Transistor Bulk Source Gate Drain p-channel MOSFET Lightly-doped n-type
EE 330 Lecture 8 IC Fabrication Technology Part II - Oxidation - Epitaxy - Polysilicon - Interconnects Review from Last Time MOS Transistor Bulk Source Gate Drain p-channel MOSFET Lightly-doped n-type
The Physical Structure (NMOS)
") The Physical Structure (NMOS) Al SiO2 Field Oxide Gate oxide S n+ Polysilicon Gate Al SiO2 SiO2 D n+ L channel P Substrate Field Oxide contact Metal (S) n+ (G) L W n+ (D) Poly 1 3D Perspective 2 3 Fabrication
The Physical Structure (NMOS) Al SiO2 Field Oxide Gate oxide S n+ Polysilicon Gate Al SiO2 SiO2 D n+ L channel P Substrate Field Oxide contact Metal (S) n+ (G) L W n+ (D) Poly 1 3D Perspective 2 3 Fabrication
Make sure the exam paper has 9 pages total (including cover page)
") UNIVERSITY OF CALIFORNIA College of Engineering Department of Electrical Engineering and Computer Sciences Fall 2010 EE143 Midterm Exam #2 Family Name First name SID Signature Solution Make sure the exam
UNIVERSITY OF CALIFORNIA College of Engineering Department of Electrical Engineering and Computer Sciences Fall 2010 EE143 Midterm Exam #2 Family Name First name SID Signature Solution Make sure the exam
Microstructure of Electronic Materials. Amorphous materials. Single-Crystal Material. Professor N Cheung, U.C. Berkeley
 Microstructure of Electronic Materials Amorphous materials Single-Crystal Material 1 The Si Atom The Si Crystal diamond structure High-performance semiconductor devices require defect-free crystals 2 Crystallographic
Microstructure of Electronic Materials Amorphous materials Single-Crystal Material 1 The Si Atom The Si Crystal diamond structure High-performance semiconductor devices require defect-free crystals 2 Crystallographic
MARORA A Plasma Selective-oxidation Apparatus for Metal-gate Devices
 Hitachi Review Vol. 57 (2008), No. 3 127 MARORA A Plasma Selective-oxidation Apparatus for Metal-gate Devices Tadashi Terasaki Masayuki Tomita Katsuhiko Yamamoto Unryu Ogawa, Dr. Eng. Yoshiki Yonamoto,
Hitachi Review Vol. 57 (2008), No. 3 127 MARORA A Plasma Selective-oxidation Apparatus for Metal-gate Devices Tadashi Terasaki Masayuki Tomita Katsuhiko Yamamoto Unryu Ogawa, Dr. Eng. Yoshiki Yonamoto,
Specimen Preparation Technique for a Microstructure Analysis Using the Focused Ion Beam Process
 Specimen Preparation Technique for a Microstructure Analysis Using the Focused Ion Beam Process by Kozue Yabusaki * and Hirokazu Sasaki * In recent years the FIB technique has been widely used for specimen
Specimen Preparation Technique for a Microstructure Analysis Using the Focused Ion Beam Process by Kozue Yabusaki * and Hirokazu Sasaki * In recent years the FIB technique has been widely used for specimen
Chemical Vapour Deposition: CVD Reference: Jaeger Chapter 6 & Ruska: Chapter 8 CVD - Chemical Vapour Deposition React chemicals to create a thin film
 Chemical Vapour Deposition: CVD Reference: Jaeger Chapter 6 & Ruska: Chapter 8 CVD - Chemical Vapour Deposition React chemicals to create a thin film layer at the surface Typically gas phase reactions
Chemical Vapour Deposition: CVD Reference: Jaeger Chapter 6 & Ruska: Chapter 8 CVD - Chemical Vapour Deposition React chemicals to create a thin film layer at the surface Typically gas phase reactions
Chapter 2 Manufacturing Process
 Digital Integrated Circuits A Design Perspective Chapter 2 Manufacturing Process 1 CMOS Process 2 CMOS Process (n-well) Both NMOS and PMOS must be built in the same silicon material. PMOS in n-well NMOS
Digital Integrated Circuits A Design Perspective Chapter 2 Manufacturing Process 1 CMOS Process 2 CMOS Process (n-well) Both NMOS and PMOS must be built in the same silicon material. PMOS in n-well NMOS
A discussion of crystal growth, lithography, etching, doping, and device structures is presented in
 Chapter 5 PROCESSING OF DEVICES A discussion of crystal growth, lithography, etching, doping, and device structures is presented in the following overview gures. SEMICONDUCTOR DEVICE PROCESSING: AN OVERVIEW
Chapter 5 PROCESSING OF DEVICES A discussion of crystal growth, lithography, etching, doping, and device structures is presented in the following overview gures. SEMICONDUCTOR DEVICE PROCESSING: AN OVERVIEW
