PARTIALLY-ACTIVATED FLUX RESIDUE INFLUENCE ON SURFACE INSULATION RESISTANCE OF ELECTRONIC ASSEMBLY
|
|
|
- Barbara Agnes Hart
- 6 years ago
- Views:
Transcription


1 As originally published in the SMTA Proceedings. PARTIALLY-ACTIVATED FLUX RESIDUE INFLUENCE ON SURFACE INSULATION RESISTANCE OF ELECTRONIC ASSEMBLY Xiang Wei, Ph.D., Kyle Loomis, Jennifer Allen, Bruno Tolla, Ph.D. Kester, Inc Itasca, IL, USA ABSTRACT Surface insulation resistance (SIR) and electrochemical migration (ECM) are two of the primary reliability drivers in consideration of the performance of electronic assemblies. In recent years, the concern of partially-activated flux residue and their influence on reliability have been significantly raised due to the miniaturization along with high density design trend, selective soldering process adoption, and the expanded use of pallets in wave soldering process. When flux residue becomes trapped under low stand-off devices, pallets or unsoldered areas (e.g. selective process), it may contain unevaporated solvent, live activators and metal complex intermediates with different chemical composition and concentration levels depending on the thermal profiles. These partially-activated residues can directly impact the corrosion, surface insulation and electrochemical migration of the final assembly. In this study, a few application tests were developed internally to understand this issue. Two traditional liquid flux and two newly developed products were selected to build up the basic models. The preliminary results also provide a scientific approach to design highly reliable products with the goal to minimize the reliability risk for the complex PCB designs and assembly processes. is getting more popular in turn of increasing the assembly flexibility, shown in Figure 1. Most commonly, process engineers choose the low solid no-clean liquid flux product on the market for selective soldering, even though these products were designed for traditional wave soldering. In this particular application, the solder wave only contacts defined areas, which could be much smaller than the flux applied areas and leave partially-activated flux residue after the soldering process. The flux residue phenomena on both pallets and selective soldering system are more likely due to two major reasons. Key Words: Reliability, SIR, ECM, Flux Residue, Low Stand-off device, Selective Soldering, Pallet, liquid Flux HOW FLUX APPEARS IN UNDESIRABLE AREAS ON A PCB ASSEMBLY Liquid fluxes are widely used in wave soldering process for through-hole connectors in PCB assembly. Fluxes remove the metal oxidation layer and improve the wetting of molten solder into the barrels. In order to prevent the solder wave from contacting SMT components or to protect temperature sensitive components, the engineers will choose the pallet with variable window design for wave soldering process, as shown in Figure 1. In some cases, liquid flux residues can be observed between the pallet and PCBs (out of the windows) and under near SMT components, where the flux never contacts the molten wave. With the industry trend towards miniaturization, the number of through-hole connectors is decreasing on PCB assembly. Through-hole connectors and SMT devices are also getting closer with high density assemblies, making the pallets application more challenging. Therefore, selective soldering Figure 1. A pallet for wave soldering on the top (Photo from QTEC); selective soldering on the bottom (Photo from ERSA). Inappropriate Assembly Process Settings For through hole application, IPC standard IPC-A-610E requires >50% hole fill for Class II (thermal heat sinks) and >75% hole fill for both Class II and III solder joints. In order to meet this classification, excessive liquid flux is usually applied to increase barrel fill, especially on thick challenging boards in lead-free assembly. The extra flux can be over sprayed to the top side of the board through the barrel and get trapped under the connector package and Proceedings of SMTA International, Sep Oct. 1, 2015, Rosemont, IL Page 263





2 nearby components. In Figure 2, a current liquid flux product was dyed in red and sprayed on a through-hole connector to show the flux deposit on the top side of PCB. The flux volume is approximate 380g/cm 2 of solid content on the board, doubled the recommended flux volume. and the connector is approximately 15mm. The flux can easily wet BGA s bottom with the flux volume of 380g/cm 2 of solid content on the board. In most recent years, the higher density integration and miniaturization trend makes this situation more prevalent. Figure 2. Excess flux sprayed over the top side of board. The distance is 15mm between the connector and BGA, and 6mm between the connector and 0201 capacitors on 0.35pads. Besides the excessive flux volume, the spray nozzle used in a wave machine, and even the advanced drop-jet technology in a selective machine, can create flux spattering and satellites on the surrounding area with inappropriate process settings, e.g. jet offset or high jetting frequency. The bottom picture in Figure 3 shows the flux deposit area on a fax paper with different jetting frequencies from a drop-jet fluxer in a selective soldering machine. The jetting frequency of top line is 4 times higher than the bottom, while the fluxer traveled 4 times on the bottom line to achieve the same flux volume as the top. This test result indicates that with the same flux volume, the flux can be applied to a much wider area on the PCBs with a higher jetting frequency compared to a lower frequency. Low Surface Tension of the Flux Surface tension is the elastic tendency of liquids which makes them acquire the least surface area possible. Figure 4 below is a simple demonstration of the surface tension effect on spread of liquids. 0.5mL of various liquid, including DI water, IPA, A, B, C and D, were dropped onto a Cu OSP board, and the resulting spread area was observed. The published surface tension of DI water is about 72mN/m, and IPA is ~22mN/m at 25C. As shown in the image, DI water with the highest surface tension maintained as a single bead exactly where it was dropped, while IPA and other products spread out with different speeds and areas. With the surfactant addition, B and C have the lower surface tension than IPA which enables them spread fast in a larger area. A and D were formulated to have higher surface tension, therefore they spread in smaller area at a slower speed. The excessive flux spread under BGA in Figure 2 is also contributed by the low surface tension of the product. In this demonstration, the distance between BGA Figure 3. Top: Flux spattering and satellites generated by inappropriate drop-jet settings (Photo provided by Vitronics); Bottom: fluxing area on fax paper with different drop-jet settings. (a) Jetting frequency = 40dot/s; Drop-jet speed = 20mm/s; (b) Jetting frequency = 10dot/s; Drop-jet speed = 20mm/s; the fluxer travel four times to achieve the same flux volume as the top settings. DI Water A IPA B C D Figure 4. A demonstration of surface tension differences in various products. The products were dyed in red for picture contrast purpose. (a) (b) Proceedings of SMTA International, Sep Oct. 1, 2015, Rosemont, IL Page 264

, a low surface tension flux, e.g. C, is preferred regarding solderability.")



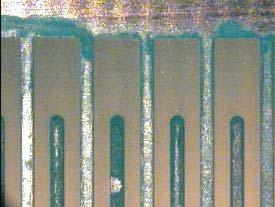
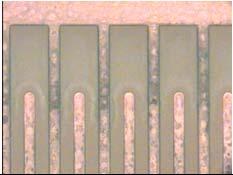
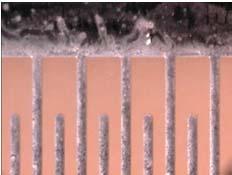
3 A spread area comparison study was conducted for A and B under different jetting frequency with a Vitronics selective machine. As shown in Figure 5, A had a smaller spread area on both 20dot/sec and 50dot/sec of jetting frequency than B, which is in consistent with the internal lab test result. With the high surface tension, the spread area of A is less dependent on the jetting frequency than B, which provides more accurate flux deposit for selective soldering. For the standard wave soldering with high density throughhole connectors (without pallets), a low surface tension flux, e.g. C, is preferred regarding solderability. The lower surface tension allows the flux to spread to all areas and eliminate the risk for open solder joints, bridging, solderballs or webbing. Due to the good spreading, the residues will be less visible and improve the cosmetic appearance. T (~40C at peak) between the bare board and under the component, while the Long and Hot profiles will minimize this effect (T = ~25C at peak). After the reflow, QFPs were removed from the board. Due to the insufficient heat exposure, solder paste under the QFP through the Short & Long profiles did not fully reflow. A similar situation can occur with the liquid flux in wave soldering application especially for the pallet and selective soldering application, where the flux does not directly contact the molten solder. In contrast, the selective soldering and wave pallet applications should choose the higher surface tension flux, e.g. A and D, to avoid partially-activated flux residues. With the appropriate process settings, the drop-jet technology in selective machine improves the accuracy of flux deposit position. Moreover, the flux products with higher surface tension also promote capillary action which moves the liquid up into the plated through holes. (a) (b) (c) (d) Figure 5. Spread area measurement with different jetting frequency for A and B. HOW PARTIALLY-ACTIVATED FLUX RESIDUE APPEARS ON A PCB ASSEMBLY In both wave pallets and selective soldering processes, the flux left on the undesirable areas never contacts the solder wave and is only exposed to lower temperatures. In order to simulate this, a simple experiment was conducted on IPC B24 boards with a QFP208 placement. Thermocouples were attached on both the bare board surface and under the QFP208 component. The reflow oven was utilized to simulate the different temperature exposure of a solder paste product, which provides a direct visual observation. Three different reflow profiles were tested with this assembly. The temperature differences between the bare board and under QFP are shown in Figure 6. The Short profile with faster heating speed and lower peak temperature provides a larger Figure 6. Reflowed B24 boards under: a) Short profile without QFP; b) Short profile with QFP non-reflowed solder powder; c) Long profile with QFP partiallyreflowed solder alloy; d) Hot profile with QFP reflowed solder with rough surface The typical activator packages used in current flux system include carboxylic acids, halides and covalent-bonded halogen compounds. As presented in the previous SMTAI conferences [1, 2], the basic fluxing mechanism is shown below: Cu 2 O+2RCOOH(or HX) = Cu(RCOO) 2 (or CuX 2 )+Cu+H 2 O CuO+2RCOOH(or HX) = Cu(RCOO) 2 (or CuX 2 )+H 2 O With limited temperature exposure of the activator package, the flux residue left on the undesirable area may contain unevaporated solvent, raw activator, and metal complex intermediates, which is defined as partially-activated flux Proceedings of SMTA International, Sep Oct. 1, 2015, Rosemont, IL Page 265