Silicon Epitaxial CVD Want to create very sharp PN boundary grow one type layer on other in single crystal form High dopant layers on low dopant
 Silicon Epitaxial CVD Want to create very sharp PN boundary grow one type layer on other in single crystal form High dopant layers on low dopant substrate Creates latch up protection for CMOS Buried Epi
Silicon Epitaxial CVD Want to create very sharp PN boundary grow one type layer on other in single crystal form High dopant layers on low dopant substrate Creates latch up protection for CMOS Buried Epi
Silicon Epitaxial CVD Want to create very sharp PN boundary grow one type layer on other in single crystal form High dopant layers on low dopant
 Silicon Epitaxial CVD Want to create very sharp PN boundary grow one type layer on other in single crystal form High dopant layers on low dopant substrate Creates latch up protection for CMOS Buried Epi
Silicon Epitaxial CVD Want to create very sharp PN boundary grow one type layer on other in single crystal form High dopant layers on low dopant substrate Creates latch up protection for CMOS Buried Epi
Polycrystalline Silicon Produced by Joule-Heating Induced Crystallization
 Polycrystalline Silicon Produced by Joule-Heating Induced Crystallization So-Ra Park 1,2, Jae-Sang Ro 1 1 Department of Materials Science and Engineering, Hongik University, Seoul, 121-791, Korea 2 EnSilTech
Polycrystalline Silicon Produced by Joule-Heating Induced Crystallization So-Ra Park 1,2, Jae-Sang Ro 1 1 Department of Materials Science and Engineering, Hongik University, Seoul, 121-791, Korea 2 EnSilTech
Review of CMOS Processing Technology
 - Scaling and Integration Moore s Law Unit processes Thin Film Deposition Etching Ion Implantation Photolithography Chemical Mechanical Polishing 1. Thin Film Deposition Layer of materials ranging from
- Scaling and Integration Moore s Law Unit processes Thin Film Deposition Etching Ion Implantation Photolithography Chemical Mechanical Polishing 1. Thin Film Deposition Layer of materials ranging from
HOMEWORK 4 and 5. March 15, Homework is due on Monday March 30, 2009 in Class. Answer the following questions from the Course Textbook:
 HOMEWORK 4 and 5 March 15, 2009 Homework is due on Monday March 30, 2009 in Class. Chapter 7 Answer the following questions from the Course Textbook: 7.2, 7.3, 7.4, 7.5, 7.6*, 7.7, 7.9*, 7.10*, 7.16, 7.17*,
HOMEWORK 4 and 5 March 15, 2009 Homework is due on Monday March 30, 2009 in Class. Chapter 7 Answer the following questions from the Course Textbook: 7.2, 7.3, 7.4, 7.5, 7.6*, 7.7, 7.9*, 7.10*, 7.16, 7.17*,
Alternative Methods of Yttria Deposition For Semiconductor Applications. Rajan Bamola Paul Robinson
 Alternative Methods of Yttria Deposition For Semiconductor Applications Rajan Bamola Paul Robinson Origin of Productivity Losses in Etch Process Aggressive corrosive/erosive plasma used for etch Corrosion/erosion
Alternative Methods of Yttria Deposition For Semiconductor Applications Rajan Bamola Paul Robinson Origin of Productivity Losses in Etch Process Aggressive corrosive/erosive plasma used for etch Corrosion/erosion
Mostafa Soliman, Ph.D. May 5 th 2014
 Mostafa Soliman, Ph.D. May 5 th 2014 Mostafa Soliman, Ph.D. 1 Basic MEMS Processes Front-End Processes Back-End Processes 2 Mostafa Soliman, Ph.D. Wafers Deposition Lithography Etch Chips 1- Si Substrate
Mostafa Soliman, Ph.D. May 5 th 2014 Mostafa Soliman, Ph.D. 1 Basic MEMS Processes Front-End Processes Back-End Processes 2 Mostafa Soliman, Ph.D. Wafers Deposition Lithography Etch Chips 1- Si Substrate
Amorphous Materials Exam II 180 min Exam
 MIT3_071F14_ExamISolutio Name: Amorphous Materials Exam II 180 min Exam Problem 1 (30 Points) Problem 2 (24 Points) Problem 3 (28 Points) Problem 4 (28 Points) Total (110 Points) 1 Problem 1 Please briefly
MIT3_071F14_ExamISolutio Name: Amorphous Materials Exam II 180 min Exam Problem 1 (30 Points) Problem 2 (24 Points) Problem 3 (28 Points) Problem 4 (28 Points) Total (110 Points) 1 Problem 1 Please briefly
Chapter 3 CMOS processing technology
 Chapter 3 CMOS processing technology (How to make a CMOS?) Si + impurity acceptors(p-type) donors (n-type) p-type + n-type => pn junction (I-V) 3.1.1 (Wafer) Wafer = A disk of silicon (0.25 mm - 1 mm thick),
Chapter 3 CMOS processing technology (How to make a CMOS?) Si + impurity acceptors(p-type) donors (n-type) p-type + n-type => pn junction (I-V) 3.1.1 (Wafer) Wafer = A disk of silicon (0.25 mm - 1 mm thick),