4 residue in this paper. The residue composition is strongly affected by the chemical equilibria of above reactions. The thermodynamics and kinetics of these reactions will determine the metal complex intermediates composition and stability. Two possible Cu organic compounds with various structures can be formed during the reaction with carboxylic acids: 1) a linear Cu(II) complexes, largely related to a Cu(II) d 9 system [3] ; 2) and a chelate or ring complex by reaction with dicarboxylic acids as chelating agents, which are mostly bidentate ligands and enables to occupy more than one coordination position on the central Cu ion [2]. The linear copper complexes are commonly green in color, while the copper chelates are usually blue. The structure and stability of the Cu complex depend upon the nature of the coordination ligands, as well as the environmental conditions during its formation, e.g. temperature. Dicarboxylic acids may also form anhydrides when heated. These anhydrides may react further with copper oxides to form other copper complexes or chelates. HOW PARTIALLY-ACTIVATED FLUX RESIDUE IMPACTS SIR/ECM RELIABILITY After PCB assembly, all organic components discussed above can possibly be present on the board s surface based on different thermal history. On one hand, this partiallyactivated flux residue has its own physical and chemical characteristics, e.g. moisture sensitivity and ionic conductivity. The compound with higher moisture sensitivity and ionic conductivity can form efficient conductive paths causing current leakage. More detailed research into these properties impact on reliability has been presented in another publication [1]. Additionally, partiallyactivated flux residue can further react with metal and metal oxides under operating conditions of an electronic device, resulting in more corrosion and electrochemical migration. Some metal complex can also form hydrolysis products with different color deposits on a PCB surface. In order to investigate the partially-activated flux residue s impact on the SIR reliability, four products A, B, C and D (previously shown in Figure 4.) were tested using the IPC- TM method. 20L samples were applied onto each comb pattern, and the B24 boards were then processed under four thermal exposure conditions: Group I: exposed to 23C/35%RH for 24hrs Group II: expose to 80C in a conventional oven for 10min Group III: Pattern-Up through wave, approximate exposure temperature is 200C for 5s with solder pot temperature at 245C Group IV: Pattern-Down through wave, exposure temperature is approximately 245C for 5s. The partially-activated flux residue on Group I boards should contain the highest amount of raw activators, theoretically the most reactive; the residue on Group II and III may contain different type of metal complex intermediates; and the residue on Group IV boards were mostly removed by contacting the solder wave. The test results including both resistance reading and visual images are shown in Figure 7. Notice the background color indicates the exposure temperature difference. According to the resistance readings, both A and B pass the IPC criteria of all resistance readings above 10 8 for all four board conditions; C barely passes this criteria on Group I condition but pass the other conditions; D only pass the highest temperature condition in Group IV and fails the other three conditions. Besides the resistance reading, IPC also requires that the test boards do not exhibit discoloration, corrosion or dendrites after environmental exposure. Based on this criteria, only A and B pass all conditions; C failed for Group I and II conditions; and D failed the first three conditions. Group I boards with C exhibited a slightly green color residue after testing, indicating some linear Cu complex was possibly generated from the reaction between the acid and copper oxides and further developed under SIR test conditions (40C/90%RH). Group II boards with C had significant amount of bluish residue on the Cu traces after testing, indicating the chelating Cu complex formation is promoted by the 80C exposure during board preparation and also further developed during SIR testing. The similar effect can be observed in D, even though the residue is already bluish color at room temperature due to its different activator structure. This observation is opposite to the theoretical estimation between Group I and Group II at the experimental design stage. A possible root cause is the short exposure at 80C for C and D accelerates the chemical reaction and generates the extreme unstable Cu complex intermediates. These intermediates can easily form more chelating metal complex with Cu under SIR test conditions, resulting in more corrosion. This type of intermediates could have higher ionic conductivity; and the corrosion reaction also increases the ion mobility and lowers the resistance values. Group III boards with D show brownish residue developed on the copper traces, indicating a different type of copper complex formation. Similar to the previous discussion, this complex can further react with copper causing more corrosion and lowering resistance, but not as significant as the residue under 80C. Group IV boards for all four products have minimum residue left on the surface, after 245C exposure and most is removed by the solder wave, creating the most reliable condition. Proceedings of SMTA International, Sep Oct. 1, 2015, Rosemont, IL Page 266








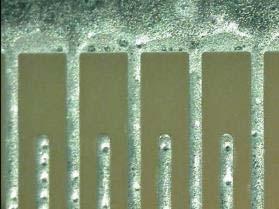


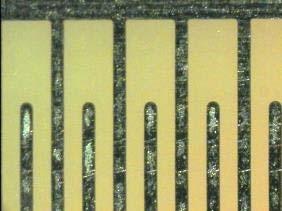
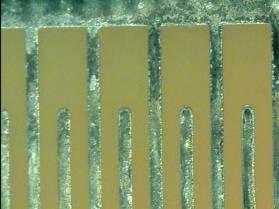
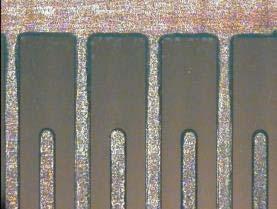
5 Group I RT 24h Group II 80C/10min Group III Pattern Up Group IV Pattern Down A B C D Figure 7. IPC SIR test result of four products with different temperature exposure during B24 preparation. Proceedings of SMTA International, Sep Oct. 1, 2015, Rosemont, IL Page 267
6 CONCLUSION This research establishes the basic approach and test methods for new PCB assembly materials development, specifically for the selective soldering process which is drawing more attention in electronic assembly industry. In order to obtain higher SIR reliability for through-hole assembly, two recommendations are offered based on this study: 1. Optimize the process settings and choose the right soldering method to limit amount of partially-activated flux residue on the board surface: Design an appropriate soldering profile by considering the thermal mass from the board and components. For example, thermocouples should be attached to several locations on the board and under any large thermal mass components during profiling. Adjust the nozzle or jet settings to obtain accurate deposit location, spread area and appropriate flux volume. 2. Choose the right formulation for the different soldering methods. Particularly for selective soldering, the formula should: Do not clog the drop-jet system head while providing low cleaning frequency requirement. Have higher surface tension to control the spread area. In addition have a good SIR/ECM reliability under different temperature exposure conditions, For these reasons, fluxes like C and D are not appropriate formulas for the wave pallet and selective soldering application in the high reliability field; while A and B are suitable products for these applications regarding the reliability aspect. A is the best selection for selective soldering due to its higher surface tension property for controlled spread area. ACKNOWLEDGEMENT The authors would like to thank the following group and individuals for their efforts and expertise regarding the testing and application in this research: Gerjan Diepstraten from Vitronics Soltec Denis Jean from Kester PM team Kester R&D team members. REFERENCES 1]. Xiang W., Bruno, T., Effect of Flux Systems on Electrochemical Migration of Lead-Free Assembly, SMTA International conference in Rosemont IL, ]. Yanrong S., Xiang W., Bruno, T., Smart Chemistry Towards Highly Efficient Soldering Material Formulation, SMTA International conference in Rosemont IL, ]. Bruce H. Lipshutz, Steven S. Pfeiffer, Encyclopedia of Inorganic Chemistry. Copper: Organometallic Chemistry John Wiley & Sons, Ltd., 2006, DOI: / Proceedings of SMTA International, Sep Oct. 1, 2015, Rosemont, IL Page 268
SELECTIVE SOLDERING DESIGN FOR RELIABILITY USING A NOVEL TEST BOARD AND SIR TEST METHOD
 As originally published in the SMTA Proceedings SELECTIVE SOLDERING DESIGN FOR RELIABILITY USING A NOVEL TEST BOARD AND SIR TEST METHOD Mike Bixenman and David Lober KYZEN Corporation TN, USA mikeb@kyzen.com
As originally published in the SMTA Proceedings SELECTIVE SOLDERING DESIGN FOR RELIABILITY USING A NOVEL TEST BOARD AND SIR TEST METHOD Mike Bixenman and David Lober KYZEN Corporation TN, USA mikeb@kyzen.com
Reliability Considerations from Flux Residues trapped under Component Terminations
 Reliability Considerations from Flux Residues trapped under Component Terminations Mike Bixenman, DBA, Kyzen Corporation Bruno Tolla, Ph.D., Jennifer Allen, Kyle Loomis, Kester Corp. Kester Kyzen Joint
Reliability Considerations from Flux Residues trapped under Component Terminations Mike Bixenman, DBA, Kyzen Corporation Bruno Tolla, Ph.D., Jennifer Allen, Kyle Loomis, Kester Corp. Kester Kyzen Joint
No-Clean Flux Activity under Low Standoff Components
 No-Clean Flux Activity under Low Standoff Components Bruno Tolla, Ph.D, Jennifer Allen, Kyle Loomis, Denis Jean ~ KESTER Corporation Mike Bixenman, DBA ~ KYZEN Corporation Electronic Devices More complex
No-Clean Flux Activity under Low Standoff Components Bruno Tolla, Ph.D, Jennifer Allen, Kyle Loomis, Denis Jean ~ KESTER Corporation Mike Bixenman, DBA ~ KYZEN Corporation Electronic Devices More complex
Chemical Influences on the Reliability of Complex Assemblies. Bruno Tolla, Ph.D Global R&D Dr. Kester Inc.
 Chemical Influences on the Reliability of Complex Assemblies Bruno Tolla, Ph.D Global R&D Dr. Kester Inc. btolla@kester.com Reliability Failure Modes Dendrites Corrosion Deposits But also Conductive Anodic
Chemical Influences on the Reliability of Complex Assemblies Bruno Tolla, Ph.D Global R&D Dr. Kester Inc. btolla@kester.com Reliability Failure Modes Dendrites Corrosion Deposits But also Conductive Anodic
Electrochemical Methods to Measure the Corrosion Potential of Flux Residues
 As originally published in the IPC APEX EXPO Proceedings. Electrochemical Methods to Measure the Corrosion Potential of Flux Residues Mike Bixenman, DBA, David Lober, Anna Ailworth, Kyzen Corporation Bruno
As originally published in the IPC APEX EXPO Proceedings. Electrochemical Methods to Measure the Corrosion Potential of Flux Residues Mike Bixenman, DBA, David Lober, Anna Ailworth, Kyzen Corporation Bruno
SMART CHEMISTRY TOWARDS HIGHLY EFFICIENT SOLDERING MATERIAL FORMULATION
 SMART CHEMISTRY TOWARDS HIGHLY EFFICIENT SOLDERING MATERIAL FORMULATION Yanrong Shi, Ph.D, Xiang Wei, Ph.D, Bruno Tolla, Ph.D Kester Inc. Itasca, IL, USA yshi@kester.com, xwei@kester.com, btolla@kester.com
SMART CHEMISTRY TOWARDS HIGHLY EFFICIENT SOLDERING MATERIAL FORMULATION Yanrong Shi, Ph.D, Xiang Wei, Ph.D, Bruno Tolla, Ph.D Kester Inc. Itasca, IL, USA yshi@kester.com, xwei@kester.com, btolla@kester.com
EPOXY FLUX MATERIAL AND PROCESS FOR ENHANCING ELECTRICAL INTERCONNECTIONS
 As originally published in the SMTA Proceedings. EPOXY FLUX MATERIAL AND PROCESS FOR ENHANCING ELECTRICAL INTERCONNECTIONS Neil Poole, Ph.D., Elvira Vasquez, and Brian J. Toleno, Ph.D. Henkel Electronic
As originally published in the SMTA Proceedings. EPOXY FLUX MATERIAL AND PROCESS FOR ENHANCING ELECTRICAL INTERCONNECTIONS Neil Poole, Ph.D., Elvira Vasquez, and Brian J. Toleno, Ph.D. Henkel Electronic
Reliability Assessment of No-clean and Water-soluble Solder Pastes Part II
 As originally published in the IPC APEX EXPO Conference Proceedings. Reliability Assessment of No-clean and Water-soluble Solder Pastes Part II Emmanuelle Guéné, Steven Teh INVENTEC Performance Chemicals
As originally published in the IPC APEX EXPO Conference Proceedings. Reliability Assessment of No-clean and Water-soluble Solder Pastes Part II Emmanuelle Guéné, Steven Teh INVENTEC Performance Chemicals
contaminated, or if the location of the assembly house is well above sea level.
 VAPOR PHASE REFLOW S EFFECT ON SOLDER PASTE RESIDUE SURFACE INSULATION RESISTANCE Karen Tellefsen. Mitch Holtzer, Corne Hoppenbrouwers Alpha Assembly Solutions South Plainfield, NJ, USA Roald Gontrum SmartTech
VAPOR PHASE REFLOW S EFFECT ON SOLDER PASTE RESIDUE SURFACE INSULATION RESISTANCE Karen Tellefsen. Mitch Holtzer, Corne Hoppenbrouwers Alpha Assembly Solutions South Plainfield, NJ, USA Roald Gontrum SmartTech
Hi-performance S3X58-M406
 www.ko-ki.co.jp Ver. 42004.5 Prepared on Mar. 7, 2005 Koki no-clean LEAD FREE solder paste Hi-performance Product information 0.4mm pitch 0.3mm diameter This Product Information contains product performance
www.ko-ki.co.jp Ver. 42004.5 Prepared on Mar. 7, 2005 Koki no-clean LEAD FREE solder paste Hi-performance Product information 0.4mm pitch 0.3mm diameter This Product Information contains product performance
WS488 WATER SOLUBLE SOLDER PASTE
 WS488 WATER SOLUBLE SOLDER PASTE FEATURES Excellent Wetting Extended Cleaning Window Superior Slump Resistance 8 Hour+ Stencil Life Wash With Water Alone Low Foaming DESCRIPTION AIM s WS488 water soluble
WS488 WATER SOLUBLE SOLDER PASTE FEATURES Excellent Wetting Extended Cleaning Window Superior Slump Resistance 8 Hour+ Stencil Life Wash With Water Alone Low Foaming DESCRIPTION AIM s WS488 water soluble
ALPHA EF-8800HF. Wave Solder Flux. Product Guide
 New, Halogen Free, mid solids, alcohol based, no-clean wave soldering flux for thick board applications. ALPHA EF-8800HF Wave Solder Flux Product Guide SM1151 APR 2014 The information contained herein
New, Halogen Free, mid solids, alcohol based, no-clean wave soldering flux for thick board applications. ALPHA EF-8800HF Wave Solder Flux Product Guide SM1151 APR 2014 The information contained herein
IPC / SMTA Cleaning Workshop November 16, 2010
 Electrical Failures IPC / SMTA Cleaning Workshop November 16, 2010 Content Technology Innovation Device Interactions Tin Whiskers Soil Effects Complexities Rapid Technology Innovation More performance
Electrical Failures IPC / SMTA Cleaning Workshop November 16, 2010 Content Technology Innovation Device Interactions Tin Whiskers Soil Effects Complexities Rapid Technology Innovation More performance
Lead Free Surface Mount Technology. Ian Wilding BSc Senior Applications Engineer Henkel Technologies
 Lead Free Surface Mount Technology Ian Wilding BSc Senior Applications Engineer Henkel Technologies Overview of the Presentation First contact: Impact on the production operator Packaging Labelling Impact
Lead Free Surface Mount Technology Ian Wilding BSc Senior Applications Engineer Henkel Technologies Overview of the Presentation First contact: Impact on the production operator Packaging Labelling Impact
ALPHA OM-5100 FINE PITCH SOLDER PASTE
 SM 797-7 ALPHA OM-5100 FINE PITCH SOLDER PASTE DESCRIPTION Cookson Electronics Assembly Material s ALPHA OM-5100, is a low residue, no-clean solder paste designed to maximize SMT line yields. The flux
SM 797-7 ALPHA OM-5100 FINE PITCH SOLDER PASTE DESCRIPTION Cookson Electronics Assembly Material s ALPHA OM-5100, is a low residue, no-clean solder paste designed to maximize SMT line yields. The flux
Lead-Free HASL: Balancing Benefits and Risks for IBM Server and Storage Hardware
 Lead-Free HASL: Balancing Benefits and Risks for IBM Server and Storage Hardware November 19, 2009 M.Kelly, P.Eng, MBA Senior Engineer, ECAT Interconnect Technology Lead-Free Server Development Core Team
Lead-Free HASL: Balancing Benefits and Risks for IBM Server and Storage Hardware November 19, 2009 M.Kelly, P.Eng, MBA Senior Engineer, ECAT Interconnect Technology Lead-Free Server Development Core Team
ROOM TEMPERATURE FAST FLOW REWORKABLE UNDERFILL FOR LGA
 As originally published in the SMTA Proceedings ROOM TEMPERATURE FAST FLOW REWORKABLE UNDERFILL FOR LGA Mary Liu, Ph.D., and Wusheng Yin, Ph.D. YINCAE Advanced Materials, LLC Albany, NY, USA wyin@yincae.com
As originally published in the SMTA Proceedings ROOM TEMPERATURE FAST FLOW REWORKABLE UNDERFILL FOR LGA Mary Liu, Ph.D., and Wusheng Yin, Ph.D. YINCAE Advanced Materials, LLC Albany, NY, USA wyin@yincae.com
WHY SWITCH FROM PURE DI-WATER TO CHEMISTRY?
 WHY SWITCH FROM PURE DI-WATER TO CHEMISTRY? Harald Wack, Ph.D., and Umut Tosun ZESTRON America Manassas, VA, USA h.wack@zestronusa.com, u.tosun@zestronusa.com Joachim Becht Ph.D., and Helmut Schweigart,
WHY SWITCH FROM PURE DI-WATER TO CHEMISTRY? Harald Wack, Ph.D., and Umut Tosun ZESTRON America Manassas, VA, USA h.wack@zestronusa.com, u.tosun@zestronusa.com Joachim Becht Ph.D., and Helmut Schweigart,
ALPHA EF-8800HF Halogen-Free, High Reliability, Alcohol Based No-Clean Wave Soldering Flux for Thick Board Applications
 DESCRIPTION ALPHA EF-8800HF is an alcohol based flux designed for both standard and thicker, high-density PCBs in Lead-free process. This flux shows stable performance even under long exposure to higher
DESCRIPTION ALPHA EF-8800HF is an alcohol based flux designed for both standard and thicker, high-density PCBs in Lead-free process. This flux shows stable performance even under long exposure to higher
High-Reliability Lead-Free Solder Paste M705-GRN360-K-V. Senju Metal Industry Co.,Ltd. Senju Manufacturing (Europe) Ltd.