Microelectronic Device Instructional Laboratory. Table of Contents
 Introduction Process Overview Microelectronic Device Instructional Laboratory Introduction Description Flowchart MOSFET Development Process Description Process Steps Cleaning Solvent Cleaning Photo Lithography
Introduction Process Overview Microelectronic Device Instructional Laboratory Introduction Description Flowchart MOSFET Development Process Description Process Steps Cleaning Solvent Cleaning Photo Lithography
Morphology of Thin Aluminum Film Grown by DC Magnetron Sputtering onto SiO 2 on Si(100) Substrate
 Substrate") Morphology of Thin Aluminum Film Grown by DC Magnetron Sputtering onto SiO 2 on Si(1) Substrate Fan Wu Microelectronics Center, Medtronic Inc., Tempe, AZ 85261 James E. Morris Department of Electrical
Morphology of Thin Aluminum Film Grown by DC Magnetron Sputtering onto SiO 2 on Si(1) Substrate Fan Wu Microelectronics Center, Medtronic Inc., Tempe, AZ 85261 James E. Morris Department of Electrical
Low Thermal Budget NiSi Films on SiGe Alloys
 Mat. Res. Soc. Symp. Proc. Vol. 745 2003 Materials Research Society N6.6.1 Low Thermal Budget NiSi Films on SiGe Alloys S. K. Ray 1,T.N.Adam,G.S.Kar 1,C.P.SwannandJ.Kolodzey Department of Electrical and
Mat. Res. Soc. Symp. Proc. Vol. 745 2003 Materials Research Society N6.6.1 Low Thermal Budget NiSi Films on SiGe Alloys S. K. Ray 1,T.N.Adam,G.S.Kar 1,C.P.SwannandJ.Kolodzey Department of Electrical and
Process Flow in Cross Sections
 Process Flow in Cross Sections Process (simplified) 0. Clean wafer in nasty acids (HF, HNO 3, H 2 SO 4,...) --> wear gloves! 1. Grow 500 nm of SiO 2 (by putting the wafer in a furnace with O 2 2. Coat
Process Flow in Cross Sections Process (simplified) 0. Clean wafer in nasty acids (HF, HNO 3, H 2 SO 4,...) --> wear gloves! 1. Grow 500 nm of SiO 2 (by putting the wafer in a furnace with O 2 2. Coat
Section 4: Thermal Oxidation. Jaeger Chapter 3. EE143 - Ali Javey
 Section 4: Thermal Oxidation Jaeger Chapter 3 Properties of O Thermal O is amorphous. Weight Density =.0 gm/cm 3 Molecular Density =.3E molecules/cm 3 O Crystalline O [Quartz] =.65 gm/cm 3 (1) Excellent
Section 4: Thermal Oxidation Jaeger Chapter 3 Properties of O Thermal O is amorphous. Weight Density =.0 gm/cm 3 Molecular Density =.3E molecules/cm 3 O Crystalline O [Quartz] =.65 gm/cm 3 (1) Excellent
Microelettronica. Planar Technology for Silicon Integrated Circuits Fabrication. 26/02/2017 A. Neviani - Microelettronica
 Microelettronica Planar Technology for Silicon Integrated Circuits Fabrication 26/02/2017 A. Neviani - Microelettronica Introduction Simplified crosssection of an nmosfet and a pmosfet Simplified crosssection
Microelettronica Planar Technology for Silicon Integrated Circuits Fabrication 26/02/2017 A. Neviani - Microelettronica Introduction Simplified crosssection of an nmosfet and a pmosfet Simplified crosssection
Lecture Day 2 Deposition
 Deposition Lecture Day 2 Deposition PVD - Physical Vapor Deposition E-beam Evaporation Thermal Evaporation (wire feed vs boat) Sputtering CVD - Chemical Vapor Deposition PECVD LPCVD MVD ALD MBE Plating
Deposition Lecture Day 2 Deposition PVD - Physical Vapor Deposition E-beam Evaporation Thermal Evaporation (wire feed vs boat) Sputtering CVD - Chemical Vapor Deposition PECVD LPCVD MVD ALD MBE Plating
Semiconductor Device Fabrication
 5 May 2003 Review Homework 6 Semiconductor Device Fabrication William Shockley, 1945 The network before the internet Bell Labs established a group to develop a semiconductor replacement for the vacuum
5 May 2003 Review Homework 6 Semiconductor Device Fabrication William Shockley, 1945 The network before the internet Bell Labs established a group to develop a semiconductor replacement for the vacuum
Lecture 22: Integrated circuit fabrication
 Lecture 22: Integrated circuit fabrication Contents 1 Introduction 1 2 Layering 4 3 Patterning 7 4 Doping 8 4.1 Thermal diffusion......................... 10 4.2 Ion implantation.........................
Lecture 22: Integrated circuit fabrication Contents 1 Introduction 1 2 Layering 4 3 Patterning 7 4 Doping 8 4.1 Thermal diffusion......................... 10 4.2 Ion implantation.........................