 Ltd.") Senju Metal Industry Co., Ltd. High-Reliability Lead-Free Solder Paste Manufacturer Senju Metal Industry Co.,Ltd. 23 Senju Hashido-cho, Adachi-Ku, Tokyo, Japan Phone: +81-33888-5156 Fax: +81-33870-3032
Senju Metal Industry Co., Ltd. High-Reliability Lead-Free Solder Paste Manufacturer Senju Metal Industry Co.,Ltd. 23 Senju Hashido-cho, Adachi-Ku, Tokyo, Japan Phone: +81-33888-5156 Fax: +81-33870-3032
M705-GRN360 K-Series
 Senju Metal Industry Co.,Ltd. High-Reliability Lead-Free Solder Paste M705-GRN360 K-Series Manufacturer Senju Metal Industry Co.,Ltd. 23 Senju Hashido-cho, Adachi-Ku, Tokyo, Japan Phone: +81-33888-5156
Senju Metal Industry Co.,Ltd. High-Reliability Lead-Free Solder Paste M705-GRN360 K-Series Manufacturer Senju Metal Industry Co.,Ltd. 23 Senju Hashido-cho, Adachi-Ku, Tokyo, Japan Phone: +81-33888-5156
Formulation of a New Liquid Flux for High Temperature Soldering. Tony Lentz
 Formulation of a New Liquid Flux for High Temperature Soldering Tony Lentz tlentz@fctassembly.com Outline/Agenda Introduction Experimental Methods Results of Experiments Conclusions Acknowledgements Q
Formulation of a New Liquid Flux for High Temperature Soldering Tony Lentz tlentz@fctassembly.com Outline/Agenda Introduction Experimental Methods Results of Experiments Conclusions Acknowledgements Q
IS CLEANING CRITICAL TO POP ASSEMBLIES?
 IS CLEANING CRITICAL TO POP ASSEMBLIES? Harald Wack, Ph.D., Umut Tosun, M.S., and Jigar Patel, M.S. ZESTRON America Manassas, VA, USA u.tosun@zestronusa.com ABSTRACT Package on package (PoP) assemblies
IS CLEANING CRITICAL TO POP ASSEMBLIES? Harald Wack, Ph.D., Umut Tosun, M.S., and Jigar Patel, M.S. ZESTRON America Manassas, VA, USA u.tosun@zestronusa.com ABSTRACT Package on package (PoP) assemblies
Lead-free soldering materials, some considerations. Presented at FHI conference, Gorinchem November 2005
 Lead-free soldering materials, some considerations Presented at FHI conference, Gorinchem November 2005 Outline Present situation in Europe towards RoHS Industry status Lead-free soldering materials Getting
Lead-free soldering materials, some considerations Presented at FHI conference, Gorinchem November 2005 Outline Present situation in Europe towards RoHS Industry status Lead-free soldering materials Getting
Halide Content 0 wt% IPC-TM B JIS Z 3197: Acid Value Test /- 1 mg KOH/g JIS Z 3197:
 HASACONI QF2062 LOW RESIDUE NO CLEAN FLUX As this is a new product, contents in this document will be updated again within ½ year. INTRODUCTION We take pride in providing our clients with quality products.
HASACONI QF2062 LOW RESIDUE NO CLEAN FLUX As this is a new product, contents in this document will be updated again within ½ year. INTRODUCTION We take pride in providing our clients with quality products.
S3X48-M500C-5. Powerful Wetting Lead Free Solder Paste. Product information. Koki no-clean LEAD FREE solder paste. Contents.
 Koki no-clean LEAD FREE solder paste www.ko-ki.co.jp #50011E-0 Revised on JAN.22, 2013 Powerful Wetting Lead Free Solder Paste Product information This Product Information contains product performance
Koki no-clean LEAD FREE solder paste www.ko-ki.co.jp #50011E-0 Revised on JAN.22, 2013 Powerful Wetting Lead Free Solder Paste Product information This Product Information contains product performance
ALPHA SACX Plus Product Guide
 the product: Delivering the confidence you need to move to a lower silver alloy without sacrificing soldering performance or reliability ALPHA SACX Plus 0807 Product Guide the accuracy of this data. Liability
the product: Delivering the confidence you need to move to a lower silver alloy without sacrificing soldering performance or reliability ALPHA SACX Plus 0807 Product Guide the accuracy of this data. Liability
Special characteristics This product is resin flux cored lead-free solder, Sn60Pb40 type, in MIL RMA class. High reliability flux
 Special characteristics This product is resin flux cored lead-free solder, Sn60Pb40 type, in MIL RMA class. High reliability flux Test items 1.Flux content 2.Halide activator content test 3.Copper plate
Special characteristics This product is resin flux cored lead-free solder, Sn60Pb40 type, in MIL RMA class. High reliability flux Test items 1.Flux content 2.Halide activator content test 3.Copper plate
IMPLEMENTING PROPER PROCEDURES AND THE USE OF ADVANCED FLUX VERIFICATION TOOLS FOR A ROBUST WAVE SOLDERING OPERATION
 IMPLEMENTING PROPER PROCEDURES AND THE USE OF ADVANCED FLUX VERIFICATION TOOLS FOR A ROBUST WAVE SOLDERING OPERATION Wojtek Antoniak 1 and Greg Hueste 2 1 Electronic Controls Design, Inc. Milwaukie, OR
IMPLEMENTING PROPER PROCEDURES AND THE USE OF ADVANCED FLUX VERIFICATION TOOLS FOR A ROBUST WAVE SOLDERING OPERATION Wojtek Antoniak 1 and Greg Hueste 2 1 Electronic Controls Design, Inc. Milwaukie, OR
Ionic Cleanliness Testing Research of Printed Wiring Boards for Purposes of Process Control
 Ionic Cleanliness Testing Research of Printed Wiring Boards for Purposes of Process Control Mike Bixenman, Kyzen Corp. Ning Chen Lee, Indium Corp. Steve Stach, Austin American Technology Agenda Background
Ionic Cleanliness Testing Research of Printed Wiring Boards for Purposes of Process Control Mike Bixenman, Kyzen Corp. Ning Chen Lee, Indium Corp. Steve Stach, Austin American Technology Agenda Background
Koki no-clean LEAD FREE solder paste. High-reliability Low Ag Lead Free Solder Paste
 www.ko-ki.co.jp #514- Revised on Feb.4, 214 Koki no-clean LEAD FREE solder paste High-reliability Low Ag Lead Free Solder Paste S1XBIG58-M5-4 Product information S1XBIG SAC35 After -4/125ºC, 1 cycles This
www.ko-ki.co.jp #514- Revised on Feb.4, 214 Koki no-clean LEAD FREE solder paste High-reliability Low Ag Lead Free Solder Paste S1XBIG58-M5-4 Product information S1XBIG SAC35 After -4/125ºC, 1 cycles This
OM-5300 Product Guide
 OM-5300 Product Guide The information contained herein is based on data considered accurate and complete and is offered at no charge and without any other consideration provided by the recipient. No warranty,
OM-5300 Product Guide The information contained herein is based on data considered accurate and complete and is offered at no charge and without any other consideration provided by the recipient. No warranty,
Optimizing Immersion Silver Chemistries For Copper
 Optimizing Immersion Silver Chemistries For Copper Ms Dagmara Charyk, Mr. Tom Tyson, Mr. Eric Stafstrom, Dr. Ron Morrissey, Technic Inc Cranston RI Abstract: Immersion silver chemistry has been promoted
Optimizing Immersion Silver Chemistries For Copper Ms Dagmara Charyk, Mr. Tom Tyson, Mr. Eric Stafstrom, Dr. Ron Morrissey, Technic Inc Cranston RI Abstract: Immersion silver chemistry has been promoted
HBLED packaging is becoming one of the new, high
 Ag plating in HBLED packaging improves reflectivity and lowers costs JONATHAN HARRIS, President, CMC Laboratories, Inc., Tempe, AZ Various types of Ag plating technology along with the advantages and limitations
Ag plating in HBLED packaging improves reflectivity and lowers costs JONATHAN HARRIS, President, CMC Laboratories, Inc., Tempe, AZ Various types of Ag plating technology along with the advantages and limitations
LMPA - Q6. LMPA - Q6 substantially reduces the tombstone phenomenon and exhibits extremely low voiding after reflow.