UTILIZATION OF ATMOSPHERIC PLASMA SURFACE PREPARATION TO IMPROVE COPPER PLATING PROCESSES.
 SESSION 14 MATERIALS AND PROCESSES FOR ADVANCED PACKAGING UTILIZATION OF ATMOSPHERIC PLASMA SURFACE PREPARATION TO IMPROVE COPPER PLATING PROCESSES. Eric Schulte 1, Gilbert Lecarpentier 2 SETNA Corporation
SESSION 14 MATERIALS AND PROCESSES FOR ADVANCED PACKAGING UTILIZATION OF ATMOSPHERIC PLASMA SURFACE PREPARATION TO IMPROVE COPPER PLATING PROCESSES. Eric Schulte 1, Gilbert Lecarpentier 2 SETNA Corporation
1. Aluminum alloys for direct contacts. 1.1 Advantages of aluminum alloys for direct contacts
 Direct contacts between aluminum alloys and thin film transistors (TFTs) contact layers were studied. An Al-Ni alloy was found to be contacted directly with an indium tin oxide (ITO) layer successfully
Direct contacts between aluminum alloys and thin film transistors (TFTs) contact layers were studied. An Al-Ni alloy was found to be contacted directly with an indium tin oxide (ITO) layer successfully
Supplementary Information
 Supplementary Information Atmospheric microplasma-functionalized 3D microfluidic strips within dense carbon nanotube arrays confine Au nanodots for SERS sensing Samuel Yick, Zhao Jun Han and Kostya (Ken)
Supplementary Information Atmospheric microplasma-functionalized 3D microfluidic strips within dense carbon nanotube arrays confine Au nanodots for SERS sensing Samuel Yick, Zhao Jun Han and Kostya (Ken)
INFLUENCE OF TiO2 THIN FILM ANNEALING TEMPERATURE ON ELECTRICAL PROPERTIES SYNTHESIZED BY CVD TECHNIQUE
 INFLUENCE OF TiO2 THIN FILM ANNEALING TEMPERATURE ON ELECTRICAL PROPERTIES SYNTHESIZED BY CVD TECHNIQUE F. N. Mohamed, M. S. A. Rahim, N. Nayan, M. K. Ahmad, M. Z. Sahdan and J. Lias Faculty of Electrical
INFLUENCE OF TiO2 THIN FILM ANNEALING TEMPERATURE ON ELECTRICAL PROPERTIES SYNTHESIZED BY CVD TECHNIQUE F. N. Mohamed, M. S. A. Rahim, N. Nayan, M. K. Ahmad, M. Z. Sahdan and J. Lias Faculty of Electrical
Ion Implantation Most modern devices doped using ion implanters Ionize gas sources (single +, 2+ or 3+ ionization) Accelerate dopant ions to very
 Accelerate dopant ions to very") Ion Implantation Most modern devices doped using ion implanters Ionize gas sources (single +, 2+ or 3+ ionization) Accelerate dopant ions to very high voltages (10-600 KeV) Use analyzer to selection charge/mass
Ion Implantation Most modern devices doped using ion implanters Ionize gas sources (single +, 2+ or 3+ ionization) Accelerate dopant ions to very high voltages (10-600 KeV) Use analyzer to selection charge/mass
Introduction. 1. Sputtering process, target materials and their applications
 Sputtering is widely used in the production of electronic devices such as liquid crystal displays (LCDs), optical media, magnetic media and semiconductors. The Kobelco Research Institute, Inc. has been
Sputtering is widely used in the production of electronic devices such as liquid crystal displays (LCDs), optical media, magnetic media and semiconductors. The Kobelco Research Institute, Inc. has been
Figure 2.3 (cont., p. 60) (e) Block diagram of Pentium 4 processor with 42 million transistors (2000). [Courtesy Intel Corporation.
 (e) Block diagram of Pentium 4 processor with 42 million transistors (2000). [Courtesy Intel Corporation.") Figure 2.1 (p. 58) Basic fabrication steps in the silicon planar process: (a) oxide formation, (b) selective oxide removal, (c) deposition of dopant atoms on wafer, (d) diffusion of dopant atoms into exposed
Figure 2.1 (p. 58) Basic fabrication steps in the silicon planar process: (a) oxide formation, (b) selective oxide removal, (c) deposition of dopant atoms on wafer, (d) diffusion of dopant atoms into exposed
Chapter 2 MOS Fabrication Technology
 Chapter 2 MOS Fabrication Technology Abstract This chapter is concerned with the fabrication of metal oxide semiconductor (MOS) technology. Various processes such as wafer fabrication, oxidation, mask
Chapter 2 MOS Fabrication Technology Abstract This chapter is concerned with the fabrication of metal oxide semiconductor (MOS) technology. Various processes such as wafer fabrication, oxidation, mask
Electron backscattered diffraction study of poly-si by Ni-mediated crystallization of amorphous silicon using a SiO 2 nanocap
 Electron backscattered diffraction study of poly-si by Ni-mediated crystallization of amorphous silicon using a SiO 2 nanocap Y. J. Chang, a) J. H. Oh, K. H. Kim, and Jin Jang b) Advanced Display Research
Electron backscattered diffraction study of poly-si by Ni-mediated crystallization of amorphous silicon using a SiO 2 nanocap Y. J. Chang, a) J. H. Oh, K. H. Kim, and Jin Jang b) Advanced Display Research
In operandi observation of dynamic annealing: a case. Supplementary Material
 In operandi observation of dynamic annealing: a case study of boron in germanium nanowire devices Supplementary Material Maria M. Koleśnik-Gray, 1,3,4 Christian Sorger, 1 Subhajit Biswas, 2,3 Justin D.