 LMPA - Q6 Low melting point lead-free, halide free solder paste Page 1 Description LMPA - Q6 is a no-clean, absolutely halide free and lead-free solder paste with the patent pending LMPA low melting point
LMPA - Q6 Low melting point lead-free, halide free solder paste Page 1 Description LMPA - Q6 is a no-clean, absolutely halide free and lead-free solder paste with the patent pending LMPA low melting point
Effects of Solder Reflow Conditions on the Assembly of Electronics Packaging and Printed Circuit Boards
 Effects of Solder Reflow Conditions on the Assembly of Electronics Packaging and Printed Circuit Boards Gregory K. Arslanian, Minfa Lin, Amy Wressell, Tom Mebrahtu, Victor Wang Air Products and Chemicals
Effects of Solder Reflow Conditions on the Assembly of Electronics Packaging and Printed Circuit Boards Gregory K. Arslanian, Minfa Lin, Amy Wressell, Tom Mebrahtu, Victor Wang Air Products and Chemicals
ALPHA EF-8300 product guide
 the product: A higher activity flux that delivers excellent solderability and doesn t compromise on and electrical reliability. ALPHA product guide ALPHA wave solder flux Welcome to the ALPHA Product Guide
the product: A higher activity flux that delivers excellent solderability and doesn t compromise on and electrical reliability. ALPHA product guide ALPHA wave solder flux Welcome to the ALPHA Product Guide
OMIKRON IMMERSION WHITE TIN. Florida CirTech, Inc. Greeley, Colorado USA. Revised 2/19/98
 OMIKRON TM IMMERSION WHITE TIN Revised 2/19/98 Florida CirTech, Inc. C T Florida CirTech, Inc. 1309 North 17th Avenue Greeley, CO 80631 Telephone: 1-800-686-6504 Fax: (970) 346-8331 Table of Contents Pages
OMIKRON TM IMMERSION WHITE TIN Revised 2/19/98 Florida CirTech, Inc. C T Florida CirTech, Inc. 1309 North 17th Avenue Greeley, CO 80631 Telephone: 1-800-686-6504 Fax: (970) 346-8331 Table of Contents Pages
ALPHA EF product guide. Enabling Wave Soldering Flux Technology for Lead- Free Processing
 the product: Enabling Wave Soldering Flux Technology for Lead- Free Processing ALPHA EF-8000 product guide Contents TOPIC PAGE Introduction/Features-Benefits 3 Performance Summary 4 Hole Fill Performance
the product: Enabling Wave Soldering Flux Technology for Lead- Free Processing ALPHA EF-8000 product guide Contents TOPIC PAGE Introduction/Features-Benefits 3 Performance Summary 4 Hole Fill Performance
High-reliability Low-Ag Alloy
 http://www.ko-ki.co.jp #47002E 2009.8.18 Koki no-clean LEAD FREE solder paste High-reliability Low-Ag Alloy PAT. pend Product information Sn0.3Ag0.7Cu S01X7C- alloy After -40+125ºC 1500cycle This Product
http://www.ko-ki.co.jp #47002E 2009.8.18 Koki no-clean LEAD FREE solder paste High-reliability Low-Ag Alloy PAT. pend Product information Sn0.3Ag0.7Cu S01X7C- alloy After -40+125ºC 1500cycle This Product
SnCu Based Alloy Design for Lower Copper Dissolution and Better Process Control
 SnCu Based Alloy Design for Lower Copper Dissolution and Better Process Control Peter Biocca Senior Engineer, Technical Manager Kester ITW, Itasca, Illinois, U.S.A. Material Concepts for Alternative Alloys
SnCu Based Alloy Design for Lower Copper Dissolution and Better Process Control Peter Biocca Senior Engineer, Technical Manager Kester ITW, Itasca, Illinois, U.S.A. Material Concepts for Alternative Alloys
Offshore Wind Turbines Power Electronics Design and Reliability Research
 Offshore Wind Turbines Power Electronics Design and Reliability Research F. P. McCluskey CALCE/Dept. Of Mechanical Engineering University of Maryland, College Park, MD (301) 405-0279 mcclupa@umd.edu 1
Offshore Wind Turbines Power Electronics Design and Reliability Research F. P. McCluskey CALCE/Dept. Of Mechanical Engineering University of Maryland, College Park, MD (301) 405-0279 mcclupa@umd.edu 1
CHALLENGING NEW TECHNOLOGIES
 T4AB58-M742 Koki no-clean LEAD FREE solder paste www.ko-ki.co.jp #49005-1 Revised on Sep. 30, 2014 Koki no-clean LEAD FREE solder paste Low Melting Point Lead Free Solder Paste T4AB58-M742 Product information
T4AB58-M742 Koki no-clean LEAD FREE solder paste www.ko-ki.co.jp #49005-1 Revised on Sep. 30, 2014 Koki no-clean LEAD FREE solder paste Low Melting Point Lead Free Solder Paste T4AB58-M742 Product information
VOIDS IN SOLDER JOINTS. Raiyo Aspandiar Intel Corporation
 VOIDS IN SOLDER JOINTS Raiyo Aspandiar Intel Corporation raiyo.f.aspandiar@intel.com Presented at SMTA Boise Expo and Tech Forum, March 20, 2018 Contents Introduction to Solder Voids Various Types of Voids
VOIDS IN SOLDER JOINTS Raiyo Aspandiar Intel Corporation raiyo.f.aspandiar@intel.com Presented at SMTA Boise Expo and Tech Forum, March 20, 2018 Contents Introduction to Solder Voids Various Types of Voids
The Effect of Reflow Profiling on the Electrical Reliability of No-Clean Solder Paste Flux Residues
 The Effect of Reflow Profiling on the Electrical Reliability of No-Clean Solder Paste Flux Residues Abstract Eric Bastow Indium Corporation Clinton, New York An estimated 80% of all SMT assembly in the
The Effect of Reflow Profiling on the Electrical Reliability of No-Clean Solder Paste Flux Residues Abstract Eric Bastow Indium Corporation Clinton, New York An estimated 80% of all SMT assembly in the
What is Electrochemical Migration Dendrite Shorting of Electronic Circuits?
 What is Electrochemical Migration Dendrite Shorting of Electronic Circuits? By Terry Munson, Foresite Inc. www.foresiteinc.com Dendrite shorting of electrical circuits are metal ions plating in a linear
What is Electrochemical Migration Dendrite Shorting of Electronic Circuits? By Terry Munson, Foresite Inc. www.foresiteinc.com Dendrite shorting of electrical circuits are metal ions plating in a linear
The Effect of Reflow Profiling on the Electrical Reliability of No-Clean Solder Paste Flux Residues
 The Effect of Reflow Profiling on the Electrical Reliability of No-Clean Solder Paste Flux Residues Authored by: Eric Bastow, Indium Corporation Abstract An estimated 80% of all SMT assembly in the world
The Effect of Reflow Profiling on the Electrical Reliability of No-Clean Solder Paste Flux Residues Authored by: Eric Bastow, Indium Corporation Abstract An estimated 80% of all SMT assembly in the world
JIS Z After 168hr Testing resistance. Condition B After 1008hr Testing
 Special characteristics Technical data (LXB) This product is flux for flux cored wire solder in MIL-RA class. Test items 1.Halide activator content test 2.Copper plate corrosion test 3.Flux solution resistivity
Special characteristics Technical data (LXB) This product is flux for flux cored wire solder in MIL-RA class. Test items 1.Halide activator content test 2.Copper plate corrosion test 3.Flux solution resistivity
ALPHA OM-325 Solder Paste product guide
 the product: a superior lead-free solder paste that simplifies the transition to µ-fine feature printing. ALPHA OM-325 Solder Paste product guide µ-fine Feature Solder Paste 1 Welcome to the Solder Paste
the product: a superior lead-free solder paste that simplifies the transition to µ-fine feature printing. ALPHA OM-325 Solder Paste product guide µ-fine Feature Solder Paste 1 Welcome to the Solder Paste
Lead- free Alloys for Wave and SMT Assembly: Assembly with Two Alloys
 1 Lead- free Alloys for Wave and SMT Assembly: Assembly with Two Alloys Abstract Peter Biocca MBO Solder Inc. Allen, Texas 2002 Research on lead-free alternatives began over a decade ago. Starting primarily
1 Lead- free Alloys for Wave and SMT Assembly: Assembly with Two Alloys Abstract Peter Biocca MBO Solder Inc. Allen, Texas 2002 Research on lead-free alternatives began over a decade ago. Starting primarily
DSP 825HF X-TREME ACTIVITY HALOGEN FREE LEAD FREE NO CLEAN SOLDER PASTE
 SN/AG/CU. 863 Rev.A TECHNICAL DATA SHEET TECHNICAL SPECIFICATIONS SN/AG/CU. 863 Rev DSP 825HF X-TREME ACTIVITY HALOGEN FREE LEAD FREE NO CLEAN SOLDER PASTE CORPORATE HEADQUARTERS USA: 315 Fairbank St.
SN/AG/CU. 863 Rev.A TECHNICAL DATA SHEET TECHNICAL SPECIFICATIONS SN/AG/CU. 863 Rev DSP 825HF X-TREME ACTIVITY HALOGEN FREE LEAD FREE NO CLEAN SOLDER PASTE CORPORATE HEADQUARTERS USA: 315 Fairbank St.
CONTAMINATION RISKS RELATED TO ESD GLOVES AND FINGER COTS
 As originally published in the SMTA Proceedings CONTAMINATION RISKS RELATED TO ESD GLOVES AND FINGER COTS Eric Camden Foresite Kokomo, IN, USA ericc@foresiteinc.com ABSTRACT ESD gloves and finger cots
As originally published in the SMTA Proceedings CONTAMINATION RISKS RELATED TO ESD GLOVES AND FINGER COTS Eric Camden Foresite Kokomo, IN, USA ericc@foresiteinc.com ABSTRACT ESD gloves and finger cots
A. Feature Good wettability and antioxidation effect of flux
 A. Feature wettability and antioxidation effect of flux We have considered active temperature and persistence of flux, and selected activator newly. As results of this, J3-8843-KG has good wettability
A. Feature wettability and antioxidation effect of flux We have considered active temperature and persistence of flux, and selected activator newly. As results of this, J3-8843-KG has good wettability
Sn623-5T-E SOLDER PASTE
 Sn623-5T-E SOLDER PASTE INTRODUCTION Singapore Asahi s solder paste Sn623-5T-E is a silver bearing paste to prevent silver migration and brittleness. It is formulated for fine pitch applications up to
Sn623-5T-E SOLDER PASTE INTRODUCTION Singapore Asahi s solder paste Sn623-5T-E is a silver bearing paste to prevent silver migration and brittleness. It is formulated for fine pitch applications up to
The Failure of a Circuit: The Reliability Effects of Process Residues
 The Failure of a Circuit: The Reliability Effects of Process Residues By Terry Munson, Foresite Inc. This column will address the corrosive and electrical leakage effects of standard process residues,
The Failure of a Circuit: The Reliability Effects of Process Residues By Terry Munson, Foresite Inc. This column will address the corrosive and electrical leakage effects of standard process residues,
Cleaning Before Coating. Presented by Jigar Patel, Senior Process Engineer
 Cleaning Before Coating Presented by Jigar Patel, Senior Process Engineer Cleaning Before Coating Influencing factors Failure mechanisms Coating failures Cleaning before coating Analytics and test methods
Cleaning Before Coating Presented by Jigar Patel, Senior Process Engineer Cleaning Before Coating Influencing factors Failure mechanisms Coating failures Cleaning before coating Analytics and test methods
S3X58-G801. High Performance Low Voiding LF Solder Paste. Product Information. Koki no-clean LEAD FREE solder paste.