In operandi observation of dynamic annealing: a case study of boron in germanium nanowire devices Supplementary Material Maria M. Koleśnik-Gray, 1,3,4 Christian Sorger, 1 Subhajit Biswas, 2,3 Justin D.
Lecture #18 Fabrication OUTLINE
 Transistors on a Chip Lecture #18 Fabrication OUTLINE IC Fabrication Technology Introduction the task at hand Doping Oxidation Thin-film deposition Lithography Etch Lithography trends Plasma processing
Transistors on a Chip Lecture #18 Fabrication OUTLINE IC Fabrication Technology Introduction the task at hand Doping Oxidation Thin-film deposition Lithography Etch Lithography trends Plasma processing
Journal of Chemical and Pharmaceutical Research, 2017, 9(1): Research Article
: Research Article") Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 2017, 9(1):163-167 Research Article ISSN : 0975-7384 CODEN(USA) : JCPRC5 Synthesis and Characterization of Carbon Nano Spheres
Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 2017, 9(1):163-167 Research Article ISSN : 0975-7384 CODEN(USA) : JCPRC5 Synthesis and Characterization of Carbon Nano Spheres
Thermal Evaporation. Theory
 Thermal Evaporation Theory 1. Introduction Procedures for depositing films are a very important set of processes since all of the layers above the surface of the wafer must be deposited. We can classify
Thermal Evaporation Theory 1. Introduction Procedures for depositing films are a very important set of processes since all of the layers above the surface of the wafer must be deposited. We can classify
Carnegie Mellon MRSEC
 Carnegie Mellon MRSEC Texture, Microstructure & Anisotropy, Fall 2009 A.D. Rollett, P. Kalu 1 ELECTRONS SEM-based TEM-based Koseel ECP EBSD SADP Kikuchi Different types of microtexture techniques for obtaining
Carnegie Mellon MRSEC Texture, Microstructure & Anisotropy, Fall 2009 A.D. Rollett, P. Kalu 1 ELECTRONS SEM-based TEM-based Koseel ECP EBSD SADP Kikuchi Different types of microtexture techniques for obtaining
Previous Lecture. Vacuum & Plasma systems for. Dry etching
 Previous Lecture Vacuum & Plasma systems for Dry etching Lecture 9: Evaporation & sputtering Objectives From this evaporation lecture you will learn: Evaporator system layout & parts Vapor pressure Crucible
Previous Lecture Vacuum & Plasma systems for Dry etching Lecture 9: Evaporation & sputtering Objectives From this evaporation lecture you will learn: Evaporator system layout & parts Vapor pressure Crucible
Today s Class. Materials for MEMS
 Lecture 2: VLSI-based Fabrication for MEMS: Fundamentals Prasanna S. Gandhi Assistant Professor, Department of Mechanical Engineering, Indian Institute of Technology, Bombay, Recap: Last Class What is
Lecture 2: VLSI-based Fabrication for MEMS: Fundamentals Prasanna S. Gandhi Assistant Professor, Department of Mechanical Engineering, Indian Institute of Technology, Bombay, Recap: Last Class What is
Thin Films: Sputtering Systems (Jaeger Ch 6 & Ruska Ch 7,) Sputtering: gas plasma transfers atoms from target to substrate Can deposit any material
 Sputtering: gas plasma transfers atoms from target to substrate Can deposit any material") Thin Films: Sputtering Systems (Jaeger Ch 6 & Ruska Ch 7,) Sputtering: gas plasma transfers atoms from target to substrate Can deposit any material on any substrate (in principal) Start with pumping down
Thin Films: Sputtering Systems (Jaeger Ch 6 & Ruska Ch 7,) Sputtering: gas plasma transfers atoms from target to substrate Can deposit any material on any substrate (in principal) Start with pumping down
Materials Synthesis Via Directed Vapor Deposition
 Chapter 6 Materials Synthesis Via Directed Vapor Deposition 6.1 Overview Experimental work was undertaken to explore the ability of Directed Vapor Deposition to synthesize a variety of films in a low vacuum
Chapter 6 Materials Synthesis Via Directed Vapor Deposition 6.1 Overview Experimental work was undertaken to explore the ability of Directed Vapor Deposition to synthesize a variety of films in a low vacuum
0HE, United Kingdom. United Kingdom , Japan