 www.ko-ki.co.jp #55001-3 First issue: Jan.13, 2017 Revised: Jun. 28, 2017 Koki no-clean LEAD FREE solder paste High Performance Low Voiding LF Solder Paste S3X58-G801 Product Information 0603R 0603R Disclaimer
www.ko-ki.co.jp #55001-3 First issue: Jan.13, 2017 Revised: Jun. 28, 2017 Koki no-clean LEAD FREE solder paste High Performance Low Voiding LF Solder Paste S3X58-G801 Product Information 0603R 0603R Disclaimer
TECHNICAL INFORMATION
 Lead free SOLUTIONS you can TRUST TECHNICAL INFORMATION No-clean Wave Soldering for Lead Free Soldering 1. Features Designed to work with Sn(Ag)(Bi)Cu lead free solders. Ensures excellent solderability
Lead free SOLUTIONS you can TRUST TECHNICAL INFORMATION No-clean Wave Soldering for Lead Free Soldering 1. Features Designed to work with Sn(Ag)(Bi)Cu lead free solders. Ensures excellent solderability
S3X58-M ICT Compatible Lead Free Solder Paste. Product Information. Koki no-clean LEAD FREE solder paste. Contents.
 Koki no-clean LEAD FREE solder paste www.ko-ki.co.jp #53002 Revised on Mar. 3, 2015 ICT Compatible Lead Free Solder Paste Product Information Conventional Product Picture of ICT Checker Probe The product
Koki no-clean LEAD FREE solder paste www.ko-ki.co.jp #53002 Revised on Mar. 3, 2015 ICT Compatible Lead Free Solder Paste Product Information Conventional Product Picture of ICT Checker Probe The product
National Physical Laboratory Hampton Road Teddington Middlesex United Kingdom TW11 0LW
 NPL REPORT MAT 1 Susceptibility of Lead-Free Systems to Electrochemical Migration Ling Zou and Chris Hunt NOT RESTRICTED May 200 National Physical Laboratory Hampton Road Teddington Middlesex United Kingdom
NPL REPORT MAT 1 Susceptibility of Lead-Free Systems to Electrochemical Migration Ling Zou and Chris Hunt NOT RESTRICTED May 200 National Physical Laboratory Hampton Road Teddington Middlesex United Kingdom
Optimizing Immersion Silver Chemistries For Copper
 Optimizing Immersion Silver Chemistries For Copper Ms Dagmara Charyk, Mr. Tom Tyson, Mr. Eric Stafstrom, Dr. Ron Morrissey, Technic Inc Cranston RI Abstract: Immersion silver chemistry has been promoted
Optimizing Immersion Silver Chemistries For Copper Ms Dagmara Charyk, Mr. Tom Tyson, Mr. Eric Stafstrom, Dr. Ron Morrissey, Technic Inc Cranston RI Abstract: Immersion silver chemistry has been promoted
T E C H N I C A L B U L L E T I N
 T E C H N I C A L B U L L E T I N SM1193 ALPHA CVP-390 SAC305- HIGH PERFORMANCE LEAD-FREE ALLOY SOLDER PASTE FOR AUTOMOTIVE ELECTRONICS DESCRIPTION CVP-390 SAC305 solder paste has been developed to provide
T E C H N I C A L B U L L E T I N SM1193 ALPHA CVP-390 SAC305- HIGH PERFORMANCE LEAD-FREE ALLOY SOLDER PASTE FOR AUTOMOTIVE ELECTRONICS DESCRIPTION CVP-390 SAC305 solder paste has been developed to provide
Low Melting Point Lead Free Solder Paste
 www.ko-ki.co.jp #49005E Revised on Nov 17, 2011 Koki no-clean LEAD FREE solder paste Koki no-clean LEAD FREE solder paste Low Melting Point Lead Free Solder Paste TB48-M742 & Product information This Product
www.ko-ki.co.jp #49005E Revised on Nov 17, 2011 Koki no-clean LEAD FREE solder paste Koki no-clean LEAD FREE solder paste Low Melting Point Lead Free Solder Paste TB48-M742 & Product information This Product
ALPHA EF-6100 Low Solids, High Reliability, Alcohol Based Wave Soldering Flux for Lead- Free and Tin-Lead Applications
 DESCRIPTION ALPHA EF-6100 was specifically developed to deliver high reliability and excellent soldering performance combined with outstanding board cosmetics and pin-testability. ALPHA EF-6100 exhibits
DESCRIPTION ALPHA EF-6100 was specifically developed to deliver high reliability and excellent soldering performance combined with outstanding board cosmetics and pin-testability. ALPHA EF-6100 exhibits
A Proposed Mechanism and Remedy for Ball-in-Socket and Foot-in-Mud Soldering Defects on Ball Grid Array and Quad Flat Pack Components
 A Proposed Mechanism and Remedy for Ball-in-Socket and Foot-in-Mud Soldering Defects on Ball Grid Array and Quad Flat Pack Components Brian Smith Kester Des Plaines, IL Abstract A common source of defects
A Proposed Mechanism and Remedy for Ball-in-Socket and Foot-in-Mud Soldering Defects on Ball Grid Array and Quad Flat Pack Components Brian Smith Kester Des Plaines, IL Abstract A common source of defects
WS-575-C-RT. Halogen-Free Ball-Attach Flux PRODUCT DATA SHEET
 -RT Halogen-Free Ball-Attach Introduction Indium Corporation s Ball-Attach -RT allows customers to use a completely halogen-free (NIA = no intentionally added halogens) single-step ball-attach process
-RT Halogen-Free Ball-Attach Introduction Indium Corporation s Ball-Attach -RT allows customers to use a completely halogen-free (NIA = no intentionally added halogens) single-step ball-attach process
Lead Free No Clean Solder Paste 4900P Technical Data Sheet 4900P
 Description MG Chemicals has developed a unique flux system designed specifically for high temperature lead free alloys. It provides the fluxing activity levels that promote thermal stability and prevents
Description MG Chemicals has developed a unique flux system designed specifically for high temperature lead free alloys. It provides the fluxing activity levels that promote thermal stability and prevents
Pb-Free Solder Paste M705-LFAC19
 Senju Metal Industry Co.,LTD. -Free Solder Paste Manufacturer Senju Metal Industry Co.,Ltd. 23 Senju Hashido-cho, Adachi-Ku, Tokyo, Japan. Phone: (81)-3-3888-5156 Fax: (81)-3-3870-3032-1 ECO SOLDER PASTE
Senju Metal Industry Co.,LTD. -Free Solder Paste Manufacturer Senju Metal Industry Co.,Ltd. 23 Senju Hashido-cho, Adachi-Ku, Tokyo, Japan. Phone: (81)-3-3888-5156 Fax: (81)-3-3870-3032-1 ECO SOLDER PASTE
SnAg3.5 (CLF5013) Halide Free No Clean Core Wire
 Halide Free No Clean Core Wire") Pb SnAg3.5 (CLF5013) Halide Free No Clean Core Wire INTRODUCTION With implementation of stringent manufacturing process, Asahi has developed a wide range of wires with diverse alloys and flux types to
Pb SnAg3.5 (CLF5013) Halide Free No Clean Core Wire INTRODUCTION With implementation of stringent manufacturing process, Asahi has developed a wide range of wires with diverse alloys and flux types to
DSP 798LF (Ecolloy ) LEAD FREE WATER SOLUBLE SOLDER PASTE
 LEAD FREE WATER SOLUBLE SOLDER PASTE") LF217. 798LF Rev.A TECHNICAL SPECIFICATIONS LF217. 798LF Rev DSP 798LF (Ecolloy ) LEAD FREE WATER SOLUBLE SOLDER PASTE CORPORATE HEADQUARTERS USA: 315 Fairbank St. Addison, IL 60101! 630-628-8083! FAX
LF217. 798LF Rev.A TECHNICAL SPECIFICATIONS LF217. 798LF Rev DSP 798LF (Ecolloy ) LEAD FREE WATER SOLUBLE SOLDER PASTE CORPORATE HEADQUARTERS USA: 315 Fairbank St. Addison, IL 60101! 630-628-8083! FAX
SnAg3.0 (CLF5013) Halide Free No Clean Core Wire
 Halide Free No Clean Core Wire") Pb SnAg3.0 (CLF5013) Halide Free No Clean Core Wire INTRODUCTION With implementation of stringent manufacturing process, Asahi has developed a wide range of wires with diverse alloys and flux types to
Pb SnAg3.0 (CLF5013) Halide Free No Clean Core Wire INTRODUCTION With implementation of stringent manufacturing process, Asahi has developed a wide range of wires with diverse alloys and flux types to
Cleanliness Analysis. BEST Project # PO #Trade. October 5, Bob Wettermann 3603 Edison Place Rolling Meadows, IL 60008
 Cleanliness Analysis ISO 9001:2008 1982 S. Elizabeth Street Kokomo, IN 46902 P: (765) 457-8095 FAX: (765) 457-9033 www.foresiteinc.com BEST Project #1818-36 PO #Trade October 5, 2015 Bob Wettermann 3603
Cleanliness Analysis ISO 9001:2008 1982 S. Elizabeth Street Kokomo, IN 46902 P: (765) 457-8095 FAX: (765) 457-9033 www.foresiteinc.com BEST Project #1818-36 PO #Trade October 5, 2015 Bob Wettermann 3603
Solder paste for transfer soldering NT2 Series
 www.ko-ki.co.jp #49002E-0 2011.10.26 Solder paste for transfer soldering Product information This product information has been prepared with the cooperation of Fuji Machine Mfg. Co., Ltd. This product
www.ko-ki.co.jp #49002E-0 2011.10.26 Solder paste for transfer soldering Product information This product information has been prepared with the cooperation of Fuji Machine Mfg. Co., Ltd. This product
High-Reliability Halogen Free Low Silver Lead-Free Solder Paste M40-LS720HF
 Senju Metal Industry Co., Ltd. High-Reliability Halogen Free Low Silver Lead-Free Solder Paste -LS720HF Manufacturer Senju Metal Industry Co.,Ltd. 23 Senju Hashido-cho, Adachi-Ku, Tokyo, Japan Phone: +81-33888-5156
Senju Metal Industry Co., Ltd. High-Reliability Halogen Free Low Silver Lead-Free Solder Paste -LS720HF Manufacturer Senju Metal Industry Co.,Ltd. 23 Senju Hashido-cho, Adachi-Ku, Tokyo, Japan Phone: +81-33888-5156
Unique Failure Modes from use of Sn-Pb and Lead-Free (mixed metallurgies) in PCB Assembly: CASE STUDY
 in PCB Assembly: CASE STUDY") Unique Failure Modes from use of Sn-Pb and Lead-Free (mixed metallurgies) in PCB Assembly: CASE STUDY Frank Toth, and Gary F. Shade; Intel Corporation, Hillsboro, OR, USA {francis.toth.jr@intel.com, (503)-696-1546}
Unique Failure Modes from use of Sn-Pb and Lead-Free (mixed metallurgies) in PCB Assembly: CASE STUDY Frank Toth, and Gary F. Shade; Intel Corporation, Hillsboro, OR, USA {francis.toth.jr@intel.com, (503)-696-1546}
Typical Analysis Sn Ag Cu Pb Sb Bi In As Fe Ni Cd Al Zn Au
 TECHNICAL SPECIFICATIONS Physical Properties Solder Composition Qualitek Sn/Ag/Cu (Tin/Silver/Cu) Alloys are designed as a lead-free alternative for Sn/Pb alloys for electronics assembly operations. The
TECHNICAL SPECIFICATIONS Physical Properties Solder Composition Qualitek Sn/Ag/Cu (Tin/Silver/Cu) Alloys are designed as a lead-free alternative for Sn/Pb alloys for electronics assembly operations. The
Effects of SAC Alloy Copper Dissolution Rates on PTH Processes: Cost and performance justify use of certain alternatives to SAC305/405
 Effects of SAC Alloy Copper Dissolution Rates on PTH Processes: Cost and performance justify use of certain alternatives to SAC305/405 1 Craig Hamilton, Polina Snugovsky (Celestica) & Matthew Kelly (IBM)
Effects of SAC Alloy Copper Dissolution Rates on PTH Processes: Cost and performance justify use of certain alternatives to SAC305/405 1 Craig Hamilton, Polina Snugovsky (Celestica) & Matthew Kelly (IBM)
ELEC 6740 Electronics Manufacturing: Chapter 13 Flux & Cleaning
 ELEC 6740 Electronics Manufacturing: Chapter 13 Flux & Cleaning R. Wayne Johnson Alumni Professor Auburn University 334-844-1880 johnson@eng.auburn.edu Outline 1. Introduction 2. Flux 3. Contaminants 4.
ELEC 6740 Electronics Manufacturing: Chapter 13 Flux & Cleaning R. Wayne Johnson Alumni Professor Auburn University 334-844-1880 johnson@eng.auburn.edu Outline 1. Introduction 2. Flux 3. Contaminants 4.
Acceptance Testing Of Low-Ag Reflow Solder Alloys
 Acceptance Testing Of Low-Ag Reflow Solder Alloys Kris Troxel 1, Aileen Allen 2, Elizabeth Elias Benedetto 3, Rahul Joshi 3 Hewlett-Packard Company 1 Boise, ID, USA 2 Palo Alto, CA, USA 3 Houston, TX,
Acceptance Testing Of Low-Ag Reflow Solder Alloys Kris Troxel 1, Aileen Allen 2, Elizabeth Elias Benedetto 3, Rahul Joshi 3 Hewlett-Packard Company 1 Boise, ID, USA 2 Palo Alto, CA, USA 3 Houston, TX,
SELECTION OF WAVE SOLDERING FLUXES FOR LEAD-FREE ASSEMBLY
 SELECTION OF WAVE SOLDERING FLUXES FOR LEAD-FREE ASSEMBLY Chrys Shea, Sanju Arora, and Steve Brown ALPHA A Cookson Electronics Company Jersey City, NJ USA Abstract The process challenges of lead-free wave
SELECTION OF WAVE SOLDERING FLUXES FOR LEAD-FREE ASSEMBLY Chrys Shea, Sanju Arora, and Steve Brown ALPHA A Cookson Electronics Company Jersey City, NJ USA Abstract The process challenges of lead-free wave
QUALITEK 381 NO CLEAN FLUX
 QUALITEK 381 NO CLEAN FLUX CORPORATE HEADQUARTERS USA: 315 Fairbank St. Addison, IL 63-628-883 FAX 63-628-6543 EUROPE UK: Unit 9 Apex Ct. Bassendale Rd. Bromborough, Wirral CH62 3RE 44 151 334 888 FAX
QUALITEK 381 NO CLEAN FLUX CORPORATE HEADQUARTERS USA: 315 Fairbank St. Addison, IL 63-628-883 FAX 63-628-6543 EUROPE UK: Unit 9 Apex Ct. Bassendale Rd. Bromborough, Wirral CH62 3RE 44 151 334 888 FAX
Conformal Coating over No Clean Flux
 Conformal Coating over No Clean Flux Karl Seelig & Timothy O Neill AIM Cranston, Rhode Island. USA. kseelig@aimsolder.com & toneill@aimsolder.com Introduction As the proliferation of modern day electronics
Conformal Coating over No Clean Flux Karl Seelig & Timothy O Neill AIM Cranston, Rhode Island. USA. kseelig@aimsolder.com & toneill@aimsolder.com Introduction As the proliferation of modern day electronics
TECHNICAL INFORMATION. Dispensing LEAD FREE No-clean SOLDER PASTE S3X58 - M406D. [ Contents ]
![TECHNICAL INFORMATION. Dispensing LEAD FREE No-clean SOLDER PASTE S3X58 - M406D. [ Contents ]](/thumbs/88/115442512.jpg "TECHNICAL INFORMATION. Dispensing LEAD FREE No-clean SOLDER PASTE S3X58 - M406D. [ Contents ]") Lead free SOLUTIONS you can TRUST TECHNICAL INFORMATION Dispensing LEAD FREE No-clean SOLDER PASTE S3X58 - M406D [ Contents ] 1. FEATURES...Page 2 2. SPECIFICATIONS... 2 3. ALLOY PROPERTIES... 3 4. DISPENSABILITY...
Lead free SOLUTIONS you can TRUST TECHNICAL INFORMATION Dispensing LEAD FREE No-clean SOLDER PASTE S3X58 - M406D [ Contents ] 1. FEATURES...Page 2 2. SPECIFICATIONS... 2 3. ALLOY PROPERTIES... 3 4. DISPENSABILITY...