 Tel. No.: 81-45-924-5357 Fax No.: 81-45-924-5339 e-mail: tkamiya@msl.titech.ac.jp Effects of Oxidation and Annealing Temperature on Grain Boundary Properties in Polycrystalline Silicon Probed Using Nanometre-Scale
Tel. No.: 81-45-924-5357 Fax No.: 81-45-924-5339 e-mail: tkamiya@msl.titech.ac.jp Effects of Oxidation and Annealing Temperature on Grain Boundary Properties in Polycrystalline Silicon Probed Using Nanometre-Scale
PARAMETER EFFECTS FOR THE GROWTH OF THIN POROUS ANODIC ALUMINUM OXIDES
 10.1149/1.2794473, The Electrochemical Society PARAMETER EFFECTS FOR THE GROWTH OF THIN POROUS ANODIC ALUMINUM OXIDES S. Yim a, C. Bonhôte b, J. Lille b, and T. Wu b a Dept. of Chem. and Mat. Engr., San
10.1149/1.2794473, The Electrochemical Society PARAMETER EFFECTS FOR THE GROWTH OF THIN POROUS ANODIC ALUMINUM OXIDES S. Yim a, C. Bonhôte b, J. Lille b, and T. Wu b a Dept. of Chem. and Mat. Engr., San
Structure and Chemical Analysis of Carbon Nanotubes Grown on Diamond Substrate Using Three Different Techniques MRS: November 30, 2010
 Structure and Chemical Analysis of Carbon Nanotubes Grown on Diamond Substrate Using Three Different Techniques MRS: November 30, 2010 Betty T. Quinton Wright State University, PhD. Student Material Science
Structure and Chemical Analysis of Carbon Nanotubes Grown on Diamond Substrate Using Three Different Techniques MRS: November 30, 2010 Betty T. Quinton Wright State University, PhD. Student Material Science
EE 330 Lecture 9. IC Fabrication Technology Part 2
 EE 330 Lecture 9 IC Fabrication Technology Part 2 Quiz 8 A 2m silicon crystal is cut into wafers using a wire saw. If the wire diameter is 220um and the wafer thickness is 350um, how many wafers will this
EE 330 Lecture 9 IC Fabrication Technology Part 2 Quiz 8 A 2m silicon crystal is cut into wafers using a wire saw. If the wire diameter is 220um and the wafer thickness is 350um, how many wafers will this
行政院國家科學委員會補助專題研究計畫成果報告
 NSC89-2215-E-009-104 89 08 01 90 07 31 Fabrication and Characterization of Low-Temperature Polysilicon Thin Film Transistors with Novel Self-Aligned Sub-Gate Structures NSC89-2215-E009-104 (FID) self-aligned
NSC89-2215-E-009-104 89 08 01 90 07 31 Fabrication and Characterization of Low-Temperature Polysilicon Thin Film Transistors with Novel Self-Aligned Sub-Gate Structures NSC89-2215-E009-104 (FID) self-aligned
Semiconductor Manufacturing Technology. IC Fabrication Process Overview
 Semiconductor Manufacturing Technology Michael Quirk & Julian Serda October 00 by Prentice Hall Chapter 9 IC Fabrication Process Overview /4 Objectives After studying the material in this chapter, you
Semiconductor Manufacturing Technology Michael Quirk & Julian Serda October 00 by Prentice Hall Chapter 9 IC Fabrication Process Overview /4 Objectives After studying the material in this chapter, you
MICROCHIP MANUFACTURING by S. Wolf
 MICROCHIP MANUFACTURING by S. Wolf Chapter 13: THERMAL- OXIDATION of SILICON 2004 by LATTICE PRESS Chapter 13: THERMAL-OXIDATION of SILICON n CHAPTER CONTENTS Applications of Thermal Silicon-Dioxide Physical
MICROCHIP MANUFACTURING by S. Wolf Chapter 13: THERMAL- OXIDATION of SILICON 2004 by LATTICE PRESS Chapter 13: THERMAL-OXIDATION of SILICON n CHAPTER CONTENTS Applications of Thermal Silicon-Dioxide Physical
EFFECT OF GROWTH TEMPERATURE ON THE CATALYST-FREE GROWTH OF LONG SILICON NANOWIRES USING RADIO FREQUENCY MAGNETRON SPUTTERING
 International Journal of Nanoscience Vol. 10, Nos. 1 & 2 (2011) 13 17 #.c World Scienti c Publishing Company DOI: 10.1142/S0219581X11007594 EFFECT OF GROWTH TEMPERATURE ON THE CATALYST-FREE GROWTH OF LONG
International Journal of Nanoscience Vol. 10, Nos. 1 & 2 (2011) 13 17 #.c World Scienti c Publishing Company DOI: 10.1142/S0219581X11007594 EFFECT OF GROWTH TEMPERATURE ON THE CATALYST-FREE GROWTH OF LONG
CHAPTER 5 EFFECT OF POST DEPOSITION ANNEALING ON THE SURFACE MORPHOLOGY OF THE DLC FILM
 86 CHAPTER 5 EFFECT OF POST DEPOSITION ANNEALING ON THE SURFACE MORPHOLOGY OF THE DLC FILM 5.1 INTRODUCTION Among various amorphous carbon films, DLC films produced via RF-PECVD have been successfully
86 CHAPTER 5 EFFECT OF POST DEPOSITION ANNEALING ON THE SURFACE MORPHOLOGY OF THE DLC FILM 5.1 INTRODUCTION Among various amorphous carbon films, DLC films produced via RF-PECVD have been successfully
Supporting Information
 Copyright WILEY VCH Verlag GmbH & Co. KGaA, 69469 Weinheim, Germany, 2012. Supporting Information for Small, DOI: 10.1002/smll. 201102654 Large-Area Vapor-Phase Growth and Characterization of MoS 2 Atomic
Copyright WILEY VCH Verlag GmbH & Co. KGaA, 69469 Weinheim, Germany, 2012. Supporting Information for Small, DOI: 10.1002/smll. 201102654 Large-Area Vapor-Phase Growth and Characterization of MoS 2 Atomic
ARTICLE IN PRESS. Materials Science in Semiconductor Processing
 Materials Science in Semiconductor Processing ] (]]]]) ]]] ]]] Contents lists available at ScienceDirect Materials Science in Semiconductor Processing journal homepage: www.elsevier.com/locate/mssp High-dielectric
Materials Science in Semiconductor Processing ] (]]]]) ]]] ]]] Contents lists available at ScienceDirect Materials Science in Semiconductor Processing journal homepage: www.elsevier.com/locate/mssp High-dielectric
CHAPTER 4. SYNTHESIS OF ALUMINIUM SELENIDE (Al 2 Se 3 ) NANO PARTICLES, DEPOSITION AND CHARACTERIZATION
 NANO PARTICLES, DEPOSITION AND CHARACTERIZATION") 40 CHAPTER 4 SYNTHESIS OF ALUMINIUM SELENIDE (Al 2 Se 3 ) NANO PARTICLES, DEPOSITION AND CHARACTERIZATION 4.1 INTRODUCTION Aluminium selenide is the chemical compound Al 2 Se 3 and has been used as a precursor
40 CHAPTER 4 SYNTHESIS OF ALUMINIUM SELENIDE (Al 2 Se 3 ) NANO PARTICLES, DEPOSITION AND CHARACTERIZATION 4.1 INTRODUCTION Aluminium selenide is the chemical compound Al 2 Se 3 and has been used as a precursor
Using Argon Plasma to Remove Fluorine, Organic and Metal Oxide Contamination for Improved Wire Bonding Performance
 Using Argon Plasma to Remove Fluorine, Organic and Metal Oxide Contamination for Improved Wire Bonding Performance Scott D. Szymanski March Plasma Systems Concord, California, U.S.A. sszymanski@marchplasma.com
Using Argon Plasma to Remove Fluorine, Organic and Metal Oxide Contamination for Improved Wire Bonding Performance Scott D. Szymanski March Plasma Systems Concord, California, U.S.A. sszymanski@marchplasma.com
CHAPTER 4: The wetting behaviour and reaction of the diamond-si system
 CHAPTER 4: The wetting behaviour and reaction of the diamond-si system In this chapter, the wetting behaviour of diamond by silicon will be presented, followed by the study of the interaction between diamond
CHAPTER 4: The wetting behaviour and reaction of the diamond-si system In this chapter, the wetting behaviour of diamond by silicon will be presented, followed by the study of the interaction between diamond
Combinatorial RF Magnetron Sputtering for Rapid Materials Discovery: Methodology and Applications
 Combinatorial RF Magnetron Sputtering for Rapid Materials Discovery: Methodology and Applications Philip D. Rack,, Jason D. Fowlkes, and Yuepeng Deng Department of Materials Science and Engineering University
Combinatorial RF Magnetron Sputtering for Rapid Materials Discovery: Methodology and Applications Philip D. Rack,, Jason D. Fowlkes, and Yuepeng Deng Department of Materials Science and Engineering University
Growth of large single-crystalline two-dimensional boron. nitride hexagons on electropolished copper
 Supporting Information Growth of large single-crystalline two-dimensional boron nitride hexagons on electropolished copper Roland Yingjie Tay,, Mark H. Griep, Govind Mallick,, Siu Hon Tsang, Ram Sevak
Supporting Information Growth of large single-crystalline two-dimensional boron nitride hexagons on electropolished copper Roland Yingjie Tay,, Mark H. Griep, Govind Mallick,, Siu Hon Tsang, Ram Sevak
PHYS 534 (Fall 2008) Process Integration OUTLINE. Examples of PROCESS FLOW SEQUENCES. >Surface-Micromachined Beam
 Process Integration OUTLINE. Examples of PROCESS FLOW SEQUENCES. >Surface-Micromachined Beam") PHYS 534 (Fall 2008) Process Integration Srikar Vengallatore, McGill University 1 OUTLINE Examples of PROCESS FLOW SEQUENCES >Semiconductor diode >Surface-Micromachined Beam Critical Issues in Process