Creep corrosion of electronic assemblies in harsh environments
 Creep corrosion of electronic assemblies in harsh environments Petri Savolainen* and Randy Schueller DfR Solutions 5110 Roanoke Place, Suite 101, College Park, MD 20740 * Business Center Länsikeskus, Pihatörmä
Creep corrosion of electronic assemblies in harsh environments Petri Savolainen* and Randy Schueller DfR Solutions 5110 Roanoke Place, Suite 101, College Park, MD 20740 * Business Center Länsikeskus, Pihatörmä
Chemical reliability. lead-free. soldering. Steven Teliszewski Interflux electronics NV October 2005
 Chemical reliability in lead-free soldering Chemical Reliability What is chemical reliability? The residues and reaction products of the soldering process that are left on the board, cannot interfere with
Chemical reliability in lead-free soldering Chemical Reliability What is chemical reliability? The residues and reaction products of the soldering process that are left on the board, cannot interfere with
DSP 670I (Sn63/Pb37) NO CLEAN SOLDER PASTE
 NO CLEAN SOLDER PASTE") SN/AG/CU. 862 Rev.A SN/AG/CU. 862 Rev DSP 670I (Sn63/Pb37) NO CLEAN SOLDER PASTE USA: 315 Fairbank St. Addison, IL 60101 630-628-8083 FAX 630-628-6543 UK: Unit 9 Apex Ct. Bassendale Rd. Bromborough, Wirral
SN/AG/CU. 862 Rev.A SN/AG/CU. 862 Rev DSP 670I (Sn63/Pb37) NO CLEAN SOLDER PASTE USA: 315 Fairbank St. Addison, IL 60101 630-628-8083 FAX 630-628-6543 UK: Unit 9 Apex Ct. Bassendale Rd. Bromborough, Wirral
DSP 875 (Sn/Ag/Cu) LEAD FREE NO CLEAN SOLDER PASTE
 LEAD FREE NO CLEAN SOLDER PASTE") SN/AG/CU. 862 Rev.A TECHNICAL DATA SHEET TECHNICAL SPECIFICATIONS SN/AG/CU. 862 Rev DSP 875 (Sn/Ag/Cu) LEAD FREE NO CLEAN SOLDER PASTE CORPORATE HEADQUARTERS USA: 315 Fairbank St. Addison, IL 60101 630-628-8083
SN/AG/CU. 862 Rev.A TECHNICAL DATA SHEET TECHNICAL SPECIFICATIONS SN/AG/CU. 862 Rev DSP 875 (Sn/Ag/Cu) LEAD FREE NO CLEAN SOLDER PASTE CORPORATE HEADQUARTERS USA: 315 Fairbank St. Addison, IL 60101 630-628-8083
DSP 863 (Sn42/Bi58) LEAD FREE HALOGEN FREE NO CLEAN SOLDER PASTE
 LEAD FREE HALOGEN FREE NO CLEAN SOLDER PASTE") SN/AG/CU. 862 Rev.A TECHNICAL DATA SHEET TECHNICAL SPECIFICATIONS SN/AG/CU. 862 Rev DSP 863 (Sn42/Bi58) LEAD FREE HALOGEN FREE NO CLEAN SOLDER PASTE CORPORATE HEADQUARTERS USA: 315 Fairbank St. Addison,
SN/AG/CU. 862 Rev.A TECHNICAL DATA SHEET TECHNICAL SPECIFICATIONS SN/AG/CU. 862 Rev DSP 863 (Sn42/Bi58) LEAD FREE HALOGEN FREE NO CLEAN SOLDER PASTE CORPORATE HEADQUARTERS USA: 315 Fairbank St. Addison,
Soldering Immersion Tin
 Soldering Immersion Tin Rick Nichols and Sandra Heinemann Atotech Deutschland GmbH Berlin, Germany Abstract The stimulating impact of the automotive industry has sharpened focus on immersion tin (i-sn)
Soldering Immersion Tin Rick Nichols and Sandra Heinemann Atotech Deutschland GmbH Berlin, Germany Abstract The stimulating impact of the automotive industry has sharpened focus on immersion tin (i-sn)
DSP 825HF X-TREME ACTIVITY HALOGEN FREE LEAD FREE NO CLEAN SOLDER PASTE
 SN/AG/CU. 863 Rev.A TECHNICAL DATA SHEET TECHNICAL SPECIFICATIONS SN/AG/CU. 863 Rev DSP 825HF X-TREME ACTIVITY HALOGEN FREE LEAD FREE NO CLEAN SOLDER PASTE CORPORATE HEADQUARTERS USA: 315 Fairbank St.
SN/AG/CU. 863 Rev.A TECHNICAL DATA SHEET TECHNICAL SPECIFICATIONS SN/AG/CU. 863 Rev DSP 825HF X-TREME ACTIVITY HALOGEN FREE LEAD FREE NO CLEAN SOLDER PASTE CORPORATE HEADQUARTERS USA: 315 Fairbank St.
DSP 825HF X-TREME ACTIVITY HALOGEN FREE LEAD FREE NO CLEAN SOLDER PASTE
 SN/AG/CU. 863 Rev.A APPLICATION NOTES TECHNICAL SPECIFICATIONS 825HF RevB, 10/15 SN/AG/CU. 863 Rev DSP 825HF X-TREME ACTIVITY HALOGEN FREE LEAD FREE NO CLEAN SOLDER PASTE CORPORATE HEADQUARTERS USA: 315
SN/AG/CU. 863 Rev.A APPLICATION NOTES TECHNICAL SPECIFICATIONS 825HF RevB, 10/15 SN/AG/CU. 863 Rev DSP 825HF X-TREME ACTIVITY HALOGEN FREE LEAD FREE NO CLEAN SOLDER PASTE CORPORATE HEADQUARTERS USA: 315
Welcome to the Real World of Lead Free Soldering
 Welcome to the Real World of Lead Free Soldering Metallic Resources, Inc. Howard Stevens Nimal Liyanage,, Ph.D Objective: to Provide Education Regarding the Effects of Various Lead Free Soldering Alloys
Welcome to the Real World of Lead Free Soldering Metallic Resources, Inc. Howard Stevens Nimal Liyanage,, Ph.D Objective: to Provide Education Regarding the Effects of Various Lead Free Soldering Alloys
QUALITEK 302+ NO CLEAN FLUX
 QUALITEK 32+ NO CLEAN FLUX CORPORATE HEADQUARTERS USA: 315 Fairbank St. Addison, IL 63-628-883 FAX 63-628-6543 EUROPE UK: Unit 9 Apex Ct. Bassendale Rd. Bromborough, Wirral CH62 3RE 44 151 334 888 FAX
QUALITEK 32+ NO CLEAN FLUX CORPORATE HEADQUARTERS USA: 315 Fairbank St. Addison, IL 63-628-883 FAX 63-628-6543 EUROPE UK: Unit 9 Apex Ct. Bassendale Rd. Bromborough, Wirral CH62 3RE 44 151 334 888 FAX
Chapter 14. Designing with FineLine BGA Packages
 Chapter 14. Designing with FineLine BGA Packages S53009-1.3 Chapter 14, Designing with FineLine BGA Packages, replaces AN 114: Designing with FineLine BGA Packages. Introduction As programmable logic devices
Chapter 14. Designing with FineLine BGA Packages S53009-1.3 Chapter 14, Designing with FineLine BGA Packages, replaces AN 114: Designing with FineLine BGA Packages. Introduction As programmable logic devices
Utilizing and Understanding the Various Methodologies for Evaluating Ionic Cleanliness of Printed Wiring Assemblies
 Utilizing and Understanding the Various Methodologies for Evaluating Ionic Cleanliness of Printed Wiring Assemblies Joe Russeau Precision Analytical Laboratory, Inc. jrusseau@precisionanalysts.com 1 Topics
Utilizing and Understanding the Various Methodologies for Evaluating Ionic Cleanliness of Printed Wiring Assemblies Joe Russeau Precision Analytical Laboratory, Inc. jrusseau@precisionanalysts.com 1 Topics
INTERFLUX ELECTRONICS NV
 Reflow soldering temperature profiling Min : 30sec Max : 120sec Max : +4 C/sec Max : 250 C Min : 230 C Min: +0,5 C/sec Min : +1 C/sec Max : +3 C/sec Max : +1 C/sec Max : -6 C/sec Min : -2 C/sec Min : +1
Reflow soldering temperature profiling Min : 30sec Max : 120sec Max : +4 C/sec Max : 250 C Min : 230 C Min: +0,5 C/sec Min : +1 C/sec Max : +3 C/sec Max : +1 C/sec Max : -6 C/sec Min : -2 C/sec Min : +1
EXTRA FINE PITCH FLIP CHIP ASSEMBLY PROCESS, UNDERFILL EVALUATION AND RELIABILITY
 As originally published in the SMTA Proceedings EXTRA FINE PITCH FLIP CHIP ASSEMBLY PROCESS, UNDERFILL EVALUATION AND RELIABILITY Fei Xie, Ph.D. *, Daniel F. Baldwin, Ph.D. *, Han Wu *, Swapon Bhattacharya,
As originally published in the SMTA Proceedings EXTRA FINE PITCH FLIP CHIP ASSEMBLY PROCESS, UNDERFILL EVALUATION AND RELIABILITY Fei Xie, Ph.D. *, Daniel F. Baldwin, Ph.D. *, Han Wu *, Swapon Bhattacharya,
Table 1 lists the documents applicable to this Plan. Documents are the latest revision unless otherwise noted. Table 1 - Applicable Documents
 Viasat, Inc. Process Area: Document Number: Revision: Quality PR001930 005 Name of Document: Process Category: Page: PWA Component Staking, Conformal Coating and Other Quality 1 of 11 1 Scope The following
Viasat, Inc. Process Area: Document Number: Revision: Quality PR001930 005 Name of Document: Process Category: Page: PWA Component Staking, Conformal Coating and Other Quality 1 of 11 1 Scope The following
ALPHA EF-6100P Low-Solids, High-Reliability, Alcohol-Based Wave Soldering Flux for Lead- Free & Tin-Lead Applications
 DESCRIPTION ALPHA EF-6100P was specifically developed to deliver high reliability and excellent soldering performance combined with outstanding board cosmetics and pin-testability. ALPHA EF-6100P exhibits
DESCRIPTION ALPHA EF-6100P was specifically developed to deliver high reliability and excellent soldering performance combined with outstanding board cosmetics and pin-testability. ALPHA EF-6100P exhibits
A DEVELOPMENT METHODOLOGY FOR COPPER END TERMINATION PASTE PART 1: ORIGIN OF GREEN DEFECTS*
 Active and Passive Elec. Comp., 2002, Vol. 25, pp. 169 179 A DEVELOPMENT METHODOLOGY FOR COPPER END TERMINATION PASTE PART 1: ORIGIN OF GREEN DEFECTS* UMESH KUMAR { Ferro Electronic Materials, 1325 Aspen
Active and Passive Elec. Comp., 2002, Vol. 25, pp. 169 179 A DEVELOPMENT METHODOLOGY FOR COPPER END TERMINATION PASTE PART 1: ORIGIN OF GREEN DEFECTS* UMESH KUMAR { Ferro Electronic Materials, 1325 Aspen