PHYS 534 (Fall 2008) Process Integration Srikar Vengallatore, McGill University 1 OUTLINE Examples of PROCESS FLOW SEQUENCES >Semiconductor diode >Surface-Micromachined Beam Critical Issues in Process
SUPPLEMENTARY INFORMATION
 High Electrochemical Activity of the Oxide Phase in Model Ceria- and Ceria-Ni Composite Anodes William C. Chueh 1,, Yong Hao, WooChul Jung, Sossina M. Haile Materials Science, California Institute of Technology,
High Electrochemical Activity of the Oxide Phase in Model Ceria- and Ceria-Ni Composite Anodes William C. Chueh 1,, Yong Hao, WooChul Jung, Sossina M. Haile Materials Science, California Institute of Technology,
EE 330 Lecture 8. IC Fabrication Technology Part II. - Masking - Photolithography - Deposition - Etching - Diffusion
 EE 330 Lecture 8 IC Fabrication Technology Part II?? - Masking - Photolithography - Deposition - Etching - Diffusion Review from Last Time Technology Files Provide Information About Process Process Flow
EE 330 Lecture 8 IC Fabrication Technology Part II?? - Masking - Photolithography - Deposition - Etching - Diffusion Review from Last Time Technology Files Provide Information About Process Process Flow
A Parametric Study on the Electrodeposition of Copper Nanocrystals on a Gold Film Electrode. Andrea Harmer Co-op term #1 April 25, 2003
 A Parametric Study on the Electrodeposition of Copper Nanocrystals on a Gold Film Electrode Andrea Harmer Co-op term #1 April 25, 2003 Outline of Presentation: Introduction Purpose General method Parameters:
A Parametric Study on the Electrodeposition of Copper Nanocrystals on a Gold Film Electrode Andrea Harmer Co-op term #1 April 25, 2003 Outline of Presentation: Introduction Purpose General method Parameters:
PROCESS FLOW AN INSIGHT INTO CMOS FABRICATION PROCESS
 Contents: VI Sem ECE 06EC63: Analog and Mixed Mode VLSI Design PROCESS FLOW AN INSIGHT INTO CMOS FABRICATION PROCESS 1. Introduction 2. CMOS Fabrication 3. Simplified View of Fabrication Process 3.1 Alternative
Contents: VI Sem ECE 06EC63: Analog and Mixed Mode VLSI Design PROCESS FLOW AN INSIGHT INTO CMOS FABRICATION PROCESS 1. Introduction 2. CMOS Fabrication 3. Simplified View of Fabrication Process 3.1 Alternative
CS/ECE 5710/6710. N-type Transistor. N-type from the top. Diffusion Mask. Polysilicon Mask. CMOS Processing
 CS/ECE 5710/6710 CMOS Processing Addison-Wesley N-type Transistor D G +Vgs + Vds S N-type from the top i electrons - Diffusion Mask Mask for just the diffused regions Top view shows patterns that make
CS/ECE 5710/6710 CMOS Processing Addison-Wesley N-type Transistor D G +Vgs + Vds S N-type from the top i electrons - Diffusion Mask Mask for just the diffused regions Top view shows patterns that make
Observation in the GB (Gentle Beam) Capabilities
 Capabilities") A field-emission cathode in the electron gun of a scanning electron microscope provides narrower probing beams at low as well as high electron energy, resulting in both improved spatial resolution and
A field-emission cathode in the electron gun of a scanning electron microscope provides narrower probing beams at low as well as high electron energy, resulting in both improved spatial resolution and
INTEGRATED-CIRCUIT TECHNOLOGY
 INTEGRATED-CIRCUIT TECHNOLOGY 0. Silicon crystal growth and wafer preparation 1. Processing Steps 1.1. Photolitography 1.2. Oxidation 1.3. Layer Deposition 1.4. Etching 1.5. Diffusion 1.6 Backend: assembly,
INTEGRATED-CIRCUIT TECHNOLOGY 0. Silicon crystal growth and wafer preparation 1. Processing Steps 1.1. Photolitography 1.2. Oxidation 1.3. Layer Deposition 1.4. Etching 1.5. Diffusion 1.6 Backend: assembly,
High Performance Lithium Battery Anodes Using Silicon Nanowires
 Supporting Online Materials For High Performance Lithium Battery Anodes Using Silicon Nanowires Candace K. Chan, Hailin Peng, Gao Liu, Kevin McIlwrath, Xiao Feng Zhang, Robert A. Huggins and Yi Cui * *To
Supporting Online Materials For High Performance Lithium Battery Anodes Using Silicon Nanowires Candace K. Chan, Hailin Peng, Gao Liu, Kevin McIlwrath, Xiao Feng Zhang, Robert A. Huggins and Yi Cui * *To